
Werden Ihre Markteinführungen im Einzelhandel ständig durch verpasste Fristen verzögert? Verzögerte Prototypen und unvorhersehbare Produktionspläne beeinträchtigen Ihre Markteinführungsgeschwindigkeit und belasten Ihr Werbebudget.
Die Herstellung eines individuellen Kartonaufstellers erfordert in der Regel 24 Stunden für die schnelle Mustererstellung und zwölf bis fünfzehn Tage für die Serienproduktion. Die Produktionszeiten hängen stark von der strukturellen Komplexität, den Aushärtungsanforderungen der Litholaminierung und den Geschwindigkeiten der automatisierten Stanzmaschine ab, um sicherzustellen, dass die strukturelle Integrität den globalen Standards für Einzelhandelsverpackungen entspricht.

Doch die Kenntnis des theoretischen Zeitplans reicht nicht aus, sobald die Fabrikmaschinen tatsächlich in Betrieb gehen. Verborgene physikalische und chemische Gegebenheiten können einen perfekt geplanten Produktionsstart im Handumdrehen in eine mehrwöchige Verzögerung verwandeln.
Wie bastelt man eine Vitrine aus Pappe?
Die Gestaltung eines physischen Verkaufsdisplays erfordert mehr als nur das Aufbringen von Grafiken auf eine flache Vorlage. Es bedarf strenger mathematischer Toleranzen, um flachen Karton in eine tragfähige Verkaufsstruktur umzuwandeln.
Die Herstellung einer Vitrine aus Karton umfasst die Konstruktion einer Stanzform, das Zuschneiden des Rohmaterials aus Wellpappe und das Falten der Platten zu einer stabilen, dreidimensionalen Einheit. Der Fertigungsprozess basiert auf präzisen CAD-Dateien, um sicherzustellen, dass die ineinandergreifenden Laschen und tragenden Wände einwandfrei zusammenpassen, ohne dass die Papierfasern reißen.
Doch die Kenntnis der grundlegenden Theorie reicht nicht aus, sobald die automatisierten Maschinen laufen. Eine Datei, die auf dem Monitor perfekt aussieht, kann in der Produktionshalle leicht ein massives Montage-Desaster auslösen.
Der blinde Fleck bei der Displayherstellung in Bezug auf Messschieber
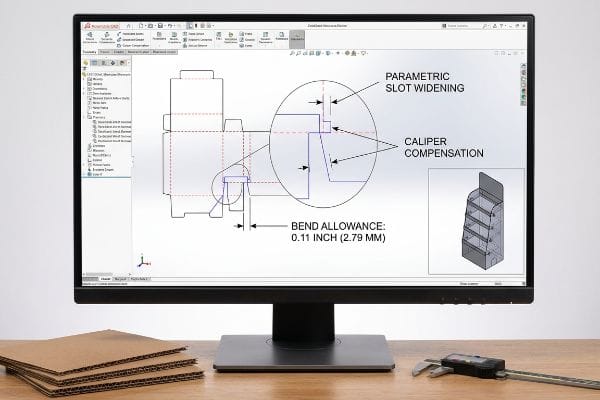
Selbst erfahrene Verpackungsdesigner übersehen in der ersten Entwurfsphase oft die gravierende Schwäche der Materialstärke. Grafikteams erstellen in ihrer digitalen Illustrationssoftware typischerweise ineinandergreifende Laschen und Faltschlitze mit exakt der gleichen Breite wie das Gegenstück. Sie ignorieren dabei völlig die tatsächliche Dicke des gefalteten Kartons und gehen fälschlicherweise davon aus, dass eine flache digitale Linie nahtlos in eine perfekt rechtwinklige Ecke übersetzt wird. Dieser theoretische Ansatz berücksichtigt jedoch nicht den Platzbedarf der Papierfasern beim Biegenum einen starken 90-Grad-Winkel.
