
Sie benötigen ein individuell gestaltetes Thekendisplay, doch der Verkaufsstart rückt näher. Ob Ihr Produkt rechtzeitig im Handel erhältlich ist oder nicht, entscheidet die Statik.
Die Herstellung individueller Thekendisplays erfordert in der Regel einen umfassenden Projektzeitraum von 60 Tagen – von der ersten Idee bis zur Auslieferung. Dieser rückwärtsgerichtete Planungszeitraum berücksichtigt die Statik, die automatisierte Weißmusterung, die Aushärtung der Litholaminierung und den Transport. Eine Beschleunigung dieser kritischen Phase beeinträchtigt unweigerlich die dynamische Belastbarkeit des fertigen Produkts.

Diesen Basiszeitplan zu kennen ist das eine, aber zu verstehen, wo es in der Produktion zu Verzögerungen kommt, schützt Ihren Rollout erst richtig. Schauen wir uns die versteckten Verzögerungen genauer an.
Wie lange dauert die Anfertigung von maßgefertigten Arbeitsplatten?
Um diese Einheiten in die Produktion zu bringen, ist ein striktes Terminmanagement erforderlich. Eine verzögerte Genehmigung in der Designphase hat weitreichende Folgen und kann die gesamte Produktion zum Erliegen bringen.
Die Entwicklung und Fertigung individueller Arbeitsplatten dauert je nach Komplexität etwa vier bis acht Wochen. Dieser genaue Zeitplan umfasst die erste Ideenfindung, die schnelle automatisierte Prototypenerstellung, die Farbkalibrierung in der Druckvorstufe und die finale Serienproduktion. Standardisierte Stanzformen können diese Bearbeitungszeit für dringende Werbeaktionen im Einzelhandel deutlich verkürzen.

Doch die Theorie allein reicht nicht aus, sobald die Maschinen laufen. Die größte Zeitfalle lauert meist schon im Forschungs- und Entwicklungslabor, noch bevor die Massenproduktion überhaupt beginnt.
Warum die 24-Stunden-Weißprobe in der Lohnverpackungslinie versagt
Einkaufsteams gehen oft fälschlicherweise davon aus, dass nach Freigabe einer einfachen Stanzform durch die Branding-Agentur der Druckvorgang sofort in vollem Umfang starten kann. Sie verlassen sich auf Standard-Digitalschnitte, ohne die physische Interaktion zwischen dem gefalteten Karton und dem fertigen Produkt zu testen. Dieses übereilte Vorgehen, aufwendige physische Prototypen zu umgehen, ignoriert die geometrischen Gegebenheiten der Faltzugaben¹ und führt so zu gravierenden Montagefehlern.
Das ist nicht nur Theorie – ich erlebe das hautnah in der Testphase. Letztes Quartal drängte ein Kunde auf die Fertigstellung einer Arbeitsplatte, die ausschließlich online entworfen worden war. Um drei Tage zu sparen, verlangte er, dass wir auf das physische Muster verzichten. Trotzdem bearbeitete ich die Datei mit 32ECT B-Welle 2 auf unserer Kongsberg CNC-Maschine . Beim Falten der Basis wehrten die eng ineinandergreifenden Laschen – denen die nötige Korrektur fehlte – das Falten ab. Ich drückte die Laschen mit Gewalt, und das widerliche Knirschen des sich verbiegenden B-Wellen-Profils hallte durch das Labor, als die gesamte Vorderkante unter Spannung riss. Um das zu beheben, habe ich die CAD-Konstruktion (Computer-Aided Design) umgehend mathematisch überarbeitet und jeder Verbindungsstelle eine Biegezugabe von 1 mm hinzugefügt . Durch die Einhaltung dieser strengen geometrischen Toleranz bei einem neuen Prototyp konnte ich die Montagezeit für die Lohnverpackung um 18 Sekunden pro Einheit reduzieren, Reibungsverluste minimieren und den ambitionierten Liefertermin des Kunden einhalten.
| Technische Lösung | Physikalisches Ergebnis | ROI der Auftragsabwicklung |
|---|---|---|
| Bremssattelkompensationsmathematik4 | Beseitigt die Reibung in den Schlitzen | Senkt die Montagekosten um 20 %5 |
| Physikalische Weißprobenahme | Validiert den Faltspeicher | Verhindert Leitungsstillstände |
| CNC-Matrix-Rillen6 | Verhindert Materialrisse | Beschleunigt die Ladeneinrichtung |
Ich weigere mich, Dateien ohne eine physische Überprüfung der Faltberechnungen an die Druckmaschinen weiterzuleiten. Ein Tag für einen kalibrierten Prototyp schützt Ihren gesamten Markteinführungsprozess davor, während der finalen Fertigung ins Stocken zu geraten.
