
Der Anblick flach verpackter Kartons mit einem nahenden Rollout-Termin ist stressig. Wenn Ihr Team Schwierigkeiten hat, diese Strukturen zu falten, verlieren Sie wertvolle Zeit im Verkaufsraum.
Der Aufbau eines Kartondisplays erfordert ein schrittweises Falten, üblicherweise von unten nach oben. Vor dem Einsetzen der Regalböden müssen die Verbindungsstege eingerastet werden. Eine korrekte Montage gewährleistet die Tragfähigkeit von 1.133 kg und verhindert, dass das Display im Verkaufsraum zusammenbricht.

Die Theorie zu kennen ist ein guter Anfang, aber schauen wir uns an, wie sich das Ganze in der Praxis auswirkt, wenn man die Paletten unter Druck auspackt.
Wie baut man eine Schautafel zusammen?
Der Aufbau eines einfachen Verkaufsdisplays sollte kein Ingenieurstudium erfordern. Dennoch geben viele Verkäuferinnen und Verkäufer komplexe Konstruktionen mittendrin auf, weil die zugrundeliegende Faltlogik völlig unlogisch ist.
Die Montage eines Displayboards erfolgt durch das Einsetzen der vorgeklebten Modulträger in die Hauptrückwand. Die Verriegelungsnasen werden mit den entsprechenden Aussparungen in den Stanzlinien ausgerichtet und fest nach unten gedrückt, bis die Wellenfasern einrasten. Dadurch wird sichergestellt, dass die Struktur auch bei starker Kundenfrequenz stabil bleibt.

Auf dem Papier klingt es einfach, aber die Umsetzung im Einzelhandel erzählt oft eine ganz andere und schmerzhafte Geschichte.
Den 15-minütigen Faltalbtraum umgehen
Üblicherweise wird angenommen, dass ein flach verpacktes Display mit einer ausführlichen Anleitung für den Einsatz im Einzelhandel ausreicht. Designer integrieren oft komplizierte Faltungen im Origami-Stil in den Sockel, in der Annahme, dass derjenige, der das Display aufbaut, einen sauberen, gut beleuchteten Tisch und ausreichend Zeit zur Verfügung hat. Dieser Ansatz priorisiert die Verpackungsdichte gegenüber der tatsächlichen Benutzerfreundlichkeit im hektischen Einzelhandel und führt zu einer erheblichen Diskrepanz zwischen Kampagnenstrategie und Umsetzung im Geschäft.
Im schnelllebigen Einzelhandel haben Verkäufer keine 15 Minuten Zeit, um komplizierte Verpackungslogik zu entschlüsseln¹.Wenn Lagerteams mit steifen Wellpappteilen zu kämpfen haben, geben sie den Aufbau oft ganz auf oder greifen zu unansehnlichem Klebeband, das die Markenpräsentation beeinträchtigt. Eine intelligentere Strategie im Einzelhandel ist der Versand vorgeklebter Modultrays. Durch das Vorfalten der komplexen Innenteile vor dem Versand muss der Verkäufer die Trays nur noch mit zwei einfachen Handgriffen öffnen. Diese strategische Vereinfachung reduziert die Montagezeit erheblich²,verringert die Wahrscheinlichkeit von Widerständen seitens der Händler drastisch und stellt sicher, dass Ihre Kampagne termingerecht in den Hauptregalen ankommt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Versand von vollständig flachen, unverklebten Teilen | Werkseitig gefertigte, vorverklebte Modultrays | Spart 12 Minuten Montagezeit3 |
| Sich auf umfangreiche Texthandbücher verlassen | Textlose visuelle Anleitungen mit QR-Codes | Beseitigt Sprachbarrieren und Verwirrung |
| Die Steifigkeit des Kartons außer Acht lassen | Vorfalzen auf automatisierten Stanzmaschinen | Verhindert Einreißen beim manuellen Falten4 |
Ich lasse niemals ein Display mein Werk verlassen, wenn es zum Schutz vor Beschädigungen während des Aufbaus mit durchsichtigem Klebeband gesichert werden muss. Der Erfolg im Einzelhandel hängt maßgeblich davon ab, dass die Struktur einfach, intuitiv und für das Lagerteam praktisch narrensicher ist.