Das ist nicht nur Theorie – ich erlebe das regelmäßig in der Praxis, wenn Beschaffungsteams ungetestete Dateien von Agenturen schicken. Kürzlich ignorierte ein externer Designer für eine Schwerlast-Bodenplatte die für die Stabilität erforderliche Biegetoleranz von 2,79 mm (0,11 Zoll) ² völlig . Bei meiner ersten praktischen Prüfung überschritt die statische Durchbiegung fast sofort 38,1 mm (1,5 Zoll). Ich sah, wie der Testmonitor bei exakt 85 kg (187,5 lbs) ausfiel, weil das Verpackungsteam die Strukturrippen physisch quetschen musste, um die falsch ausgerichteten Laschen in ihre winzigen Schlitze zu zwängen, wodurch die dynamische Druckfestigkeit vollständig zerstört wurde. Ich verwarf die fehlerhafte Datei des Kunden sofort und führte eine strikte strukturelle Neukonstruktion durch. Mithilfe unserer parametrischen CAD-Software (Computer-Aided Design) fügte ich jeder einzelnen Falte spezifische Algorithmen zur Kompensation der Biegetoleranz³ hinzu und erweiterte die Aufnahmeschlitze mathematisch, um den Außenradius der dicken Papierfasern zu berücksichtigen. Durch die Durchsetzung dieser absoluten Toleranzanpassung konnte ich sicherstellen, dass die strukturelle Integrität vollständig erhalten blieb, die Montagezeit für die Lohnverpackung um schätzungsweise 30 Prozent verkürzt und eine massive Reklamation seitens der Einzelhändler verhindert wurde.
| Bremssattel-Konstruktion | Physikalisches Strukturergebnis | Montagearbeit ROI |
|---|---|---|
| Parametrische Schlitzverbreiterung | Die Flöten bleiben zu 100 % unbeschädigt4 | Reduziert den Montageaufwand um 30 %5 |
| Biegetoleranz-Mathematik6 | Die Paneele schließen absolut rechtwinklig | Eliminiert manuelle Nacharbeit |
| Wellplattendickenpuffer | Reibungsloses Einführen der Lasche | Verhindert Rückbuchungen durch Einzelhändler |
Ich lasse nicht zu, dass eine amateurhafte digitale Datei die Realität meiner Fabrik bestimmt. Ich berechne jeden Steckplatz und jede Falte neu mithilfe hochentwickelter parametrischer Mathematik und garantiere so, dass Ihr Schwerlast-Warenpräsentationssystem den Anforderungen im Einzelhandel standhält, ohne unter seiner eigenen Last zusammenzubrechen.
🛠️ Harveys Schreibtisch: Wissen Sie, ob Ihre aktuelle Kreativagentur die Biegezugaben für 32ECT B-Welle berechnet, bevor die Dateien an die Fabrik gesendet werden? 👉 Stücklistenprüfung anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Wie bedrucken Unternehmen Karton?
Das Aufbringen hochauflösender Markengrafiken auf poröses Testliner erfordert höchste Präzision. Die Kontrolle der physikalisch-chemischen Wechselwirkungen zwischen Papierfasern, flüssigen Klebstoffen und dickflüssigen Farben ist der wahre Schlüssel zu optimaler Sichtbarkeit im Einzelhandel.
Der Druck auf Karton erfolgt entweder im Litho-Laminierungsverfahren, bei dem eine hochwertige bedruckte Deckschicht auf einen Wellpappenrohling geklebt wird, oder im digitalen Direktdruckverfahren mit Flachbettmaschinen. Diese fortschrittlichen industriellen Verfahren gewährleisten eine brillante Farbwiedergabe und gleichzeitig die für den stark beanspruchten Einzelhandel erforderliche Stabilität.
Doch die Beherrschung der theoretischen Druckverfahren ist völlig wertlos, wenn man die heftigen chemischen Reaktionen am Fließband ignoriert. Das Hinzufügen von Flüssigkeit zu Rohpapier ist ein logistisches Minenfeld.
