Markenfarben wirken auf Ihrem Bildschirm perfekt, doch auf porösem Wellkarton sieht die Realität ganz anders aus. Verwaschene, uneinheitliche Farben schaden dem Einzelhandel. Wir lösen dieses Problem.
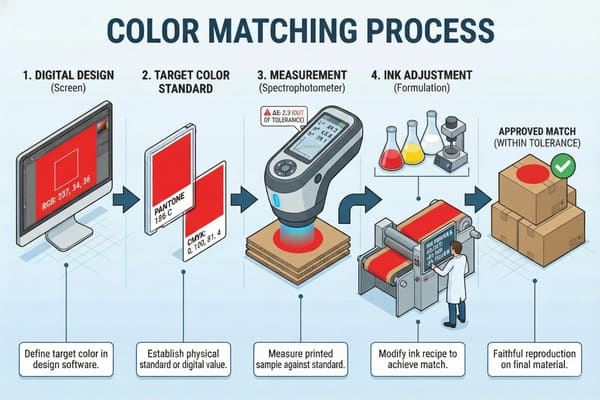
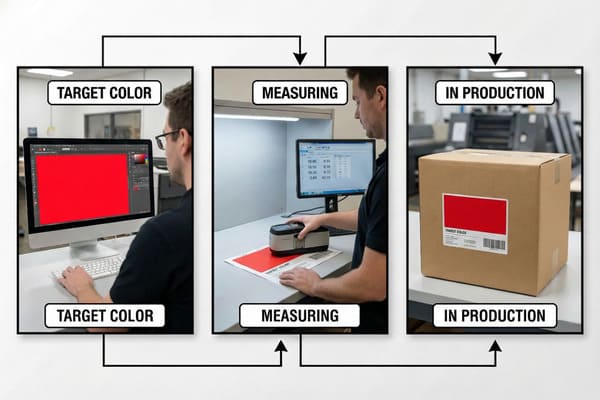
Der Farbabgleich ist ein systematischer Fertigungsprozess, der digitale Designdateien mit dem physischen Druckergebnis abgleicht. Dabei werden Spektralphotometer und Standardprofile eingesetzt, um die exakte Wiedergabe der Markenfarben auf verschiedenen Substraten zu gewährleisten und so die visuelle Konsistenz für globale Marketingkampagnen im Einzelhandel sicherzustellen.
Als Fabrikbesitzer sehe ich täglich, wie brillante Agenturentwürfe an der Druckmaschine ruiniert werden. Lassen Sie uns genau erklären, wie wir Ihre digitalen Grafiken in physische Kartonverpackungen umsetzen, ohne deren Wirkung zu beeinträchtigen.
Wie läuft die Farbabstimmung ab?
Die Freigabe von Verpackungsgrafiken auf einem hellen Laptop-Bildschirm ist riskant. Die flüssige Tinte dringt in das Papier ein, und Ihr leuchtendes Rot wirkt plötzlich wie Rost. Wir müssen diesen Arbeitsablauf dringend optimieren.
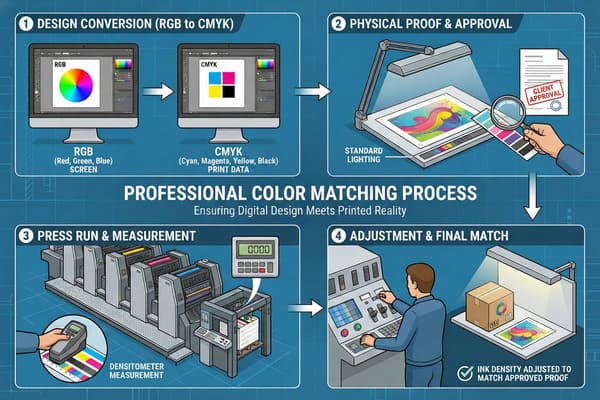
Die Farbabstimmung ist ein sequenzielles Verfahren, das die Kalibrierung digitaler Dateien, die Erstellung physischer Proofs und die Anpassung der Druckmaschine umfasst. Dafür wird eine RIP-Software (Raster Image Processor) benötigt, um RGB-Daten in CMYK-Werte umzuwandeln. Anschließend erfolgt eine Spektralanalyse auf Wellpappe mit einer Dicke von bis zu 3 mm (0,12 Zoll).