🛠️ Harveys Schreibtisch: Beschweren sich Ihre Handelspartner über komplizierte Faltanleitungen? 👉 Ich vereinfache Ihre Stanzformen ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Wie baut man Aufbewahrungskisten aus Pappe zusammen?
Der Bau von Schüttgut-Lagercontainern erscheint zunächst unkompliziert, bis sich die Seitenwände nicht mehr rechtwinklig anordnen lassen. Sobald die Konstruktionsmaße abweichen, wird das Stapeln dieser Einheiten zu einem gefährlichen Balanceakt.
Zum Zusammenbauen von Aufbewahrungsboxen aus Karton müssen die Bodenlaschen in einer bestimmten Reihenfolge gefaltet werden, wobei die größten Laschen in der Regel zuletzt umgeschlagen werden. Die Seitenwände aus E-Welle müssen entlang der vorgefalzten Linien nach innen gedrückt werden, wobei darauf zu achten ist, dass die Laschen exakt in die dafür vorgesehenen Schlitze gleiten, um ein Ausbeulen nach außen zu verhindern.

Man kann entlang der Linien perfekt falten, aber wenn die zugrunde liegende Mathematik falsch ist, wehrt sich die Schachtel physisch dagegen.
Die Gefahr, den Materialdurchmesser zu ignorieren
Bei der Entwicklung von Versandkartons zeichnen Marken häufig in ihren Konstruktionszeichnungen gleich breite, ineinandergreifende Laschen und Faltschlitze ein. Man geht dabei fälschlicherweise davon aus, dass eine einfache Lasche mühelos in einen passenden Schlitz gleitet, ohne dass zusätzlicher Platz benötigt wird. Dieses idealisierte Konzept funktioniert zwar perfekt auf dem Bildschirm, vernachlässigt aber völlig das Verhalten von sperrigem Wellpappenmaterial beim Biegen im Einzelhandel.
Tatsächlich benötigt das Falten eines dicken Kartonstücks nur einen minimalen Platz⁵.Wenn Mitarbeiter versuchen, eine steife Lasche in einen engen Spalt zu zwängen, macht die Reibung den Zusammenbau extrem mühsam und zeitaufwendig. Eine bessere Strategie im Warenpräsentationsbereich sieht daher vor, bereits beim Falten etwas Spielraum einzuplanen. Indem man die Schlitze einfach so weit erweitert, dass das gefaltete Material hineinpasst⁶Diesekleine Anpassung sorgt dafür, dass die Kartons perfekt rechtwinklig zusammengebaut werden können, was die Lagerprozesse effizienter gestaltet und für ein professionelles Erscheinungsbild der gestapelten Waren sorgt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Zeichnungslaschen und Schlitze in exakt derselben Größe | Anwendung der mathematischen Messschieberkompensation | Gewährleistet reibungslose, rechtwinklige Montage |
| Verwendung von dünnwandigen Einzelwänden für schwere Lagerung | Aufrüstung auf doppelwandige Testliner-Untergestelle7 | Verhindert das Durchhängen des Kartonbodens |
| Materialfaltverbrauch außer Acht gelassen | Hinzufügen spezifischer Biegezugabealgorithmen8 | Gewährleistet die vertikale Stapelfestigkeit |
Ich überprüfe diese Falttoleranzen immer, bevor ich ein physisches Muster zuschneide. Ignoriert man das Verhalten von dickem Karton beim einfachen Falten, führt das unweigerlich zu unnötigem Arbeitsaufwand und einem äußerst frustrierenden Montageprozess für Ihre vielbeschäftigten Handelspartner.
🛠️ Harveys Schreibtisch: Haben Ihre Lohnverpacker Schwierigkeiten, steife Wellpapplaschen in enge Stanzschlitze zu pressen? 👉 Fordern Sie eine Biegezugabeprüfung an ↗ — Sicher herunterladen. Bei Fragen können Sie mich später gerne kontaktieren.
Wie verbindet man Kartons miteinander?
Das Verbinden mehrerer Verkaufsflächen erfordert absolute Präzision. Wenn die Verbindungsmechanismen nicht ordnungsgemäß einrasten, wird die gesamte Verkaufsstruktur zu einem Sicherheitsrisiko im Regalgang.
