
Bei der Gestaltung einer Point-of-Purchase-Einheit muss ein Gleichgewicht zwischen strikter Einhaltung der Vorschriften des Einzelhändlers, der Verbraucherpsychologie und den physikalischen Gegebenheiten der Lieferkette gefunden werden.
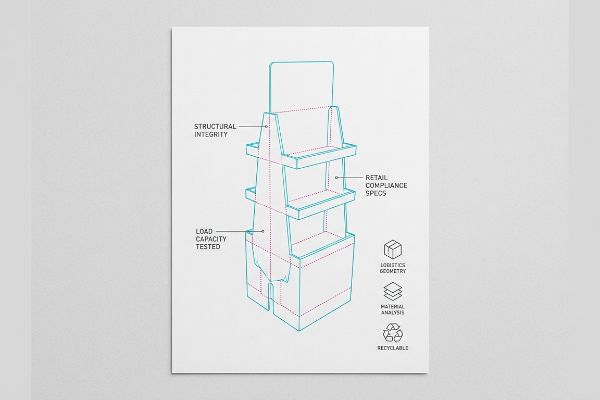
Die Gestaltung eines POS-Displays erfordert die Integration von Stabilität, visueller Warenpräsentation und strikter Einhaltung der Vorgaben des Einzelhandels. Der Prozess umfasst die Bewertung von Verpackungsmaterialien, die Analyse der Logistikgeometrie und die Prüfung der dynamischen Belastbarkeit, um sicherzustellen, dass das Display den Transport unbeschadet übersteht und Impulskäufe im Verkaufsraum effektiv fördert.
Viele Markengründer betrachten diese Strukturen lediglich als gefaltete Pappe, doch der Markteintritt in Nordamerika erfordert präzise Planung. Schauen wir uns die Mechanismen eines erfolgreichen Rollouts genauer an.
Welche Schlüsselfaktoren sind beim Design zu berücksichtigen?
Ihre anfänglichen baulichen Entscheidungen bestimmen, ob Ihr Warenträger den Verkaufsraum erreicht oder an der Warenannahme abgelehnt wird.
Zu den Schlüsselfaktoren zählen die strikte Einhaltung der räumlichen Vorgaben, die dynamische Tragfähigkeit und die spezifischen Richtlinien der Einzelhändler. Die Bewertung dieser physikalischen Elemente gewährleistet, dass die geplante Einheit den logistischen Anforderungen exakt entspricht, Reibungsverluste in der Lieferkette vermeidet und sowohl die strengen Stapelbeschränkungen im Lager als auch die vorgeschriebenen Gangabmessungen im Geschäft problemlos erfüllt.

Es ist verlockend, eine universelle Struktur zu entwerfen, um Kosten zu sparen, aber diese Annahme kollidiert schnell mit der Realität des Einzelhandels.
Umgang mit räumlichen Beschränkungen und Einzelhandelsstrukturen
Selbst erfahrene Einkaufsteams versuchen oft, ein massives Verkaufsdisplay um 50 % zu verkleinern , um eine Kassentheke zu erstellen. Sie gehen davon aus, dass die Verkleinerung der Stanzform mathematisch die strukturelle Integrität¹ und die ästhetischen Proportionen erhält. Dieser allgemeine Ansatz behandelt Verkaufsflächen als austauschbare Umgebungen.