Die "Schlammfarben"-Falle und die Realität der GMG-Beweise
Ich habe das auf die harte Tour gelernt. Vor ein paar Jahren genehmigte ein Kosmetikkunde aus New York ein wunderschönes magentafarbenes Bodendisplay für eine große Valentinstagskampagne. Sie sahen sich die digitale PDF-Datei auf ihren beleuchteten Bildschirmen an und gaben ihr Okay. Wir druckten es auf Standard-32ECT-B-Welle-Karton mit Standard-CMYK-Offsetdruckplatten. Das Ergebnis? Die magentafarbene Tinte drang tief in das poröse Kraftpapier ein und trocknete zu einem matten, bläulichen Lila. Es war eine Katastrophe. Ich musste 5.000 Stück komplett verwerfen. Es hat mich wahnsinnig gemacht.
Dieses massive Versagen war der Grund, warum ich unseren Druckvorstufen-Workflow komplett überarbeitet habe. Man kann nicht einfach in Adobe Illustrator auf „Drucken“ klicken und auf das Beste in der Produktion hoffen. Der eigentliche Prozess beginnt mit einer mathematischen Cutback-Kurve in unserer RIP-Software. Wellpappe leidet stark unter „ Dot Gain 1 “. Wenn nasse Farbe auf poröses Papier trifft, dehnen sich die Rasterpunkte physikalisch aus. Wenn Ihre digitale Datei einen 50%igen Cyan-Punkt erfordert, reduziert unsere Druckvorstufen-Software die Plattenausgabe automatisch auf 35% Cyan, um diese physikalische Ausdehnung zu berücksichtigen.
Der eigentliche Durchbruch ist jedoch unser GMG Color Proofing System 2. Bevor wir überhaupt eine Metallplatte in unsere Heidelberg Speedmaster-Druckmaschine einsetzen, lasse ich Ihnen per Express einen physischen Proof auf genau von Ihnen bestellten Papier drucken. Kein Hochglanzfotopapier, sondern echter Karton. Wir messen ihn mit einem Spektralphotometer, um eine perfekte Delta-E-Toleranz zu gewährleisten. Wenn Sie Displays in ein trockenes Klima wie Arizona oder ein feuchtes Lager in Florida versenden, beeinflusst die Luftfeuchtigkeit das Farbverhalten. Wir fixieren die Farbe physisch in der Realität, nicht nur digital auf einem Bildschirm.
| Prozessschritt | Digitale Genehmigung (fehlerhaft) | GMG Physical Proofing (Experte) |
|---|---|---|
| Substrat | RGB-Hintergrundbeleuchteter Bildschirm | Tatsächliche Wellpappe Kraftpapier/CCNB |
| Dot Gain Compensation | Keiner | Mathematische RIP-Rückgangskurve3 |
| Feuchtigkeitsvariable | Ignoriert | Im physikalischen Test berücksichtigt |
| Genauigkeitsmessung | Menschliches Auge | Spektralphotometer (Delta-E < 2,0)4 |
Kunden hören das nicht gern, aber Ihr Bildschirm lügt. Geben Sie für eine großflächige Markteinführung kein digitales PDF frei. Ich bestehe darauf, dass meine Einkäufer zuerst den physischen GMG-Proof genehmigen. Fragen Sie mich nach einem Video, in dem unser Spektralphotometer Ihre spezifische Markenfarbe misst.
Was ist das Farbabstimmungssystem?
Die Standardisierung von Druckvorlagen bei verschiedenen globalen Lieferanten ist eine enorme Herausforderung. Ohne eine gemeinsame Sprache wird die in China gedruckte Version Ihrer Marke nicht mit der in den USA gedruckten Version übereinstimmen.
Das Farbabstimmungssystem ist ein standardisiertes Rahmenwerk, wie beispielsweise das Pantone Matching System (PMS) oder die G7-Graustufenskala, das zur weltweiten Kommunikation präziser Tintenspezifikationen dient. Es liefert exakte Mischformeln und Kalibrierungsziele und gewährleistet so, dass Verpackungen, die in verschiedenen Produktionsstätten hergestellt werden, unter Verkaufsbeleuchtung optisch identisch aussehen.