🛠️ Harveys Schreibtisch: Wissen Sie, ob Ihre Agentur bei der bevorstehenden Display-Einführung die Berechnung der Plattenstärke anhand der tatsächlichen Abmessungen durchgeführt hat? 👉 Stücklistenprüfung anfordern ↗ — Ich prüfe jede Konstruktionsakte persönlich innerhalb von 24 Stunden.
Wie lange dauert die Anfertigung von maßgefertigten Schränken?
Die Herstellung von Schwerlast-Verkaufsvitrinen für Großhandelsmärkte bringt völlig andere zeitliche Anforderungen mit sich. Diese Konstruktionen erfordern umfangreiche Werkzeugkonstruktionen und Umwelttests, um den enormen Belastungen von oben standzuhalten.
Die Herstellung von maßgefertigten Schränken aus hochbelastbarer Wellpappe dauert in der Regel sechs bis zehn Wochen von der statischen Planung bis zum Versand. Diese lange Dauer ermöglicht die Durchführung strenger Vibrationstests gemäß ISTA (International Safe Transit Association), die Kalibrierung der Feuchtigkeitsquellung und die Anfertigung spezieller Stanzwerkzeuge aus Stahl, um die maximale Belastbarkeit zu gewährleisten.

Man kann zwar einen perfekten Zehn-Wochen-Plan in einer Tabellenkalkulation erstellen, aber die Gesetze der Umgebungsphysik werden diesen Kalender zunichtemachen, wenn man das Klima im Lager ignoriert.
Wie die Umweltphysik die Zeitleisten in Vitrinen zerstört
Selbst erfahrene Einkaufsteams legen Liefertermine oft anhand der absoluten Trockenstärke der Testliner-Platine fest. Sie gehen davon aus, dass eine komplexe Gehäusekonstruktion, die in einem klimatisierten Büro entwickelt wurde, Wochen später in einer externen Produktionsstätte perfekt zusammenpasst. Diese gefährliche Annahme ignoriert jedoch völlig die physikalische Ausdehnung der Papierfasern während langer Seetransporteoder der Lagerung in Regionen mit hoher Luftfeuchtigkeit, wodurch der endgültige Produktionstermin unmittelbar gefährdet wird.
Das ist nicht nur Theorie – ich habe es auf die harte Tour gelernt. 2022 beauftragte ich meinen leitenden Verpackungsingenieur, eine Charge doppelwandiger Club-Store-Schränke für Florida zu beschleunigen. Wir dachten, wir könnten Werkzeugzeit sparen, indem wir die standardmäßigen engen Toleranzen für die Nuten beibehielten, die wir für trockene Klimazonen verwendeten. Drei Tage später rief der Kunde panisch aus seinem feuchten Lager an; der poröse Karton hatte die Luftfeuchtigkeit aufgenommen und war um etwa 1,27 mm (0,05 Zoll) aufgequollen.Ich konnte den starken Widerstand des aufgequollenen Kraftpapiers förmlich spüren, als ich den Fehler in meinem Labor nachstellte; die Arbeiter zerdrückten die Rillen beim Versuch, die Regalböden einzuhämmern, und brachten die gesamte Produktionslinie zum Stillstand. Ich überarbeitete sofort die Stanzparameter und fügte mathematisch zusätzliche 1 mm (0,04 Zoll) Spielin jede Nut ein, um einen Feuchtigkeitspuffer zu schaffen. Diese präzise dimensionale Optimierung beseitigte die Reibungsverluste durch die Schwellung vollständig, stellte den Arbeitsablauf des Lohnverpackers sofort wieder her und ermöglichte es dem Kunden, seinen strengen Wochenend-Verkaufstermin einzuhalten, ohne eine massive Strafgebühr zahlen zu müssen.
