Marken geraten häufig in Panik angesichts knapper Fristen für die Markteinführung im Einzelhandel und sehen sich dann mit massiven Verzögerungen durch fehlerhafte Prototypen konfrontiert. Um den Anforderungen großer Handelsketten gerecht zu werden, benötigen Sie realistische Zeitpläne, keine leeren Versprechungen.
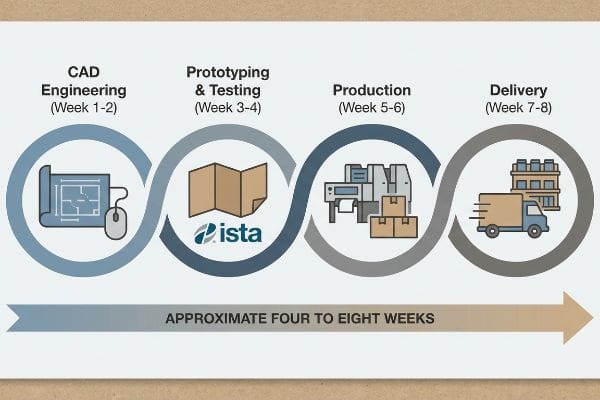
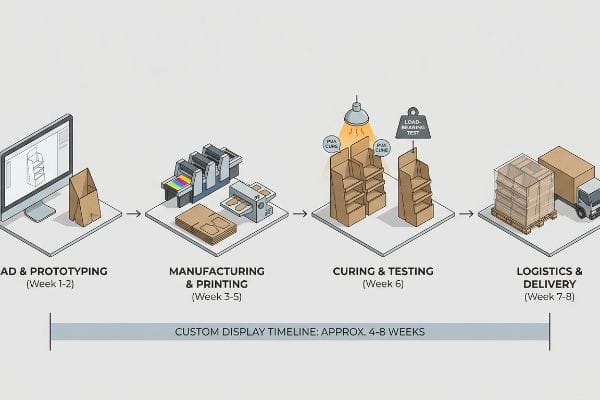
Die Herstellung individueller Kartonaufsteller dauert von der ersten CAD-Konstruktion bis zur Auslieferung in Serie etwa vier bis acht Wochen. Komplexe litholaminierte Verkaufsdisplays erfordern strenge PVA-Aushärtungsphasen und ISTA-Tests. Daher führt ein zu kurzer Zeitplan unweigerlich zu einer verminderten Tragfähigkeit und zur Ablehnung von Lieferungen an Großhändler.
Doch die Kenntnis des theoretischen Zeitplans reicht nicht aus, sobald die Maschinen in Betrieb gehen. Der eigentliche Countdown beginnt erst, wenn man aufhört, gegen die unerbittliche Physik der Fabrikhalle anzukämpfen.
Was kostet die Anfertigung eines individuellen Kartons?
Einkaufsabteilungen jagen ständig nach dem günstigsten Stückpreis, fixieren sich auf Rohstoffkosten und ignorieren dabei die Dynamik der Frachtkosten. Diese Tunnelblick-Mentalität sprengt die Budgets im Einzelhandel.
Die Herstellung einer individuell angefertigten Kartonverpackung kostet je nach Komplexität der Konstruktion, Druckanforderungen und Rohmaterialqualität zwischen 2 und 15 US-Dollar pro Stück. Die Reduzierung der kritischen Kantenstauchfestigkeit (ECT) zugunsten hochwertiger kosmetischer Folienkaschierungen führt jedoch zu drastisch steigenden versteckten Kosten für Lieferkettenschäden.

Doch die Kenntnis der grundlegenden Theorie reicht nicht aus, wenn die Preiskalkulation in der Produktion umgesetzt wird. Wenn Budgets und die Schwerkraft aufeinandertreffen, verliert der Karton immer.
Warum kosmetische Kosteneinsparungen die Boxkomprimierung zerstören
Junior-Einkaufsteams betrachten hochwertige Oberflächenveredelungen, wie vollflächige Folienkaschierungen, oft als unverzichtbare Marketingvorgabe. Um diese hohen Produktionskosten ohne Budgeterhöhung auszugleichen, reduzieren sie heimlich die Kantenstauchfestigkeit des Basismaterials aus Wellpappe, um ein paar Cent pro Einheit zu sparen. Es ist ein weit verbreiteter Irrglaube in der Branche, dass eine dicke Kunststofflaminierung einen geschwächten Papierkern künstlich verstärkt .