Zum Zusammenfügen von Kartons werden speziell entwickelte Steckverbindungen verwendet, anstatt auf Klebstoffe zurückzugreifen. Die tragenden Verbindungen werden sorgfältig ausgerichtet, indem die nach unten zeigenden Laschen des oberen Kartons in die verstärkten Schlitze des unteren Kartons eingeführt werden, um einen nahtlosen Stapel zu gewährleisten.
Eine Kiste in eine andere zu schieben, scheint narrensicher, doch die Umgebungschemie liebt es, selbst die besten Pläne zu durchkreuzen.
Der versteckte Feind der ineinandergreifenden Laschen
Die gängigste Methode zum Verbinden zweier separater Ladeneinrichtungen ist die Verwendung eines einfachen Stecksystems, das für normale Innenraumbedingungen ausgelegt ist. Markenmanager berechnen diese Verbindungen oft anhand des Aussehens des frisch bedruckten Kartons. Sie gehen fälschlicherweise davon aus, dass das Material diese makellosen Abmessungen vom Distributionszentrum bis zum Regal im Supermarkt beibehält.
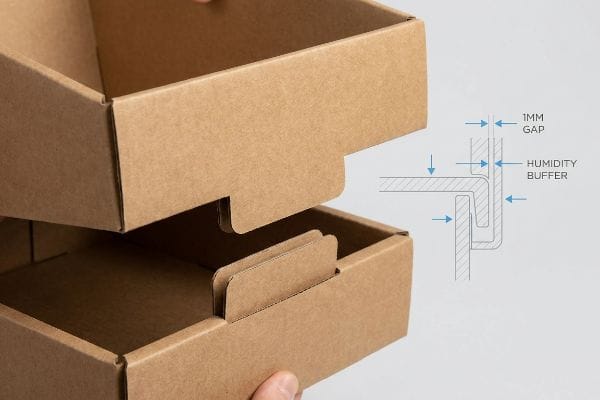
In der Logistik von Lieferketten verhält sich Karton bei schwankenden Lagertemperaturen wie ein Schwamm.Nimmt das Material während des Transports auch nur geringe Mengen Feuchtigkeit auf, dehnen sich die engen Verbindungsstücke leicht aus. Das erschwert den Mitarbeitern im Einzelhandel das Anbringen der oberen Verkaufsfläche an der Basis, was zu beschädigten Kanten und einer unschönen Präsentation führt.Eine vorausschauende Einzelhandelsstrategie berücksichtigt dies, indem sie einen kleinen Dehnungsspielraum in die ursprüngliche Vorlage einbaut. Diese Flexibilität gewährleistet, dass sich die Verkaufsflächen unabhängig von den Wetterbedingungen mühelos und sicher im Geschäft stapeln lassen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung absoluter Trockenbrettabmessungen | Entwicklung eines 1 mm Feuchtigkeitspuffers | Verhindert das Verklemmen der Laschen bei feuchtem Wetter11 |
| sich auf sichtbare Kunststoffclips verlassen | Verwendung von Papierschlössern im Origami-Stil | Verbessert die Ästhetik und die Recyclingfähigkeit am Straßenrand12 |
| Nasskleber auf den Ladenboden auftragen | Vorgefertigte Präzisions-Stecker/Buchsen-Verbindungen | Hält den Montageprozess sauber und schnell |
Eine intelligente Konstruktionsverbindung berücksichtigt die realen Gegebenheiten, nicht nur die idealisierten Maße auf einem Bildschirm. Ich weigere mich, zuzulassen, dass unvorhersehbare Witterungsbedingungen im Lager darüber entscheiden, ob Ihre Verkaufskampagne tatsächlich realisiert werden kann.
🛠️ Harveys Schreibtisch: Steckt Ihr Stecksystem nach dem langen Seetransport nicht mehr richtig zusammen? 👉 Lassen Sie Ihre Konstruktionsunterlagen prüfen ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Wie baut man einen Aufsteller aus Pappe?
Damit ein hohes Display absolut aufrecht steht, ist eine optimale Gewichtsverteilung unerlässlich. Ohne einen stabilen Standfuß zieht die Schwerkraft Ihr hochwertiges Werbedisplay schnell um.