Diese Falle begegnet mir ständig bei der Prüfung eingehender CAD-Dateien (Computer-Aided Design) für großflächige Rollouts. Man kann Bodeneinheiten nicht einfach verkleinern, da diese an die GMA-Palettenbeschränkung von 121,9 × 101,6 cm (48 × 40 Zoll)für die Schwerlastlogistik gebunden sind. Thekeneinheiten hingegen müssen die ADA-Vorgaben für die Reichweite von 38,1–121,9 cm (15–48 Zoll) einhaltenderunter ungleichmäßigen Gegengewichten einknickt. Durch die dauerhafte Trennung der Konstruktionsprozesse für Boden- und Thekenbereiche eliminiere ich die Reibungsverluste, die die Co-Packing-Linien um schätzungsweise 30 % verlangsamen, und stelle sicher, dass der Filialleiter die Einheit sofort abnimmt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Skalierung von Bodeneinheiten auf Thekengröße | Trennung der ADA- und GMA-Pipelines4 | Verhindert Ablehnung durch Einzelhändler |
| Die Reichweitenbegrenzungen nach vorne werden ignoriert | Engineering innerhalb eines 15-48"-Fensters5 | Gewährleistet die Zugänglichkeit für Käufer |
| Über die Holzpalette hinausragend | Durchsetzung der CAD-Regel Null-Überhang6 | Verhindert das Verbiegen beim Transport |
Ich lehne es ab, eine Hybridlösung zu entwickeln, die gegen strenge Regalvorschriften verstößt. Durch die Festlegung spezifischer Abmessungen für jede einzelne Zone schütze ich Ihre Kampagne vor kostspieligen Rückbuchungen und gewährleiste eine reibungslose Umsetzung im Geschäft.
🛠️ Harveys Schreibtisch: Sind Ihre aktuellen Bodenmaße gefährlich nahe an der Einhaltung der Gangvorgaben? 👉 Fordern Sie eine Raumanalyse an ↗ — Direkter Kontakt zu mir. Kein automatisierter Werbe-Spam, versprochen.
Was sind die häufigsten Fehler bei POS-Displays?
Die Vernachlässigung mechanischer Toleranzen während der Gestaltungsphase ist der schnellste Weg, einen Massenproduktionsplan zum Scheitern zu bringen.
Zu den häufigsten Fehlern zählen unzureichende Schnitttoleranzen, mangelhafte Feuchtigkeitskompensation und die Verwendung minderwertiger Materialien. Durch deren frühzeitige Behebung lassen sich offene Kanten vermeiden, strukturelle Verformungen während des Seetransports verhindern und die starke Reibung in der Montage, die häufig zum Stillstand automatisierter Hochgeschwindigkeits-Co-Packing-Linien bei der Endabwicklung führt, vollständig eliminieren.
Grafikdesigner sind darauf trainiert, Dinge auf einem Bildschirm schön aussehen zu lassen, aber digitale Pixel verhalten sich nicht wie physisches Papier.
Die Litho-Laminierungs-Blutungsfalle
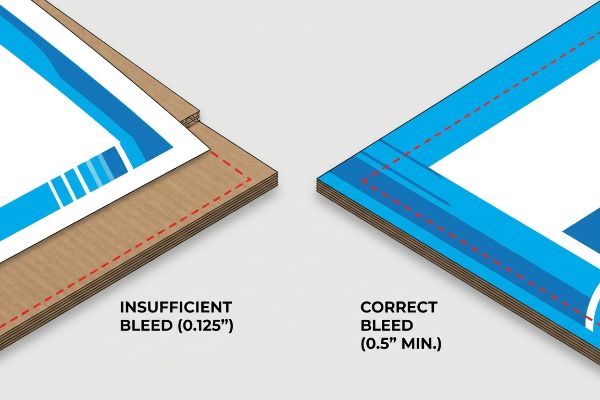
Die meisten Designagenturen verwenden für ihre Verpackungsdateien einen standardmäßigen Beschnittzugabe von 3,17 mm (0,125 Zoll)⁷ . Sie gehen davon aus, dass der großformatige Wellpappendruck die gleichen engen Toleranzen aufweist wie einfache Visitenkarten oder Faltschachteln. Dieser theoretische Ansatz ignoriert jedoch die Belastungen, die beim automatisierten Aufbringen von Karton entstehen.