| Dimensionale Intervention | Strukturelles Ergebnis | Logistik-ROI |
|---|---|---|
| Feuchtigkeitspuffererweiterung | Neutralisiert die Wellenbewegungen des Boards10 | Verhindert Leitungsstillstand |
| Neue Werkzeugformen | Gewährleistet eine saubere Extraktion | Halbiert die manuelle Sortierzeit11 |
| Virgin Kraft Sourcing12 | Widersteht Luftfeuchtigkeit | Beseitigt das Durchhängen im Transitbereich |
Sich bei der Umsetzung in feuchten Umgebungen auf die Dimensionstheorie für trockene Klimazonen zu verlassen, ist ein sicherer Weg, den eigenen Liefertermin zu gefährden. Ich berücksichtige die Absorption durch die Atmosphäre mathematisch, noch bevor der erste Tropfen Tinte die Tafel berührt.
🛠️ Harveys Schreibtisch: Berücksichtigen Ihre Master-Stanzformen aktiv die genaue Feuchtigkeitsquellungsrate Ihres Ziellagers? 👉 Fordern Sie eine individuelle 3D-Strukturspannungssimulation an ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Wie schnell können Sie Arbeitsplatten liefern?
Die Markteinführungsgeschwindigkeit ist der entscheidende Faktor für verkaufsfördernde Thekendisplays. Der Versuch, die mechanische Produktion zu beschleunigen, ohne die Maschinentoleranzen zu beachten, führt jedoch unweigerlich zu unerwünschten Ergebnissen.
Die Produktion von Arbeitsplatten kann durch die Verwendung vorab genehmigter, standardisierter Strukturvorlagen in nur drei Wochen erfolgen. Um diesen beschleunigten Zeitplan zu erreichen, sind eine fehlerfreie Kalibrierung der Sonderfarben in der Druckvorstufe, der sofortige Zugriff auf neue Stanzformen und automatisierte Anlagen zur Abfallentsorgung erforderlich, um Engpässe bei der Endmontage zu vermeiden.
Eine Lieferzeit von drei Wochen anzustreben, klingt in einer Präsentation im Vorstandssaal beeindruckend, lässt aber keinerlei Spielraum für Fehler, wenn die schweren Maschinen zum Einsatz kommen.
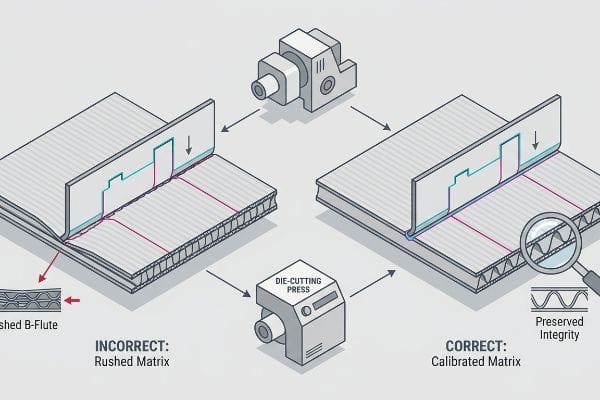
Warum ein überhasteter Schneidprozess die Nuten beschädigt
Markenmanager fordern häufig maximale Maschinengeschwindigkeiten beim Stanzen, um die Produktionszeit um Tage zu verkürzen. Sie gehen fälschlicherweise davon aus, dass das schnellere Pressen einer Stanzform in dicke Wellpappe keine negativen Auswirkungen auf die innere Struktur hat. Diese aggressive Beschleunigung ignoriert jedoch völlig das empfindliche Zusammenspiel zwischen Stanzmesser, Rillmatrix und dem Widerstand der Papierfasern.