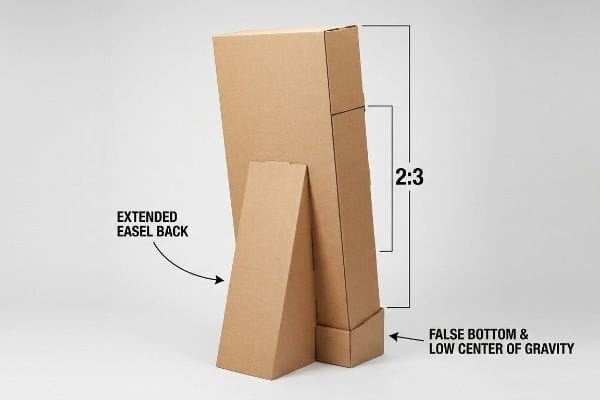
Um einen Aufsteller aus Pappe aufzustellen, muss der Schwerpunkt berechnet und eine verlängerte Staffeleirückwand angebracht werden. Das Verhältnis von Tiefe zu Höhe wird angepasst, um ein Umkippen zu verhindern. Ein zusätzlicher Boden im Inneren des Ständers reduziert die ungleichmäßige Gewichtsverteilung und fixiert die Ausrichtung sicher.
Doch die Theorie allein genügt nicht, wenn die Maschinen laufen und die Produkte in den Regalen stehen.
Warum Standardfundamente in der Fabrikhalle versagen
Viele Marken versuchen, wertvolle Verkaufsfläche zu optimieren, indem sie die Stellfläche ihrer Standregale so schmal wie möglich gestalten. Sie verlassen sich dabei auf die standardmäßige vertikale Rillenanordnung<sup>13</sup> und eine absolut ebene Basis und gehen fälschlicherweise davon aus, dass die Masse der schweren Waren in den unteren Regalböden als ausreichender Halt dient. Physikalisch gesehen ignoriert dieser idealisierte Ansatz jedoch die Scherkräfte und führt zu einem gefährlich hohen Schwerpunkt<sup>14</sup> , sobald Kunden Produkte aus den unteren, asymmetrischen Regalebenen entnehmen.
Bei einem internen Belastungstest für eine dichte Kosmetik-Rollout-Phaselotete ich die Grenzen eines schlanken Profils aus, um die strengen Vorgaben des Einzelhandels zu erfüllen. Ich umging das übliche Verhältnis von Tiefe zu Höhe von 2:3, da ich davon ausging, dass die doppelwandige B-Wellen-Rückwand die Belastung ohne zusätzliche Stützstrebe aushalten würde. Sobald wir das oberste Regal einsetzten, bog sich das gesamte Regal langsam nach vorn, und ich hörte ein lautes Knacken der verklebten Nähte, kurz bevor das Display umkippte. Ich las sofort die Mikrometerwerte ab und überarbeitete die gesamte Konstruktion. Durch die Berechnung eines spezifischen Reibungskoeffizienten winkelte ich die Rückwand zu einer versteckten trapezförmigen Staffelei an. Diese exakte 15-Grad-Anpassung der Struktur stoppte die Vorwärtsneigung und machte schwere interne Ballastgewichte überflüssig. Dadurch reduzierte sich das Versandvolumen pro Palette um 12 % und die Frachtkosten wurden deutlich gesenkt, während gleichzeitig die strengen Sicherheitsauflagen erfüllt wurden.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Gestaltung einer vollständig vertikalen Rückseite | Integration einer verlängerten, abgewinkelten Staffeleirückwand | Verhindert das Umkippen von kopflastigen Displays |
| auf das Gewicht von Premiumprodukten setzen | Hinzufügen eines falschen Bodens für einen niedrigen Schwerpunkt15 | Gewährleistet Stabilität bei sinkendem Lagerbestand |
| Verhältnis von Tiefe zu Höhe außer Acht lassen | Einhaltung eines strikten räumlichen Verhältnisses von 2:3 | Erfüllt die Standard-Sicherheitsanforderungen des Einzelhandels16 |
Echte Stabilität entsteht durch unsichtbare, strukturelle Geometrie und nicht dadurch, dass man darauf hofft, dass Kunden vorsichtig um das Verkaufsregal herumgehen. Ich teste eine schmale Bodenplatte erst dann, wenn ich sie mit maximalem Warengewicht beladen und physisch verschoben habe.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar eine improvisierte Strukturvorlage verwenden, doch wenn die 32ECT-Verbindungsstücke in einem feuchten Distributionszentrum aufquellen und sich nicht montieren lassen, riskieren Sie eine sofortige Ablehnung durch den Händler, die Ihre gesamte Gewinnspanne zunichtemacht. Über 500 Markenmanager nutzen unsere Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Hören Sie auf, Toleranzen zu schätzen, und lassen Sie mich Ihre Geometrie persönlich mit unserem kostenlosen Stanzformen-Pre-Flight-Audit prüfen, um kritische Schwachstellen vor Produktionsbeginn zu erkennen.