Ich überprüfe immer zuerst die Stanzkantenränder, da beim Litho-Laminieren bedruckte Deckblätter mit hoher Geschwindigkeit auf dickes Wellpappen-Testpapier geklebt werden. Dieser Nassklebeprozess mit PVA (Polyvinylacetat) führt zwangsläufig zu einer größeren mechanischen Verschiebung<sup>8</sup>. Wenn Designer einen standardmäßigen schmalen Beschnittzugabe verwenden, beobachte ich, wie die Stanzmaschine durch den Karton schneidet und unschöne Streifen rohen, braunen Kartons direkt an der vorderen Faltkante freilegt. Ich achte daher strikt auf eine Mindestbeschnittzugabe von 12,7 mm (0,5 Zoll)<sup>9 über die physische Schnittlinie hinaus. Dadurch wird sichergestellt, dass sich das Druckmotiv vollständig um jede freiliegende Faltkante legt und das Risiko eines optischen Fehlers, der zur Ablehnung durch den Händler führen könnte, vollständig beseitigt wird.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung eines 0,125" Standard-Beschnitts | Einhaltung einer Mindestbeschnittmenge von 0,5 Zoll10 | Entfernt braune, unschöne Ränder |
| Vertrauen in die digitale Ausrichtung | Berücksichtigung der Verschiebung des physischen Klebstoffs11 | Bewahrt die hochwertige Markenästhetik |
| Papierdehnung ignorieren | Vorkompensation der Plattendicke12 | Erzeugt nahtlose Faltecken |
Ich lehne eingehende Druckvorstufendateien ab, die diesen Anschnittgrenzwert überschreiten, weil es fünf Minuten dauert, dies auf meinen Monitoren zu erkennen, aber die Korrektur eines zu kurzen Produktionslaufs Ihr gesamtes Marketingbudget vernichtet.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob Ihre Agentur die korrekte mechanische Verschiebung für Ihr Deckblatt berücksichtigt hat? 👉 Lassen Sie Ihre Anschnittränder prüfen ↗ — Sicher herunterladen. Bei Fragen können Sie mich später gerne kontaktieren.
Was sind die wichtigsten Merkmale eines guten Displays?
Eine leistungsstarke Filiale muss ein Gleichgewicht zwischen struktureller Stabilität und aggressiven visuellen Merchandising-Strategien finden, die die Laufkundschaft anlocken.
Die wichtigsten Merkmale sind hohe Produktsichtbarkeit, asymmetrische Anordnung der Produkte und dynamische visuelle Akzente. Durch die Integration dieser präzisen Elemente wird die Aufmerksamkeit der Kunden schon von Weitem auf sich gezogen, während gleichzeitig ausreichend Platz geschaffen wird, um ein Einreißen der Kartonverpackungen bei intensivem Auffüllen der Regale durch das Verkaufspersonal dauerhaft zu verhindern.

Eine Box zu konstruieren, die lediglich Gewicht tragen kann, ist das absolute Minimum; die wahre Herausforderung besteht darin, eine Struktur zu entwickeln, die das Produkt aktiv verkauft.
Die Beherrschung des Kontinuums räumlicher Interaktion
Markenmarketingteams gestalten ihre Warenpräsentationen oft ausschließlich für die Nahansicht auf hintergrundbeleuchteten Computermonitoren. Sie füllen jeden verfügbaren Quadratzentimeter mit dichtem Text und symmetrischen Produktgittern, in der Hoffnung, die Informationsaufnahme des Konsumenten zu maximieren. Diese Strategie ignoriert jedoch völlig die Realität, wie eilige Kunden sich in grell beleuchteten , fluoreszierenden Ladenregalen bewegen .