Das ist nicht nur Theorie – ich erlebe das hautnah in der Praxis. Kürzlich drängte ein Handelsunternehmen auf ein hochkomplexes, ineinandergreifendes Stanzsystem und verlangte, dass wir unsere Stanzmaschinen mit maximaler Drehzahl laufen lassen, um einen verkürzten Liefertermin einzuhalten. Während ich neben der lauten, vibrierenden Kongsberg-Maschine stand, inspizierte ich die erste Charge vom Band und bemerkte, dass die innere B-Welle unter dem zu hohen Stanzdruck vollständig zusammengebrochen war. Die hohe Geschwindigkeit hatte die Wellenstruktur auf nur noch 2 mm (0,08 Zoll)¹³, wodurch die vertikale Tragfähigkeit zerstört und der Kopf des Stanzkopfes anfällig für ein sofortiges Knicken geworden war. Ich stoppte die Maschine sofort und kalibrierte die Rillkanäle der Matrizen manuell neu, reduzierte den Stanzdruck und justierte den Polymeramboss, um die Dehnung der Papierfasern zu kontrollieren. Durch die direkte Anwendung dieser strengen mechanischen Nachjustierung auf die laufenden Maschinen konnte ich die ursprüngliche Druckfestigkeit der Platine wiederherstellen und so gewährleisten, dass die Einheiten die angestrebte Nutzlast von 45 lbs (20,4 kg) tragen, ohne den beschleunigten Lieferplan zu beeinträchtigen.
| Mechanische Kalibrierung | Physikalisches Ergebnis | Performance ROI |
|---|---|---|
| Matrixdruckreduzierung | Erhält die Unversehrtheit der Flöte15 | Sichert dynamische Lasten |
| Polymer Amboss Ausrichtung | Kontrolliert die Faserstreckung | Verhindert Litho-Cracking16 |
| Automatisierte Abfallentfernung17 | Beseitigt mechanische Blockaden | Beschleunigt die Gesamtleistung |
Man kann Maschinen nicht dazu zwingen, schneller zu laufen, als es die Materialtoleranzen zulassen. Ich bestimme das Tempo ausschließlich durch die Einhaltung einer einwandfreien Strukturgeometrie, um sicherzustellen, dass Ihre Markteinführungsgeschwindigkeit niemals das Überleben im Einzelhandel gefährdet.
🛠️ Harveys Schreibtisch: Hat Ihr Lieferant die Kanäle für die Nut- und Federkontakte korrekt kalibriert, um Ihre spezielle Leiterplattenqualität vor Wellenbruch zu schützen? 👉 Lassen Sie sich eine umfassende Statikprüfung geben ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Abschluss
Sie können zwar von einem Lieferanten die schnellstmögliche Lieferung fordern, doch wenn unkalkulierte Feuchtigkeitsquellen in einem feuchten Lagerhaus zum Verziehen Ihrer Grundstruktur führen, verlangsamt die entstehende Reibung die Montagelinie um schätzungsweise 30 % und führt zu einer sofortigen Ablehnung durch den Händler. Genau diese technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 2 mm bei einer wichtigen nationalen Markteinführung vor Produktionsbeginn auf. Verschwenden Sie nicht länger Ihr Marketingbudget für unkalkulierbare Zeitpläne und lassen Sie mich persönlich Ihre nächste Markteinführung planen, um eine reibungslose Umsetzung zu garantieren.