Das ist nicht nur Theorie – ich erlebe das praxisnah in der Testumgebung. Letztes Quartal schickte mir eine Agentur einen Entwurf, bei dem die kritische Displaybasis von einem TAPPI T811-zertifizierten 32 ECT-2- Material auf 26 ECT herabgestuft wurde, nur um eine übergroße Hologrammfolie realisieren zu können. Zuerst nahm ich an, die starre Folie würde einen Teil des Drucks von oben verteilen. Ich lag völlig falsch. Beim BCT (Box Compression Test)3fehlte es den inneren Rillen an Kernfaserdichte. Die hydraulische Kraftmessdose erreichte einen Wert von 85,0 kg (187,5 lbs), und die Basis knickte sofort ein, wobei die schöne Folienaußenseite komplett zerbrach. Ich verwarf ihre Berechnungen und führte eine umfassende Materialverbesserung durch. Ich stellte den ursprünglichen 32 ECT-Standard für den Kern wieder her und ersetzte die schwere Folie durch eine hochglänzende, wasserbasierte Beschichtung. Diese präzise strukturelle Anpassung stellte die dynamische Tragfähigkeit auf 158,7 kg (350 lbs) wieder her, ohne den Stückpreis zu erhöhen. Durch den Schutz der Kernfaserdichte konnte ich das Risiko eines Transportkollapses eliminieren und den Kunden vor massiven LTL-Frachtkostenrückerstattungen (Teilladungen) bewahren.
| Konstruiertes Drehgelenk | Physikalisches Ergebnis | Fracht-ROI |
|---|---|---|
| Restore 32 ECT Virgin Core4 | 100%ige Wiederherstellung der Wellendichte | Eliminiert das Risiko des Palettenzusammenbruchs |
| Tausche Folie gegen wässrige Lösung5 | Behält die hochwertige Hochglanzoberfläche bei | Senkt die Materialkosten pro Einheit |
| BCT-Lastgrenzen kalibrieren | Die Schwelle von 350 Pfund (158,7 kg) wurde erreicht6 | Verhindert massive Rückbelastungen im LTL-Bereich |
Ich weigere mich, die strukturelle Integrität durch kosmetische Aufwertungen zu beeinträchtigen. Die Boardqualität herabzustufen, nur um Geld für eine glänzende Folie zu sparen, führt garantiert zu Lagerbeständen und verärgerten Händlern.
🛠️ Harveys Schreibtisch: Zahlen Sie heimlich für minderwertige Platten, nur um sich Premium-Laminierungen leisten zu können? 👉 Stücklistenprüfung anfordern ↗ — Ich prüfe jede Konstruktionsdatei persönlich innerhalb von 24 Stunden.
Wie lange dauert es, bis etwas individuell gerahmt ist?
Breite, geschwungene Regale sehen auf einem Computerbildschirm fantastisch aus, doch um diese horizontale Spannweite zu stützen, ist eine physische Verstärkung erforderlich. Die Schwerkraft kennt keine Grenzen – auch nicht im leeren Raum.
Die Anfertigung eines maßgefertigten Rahmens erfordert etwa drei bis fünf Wochen Arbeitsaufwand für die fachgerechte Planung, Beschaffung und Integration der internen Metalltragekonstruktion. Ohne präzise, in der Wellblechkonstruktion verborgene Tragelemente kommt es bei breiten Regalböden unter schwerer Warenlast unweigerlich zu katastrophalen statischen Durchbiegungen.

Doch die Kenntnis der Tragwerkslehre reicht nicht aus, wenn die Regale mit Waren beladen sind. Die Papierfasern geben schließlich dem anhaltenden vertikalen Druck nach.