Betrachten Sie Ihr Display wie eine Werbetafel an der Autobahn: Wenn die Informationen bei 105 km/h nicht lesbar sind, sind die Details nutzlos. Ich rate Marken stets, die 3-3-3-Regel für effektives Retail Engagement<sup>14</sup>. Diese Regel besagt, dass die Struktur Aufmerksamkeit aus neun Metern Entfernung erregen, Interesse aus einem Meter Entfernung wecken und aus nächster Nähe zum Kauf anregen sollte. Wenn eine Marke versucht, sieben Absätze winzigen Textes auf einer Überschrift zu platzieren, sehe ich oft, wie eilige Konsumenten daran vorbeigehen, überwältigt von der visuellen Reizüberflutung. Ich entwickle daher auffällige Stanzformen und schreibe eine nach vorne gerichtete Haltekante für 85 % Sichtbarkeit<sup>15</sup>. So wird der psychologische Auslöser des Konsumenten innerhalb eines dreisekündigen Interaktionsfensters erfasst und die Conversion-Rate der Kampagne deutlich verbessert.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Drucken dichter Textblöcke | Verwendung massiver, ausgestanzter Brennpunkte | Zieht aus 30 Fuß Entfernung die Blicke auf sich16 |
| Verwendung perfekt symmetrischer Gitter | Implementierung asymmetrischer Trennwände | Erzeugt visuelle Spannung beim Käufer |
| Gegenstände hinter hohen Lippen verstecken | Die Lippe wird so zugeschnitten, dass 85 % der Sichtlinie frei bleibt17 | Sichert taktile Impulsumwandlungen |
Ich verzichte auf zusätzliche Marketingtexte, da kognitive Überlastung Impulskäufe verhindert. Indem ich einen zentralen Blickfang schaffe, lenke ich die Aufmerksamkeit des Betrachters gezielt auf den Punkt, an dem sie benötigt wird.
🛠️ Harveys Schreibtisch: Verursacht Ihr aktuelles Layout im Regal einen visuellen Stau? 👉 Jetzt Layout-Check anfordern ↗ — Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Welche 5 Schritte sind beim Erstellen eines Displays erforderlich?
Der Weg von einer Konzeptskizze zu einer vollständig beladenen Verkaufspalette erfordert die Berücksichtigung komplexer physikalischer Gesetze.
Die fünf Schritte umfassen die konzeptionelle Layoutplanung, die präzise Berechnung der Messgenauigkeit, die Farbkalibrierung in der Druckvorstufe, die Strukturprüfung und die Endmontage. Durch die Einhaltung dieser strengen Arbeitsabfolge wird die Diskrepanz zwischen digitaler Grafik und den physikalischen Gegebenheiten der Lieferkette mathematisch überbrückt und ein katastrophales Materialversagen dauerhaft verhindert.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb gehen und sich die Papierfasern dehnen.
Warum Standard-Stanzformen in der Fertigungshalle versagen
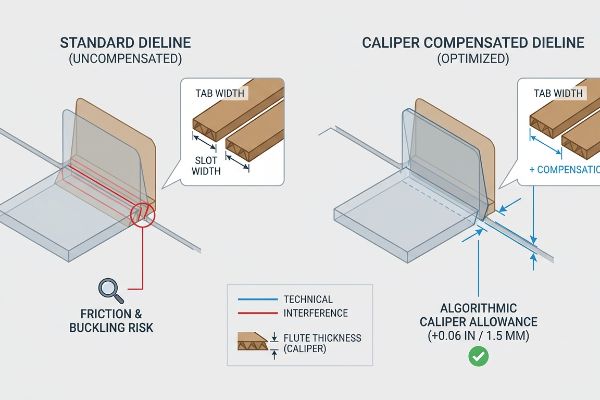
Eine häufige, aber gefährliche Annahme im Konstruktionsprozess ist die Behandlung digitaler Linien als unendlich dünne Elemente<sup>18</sup>. Freiberufliche Designer erstellen in ihrer Grafiksoftware oft ineinandergreifende Laschen und Klappschlitze mit exakt der gleichen Breite wie das Gegenstück. Sie gehen davon aus, dass sich die fertige Baugruppe mühelos zusammenfügen lässt, wenn Lasche A perfekt in Schlitz B auf dem Monitor passt.