Überbrückung der Kluft zwischen den USA und China durch G7-Masterkalibrierung
Ein weit verbreiteter Irrglaube in dieser Branche ist, dass Drucken einfach nur bedeutet, farbige Tinte auf Gummiwalzen aufzutragen. Ein Kunde aus Chicago bestand darauf, für seine Produktverpackungen eine lokale Druckerei in den USA und für seine temporären Bodenaufsteller meine Fabrik zu beauftragen. Er dachte, es reiche aus, uns beiden denselben Pantone-Code zu geben, um eine perfekte Farbübereinstimmung zu erzielen. Als die 152 cm großen Aufsteller im Walmart direkt neben den Verkaufsverpackungen platziert wurden, harmonierten die Farben überhaupt nicht.
Ich weigerte mich zunächst, so zu drucken, da ich das Risiko kannte. Die US-amerikanische Druckerei war nach G7-Standard kalibriert, während meine alte Druckmaschine mit dem japanischen FOGRA-Standard arbeitete. Punktstruktur und Graubalance unterschieden sich grundlegend. Ich musste meine Druckerei modernisieren. Heute ist meine gesamte Produktionslinie nach G7 Master Calibrated 5 . Dies ist der absolute US-Standard. Wenn mir ein amerikanischer Designer eine Adobe Illustrator-Datei mit einem GRACoL-Profil schickt, liest meine Heidelberg-Druckmaschine diese exakt so, wie es eine Druckmaschine in Chicago tun würde.
Wir müssen auch gegen das Rohmaterial selbst ankämpfen. Nehmen wir das Problem mit PMS 877 Silber. Marken lieben glänzende silberne Schrift, um ein hochwertiges Erscheinungsbild zu erzielen. Doch rohe Wellpappe saugt Metallpartikel wie ein Schwamm auf. Bedruckt man Kraftliner direkt mit Silber, entsteht ein schmutziges, trübes Grau. Um diese Systembeschränkung zu überwinden, muss zunächst eine deckende weiße Basistinte (Primer 6) , um die Papierfasern zu versiegeln. Anschließend wird die Metallic-Tinte darübergelegt. Dies erfordert zwar einen zusätzlichen Produktionsschritt, ist aber die einzige Möglichkeit, das System tatsächlich im Einzelhandel einzusetzen.
| Systemstandard | Primärregion | Graustufenbalance | Kartonverträglichkeit |
|---|---|---|---|
| FOGRA | Europa / Asien (Altbestand) | TVI (Tonwertsteigerung) basierend7 | Neigt zu matten Mitteltönen |
| G7 Master | Vereinigte Staaten / Nordamerika | Visuelle Graubalance basierend8 | Hervorragend für die Kraft-Absorption |
| PMS (Metallic) | Global | Festtintenformulierung | Benötigt weiße Grundierung |
Die Systemkalibrierung ist der entscheidende Unterschied zwischen Billiganbietern und zuverlässigen Partnern. Ich habe viel investiert, um die G7-Zertifizierung zu erhalten, damit Ihre GRACoL-Dateien hier einwandfrei gedruckt werden – ohne den üblichen Farbunterschied zwischen den USA und China. Benötigen Sie absolute Farbkonsistenz über verschiedene Verpackungsformate hinweg? Dann lassen Sie mich Ihnen eine Testcharge drucken.
Was besagt die 70-20-10-Regel für Farben?
Eine Verkaufsfläche mit zehn verschiedenen, leuchtenden Farben zu überladen, erzeugt visuelles Chaos. Kunden gehen an solchen unübersichtlichen Designs einfach vorbei. Um den Umsatz zu steigern, benötigen Sie eine klare Struktur in Ihren Werbemitteln.