Die Feuchtigkeitsverzerrungsfalle
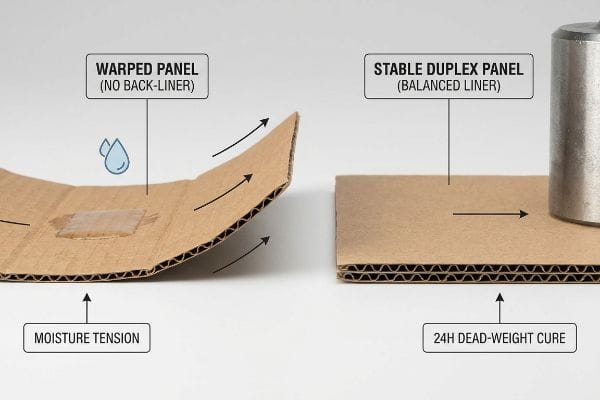
Marken gehen häufig fälschlicherweise davon aus, dass das Aufbringen eines hochwertigen bedruckten Deckblatts auf eine starre B-Welle automatisch zu einer perfekt ebenen Marketingverpackung führt. Dabei ignorieren sie die chemischen Gegebenheiten der Litholaminierung und die enorme Oberflächenspannung, die durch die flüssigen Klebstoffe entsteht. Standardmäßige Flüssigklebstoffe führen dem porösen Deckpapier7, wodurch es sich in Reaktion mit der Umgebungsluft in der Fabrik stark zusammenzieht. Der Versuch, diese sensible chemische Bindungsphase zu beschleunigen, führt unweigerlich dazu, dass sich Ihre Verpackung verformt, bevor sie das Vertriebszentrum erreicht.
Das ist keine bloße Theorie – ich habe das bei der Einführung einer großen Endkappen-Serie schmerzlich erfahren müssen . 2022 bat ich meinen leitenden Verpackungsingenieur Mark, den Laminierungsprozess einer riesigen 152,4 cm (60 Zoll) großen Seitenwand zu beschleunigen, um einen engen Liefertermin einzuhalten. Ich dachte, ich könnte Zeit sparen, indem ich die Trocknungsphase mit dem hohen Eigengewicht auslasse. Drei Tage später stand ich in der Klimakammer und sah zu, wie die gesamte Palette unter ihrem eigenen Gewicht zusammenbrach. Ich erinnere mich noch genau an den stechenden Geruch des nassen PVA-Klebstoffs (Polyvinylacetat), der mit den Rohpapierfasern reagierte, während sich die riesigen Platten wie alte Kartoffelchips nach innen wölbten. Die Aushärtungsschrumpfung erzeugte eine immense Oberflächenspannung , die die Struktur völlig verformte. Ich stoppte sofort die Produktion und leitete eine strenge physikalisch-chemische Optimierung ein. Ich drehte die Plattenstruktur komplett um und entwickelte eine ausgewogene Duplexplatte, indem ich eine dünne Rückseitenfolie hinzufügte , um der Spannung der Deckschicht entgegenzuwirken. Anschließend fixierte ich die nassen Platten 24 Stunden lang unter exaktem Eigengewichtsdruck. Dieses chemische Stabilisierungsverfahren verhinderte nicht nur das Verziehen der Platten, sondern garantierte auch perfekt gerade Paneele, wodurch massive optische Reibungsverluste vermieden, die Geschwindigkeit der automatisierten Verpackungslinie verdoppelt und der Gesamtschaden am Transport drastisch reduziert wurde.
| Nasschemische Kontrolle | Ergebnis der physischen Prüfung | Produktionszeitplan ROI |
|---|---|---|
| Duplex-Rückwandausgleich10 | Neutralisiert die Oberflächenspannung | Verhindert das Kippen des Displays |
| 24-Stunden-Totgewichtskur11 | Erzwingt ein perfekt ebenes Brett | Beschleunigt die Verpackungslinie um das Doppelte12 |
| Feuchtigkeitsspannungspuffer | Verhindert das Durchbiegen von Kartoffelchips | Eliminiert visuelle Ausschussware |
Ich lasse nicht zu, dass flüssige Chemikalien die physische Markteinführung Ihrer Marke beeinträchtigen. Durch die präzise Kontrolle des Feuchtigkeitshärtungsprozesses auf dem Boden sorge ich dafür, dass Ihre großflächigen Verkaufsflächen perfekt gerade stehen und im Regal absolute Aufmerksamkeit erregen.