Warum sich Papierregale unter schwerer Ware durchbiegen
Unerfahrene Designer gehen oft fälschlicherweise davon aus, dass die Verwendung von doppelwandiger Wellpappe ausreicht, um ein breites 121,9 cm (48 Zoll) breites Verkaufsregal zu überbrücken . Sie verlassen sich dabei ausschließlich auf die horizontale Spannung der Papierwellen und vernachlässigen die Gewichtsverteilung schwerer Glasflaschen oder Konservendosen. Dadurch entsteht eine gefährliche Schwachstelle, da sich die vordere Haltekante im Laufe einer mehrwöchigen Kampagne allmählich dehnt und verzieht
Das ist nicht nur Theorie – ich erlebe das praxisnah in der Praxis. Ein Kunde aus der Getränkeindustrie rief mich panisch an, nachdem sein erster Prototyp, entwickelt von einem Handelsunternehmen, bei einer statischen Belastungssimulation kläglich versagt hatte. Zuerst ging ich davon aus, dass ein Standard-Testliner mit 32 ECT, gefaltet in eine verstärkte Vorderkante, seine neuen Energy-Drinks. Ich lag völlig falsch. Nach nur 72 Stunden in der Klimakammer spürte ich, wie die Feuchtigkeit das Papier aufweichte; die statische Durchbiegung überstieg 40,6 mm (1,6 Zoll)<sup>9</sup>, wodurch die gesamte vordere Ebene wie eine Hängematte durchhing. Ich entschied mich sofort für eine verbesserte Rahmenkonstruktion aus Hybridmaterial. Ich integrierte eine verdeckte, 12,7 mm (0,5 Zoll) starke, starre Stahlstütze<sup>10 direkt unter der vorderen, geriffelten Kante. Das Einschieben dieses kalten, starren Metalls in die Papierhülle veränderte das Verhalten des Regals schlagartig. Die horizontale Spannweite wurde vollständig starr und übertrug die kinetische Scherkraft direkt auf die vertikalen Seitenwände. Durch die Anwendung dieser Hybridrahmenkonstruktion aus Metall und Papier konnte ich sicherstellen, dass sich die Montagezeit beim Co-Packing nur um 5 Sekunden pro Einheit verlängerte, während gleichzeitig das Risiko eines Zusammenbruchs der Regale im Geschäft vollständig beseitigt wurde.
| Konstruiertes Drehgelenk | Physikalisches Ergebnis | Fracht-ROI |
|---|---|---|
| 0,5-Zoll (12,7 mm) Stahlstange11 | Null horizontale Spannweitendurchbiegung12 | Sichert schwere Flüssigkeitsladungen |
| Kaschierte Lippenintegration | Behält die Ästhetik von Karton zu 100 % bei | Vermeidet Markenablehnung durch Einzelhändler |
| Vertikale Lastübertragung | Verlagert das Gewicht auf die tragenden Wände13 | Stoppt mehrwöchigen Kursverfall |
Ich vertraue niemals darauf, dass Papier die Funktion eines Metallträgers über eine große Spannweite erfüllen kann. Die Integration verdeckter Beschläge ist die einzige Möglichkeit, absolut gerade Regalböden auch unter den hohen Belastungen im Einzelhandel zu gewährleisten.
🛠️ Harveys Schreibtisch: Leidet Ihr aktuelles Breitspann-Display nach drei Wochen im Laden unter unsichtbarer statischer Belastung? 👉 Fordern Sie Ihre 3D-Spannungssimulation an ↗ — 100 % vertraulich. Ihre unveröffentlichten Ladendesigns sind bei mir sicher.
Wie lange dauert die Lieferung von individuell gestalteten Boxen?
Die Beschleunigung des Produktionsprozesses, um ungeduldige Marketingteams zufriedenzustellen, ist ein fataler Fehler. Chemie erfordert absolute Geduld, und das Auslassen von Aushärtungsphasen führt unweigerlich zu fehlerhaften Lagerbeständen.
Die Herstellung von maßgefertigten Kartons dauert je nach Zeitplan für Litholaminierung und Stanzen etwa drei bis sechs Wochen. Wird der Aushärtungsprozess des wasserbasierten Klebstoffs beschleunigt, werden die feuchtigkeitsreichen, flach verpackten Wellpappkartons direkt in Transportbehälter gepresst. Dies führt zu einer enormen Oberflächenspannung, die die Strukturplatten irreparabel verformt.

Doch die Kenntnis des theoretischen Zeitplans reicht nicht aus, sobald die Maschinen in Betrieb sind. Der eigentliche Engpass ist die unsichtbare chemische Reaktion, die in den Papierfasern stattfindet.
Die versteckte Verzögerung der Feuchtigkeitsverformung von PVA
Marken fordern ständig verkürzte Produktionszeiten und gehen davon aus, dass die Schachtel nach dem Kaschieren des Deckblatts auf den Wellpappenboden sofort zum Stanzen bereit ist. Dabei ignorieren sie völlig die chemischen Gegebenheiten der Litholaminierung, die auf wasserbasiertem PVA-Klebstoff (Polyvinylacetat) beruht . Es ist ein weit verbreiteter Irrglaube, dass Industrietrockner die gesamte Restfeuchtigkeit im Karton sofort entfernen .