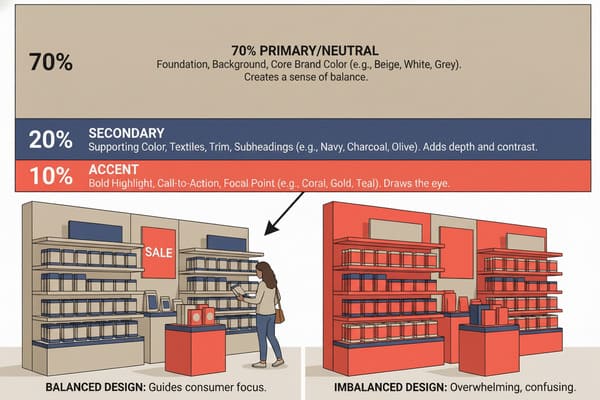
Die 70-20-10-Regel ist ein grundlegendes Gestaltungsprinzip, das besagt, dass ein Layout aus 70 Prozent Hauptfarbe, 20 Prozent Sekundärfarbe und 10 Prozent Akzentfarbe bestehen sollte. Diese proportionale Verteilung lenkt die Aufmerksamkeit der Kunden, schafft visuelle Ausgewogenheit und maximiert Impulskäufe in stark frequentierten Einzelhandelsumgebungen.
Verwaltung des Gesamttintenlimits (TIL) zur Sicherstellung der strukturellen Integrität
Die 70/20/10-Regel klingt nach reiner Marketingtheorie, ist aber in der Fabrikhalle buchstäblich überlebenswichtig. Lassen Sie mich die Physik hinter der Farbe erklären. Ein Designer schickte mir einmal eine Grafikdatei für einen Abfallbehälter für Energy-Drinks, bei der die dominierende Farbe „70 %“ ein massiver, deckender Farbfleck aus „Photoshop-Schwarz“ (C75 M68 Y67 K90) war. Das entspricht einer Gesamtdeckung von 300 %.
Beim Druckvorgang drang die enorme Menge an flüssiger Tinte direkt durch das 32ECT B-Wellen-Linerboard. Der Karton wurde auf der Palette weich und matschig. Beim Box Compression Test (BCT) 9 knickte das Display bereits unter einem Gewicht von 18,1 kg (40 lbs) ein. Die dickflüssige Tinte zerstörte die Reißfestigkeit des Papiers vollständig. Um diesen katastrophalen Fehler zu beheben, gilt in unserer Druckvorstufe nun ein striktes Limit von 260 % für die Gesamttintenmenge (TIL) 10. Wir wandeln das gefährliche 300%ige Schwarz mathematisch in ein „sicheres, sattes Schwarz“ (C40 M30 Y30 K100) um. Es sieht unter Leuchtstoffröhren von Target oder CVS für das menschliche Auge identisch aus, benötigt aber deutlich weniger Tinte.
Die 70/20/10-Regel zwingt Grafikdesigner dazu, mit Negativraum und helleren Hauptfarben zu arbeiten. Dadurch bleibt die Wellpappe trocken und formstabil. Durch den gezielten Einsatz einer kleinen Akzentfarbe (z. B. eines leuchtenden Neongelbs) von 10 % wird die Aufmerksamkeit der Kunden geweckt. Das spart Tinte, verkürzt die Aushärtungszeit im Werk und stellt sicher, dass das Bodendisplay die vorgesehenen 68 kg (150 lbs) Produktlast tragen kann.
| Gestaltungselement | Abdeckung der Kunstwerke | Fabrikrealität (Karton) | Strukturelle Auswirkungen |
|---|---|---|---|
| 70% dominant | Starke dunkle Flut (>300% TIL)11 | Die Platine wird gesättigt/weich | Besteht den Belastungstest mit 150 lbs (68 kg) nicht |
| 70% dominant | Licht-/Negativraum | Die Platte bleibt trocken/starr | Besteht den ISTA-Falltest12 |
| 10% Akzent | Helle Fleckenfarbe | Schnelle UV-Aushärtungszeit | Scharfer visueller Kontrast |
Ein ansprechendes Design nützt nichts, wenn die Präsentation im Supermarktregal zusammenbricht. Durch intelligentes Design und die Einhaltung von Farbgrenzen schütze ich sowohl Ihr Markenimage als auch Ihr Produkt. Senden Sie Ihre AI-Dateien an mein Konstruktionsteam, bevor Sie das Layout finalisieren.
Welche Regel gilt für die Farbabstimmung?