🛠️ Harveys Schreibtisch: Sind Ihre litholaminierten Displays nach drei Wochen im feuchten Seefrachtcontainer verformt wie Kartoffelchips? 👉 Vereinbaren Sie eine Beratung zur Verformung ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Abschluss
Sie können zwar den günstigsten Anbieter wählen, um ein paar Cent an Stückkosten zu sparen, aber wenn sich die litholaminierten Platten wie Kartoffelchips verziehen und Ihre falsch berechneten Fächer unter Lastdruck brechen, riskieren Sie sofortige Ablehnungen durch den Händler und katastrophale Logistikverzögerungen. Allein im letzten Monat half meine Strukturprüfung drei Marken, über 10.000 US-Dollar an Ausschussware und Rückbelastungen durch Händler zu vermeiden. Verschwenden Sie nicht länger Ihr Werbebudget für zusammengefaltete Kartons und lassen Sie mich persönlich Ihren nächsten Rollout planen, um eine reibungslose Umsetzung und die vollständige Einhaltung der Handelsrichtlinien zu garantieren.
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Die technische Dokumentation zur Verpackungstechnik erläutert, wie die Materialstärke (Dicke) Biegezugabenberechnungen erfordert, um die strukturelle Passung zu gewährleisten. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Industriedesign. Begründung: Die Notwendigkeit, das Materialvolumen beim Falten zu berücksichtigen. Anwendungsbereich: Speziell für starre Verpackungen und Wellpappe. ↩
„Analytische Bestimmung der Biegesteifigkeit eines fünflagigen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Technischer Leitfaden für Wellmaterialien zur Überprüfung von Standard-Biegezugabewerten für die strukturelle Integrität. Nachweisfunktion: Technische Spezifikation; Quellentyp: Ingenieurhandbuch. Begründung: Die spezifischen numerischen Anforderungen an die Biegezugabe. Hinweis: Die Messwerte können je nach Wellengröße variieren. ↩
„Optimales Design von doppelwandigen Wellpappenverpackungen – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Softwaredokumentation oder Forschung im Bereich Verpackungstechnik, die die Verwendung der Materialstärkenkompensation in parametrischen CAD-Systemen erläutert. Nachweisfunktion: Prozessvalidierung; Quelltyp: Technische Softwaredokumentation. Unterstützt: Die Verwendung mathematischer Algorithmen zur Anpassung der Aufnahmeschlitze. Anwendungsbereich: Anwendbar auf hochpräzise Verpackungssoftware. ↩
„Abschätzung der Kantenstauchfestigkeit von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Technische Validierung, wie die Anpassung der Schlitzabmessungen an die Materialstärke das Zusammenbrechen von Wellpappenwellen verhindert. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Strukturelle Integrität der Schlitze. Anwendungsbereich: Speziell für Wellpappe. ↩
„Sind Bodenaufsteller einfach zu montieren? – PopDisplay“, https://popdisplay.me/are-the-floor-display-boxes-easy-to-assemble/. Ein Branchenvergleich bzw. eine Fallstudie aus dem Ingenieurwesen, die die Reduzierung des Arbeitsaufwands quantifiziert, wenn die Schlitze für den Materialdurchmesser optimiert sind. Nachweisfunktion: Quantifizierung; Quellentyp: Branchen-Whitepaper. Unterstützt: ROI der Montagekosten. Hinweis: Die Effizienzgewinne können je nach Größe des Displays variieren. ↩