In meinem Betrieb beobachte ich regelmäßig, wie diese theoretische Annahme zu massiven Engpässen in der Lieferkette führt, sobald das physische Substrat zum Einsatz kommt. Beim Falten von dickem E-Wellen-Material um 90 Grad werden aufgrund des äußeren Biegeradius etwa 1,5 mm Material verbraucht . Wenn ich den Aufnahmeschlitz in der Stanzform nicht entsprechend vergrößere, muss das Team beim Verpacken die Laschen mit Gewalt zusammenpressen, und ich höre das widerliche Knirschen der inneren Wellen, die unter dem Druck dauerhaft zusammenfallen. Ich konstruiere diese Schlitze mithilfe parametrischer Biegezugaben mathematisch neu, wodurch die vorgefüllten Einheiten reibungslos montiert werden können. Dies reduziert die Montagezeit um fast 45 Sekunden pro Einheit und spart Tausende an manuellen Arbeitskosten.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Zeichenlaschen 1:1 mit Schlitzen | Hinzufügen einer algorithmischen Bremssattelkompensation20 | Garantiert reibungsloses Co-Packing |
| Den Faltradius ignorieren | Verbreiterte Schlitze für Papierdehnung | Verhindert das Zerdrücken der inneren Rillen21 |
| Verwendung webbasierter Rasterwerkzeuge | Konstruktion mittels strenger CAD-Vektoren | Hält eine Tragfähigkeit von 2.500 Pfund aufrecht22 |
Ich weigere mich, eine Datei ohne Überprüfung der Biegezugabe an die Schneidetische zu geben. Die Berechnung der tatsächlichen Dicke vor der Produktion ist die einzige Möglichkeit, zu verhindern, dass Ihr Lohnverpacker die Charge vernichtet.
🛠️ Harveys Schreibtisch: Wissen Sie, ob die Breite Ihrer aktuellen Stanzliniennuten dem genauen Wellendurchmesser der Platine entspricht? 👉 Senden Sie mir Ihre Stanzliniendatei ↗ – ich überprüfe die Berechnungen, bevor Sie unnötig Budget für die Massenproduktion verschwenden.
Abschluss
Sie können einen Lieferanten allein nach dem Stückpreis auswählen, doch wenn eine unkompensierte Faltung die inneren Wellen beschädigt und Ihre Lohnverpackungslinie um schätzungsweise 30 % verlangsamt, frisst die anfängliche Ersparnis die Gewinnspanne Ihres Projekts vollständig auf. Dies ist das exakte Datenblatt, das meine zehn wichtigsten Einzelhandelskunden verwenden, um Druckfehler zu vermeiden. Hören Sie auf, Maßtoleranzen zu schätzen, und lassen Sie mich Ihre Strukturmechanik persönlich mit meinem kostenlosen Stanzform-Audit ↗ , um kritische Schwachstellen vor Beginn der Massenproduktion zu erkennen.
„Strukturelle Gestaltung von Displays für den interaktiven Einzelhandel …“, https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. Eine maßgebliche Quelle im Bereich Verpackungstechnik erklärt, dass die Skalierung von Abmessungen ohne Anpassung der Materialstärke (Caliper) die Tragfähigkeit und Faltfestigkeit verändert. Nachweisfunktion: Technische Validierung; Quellentyp: Ingenieurhandbuch. Beleg: Das Versagen der mathematischen Skalierung hinsichtlich der Aufrechterhaltung der strukturellen Integrität. Anwendungsbereich: Speziell für Displays aus Wellpappe. ↩
„48×40 GMA-Paletten | Größter Palettenhersteller & -lieferant“, https://www.palletone.com/products/gma-pallets/. Überprüfung der Standardpalettenabmessungen der Grocery Manufacturers Association (GMA), die in der nordamerikanischen Logistik verwendet werden. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Die Anforderung, dass Bodeneinheiten mit den Palettengrößen übereinstimmen. Anwendungsbereich: Standard für die nordamerikanische Logistik. ↩