Gehen Sie niemals davon aus, dass die Druckmaschine weiß, was Sie wollen. Ohne strenge mathematische Vorgaben verändern Temperatur, Luftfeuchtigkeit und Maschinenverschleiß während der Produktion ständig die Farben Ihrer Marke.
Die Regel für die Farbabstimmung ist eine strenge Qualitätskontrollvorgabe, die vorschreibt, dass die Druckergebnisse innerhalb einer Delta-E-Toleranz von weniger als 2,0 im Vergleich zum freigegebenen Mastermuster liegen müssen. Diese mathematische Regel gewährleistet, dass Farbabweichungen auch bei großen Produktionschargen für das menschliche Auge nicht wahrnehmbar sind.
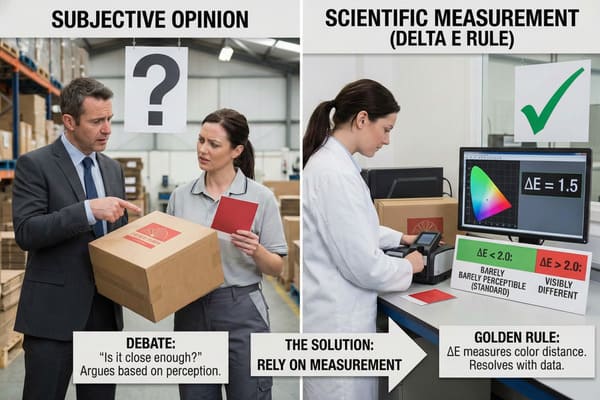
Das Golden Sample Protokoll & Abschlussregistrierung
Die goldene Regel in meiner Produktion ist hart, aber notwendig: Das 5000ste Exemplar muss exakt dem ersten gleichen. Diese Konsistenz über drei Tage hinweg zu gewährleisten, ist extrem schwierig. Die Walzen der Druckmaschine erhitzen sich. Die Luftfeuchtigkeit in der Fabrik schwankt im Laufe des Tages. Ohne ständige Kontrollen der Druckqualität driften die Farben ab.
Wir begegnen dieser Fabrikrealität mit dem „Goldenen Muster“-Protokoll. Bevor die Massenproduktion beginnt, gebe ich persönlich ein perfektes, spektrophotometrisch geprüftes Druckblatt frei. Dieses physische Blatt liegt direkt auf der Heidelberg-Druckmaschine. Jedes hundertste Blatt, das vom Band läuft, wird gescannt und mathematisch mit diesem Referenzmuster verglichen. Steigt der Delta-E-Wert über 2,0, stoppen wir die Maschine sofort.
Aber beim Farbabgleich geht es nicht nur um CMYK-Flüssigfarbe. Auch die hochwertigen Veredelungen spielen eine wichtige Rolle. Luxusmarken lieben es, ihr Logo mit Spot-UV-Lack (einem glänzenden Klarlack) zu versehen. Wellpappe dehnt sich jedoch unter dem enormen Druck der Druckzylinder leicht aus. Wenn die UV-Platte exakt identisch zur Druckplatte zugeschnitten ist, führt diese minimale Dehnung dazu, dass der Glanz vom Logo abweicht und ein unscharfes, nicht deckungsgleiches Ergebnis entsteht. Ich behebe dieses Problem, indem ich in unserem Siebdruckverfahren mit hoher Viskosität einen Überstand von 0,5 mm (0,02 Zoll) einbaue. Außerdem ziehen wir die starre UV-Maske exakt 3 mm (0,12 Zoll) von allen Sollbruchstellen zurück. Wenn getrocknetes UV-Polymer beim Zusammenstellen der Verpackung gefaltet wird, bricht es ab und hinterlässt scharfe Kunststoffsplitter.