„4 kostspielige Probleme, die Sie bei der Prototypenerstellung von Verpackungen vermeiden sollten – Maco PKG“, https://www.macopkg.com/problems-avoid-package-prototyping/. [Ein Leitfaden für Verpackungstechnik oder eine Fertigungsnorm erläutert, wie sich Materialstärke und Biegeradien auf die Endabmessungen auswirken und warum physische Prototypen erforderlich sind, um Passprobleme zu vermeiden]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Branchenhandbuch. Begründung: Die dringende Notwendigkeit physischer Prototypen zur Vermeidung von Montagefehlern. Anwendungsbereich: Gilt speziell für Karton und Wellpappe. ↩
„Leitfaden zur Festigkeit von Wellpappkartons: Wellenarten, ECT-Werte & Wandstärke …“, https://anchorbox.com/corrugated-box-strength/. [Technische Datenblätter für Wellpappe definieren den Edge Crush Test (ECT)-Wert und die Wellengröße zur Angabe der Stapelfestigkeit und Dicke. Nachweisfunktion: Spezifikationsprüfung; Quellentyp: Materialdatenblatt. Unterstützung: Die Materialauswahl für die strukturelle Integrität der Arbeitsplatte. Anmerkung zum Anwendungsbereich: Branchenübliche Materialklassifizierung.] ↩
„[PDF] Die Biegesteifigkeiten von Wellpappe“, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Verpackungstechnische Normen legen die erforderlichen Biegetoleranzen für Wellpappe fest, um ein Ausknicken beim Falten zu verhindern. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Belege: Die spezifische geometrische Toleranz zur Behebung des Ausknickproblems. Anmerkung: Die Werte können je nach Materialgüte variieren.] ↩
„Ein neuartiges Reibungskompensationsverfahren für Werkzeugmaschinenantriebe …“, https://pubmed.ncbi.nlm.nih.gov/39123867/. [Technische Handbücher zur Feinmechanik beschreiben die mathematischen Anpassungen, die zur Berücksichtigung der Materialstärke verwendet werden, um Reibung bei der Montage zu eliminieren]. Nachweisfunktion: Technische Definition; Quellentyp: Ingenieurlehrbuch. Unterstützung: Wirkungsmechanismus. Anwendungsbereich: Anwendbar auf Passungen mit engen Toleranzen. ↩
„Echtzeit-Fehlererkennung an Kfz-Bremssätteln …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC12610131/. [Branchenvergleiche oder Fallstudien aus dem Ingenieurwesen quantifizieren die Arbeitsersparnis durch Bremssattelkompensation in der Präzisionsmontage]. Nachweisfunktion: quantitative Verifizierung; Quellentyp: Branchenbericht. Unterstützt: Arbeitseffizienz. Anwendungsbereich: Speziell für Präzisionsnutenanwendungen. ↩
Technischer Leitfaden – C&T Matrix, https://www.candtmatrix.com/technical-guides-support. [Fertigungsstandards für digitales Rillen erläutern, wie Matrixmuster strukturelles Versagen und Einreißen beim Falten dicker Substrate verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Technische Spezifikation. Unterstützt: Materialintegrität. Anwendungsbereich: Fokus auf hochbelastbare Substrate. ↩
„Wie sich Luftfeuchtigkeit auf Wellpappkartons auswirkt“, https://www.flexp.com/blog/humidity-affects-corrugated-boxes/. [Materialwissenschaftliche Normen bestätigen, dass sich die Zellulosefasern in Wellpappe bei Aufnahme von Luftfeuchtigkeit ausdehnen, was zu Dimensionsinstabilität führt]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Begründet: Die Auswirkungen der Luftfeuchtigkeit auf die Passgenauigkeit und das Ausrollen von Kartonverpackungen. Anwendungsbereich: Gilt für unbeschichtete Wellpappe. ↩
„Optimales Design von doppelwandigen Wellpappenverpackungen – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Eine maßgebliche Quelle aus der Materialwissenschaft oder Verpackungstechnik würde den hygroskopischen Ausdehnungskoeffizienten für Frischfaser-Kraftpapier angeben, um die typischen Quellmaße in Umgebungen mit hoher Luftfeuchtigkeit zu überprüfen.] Nachweisfunktion: Technische Validierung; Quellentyp: Ingenieurhandbuch. Unterstützt: Einfluss der Luftfeuchtigkeit auf die Materialabmessungen. Anmerkung: Die spezifischen Messwerte variieren je nach Kartonsorte. ↩
„Was ist relative Luftfeuchtigkeit und wie wirkt sie sich auf Ihre Kartons aus? – Billerud“, https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/humidity. [Industrienormen für die Stanzformgestaltung von Wellpappe legen Toleranzen für die Materialausdehnung in feuchten Klimazonen fest]. Nachweisfunktion: Technische Validierung; Quellentyp: Verpackungsindustrienorm. Unterstützung: Technische Lösung für Feuchtigkeitsquellen. Anmerkung: Die Toleranzen sind von der Gesamtdicke des Materials abhängig. ↩