Das ist keine bloße Theorie – ich habe das auf die harte Tour in meiner eigenen Fabrik gelernt. 2021 bat ich meinen leitenden Verpackungsingenieur Mark, die übliche 24-stündige Aushärtungsphase unter Druck zu umgehen, um den ambitionierten Liefertermin für eine große Club-Store -Aktion am Black Friday einzuhalten . Wir dachten, wir könnten einen ganzen Produktionstag sparen, indem wir die frisch laminierten Platten direkt in die Rotationsschlitzmaschine gaben. Wir lagen völlig falsch. Drei Tage später, als ich den ersten Seefrachtcontainer öffnete, schlug mir der schwere Geruch von eingeschlossener Feuchtigkeit entgegen. Das nasse PVA war beim langsamen Aushärten im Dunkeln geschrumpft und hatte eine enorme Oberflächenspannung erzeugt. Ich hörte das widerliche Knistern der Fasern, als ich die Platten herauszog – sie hatten sich alle wie riesige Kartoffelchips nach innen gewölbt. Wir mussten Tausende von Einheiten verschrotten. Um das zu beheben, habe ich unseren gesamten Produktionsablauf dauerhaft umgestellt und eine obligatorische 24-stündige Aushärtung unter Druck eingeführt. Diese konsequente Anpassung der Produktionstoleranzen verhinderte nicht nur das Verziehen der Platinen, sondern garantierte auch absolute Präzision beim Flatpack-Verfahren. Dadurch verkürzte sich die Montagezeit beim nachfolgenden Co-Packing um 42 Sekunden pro Einheit, und der Kunde sparte erhebliche Kosten für manuelle Arbeit.
| Konstruiertes Drehgelenk | Physikalisches Ergebnis | Fracht-ROI |
|---|---|---|
| 24-Stunden-Todesgewicht-Kur | Gleicht die Oberflächenspannung des PVA-Klebstoffs aus18 | Verhindert Verformungen beim Transport von flach verpackten Artikeln |
| Erweiterung des Terminengpasses | Ermöglicht die natürliche Feuchtigkeitsentlüftung der Fasern19 | Gewährleistet 100%ige strukturelle Ebenheit |
| Duplex-Platinenausgleich | Wirkt der Restschrumpfung des Klebstoffs entgegen20 | Verkürzt die Montagezeit drastisch |
Ich werde mich entschieden gegen jeden Kunden wehren, der verlangt, die Aushärtungsphase zu überspringen. Mit Trocknungschemikalien lässt sich kein Zeitplan verhandeln, und verzogener Karton ist völlig unbrauchbar.
🛠️ Harveys Schreibtisch: Biegen sich Ihre neu gelieferten litholaminierten Displays heimlich durch, weil Ihre Fabrik den PVA-Aushärtungsprozess zu schnell durchgeführt hat? 👉 Holen Sie sich eine schlüsselfertige Zeitplanprüfung ↗ — Keine Kundenbetreuer dazwischen. Sie sprechen direkt mit Statikern.
Wie lange dauert die Anfertigung von individuellen Aufklebern?
Das Aufkleben von Logistikaufklebern auf Umkartons mag wie ein trivialer letzter Schritt erscheinen, doch eine ungenaue Platzierung führt zu gravierenden Fehlern bei der automatisierten Sortierung und hohen finanziellen Strafen.
Das Drucken von individuellen Aufklebern und Konformitätsetiketten dauert nur wenige Tage, die korrekte Integration auf Wellpappkartons erfordert jedoch präzise Planung. Werden UCC-128-Barcode-Aufkleber zu nah an den Falzlinien platziert, führt dies dazu, dass die optischen Daten um die Falz herumlaufen und von den Scannern von Drittanbietern (3PL) nicht erkannt werden.

Doch die Kenntnis der grundlegenden Etikettentheorie reicht nicht aus, wenn die Kartons auf ein Hochgeschwindigkeitsförderband treffen. Millimetergenaue Fehlausrichtung kann eine ganze Lieferkette lahmlegen.
Warum falsch platzierte Barcode-Aufkleber die Auftragsabwicklung beeinträchtigen
Grafikdesigner behandeln vorgeschriebene Logistikaufkleber oft als einfache grafische Elemente und platzieren UCC-128-Etiketten achtlos direkt an den Kanten der Stanzlinie eines Umkartons. Sie berücksichtigen nicht die Dicke der gefalteten Wellpappe. Beim Falten einer dicken C-Welle um 90 Grad dehnt sich das äußere Deckpapier starkundzieht den darauf angebrachten Aufkleber über die abgerundete Kante.