| QC-Prüfpunkt | Industriestandard | Unser Werksprotokoll |
|---|---|---|
| Chargenkonsistenz | Visuelle Augenuntersuchung | Spektralphotometer alle 100 Blätter13 |
| Farbabweichung | Delta-E < 4,0 (Sichtbar) | Delta-E < 2,0 (Nicht wahrnehmbar)14 |
| Spot-UV-Registrierung | Exakte 1:1-Übereinstimmung (Drifts) | 0,02 Zoll (0,5 mm) Überlappung der Fangvorrichtung |
| Falten | Glanz über Falten (Risse) | 0,12 Zoll (3 mm) Glanz-Sperrzone |
Ich überlasse Ihren Markenruf nicht dem Zufall oder übermüdeten Maschinenbedienern. Unsere strengen Delta-E-Regeln und die präzise abgestimmten Toleranzen garantieren, dass es bei der Ankunft Ihres Seecontainers im Verteilzentrum keine Überraschungen gibt. Gerne entnehme ich Ihnen direkt von der Druckmaschine eine zufällige Produktionsprobe.
Abschluss
Die perfekte Farbwiedergabe auf Karton erfordert höchste Präzision und Präzision – mehr als nur gutes Grafikdesign. Setzen Sie Ihre Kampagnen nicht länger mit unscharfen Drucken und instabilen Kartonstrukturen aufs Spiel. Fordern Sie jetzt ein unverbindliches Angebot an und lassen Sie uns Ihren Erfolg sichern.
Das Verständnis des Punktzuwachses ist für alle, die an der Druckproduktion beteiligt sind, von entscheidender Bedeutung, da er sich direkt auf die Farbgenauigkeit und die endgültige Druckqualität auswirkt. ↩
Wenn Sie sich mit dem GMG Color Proofing System vertraut machen, erkennen Sie, wie fortschrittliche Proofing-Verfahren sicherstellen, dass die gedruckten Farben den Erwartungen entsprechen und kostspielige Fehler reduziert werden. ↩
Erfahren Sie, wie mathematische RIP-Schnittkurven die Druckgenauigkeit und Farbkonsistenz verbessern – unerlässlich für hochwertige Verpackungen und professionelle Proofs. ↩
Erfahren Sie, warum die Verwendung eines Spektralphotometers mit Delta-E < 2,0 für eine präzise Farbabstimmung in der Druckproduktion und Qualitätskontrolle unerlässlich ist. ↩
Das Verständnis der G7-Masterkalibrierung trägt dazu bei, die Farbkonsistenz beim internationalen Druck sicherzustellen, was für globale Marken und Designer von entscheidender Bedeutung ist. ↩
Wer mehr über White Base Ink Primer erfährt, weiß, wie man hochwertige Metallic-Finishes auf Verpackungen erzielt und matte oder trübe Ergebnisse vermeidet. ↩
Erfahren Sie, wie sich der auf TVI basierende Graustufenabgleich auf die Druckqualität auswirkt und warum er für eine präzise Farbwiedergabe in älteren Systemen wichtig ist. ↩
Entdecken Sie die Vorteile der visuellen Graubalance im Druckwesen und wie sie zu überragenden Ergebnissen führt, insbesondere bei anspruchsvollen Substraten wie Kraftpapier. ↩
Erfahren Sie, wie der Box Compression Test (BCT) die Festigkeit von Verpackungen bewertet und sicherstellt, dass Ihre Displays auch schwere Produkte sicher tragen können. ↩
Erfahren Sie, warum die Einhaltung eines Gesamttintenlimits von 260 % entscheidend für die Erhaltung der strukturellen Integrität von Wellpappenverpackungen und die Vermeidung kostspieliger Ausfälle ist. ↩
Erfahren Sie, wie sich ein starker Farbauftrag auf Verpackungsmaterialien auswirkt und warum dies in realen Anwendungen zu einer Sättigung des Kartons und zu strukturellen Schäden führen kann. ↩
Erfahren Sie mehr über die Bedeutung von ISTA-Falltests für Verpackungen und wie diese die Produktsicherheit und Haltbarkeit beim Versand und der Handhabung gewährleisten. ↩
Erfahren Sie, wie die Verwendung eines Spektralphotometers alle 100 Blatt die Farbgenauigkeit und -konsistenz in Ihrem Druckproduktionsprozess deutlich verbessern kann. ↩
Erfahren Sie, warum die Einhaltung eines Delta-E-Werts von < 2,0 für unmerkliche Farbunterschiede sorgt und somit zu überragender Druckqualität und Kundenzufriedenheit führt. ↩