„Kapitel 3: Bedienbare Teile – Access-Board.gov“, https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Validierung der Richtlinien des Americans with Disabilities Act (ADA) hinsichtlich des zulässigen Höhenbereichs für die Vorwärtsreichweite. Nachweisfunktion: rechtliche Anforderung; Quellentyp: staatliche Verordnung. Unterstützt: die Konstruktionsvorgaben für Thekeneinheiten. Anwendungsbereich: Spezifisch für die ADA-Zugänglichkeitsstandards. ↩
„ADA-Standards für barrierefreies Design“, https://www.ada.gov/law-and-regs/design-standards/. Die branchenspezifischen Dokumentationen zur Einhaltung des Americans with Disabilities Act (ADA) und der Grocery Manufacturers Association (GMA) erläutern die Notwendigkeit separater Designprozesse, um den unterschiedlichen regulatorischen und räumlichen Anforderungen gerecht zu werden. Nachweisfunktion: Einhaltung gesetzlicher Bestimmungen; Quellentyp: Branchenstandard. Unterstützt: Trennung des Design-Workflows. Anwendungsbereich: Spezifisch für nordamerikanische Einzelhandelsstandards. ↩
„ADA-Standards für barrierefreies Design, Titel III, Verordnung 28 CFR …“, https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Eine maßgebliche Quelle für Ergonomie im Einzelhandel oder ADA-Richtlinien zur Barrierefreiheit würde die spezifischen Reichweitenmaße bestätigen, die für die Zugänglichkeit für Kunden erforderlich sind. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Metriken zur Vorwärtsreichweite. Anwendungsbereich: Speziell für die Zugänglichkeit von Verkaufsdisplays. ↩
„Vorhersagemodellierung des Einflusses von Palettenüberstand auf die Kartonkompression …“, https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. Ingenieur- und Logistikhandbücher bestätigen, dass die Vermeidung von Produktüberstand auf Paletten das Risiko von strukturellem Knicken während des Transports verringert. Nachweisfunktion: Ingenieurprinzip; Quellentyp: Logistikhandbuch. Unterstützt: Einfluss von Null-Überstand auf die Transportstabilität. Anwendungsbereich: Gilt für palettierte Fracht. ↩
„Anschnittdruck 101: Was er ist und wie er verwendet wird – Binders, Inc.“, https://www.bindersinc.com/resources/what-is-bleed-printing. Überprüfung des Branchenstandards für Anschnittränder im kommerziellen Druckwesen, insbesondere im Grafikdesign und bei Verpackungen. Nachweisfunktion: Faktenvalidierung; Quellentyp: Handbuch der Druckindustrie. Unterstützung: Festlegung der von Behörden verwendeten Basismessung. Hinweis: Der Standardanschnitt kann je nach den spezifischen Anforderungen der Druckerei variieren. ↩
„Auswirkungen von Feuchtigkeit im Laminierprozess – AICC Now“, https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. Technische Dokumentation darüber, wie Feuchtigkeit aus PVA-Klebstoffen Dimensionsinstabilität und Verschiebungen in bedrucktem Karton während der Laminierung verursacht. Belegfunktion: Kausale Erklärung; Quellentyp: Technisches Handbuch. Begründung: Der Grund für erhöhte Anforderungen an den Anschnitt. Anmerkung zum Umfang: Fokus auf die Wechselwirkung zwischen Feuchtigkeit und Substrat. ↩
„Lithografische Laminierung – Packlane“, https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqfbWKlpoP4a_gOHLqdN-G8eUA9oPFGsUpf-b1XMGCdX3RGWFG0. Branchenspezifische Verpackungsspezifikationen bestätigen empfohlene Beschnittzugaben, um freiliegende Schnittkanten bei der Litholaminierung zu vermeiden. Nachweisfunktion: Technische Validierung; Quellentyp: Branchenstandard. Unterstützt: Die spezifische Messung für Beschnittzugaben. Anwendungsbereich: Gilt speziell für die Hochgeschwindigkeits-Wellpappenproduktion. ↩