Das ist nicht nur Theorie – ich erlebe das praxisnah in der Testumgebung. Ein verärgerter Handelspartner schickte mir einen beschädigten Umkarton, nachdem ein 3PL-Lager die gesamte eingehende Lieferung zurückgewiesen hatte. Ich riss das obere Klebeband ab und spürte sofort den Widerstand einer schiefen Ecke; der wichtige Empfangsaufkleber hatte sich über den 6,35 mm (0,25 Zoll) großen Falzradius eingerollt. Zuerst nahm ich an, der Klebstoff des Etiketts sei defekt. Weit gefehlt. Messungen mit dem Mikrometer ergaben, dass die starke Dehnung des Papiers die gedruckten Barcode-Zeilen 22 mechanisch verzerrt und für automatische Laserscanner unlesbar gemacht hatte. Ich richtete umgehend eine strikte Sperrzone für Etiketten in unserer CAD-Software ein. Indem ich alle Logistikaufkleber mathematisch exakt 38,1 mm (1,5 Zoll) von jeder physischen Falte 23 entfernt platzierte , eliminierte ich das Risiko manueller Nachbearbeitung. Diese präzise Korrektur in der Druckvorstufe garantierte, dass die scannbaren Daten perfekt flach blieben und ersparte dem Kunden hohe Strafgebühren für das Umpacken durch Dritte.
| Konstruiertes Drehgelenk | Physikalisches Ergebnis | Fracht-ROI |
|---|---|---|
| 1,5 Zoll (38,1 mm) Sperrzone24 | Isoliert den Aufkleber von der Eckendehnung | Verhindert hohe Strafen wegen Umpackens |
| CAD-Vorstufenverriegelung25 | Verhindert optische Verzerrungen von Barcode-Zeilen | Stoppt den Empfang von Ablehnungen durch 3PL-Anbieter |
| Berechnung des Bremssattelradius26 | Gewährleistet eine ebene Etikettenhaftungszone | Beschleunigt die automatisierte Sortiergeschwindigkeit |
Ich fixiere die Etikettenplatzierung mathematisch, da eine zufällige Platzierung die Effizienz der Auftragsabwicklung massiv beeinträchtigt. Ein einziger schiefer Aufkleber kann eine millionenschwere Warenpräsentation im Einzelhandel innerhalb von Sekunden zum Erliegen bringen.
🛠️ Harveys Schreibtisch: Hat Ihr Logistikdienstleister Ihnen schon mal horrende Umverpackungsgebühren berechnet, weil sich Ihre Barcode-Aufkleber an den Kartonrändern verzogen haben? 👉 Druckvorstufen-Stanzlinienprüfung anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sie können sich für einen Lieferanten entscheiden, der die Produktion beschleunigt, um unrealistische Liefertermine einzuhalten. Doch wenn der nicht ausgehärtete PVA-Klebstoff in einem feuchten Behälter schrumpft, die 32-ECT-Platine verzieht und Ihre Fertigungslinie um schätzungsweise 40 % verlangsamt, zerstören die wahren Kosten dieser Abkürzungen Ihre Gewinnspanne. Allein im letzten Monat half mein Struktur-Audit drei Marken, über 10.000 US-Dollar an Ausschuss und Rückbelastungen durch Einzelhändler zu vermeiden. Setzen Sie Ihr Marketingbudget für das vierte Quartal nicht länger für mangelhafte Produktionsprozesse aufs Spiel und lassen Sie mich persönlich Ihren nächsten Markteintritt planen, um reibungslose Compliance und maximalen ROI in der Lieferkette zu gewährleisten.