„[PDF] Umsetzung im Einzelhandel: Eine empirische Studie – Wharton Faculty Platform“, https://faculty.wharton.upenn.edu/wp-content/uploads/2012/04/FisherKrishnanNetessine.pdf. Studien zu verkaufsfertigen Verpackungen stützen die Annahme, dass die Warenauffüllung und -präsentation im Geschäft zeitkritisch sind und dass handhabungsfreundliche Verpackungen die Arbeitszeit im Geschäft reduzieren können. Solche Erkenntnisse bestätigen jedoch nicht direkt die Angabe von „15 Minuten“, es sei denn, die zitierte Studie misst diese exakte Aufgabendauer. Rolle der Evidenz: allgemeine Unterstützung; Quellentyp: wissenschaftliche Arbeit. Belege: Im schnelllebigen Einzelhandel fehlt Verkäufern die Zeit, komplizierte Verpackungs- oder Display-Montageprozesse zu interpretieren. Anmerkung: Unterstützt die allgemeine Argumentation bezüglich Zeitdruck und Arbeitseffizienz, beweist aber möglicherweise nicht direkt die genaue 15-Minuten-Grenze. ↩
„Montagegerechtes Design – Wikipedia“, https://en.wikipedia.org/wiki/Design_for_assembly. Die Forschung zu montagegerechtem Design und Ergonomie kann den Mechanismus stützen, dass die Reduzierung von Montageschritten und das Vorfertigen komplexer Faltungen die Montagezeit und das Fehlerrisiko im Allgemeinen verringert. Dies wäre eine kontextbezogene Unterstützung, es sei denn, die Quelle testet speziell vorgeklebte modulare Verkaufstabletts. Belegfunktion: Mechanismus; Quellentyp: Papier. Unterstützt: Die Vereinfachung eines Verkaufsdisplays durch weniger Montagebewegungen kann die Montagezeit erheblich reduzieren. Anmerkung zum Umfang: Unterstützt den allgemeinen Mechanismus der Montagevereinfachung, nicht unbedingt die genaue Zeitersparnis für dieses spezifische Displayformat. ↩
„Empfohlene Verbesserungsprojekte für die ISO-Akkreditierung der …“, https://www.unitload.vt.edu/about-us/media-center/cpuld-news/7-cpuld-news-spring-2020/feature-improvement-projects-for-iso.html. Eine Zeit- und Bewegungsstudie oder eine Studie zu Verpackungsabläufen kann belegen, dass vormontierte oder vorverklebte Displaykomponenten die manuelle Einrichtungszeit im Vergleich zu vollständig flachen, unverklebten Teilen reduzieren. Sofern die Quelle nicht genau diese Tray-Konstruktion misst, sollten die zitierten Daten eher als Kontextinformationen denn als Beweis für die konkrete Angabe von 12 Minuten betrachtet werden. Belegfunktion: Statistik; Quellentyp: wissenschaftliche Arbeit. Belege: Werkseitig vorgefertigte, vorverklebte Modultrays sparen 12 Minuten Montagezeit im Vergleich zum Versand vollständig flacher, unverklebter Teile. Anmerkung zum Anwendungsbereich: Wahrscheinlich kontextbezogen, es sei denn, die Quelle testet dasselbe Modultray-Format direkt und berichtet von einer Reduzierung der Montagezeit um 12 Minuten. ↩
„Zum Einfluss der Delamination auf das Rillen von laminiertem Karton …“, https://pubmed.ncbi.nlm.nih.gov/22431763/. Die Literatur zur Verpackungstechnik über das Rillen von Karton belegt, dass kontrollierte Rillungen die Faltspannungen reduzieren und Risse oder Einreißen beim Falten verhindern. Dies stützt den Mechanismus im Allgemeinen, jedoch nicht unbedingt für jede Kartonsorte oder Stanzmaschinenkonfiguration. Evidenzfunktion: Mechanismus; Quellentyp: Papier. Belege: Das Vorrillen von Karton auf automatisierten Stanzmaschinen verhindert Einreißen beim manuellen Falten. Anmerkung: Die Evidenz stützt den Materialverhaltensmechanismus, das Einreißrisiko hängt jedoch von der Kartonsorte, der Feuchtigkeit, der Faserrichtung, der Rillgeometrie und der Faltmethode ab. ↩