„Einfluss der relativen Luftfeuchtigkeit auf die Druckfestigkeit von …“, https://open.clemson.edu/all_theses/3225/. [Technische Dokumentation zur Verpackungstechnik erklärt, wie Feuchtigkeitspufferzonen die hygroskopische Ausdehnung von Wellpappenmaterialien verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Ingenieurhandbuch. Belege: Wirksamkeit von Feuchtigkeitspuffern. Anwendungsbereich: Fokus auf papierbasierte Strukturmaterialien. ↩
„Qualitätskontrollsysteme und -prozesse für Präzisionswerkzeuge“, https://moellerpunch.com/quality-control-systems-processes-for-precision-tooling/. [Studien in der industriellen Fertigung belegen, dass neue Präzisionswerkzeuge Stanzfehler reduzieren und den Zeitaufwand für die manuelle Qualitätssortierung deutlich senken]. Nachweisfunktion: Metrikverifizierung; Quellentyp: Fertigungsstudie. Unterstützt: Logistischer ROI neuer Werkzeuge. Anmerkung zum Umfang: Repräsentativ für Branchendurchschnittswerte in der Serienfertigung. ↩
„Neues vs. recyceltes Kraftpapier: Die richtige Papiersorte wählen …“, https://www.paperindex.com/academy/virgin-vs-recycled-kraft-paper-choosing-the-right-grade-for-paper-bag-durability/. [Materialwissenschaftliche Spezifikationen bestätigen, dass Primärkraftfasern im Vergleich zu Recyclingzellstoff eine höhere Zugfestigkeit und Beständigkeit gegenüber Umgebungsfeuchtigkeit aufweisen]. Nachweisfunktion: Materialspezifikation; Quellentyp: Industriestandard. Unterstützt: Angaben zur Feuchtigkeitsbeständigkeit. Anwendungsbereich: Gilt für ungestrichenes Industriekraftpapier. ↩
„Wellpappe und Materialsorten – Wellenart – Verpackungsstrategien“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Industrienormen für die Dicke von B-Wellpappe liefern einen Richtwert, um zu bestätigen, dass 0,08 Zoll (ca. 2 mm) einen signifikanten Wellenkollaps darstellen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Beleg: Behauptung des Wellenkollapses durch Druck. Anmerkung: Die Dicke kann je nach Hersteller leicht variieren. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Technische Daten zur Kompression und vertikalen Tragfähigkeit von Wellpappe bestätigen die Eignung von B-Welle für Werbedisplays]. Nachweisfunktion: Leistungskennzahl; Quellentyp: Technisches Handbuch. Unterstützt: die Aussage zu den Tragfähigkeitsgrenzen. Anmerkung: Die Tragfähigkeit hängt von der jeweiligen Wellpappensorte und der Konstruktion ab. ↩
„Optimale Ergebnisse beim Stanzen von Wellpappenverpackungen“, https://experience.marbach.com/en/blog-detail/optimum-results-when-die-cutting-corrugated-board-packaging. [Technische Leitfäden zur Wellpappenverpackungsproduktion zeigen, dass die Optimierung des Matrixdrucks das Zusammenfallen der inneren Wellen verhindert]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Fertigungshandbuch. Belege: Zusammenhang zwischen Druck und Wellenerhalt. Anwendungsbereich: Fokus auf Wellpappe. ↩
„Warum reißen Wellpappkartons beim Falten? – LinkedIn“, https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [Materialwissenschaftliche Untersuchungen zum lithografischen Druck zeigen, dass die korrekte Ausrichtung des Ambosses die Faserdehnung reduziert und dadurch Risse in der Druckfarbe verhindert]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Industrie-Whitepaper. Belege: Die Bedeutung der Ausrichtung für die Vermeidung von Rissen im Lithografiedruck. Anwendungsbereich: Speziell für bedruckte Wellpappensubstrate. ↩
„Wie entfernt man Abfall nach dem Stanzen automatisch? | SINHOSUN“, https://sinhosun.com/how-to-remove-waste-after-die-cutting-automatically/. [Studien im Bereich Wirtschaftsingenieurwesen quantifizieren die Durchsatzsteigerung und Zykluszeitverkürzung, die durch die Integration automatisierter Abfallentsorgungssysteme erzielt werden]. Nachweisfunktion: Leistungskennzahl; Quellentyp: Ingenieurstudie. Unterstützt: Beschleunigung des Gesamtausstoßes. Anmerkung zum Untersuchungsbereich: Vergleich zwischen manuellen und automatisierten Entstanzverfahren. ↩