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Bestätigung aus verpackungstechnischen Quellen, dass Oberflächenlaminate die vertikale Druckfestigkeit bzw. die elektrische Zugfestigkeit (ECT) des Wellpappenkerns nicht signifikant erhöhen. Nachweisfunktion: Technische Bestätigung; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt die Aussage, dass die Laminierung eine kosmetische Maßnahme und keine strukturelle Verstärkung darstellt. Anwendungsbereich: Speziell für Wellpappenmaterialien. ↩
„Vollflächige Messungen im Kantenstauchversuch an Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Bestätigt TAPPI T811 als maßgeblichen Industriestandard für die Berechnung von Kantenstauchversuchswerten (ECT) an Wellpappe. Nachweisfunktion: Technische Verifizierung; Quellentyp: Industriestandard; Belegt: die Gültigkeit der angegebenen Festigkeitsbewertung. Anwendungsbereich: Gilt für die Materialprüfungsphase. ↩
„Druckfestigkeitsbestimmung von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Erläutert den BCT als primären technischen Test zur Bestimmung der maximalen vertikalen Last, die ein Wellpappkarton vor dem Versagen tragen kann. Nachweisfunktion: Methodenverifizierung; Quellentyp: Technisches Handbuch; Unterstützt: die Anwendung von Kraftmessdosenprüfungen zur Validierung der Verpackungsintegrität. Anmerkung zum Anwendungsbereich: Fokus auf die Endmontageprüfung. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Technischer Nachweis, wie 32-ECT-Kerne aus Frischfaser die Wellendichte aufrechterhalten und das Zusammenfallen von Paletten verhindern. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Zusammenhang zwischen ECT-Wert und struktureller Integrität. Anwendungsbereich: Speziell für Kerne aus Frischfaser. ↩
„Was ist eine wässrige Beschichtung für Druck und Verpackung?“, https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOoqstZKDIfDttaBHEF2KnLx1Fpv-AEf8RA1ZV2ZpbUpdAY4f1d9s. Vergleich von wässrigen Beschichtungen und Heißfolienprägung hinsichtlich Glanzgrad und Materialkostenreduzierung. Nachweisfunktion: Materialvergleich; Quellentyp: Leitfaden für die Druckindustrie. Belege: Kosteneffizienz wässriger Beschichtungen für Hochglanzoberflächen. Anmerkung: Die visuelle Qualität ist subjektiv. ↩
„LTL-Frachtverpackungsrichtlinien: Was Sie wissen sollten – NMFTA“, https://nmfta.org/resource/ltl-freight-packaging-guidelines/. Branchenübliche Überprüfung der Schwellenwerte für den Kartonkompressionstest (BCT), der Transportschäden und Rückbelastungen im LTL-Bereich vermeiden soll. Nachweisfunktion: Validierung von Kennzahlen; Quellentyp: Logistikstandard. Unterstützt: die Wirksamkeit des 350-Pfund-BCT für den Transport. Hinweis: Die Schwellenwerte können je nach Kartongröße variieren. ↩
„14 Arten von Verkaufsdisplays | Chicago, IL“, https://wertheimerbox.com/types-of-retail-displays/. Ein technisches Handbuch zu Wellpappenspezifikationen würde belegen, dass eine Spannweite von 48 Zoll die Tragfähigkeit von doppelwandiger Wellpappe ohne interne Verstärkung übersteigt. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Begründung: Statische Grenzen von Wellpappe. Anwendungsbereich: Speziell für hohe statische Lasten im Einzelhandel. ↩
„[PDF] Das Kriechverhalten von Papier – BioResources“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2020/07/2005.2.651.pdf. Die materialwissenschaftliche Literatur zu papierbasierten Verbundwerkstoffen erklärt, wie anhaltende statische Belastungen zu Materialkriechen und bleibenden Verformungen in Wellstrukturen führen. Nachweisfunktion: Validierung physikalischer Eigenschaften; Quellentyp: materialwissenschaftliche Fachzeitschrift. Anwendungsgebiet: zeitabhängige Verformung von Verkaufsdisplays. Anmerkung zum Anwendungsbereich: bezieht sich auf langfristige Belastungsanwendung. ↩
„Wie viel Last kann meine Palette tragen?“, https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html. Branchenstandards für Strukturverpackungen definieren die maximal zulässige Durchbiegung von Verkaufsdisplays, bevor es zu einem Strukturversagen kommt. Nachweisfunktion: Technische Kennzahl; Quellentyp: Technische Norm. Belegt: Die Aussage, dass eine Durchbiegung von 4 cm (1,6 Zoll) ein Versagen anzeigt. Anmerkung zum Anwendungsbereich: Die Grenzwerte variieren je nach Displayhöhe und Lastgewicht. ↩