„[PDF] RILL- UND FALZEN – BioResources“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. In der Literatur zu Verpackungs- und Kartonkonstruktionen wird die Biegezugabe als Materiallänge und -abstand beschrieben, die beim Falten eines Bogens erforderlich sind. Dies stützt die Annahme, dass die Materialdicke den Platzbedarf um eine Falte herum beeinflusst. Belegfunktion: Mechanismus; Quellentyp: Bildung. Begründung: Das Falten von Wellpappe oder Karton benötigt Platz, da die Materialdicke die Biegegeometrie und den Abstand beeinflusst. Anmerkung: Die Quelle erläutert möglicherweise das mechanische Prinzip allgemein, anstatt diese spezifische Lager- und Versandverpackung zu testen. ↩
„Ein Leitfaden zu Faltschachtelarten und bewährten Designpraktiken – Color Ink“, https://colorink.com/guide-to-folding-carton-styles-best-design-practices/. Die Designrichtlinien für Stanzkartons und Wellpappenverpackungen behandeln Schlitz- und Laschenabstände als notwendige Toleranzen für die Kartonstärke, das Falten und die Montagepassung. Dies untermauert die Aussage, dass die Schlitzabmessungen die Dicke des gefalteten Materials berücksichtigen müssen. Belegrolle: allgemeine Unterstützung; Quellentyp: Institution. Begründung: Schlitze in Wellpappen- oder Kartonverpackungen sollten so dimensioniert sein, dass sie Spielraum für die Materialstärke und die Faltungen bieten, um die Montagepassung zu verbessern. Anmerkung zum Anwendungsbereich: Diese Richtlinien unterstützen das Designprinzip, quantifizieren aber möglicherweise nicht die exakte Schlitzverbreiterung, die für jede Kartonsorte oder jedes Wellenprofil erforderlich ist. ↩
„Biegesteifigkeit von unsymmetrischer, mehrlagiger Wellpappe“, https://bioresources.cnr.ncsu.edu/resources/bending-stiffness-of-unsymmetrical-multilayered-corrugated-board-influence-of-boundary-conditions/. Fachliteratur zur Verpackungstechnik beschreibt doppelwandige Wellpappenkonstruktionen als steifer und tragfähiger als vergleichbare einwandige Wellpappen. Dies spricht für ihren Einsatz bei zu erwartenden hohen Lagerlasten. Nachweisfunktion: Mechanismus; Quellentyp: Bildung. Begründung: Die Verwendung doppelwandiger Testliner anstelle von dünnem einwandigem Material trägt dazu bei, dass die Kartonböden unter hohen Lagerlasten nicht durchhängen. Anmerkung: Dies unterstützt die allgemeine Materialauswahl; die tatsächliche Durchhangfestigkeit hängt vom Wellenprofil, der Papierqualität, der Luftfeuchtigkeit, der Spannweite und der Lastverteilung ab. ↩
„(PDF) Übersicht zur Biegezugabe – Academia.edu“, https://www.academia.edu/30649237/Bend_Allowance_Overview. Ingenieurwissenschaftliche Quellen zur Biegezugabe erklären, dass beim Falten Material entlang der Biegung verbraucht wird und dass die Berechnung der Biegezugabe dazu dient, die Endmaße nach dem Biegen vorherzusagen. Dies verdeutlicht, warum die Faltkompensation die Geometrie von Kartons und die Stapelausrichtung beeinflussen kann. Belegfunktion: Mechanismus; Quellentyp: Bildung. Begründung: Die Berücksichtigung des Materialverbrauchs beim Falten durch die Berechnung der Biegezugabe trägt dazu bei, die beabsichtigten Maße und die Stapelstabilität zu gewährleisten. Anmerkung: Die meisten Veröffentlichungen zur Biegezugabe stammen aus der Blechverarbeitung oder allgemeinen Fertigungskontexten; sie unterstützen das Maßprinzip, anstatt die vertikale Stapelfestigkeit von Kartonverpackungen direkt nachzuweisen. ↩