„Kartonkonstruktionen: Berechnung der Biegezugabe 1 – YouTube“, https://www.youtube.com/watch?v=j1n5ojAbAic. Standardisierte Ingenieurmethodik zur Berechnung der neutralen Achse des Materials beim Falten, um geometrische Genauigkeit zu gewährleisten. Nachweisfunktion: Methodik; Quellentyp: Handbuch für Maschinenbau. Anwendungsbereich: Präzision der Plattenverriegelung. Hinweis: Anwendbar auf verschiedene Kartonstärken. ↩
„Auswirkungen von Feuchtigkeit im Laminierprozess – AICC Now“, https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. Technische Erläuterung, wie wässrige Klebstoffe die Faserspannung in Wellpappe beeinflussen und dadurch zu Verformungen führen. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften oder Leitfaden für die Verpackungsindustrie. Unterstützt: Feuchtigkeitsbedingte Verformungen bei der Litholaminierung. Anwendungsbereich: Gilt speziell für wasserbasierte Klebstoffe. ↩
„Verzug beim Verkleben von Karton mit MDF – WetCanvas: Online-Plattform für Künstler“, https://www.wetcanvas.com/forums/topic/glue-cardboard-to-mdf-warping/. Technische Erklärung, wie die Verdunstung von Wasser aus PVA-Klebstoffen zu Volumenschrumpfung und daraus resultierenden inneren Spannungen in faserbasierten Substraten führt. Nachweisfunktion: Mechanismusverifizierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Beleg: die physikalische Ursache für die Verformung von Platten während der Laminierung. Anwendungsbereich: gilt speziell für wasserbasierte Klebstoffe. ↩
„Ausgewogene Konstruktion von Kunststofflaminattüren – Woodweb.com“, https://woodweb.com/knowledge_base/Balanced_Construction_of_Plastic_Laminate_Doors.html. Ingenieurprinzip: Verwendung symmetrischer Materialien oder gegenüberliegender Deckschichten zum Spannungsausgleich und zur Vermeidung von Verformungen in Laminatverbunden. Nachweisfunktion: Validierung der Lösung; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Die Methode zur Kompensation der Spannung der Deckschicht. Anmerkung zum Anwendungsbereich: Fokus auf die strukturelle Symmetrie im Plattendesign. ↩
„[PDF] Wellpappenverwindung – Ursachen und Abhilfemaßnahmen – TAPPI.org“, https://imisrise.tappi.org/download.aspx?key=92APR097. Technische Erklärung, wie das Aufbringen einer symmetrischen Rückseitenkaschierung die durch hohe Farbmengen auf der Vorderseite entstehende Spannung ausgleicht. Nachweisfunktion: Technischer Mechanismus; Quellentyp: Materialwissenschaftliche Publikation. Unterstützt: Die Methode zur Neutralisierung der Oberflächenspannung, um ein Verwinden zu verhindern. Anwendungsbereich: Speziell für Duplex- oder Mehrlagenkarton. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Überprüfung von Standard-Aushärtungsprotokollen mittels Eigengewichtsdruck zur Sicherstellung der Substratebenheit beim großformatigen Kartondruck. Nachweisfunktion: Technische Spezifikation; Quellentyp: Leitfaden für die industrielle Fertigung. Unterstützt: die Anforderung einer 24-stündigen Stabilitätsphase. Anwendungsbereich: Die Anwendung kann je nach Flächengewicht des Kartons variieren. ↩
„Wie automatisierte Endverpackungslinien zur Weiterentwicklung beitragen können …“, https://www.okcorp.com/end-of-line-packaging-lines-benefits/. Quantitative Analyse, die zeigt, wie die Reduzierung von Kartonverzug die Geschwindigkeit und Zuverlässigkeit automatisierter Verpackungslinien erhöht. Nachweisfunktion: quantitative Kennzahl; Quellentyp: Studie zur betrieblichen Effizienz. Beleg: die Behauptung einer Verdopplung der Geschwindigkeit. Anmerkung: Abhängig von der jeweiligen Automatisierungshardware. ↩