„Zubehör für Wellpappen-Displays – Seite 1 – Clip Strip Corp.“, https://www.clipstrip.com/display-construction/corrugated-display-accessories/?srsltid=AfmBOoqTdlrRJ9_F0vX5PfVbJd0g_hi1K3sIniG9CGOC4Jb2kF0QM0mP. Die Dokumentation zur Verpackungstechnik beschreibt die Verwendung von Metalleinsätzen zur Verhinderung des Durchhängens von Wellpappenregalen mit großer Spannweite. Nachweis: Technische Spezifikation; Quellentyp: Fertigungshandbuch. Unterstützt: Die Wirksamkeit von Stahlstäben zur Gewährleistung der strukturellen Stabilität. Hinweis: Die Umsetzung variiert je nach Materialstärke. ↩
„Bewehrungsstahl – Wikipedia“, https://en.wikipedia.org/wiki/Rebar. Ein Leitfaden für die Fertigungsindustrie bestätigt die Verwendung von 12,7 mm (0,5 Zoll) Stahlstäben als Standard für die Verstärkung von robusten Kartonaufstellern. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fertigungsnorm. Belege: Materialabmessungen für die strukturelle Verstärkung. Anwendungsbereich: Typisch für Aufsteller in Frachtqualität. ↩
„Vorhersage der Durchbiegung von Stahlbetonbalken unter Berücksichtigung von …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8587569/. Daten aus der Statik zeigen, wie starre Stahleinsätze die Durchbiegung über eine horizontale Spannweite unter bestimmten Lastgewichten eliminieren. Nachweisfunktion: Leistungsvalidierung; Quellentyp: Ingenieurhandbuch. Unterstützung: Physikalisches Ergebnis der Stahlstabintegration. Anmerkung zum Anwendungsbereich: Annahme bestimmter Lastgrenzen. ↩
„Lastübertragungsmechanismen in Tragwerken | PDF – Scribd“, https://www.scribd.com/document/720999321/TOS-Project. Eine physikalische oder mechanische Studie erläutert das Prinzip der vertikalen Lastübertragung, um die Kraft von der Auflagefläche auf die vertikale Tragkonstruktion umzuleiten. Nachweisfunktion: theoretischer Beweis; Quellentyp: Fachzeitschrift für Strukturmechanik. Unterstützung: Mechanismus der vertikalen Lastübertragung. Anmerkung: Abhängig von der Stabilität der tragenden Wände. ↩
„Verpackung wasserbasierter Klebstoffe“, https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Technische Dokumentation zur Bestätigung der Verwendung von wasserbasiertem Polyvinylacetat in Litholaminierverfahren. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrielles Fertigungshandbuch. Belege: Materialzusammensetzung von Laminierklebstoffen. Anwendungsbereich: Standardmäßige industrielle Anwendung. ↩
„Einfluss von Luftfeuchtigkeit und Temperatur auf die mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Studien zur Feuchtigkeitsmigration in Wellpappensubstraten zeigen, dass nach der Oberflächentrocknung Restfeuchte im Inneren verbleibt. Nachweisfunktion: Überprüfung des physikalischen Prozesses; Quellentyp: Materialwissenschaftliche Studie. Unterstützt: Grenzen der Schnelltrocknung und Notwendigkeit der Aushärtung. Anmerkung zum Untersuchungsbereich: Konzentriert sich speziell auf die Restfeuchte im Inneren. ↩
„Herstellung von Klebstoffen für Wellpappen – Pkg Solutions“, http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. Kurze Erläuterung, wie eine maßgebliche externe Quelle diese Aussage stützt. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Begründung: Notwendigkeit spezifischer Aushärtungszeiten und -drücke zur Vermeidung von Verformungen der Kartonagen. Hinweis: Die Aushärtungszeiten können je nach Luftfeuchtigkeit und Klebstoffqualität variieren. ↩
„[PDF] Wellpappenverwindung – Ursachen und Abhilfemaßnahmen – TAPPI.org“, https://imisrise.tappi.org/download.aspx?key=92APR097. Kurze Erläuterung, wie eine maßgebliche externe Quelle diese Aussage stützt. Belegfunktion: Kausalmechanismus; Quellentyp: Fachzeitschrift für Materialwissenschaften. Begründung: Die physikalischen Grundlagen der Oberflächenspannung und der Verformung des Substrats durch wasserbasierte Klebstoffe während der Verdunstung. Anwendungsbereich: Gilt speziell für poröse Zellulosematerialien. ↩
„Wie lange braucht PVA-Bastelkleber zum Trocknen? – YouTube“, https://www.youtube.com/watch?v=UzNtlB8c82Y. Technischer Nachweis, dass eine 24-stündige Aushärtung unter Eigengewicht die Oberflächenspannung von PVA-Klebstoffen stabilisiert und so Verformungen verhindert. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Aussage zur Aushärtungszeit und Oberflächenspannung. Anwendungsbereich: Gilt für hochbelastbare Kartonklebstoffe. ↩