„Einfluss von Luftfeuchtigkeit und Temperatur auf die mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Untersuchungen zur hygroexpansion von Papier und Wellpappe zeigen, dass zellulosebasierte Verpackungsmaterialien Feuchtigkeit mit der Umgebungsluft austauschen und ihre Abmessungen bei veränderten Feuchtigkeitsbedingungen verändern können. Nachweisfunktion: Mechanismus; Quellentyp: Papier. Unterstützung: Karton kann während der Lagerung oder des Transports Feuchtigkeit aufnehmen und seine Abmessungen unter variablen Umgebungsbedingungen verändern. Anmerkung: Dies unterstützt den Feuchtigkeitsempfindlichkeitsmechanismus im Allgemeinen; es beweist jedoch nicht den spezifischen Grad der Quellung in jedem Lagertemperaturszenario. ↩
„Einfluss der relativen Luftfeuchtigkeit auf die Druckfestigkeit von …“, https://open.clemson.edu/all_theses/3225/. Untersuchungen zur Leistungsfähigkeit von Wellpappe zeigen, dass ein erhöhter Feuchtigkeitsgehalt oder eine hohe relative Luftfeuchtigkeit die Steifigkeit, die Druckfestigkeit und die Kantenstauchfestigkeit verringern können. Dies liefert eine physikalische Grundlage für Beschädigungen beim Zusammenbau oder Stapeln. Belegfunktion: Mechanismus; Quellentyp: Papier. Schlussfolgerung: Feuchtigkeitsaufnahme kann Wellpappe so weit schwächen, dass das Risiko von Kantenstauchungen und fehlerhafter Ausrichtung steigt. Anmerkung: Die Ergebnisse belegen den allgemeinen Festigkeitsverlust unter feuchten Bedingungen und stellen keine direkte Feldmessung von schiefen Verkaufsdisplays dar. ↩
„Vollflächige Charakterisierung der hygroexpansion von einzelnen Nadelhölzern und …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8997710/. Untersuchungen zur hygroexpansion von Papier und Karton zeigen, dass zellulosebasierte Plattenwerkstoffe Feuchtigkeit aufnehmen und Dimensionsänderungen erfahren, wenn die relative Luftfeuchtigkeit schwankt. Dies unterstreicht die Notwendigkeit von Spielräumen in Kartonverbindungen, die feuchten Bedingungen ausgesetzt sind. Belegfunktion: Mechanismus; Quellentyp: Papier. Unterstützung: Ein Feuchtigkeitspuffer kann das Risiko des Verklemmens von Kartonlaschen bei Änderungen der Umgebungsfeuchtigkeit verringern. Anmerkung zum Anwendungsbereich: Die Quelle stützt den Mechanismus der hygroexpansion im Allgemeinen, bestätigt aber möglicherweise nicht den spezifischen Spielraum von 1 mm für diese spezielle Displaykonstruktion. ↩
„Leitfaden zur Verwendung von recycelten Kunststoffen in Lebensmittelverpackungen – FDA“, https://www.fda.gov/regulatory-information/search-fda-guidance-documents/guidance-industry-use-recycled-plastics-food-packaging-chemistry-considerations. Recycling-Leitfäden von öffentlichen oder institutionellen Stellen weisen häufig darauf hin, dass Verpackungen aus verschiedenen Materialien und nicht-papierbasierte Anbauteile das Papierrecycling erschweren können, während Verpackungen aus einem einzigen Material, basierend auf Papier, im Allgemeinen besser mit den Papierrecyclingströmen kompatibel sind. Belegrolle: allgemeine Unterstützung; Quellentyp: Regierung. Unterstützung: Der Austausch sichtbarer Kunststoffclips durch Papierverschlüsse kann die Kompatibilität mit der Papierrückgabe am Straßenrand verbessern. Anmerkung zum Anwendungsbereich: Solche Leitlinien würden die Recyclingfähigkeit im Allgemeinen belegen, aber ästhetische Verbesserungen sind eine gestalterische Beurteilung, die möglicherweise nicht direkt durch Recyclingquellen belegt wird. ↩
„Biegesteifigkeit von unsymmetrischer, mehrlagiger Wellpappe“, https://bioresources.cnr.ncsu.edu/resources/bending-stiffness-of-unsymmetrical-multilayered-corrugated-board-influence-of-boundary-conditions/. Studien zur Mechanik von Wellpappe zeigen, dass Festigkeit und Steifigkeit richtungsabhängig sind, wobei die Wellenausrichtung das Druck-, Biege- und Scherverhalten beeinflusst. Dies spricht dafür, die vertikale Wellenausrichtung als Designvariable und nicht als universelle Stabilitätslösung zu betrachten. Belegfunktion: Mechanismus; Quellentyp: Artikel. Schlussfolgerung: Eine standardmäßige vertikale Wellenausrichtung allein reicht möglicherweise nicht aus, um freistehende Wellpappendisplays unter komplexen Belastungen im Einzelhandel zu gewährleisten. Anmerkung: Die Quelle stützt das allgemeine materialmechanische Prinzip, nicht aber die Leistung des im Artikel beschriebenen spezifischen Verkaufsdisplays. ↩
„Schwerpunkt – Wikipedia“, https://en.wikipedia.org/wiki/Center_of_mass. Die klassische Stabilitätsanalyse starrer Körper zeigt, dass ein Objekt kippt, wenn die vertikale Projektion seines Schwerpunkts außerhalb seiner Auflagefläche liegt. Dies erklärt, warum Lastenentnahme oder -umverteilung das Kipprisiko bei hohen, schmalen Konstruktionen erhöhen kann. Belegfunktion: Mechanismus; Quellentyp: Bildung. Beispiel: Das Entfernen von Produkten aus den unteren Regalen eines hohen, schmalen Bodenregals kann den effektiven Schwerpunkt anheben oder verlagern und somit das Kipprisiko erhöhen. Anmerkung: Diese Quelle legt zwar das grundlegende Stabilitätsprinzip dar, kann aber ohne Kenntnis der Abmessungen, der Massenverteilung und der Reibungsbedingungen des Regals die genaue Kippschwelle nicht quantifizieren. ↩
„Schwerpunkt | Physik Van – Universität Illinois“, https://van.physics.illinois.edu/ask/listing/74. Eine universitäre Physikquelle erklärt, dass ein Objekt kippt, wenn die vertikale Linie durch seinen Schwerpunkt außerhalb seiner Auflagefläche verläuft. Dies untermauert die Begründung für die Absenkung des Schwerpunkts eines Displays zur Verbesserung der Stabilität. Die Quelle testet jedoch nicht direkt diese spezifische Konstruktion eines Verkaufsdisplays. Belegfunktion: Mechanismus; Quellentyp: Bildung. Unterstützung: Das Hinzufügen eines Zwischenbodens zur Erzeugung eines niedrigen Schwerpunkts trägt zur Aufrechterhaltung der Stabilität des Displays bei, während sich der Warenbestand verringert. Anmerkung zum Anwendungsbereich: Unterstützt den zugrunde liegenden Stabilitätsmechanismus, nicht die Leistung der spezifischen Konstruktion des Zwischenbodens. ↩
„[PDF] Informationspaket für Mitarbeiter zum Thema Umkippen von Möbeln“, https://www.cpsc.gov/s3fs-public/Staff%20Briefing%20Package%20on%20Furniture%20Tipover%20-%20September%2030%202016_0.pdf. Eine institutionelle Richtlinie oder ein Konsensstandard für die Sicherheit von Warenauslagen im Einzelhandel, der Stabilitätsprüfungen und Maßnahmen zur Verhinderung des Umkippens beschreibt, würde die Behauptung stützen, dass Einzelhändler Sicherheitsanforderungen in Bezug auf die Proportionen und die Stabilität der Auslagen festlegen. Sofern kein explizites Verhältnis von 2:3 angegeben wird, würde dieses Verhältnis eher kontextualisiert als als Standardanforderung bewiesen. Rolle des Belegs: allgemeine Unterstützung; Quellentyp: Institution. Belegt: Die Einhaltung eines strikten räumlichen Verhältnisses von 2:3 erfüllt die Standard-Sicherheitsanforderungen des Einzelhandels. Anmerkung zum Anwendungsbereich: Kann die Existenz von Stabilitätsanforderungen unterstützen, ohne zu bestätigen, dass ein striktes Verhältnis von Tiefe zu Höhe von 2:3 allgemein erforderlich ist. ↩