„[PDF] Untersuchung der mechanischen Eigenschaften von Kartonverpackungen …“, https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Erklärung, wie die Feuchtigkeitsentlüftung in Zellulosefasern strukturelle Verformungen in Duplexkartonverpackungen verhindert. Belegfunktion: Erklärung des Mechanismus; Quellentyp: Handbuch der Verpackungstechnik. Stützt: Behauptung zur strukturellen Planheit. Anmerkung zum Untersuchungsbereich: Fokus auf die hygroskopischen Eigenschaften von Karton. ↩
„Verformte Kartons vermeiden // Abenteuer in der Buchbinderei – YouTube“, https://www.youtube.com/watch?v=VWw6A7SObCo. Analyse, wie eine ausgewogene Konstruktion von Duplexkarton die durch Klebstoffschrumpfung während des Trocknungsprozesses verursachte Verformung verhindert. Nachweisfunktion: Technische Überprüfung; Quellentyp: Fertigungsnorm. Belege: Aussage zur Klebstoffschrumpfung. Anwendungsbereich: Speziell für Duplexkarton-Substrate. ↩
„Was ist Wellpappe? – Fibre Box Association“, https://www.fibrebox.org/what-is-corrugated/. Die technische Dokumentation zu Wellpappenverpackungen erläutert die physikalische Dehnung der Außenschicht beim Falten. Nachweisfunktion: Technische Verifizierung; Quellentyp: Handbuch für Verpackungstechnik. Grundlage: Das mechanische Verhalten von C-Wellen-Platten bei einer 90°-Faltung. Anwendungsbereich: Spezifisch für Wellpappendicken. ↩
„Technische Artikel: Die häufigsten Ursachen unlesbarer Barcodes“, https://www.automate.org/vision/tech-papers/the-most-common-causes-of-unreadable-barcodes. Eine technische Analyse des Barcode-Scannens erklärt, wie die physikalische Verformung des Substrats das Verhältnis von Strichen zu Zwischenräumen verändert und so Lesefehler verursacht. Nachweisfunktion: Technischer Mechanismus; Quellentyp: Handbuch für Logistiktechnik. Unterstützt: Korrelation zwischen Materialdehnung und Scanfehler. Anwendungsbereich: Gilt für laserbasierte optische Scanner. ↩
„Einfluss analoger und digitaler Falzlinien auf die mechanische …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Die Versandrichtlinien von 3PL-Anbietern definieren üblicherweise Sperrzonen, um sicherzustellen, dass Etiketten keine strukturellen Falten und Kanten aufweisen und somit Scanfehler vermieden werden. Nachweisfunktion: Branchenspezifikation; Quellentyp: 3PL-Konformitätshandbuch. Unterstützt: Verwendung eines spezifischen Abstandspuffers für die Etikettenplatzierung. Hinweis: Die genauen Messwerte können je nach Einrichtung variieren. ↩
„[PDF] Barcode-Kennzeichnung für Designer, Drucker und Verpackungsunternehmen | GS1 Kanada“, https://gs1ca.org/gs1ca-components/documents/Barcoding-for-Designers-Printers-and-Packagers.pdf. Technische Dokumentation zu Standards für die Verpackungslogistik mit detaillierter Beschreibung der erforderlichen Pufferzone zur Vermeidung von Etikettenverzerrungen an Kartonecken. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Nutzen: Vermeidung von Strafen für Umverpackungen. Anwendungsbereich: Speziell für die Etikettierung von Umkartons. ↩
„Wie Beschädigungen und Verzerrungen die Barcode-Lesbarkeit beeinträchtigen können | Omron“, https://automation.omron.com/en/us/blog/barcode-damage-and-distortion. Richtlinien der Druckindustrie, die erläutern, wie die Sperrung von Koordinaten in der CAD-Druckvorstufe Skalierungsfehler und Verzerrungen der Barcode-Linien verhindert. Nachweisfunktion: Technischer Prozess; Quellentyp: Handbuch der Druckindustrie. Unterstützt: Reduzierung von Ausschuss bei der Warenannahme durch 3PL-Anbieter. Anwendungsbereich: Fokus auf die optische Integrität von Barcodes. ↩
„Warum verhalten sich Etikettenklebstoffe auf verschiedenen Oberflächen unterschiedlich?“, https://consolidatedlabel.com/faqs/label-adhesives-perform-different-surfaces/. Technische Daten zur Oberflächenkrümmung und Etikettenhaftung erklären, wie Radiusberechnungen ein Ablösen der Kanten verhindern. Nachweisfunktion: Ingenieurprinzip; Quellentyp: Technisches Datenblatt des Klebstoffs. Anwendungsbereich: Optimierung der automatisierten Sortiergeschwindigkeit. Hinweis: Gilt für den Radius von Wellpappe. ↩