„Robust und attraktiv: Litholaminierte Wellpappkartons“, https://rockvalleypackaging.com/corrugated-boxes-litho-laminated-durable-and-eye-catching/. Technische Standards für die Anschnittsanforderungen bei der Litholaminierung, um das Durchscheinen der rohen Wellpappkanten zu verhindern. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch der Druckindustrie. Unterstützung: Empfehlung für einen Anschnitt von 12,7 mm (0,5 Zoll). Hinweis: Kann je nach Kartonqualität variieren. ↩
„Steigerung der Markenpräsenz durch individuelle POS-Displays“, https://www.bcipkg.com/elevating-brand-visibility-with-custom-pop-displays/. Technische Dokumentation zu Materialverschiebungen und Toleranzabweichungen beim Verkleben großformatiger Displays. Nachweisfunktion: Fertigungstoleranz; Quellentyp: Leitfaden für Verpackungstechnik. Unterstützt: die Notwendigkeit von Ausrichtungspuffern in der Druckvorlage. Anwendungsbereich: Speziell für die Serienfertigung. ↩
„Der ultimative Leitfaden für Wellpappkartons – Shorr Packaging“, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Technische Richtlinien zur Berechnung der Biegezugabe und Materialstärke für nahtlose Faltungen in Wellpappdisplays. Nachweisfunktion: Strukturspezifikation; Quellentyp: Lehrbuch für Verpackungsdesign. Begründet: Berücksichtigung der Papierdehnung und Kartonstärke. Anwendungsbereich: Gilt primär für dickwandige Wellpappe. ↩
„Lichteffekte im Einzelhandel | TCP Lighting Experts“, https://www.tcpi.com/how-lights-impacts-psychology-mood-in-retail/. Kurze Erläuterung, wie Blickverfolgungs- und umweltpsychologische Studien das Kaufverhalten und die Sichtbarkeitsbeschränkungen in reizreichen Verkaufsregalen bestätigen. Evidenzfunktion: Validierung; Quellentyp: wissenschaftliche Studie. Beleg: die Diskrepanz zwischen digitalem Design und der Realität im physischen Einzelhandel. Fokus: speziell im Hinblick auf FMCG-Umgebungen (Fast Moving Consumer Goods). ↩
„Die Bedeutung der 3er-Regel für Ihre individuellen Ladendisplays“, https://mcintyredisplays.com/blog/custom-store-displays/. Ein maßgeblicher Leitfaden zu Gestaltungsprinzipien im Einzelhandel würde die 3-3-3-Distanzheuristik für die Kundenbindung bestätigen. Nachweisfunktion: Validierung; Quellentyp: Branchenhandbuch. Unterstützt: Standards für räumliche Kundenbindung. Anwendungsbereich: Allgemeine Heuristik für Verkaufsdisplays. ↩
„AG 1091A: Warenauslagen im Eingangsbereich“, https://www.seattle.gov/transportation/permits-and-services/permits/applicant-guides/ag-1091a. Technische Normen für Verkaufsdisplays bestätigen den durch eine vordere Haltekante erzielten Sichtbarkeitsgrad. Nachweisfunktion: Technische Überprüfung; Quellentyp: Herstellerleitfaden. Unterstützt: Wirksamkeit der Konstruktion. Anwendungsbereich: Speziell für Einzelhandelsverpackungen aus Karton. ↩
„Visuelle Verkaufsförderungsmaßnahmen im großflächigen Einzelhandel“, https://thelookcompany.com/blog/visual-engagement-tactics-that-drive-sales-for-big-box-retail/. Fundierte Forschung zu visuellen Verkaufsflächen und dem optimalen Abstand, um Kunden anzusprechen. Nachweisfunktion: quantitative Validierung; Quellentyp: Studie zum Einzelhandelsdesign. Belege: die Wirksamkeit großflächiger, gestanzter Verkaufsflächen. Hinweis: Die Abstände können je nach Deckenhöhe und Beleuchtung im Geschäft variieren. ↩
„Wie hoch ist die durchschnittliche Regalhöhe im Einzelhandel? – PopDisplay“, https://popdisplay.me/what-is-the-average-retail-shelf-height/. Technische Branchenspezifikationen zur Regalhöhe und deren direktem Zusammenhang mit der Sichtbarkeit von Produkten. Belegfunktion: Technische Spezifikation; Quellentyp: Handbuch für den Einzelhandel. Unterstützt die Aussage, dass eine Sichtbarkeit von 85 % Impulskäufe durch Berührung optimiert. Anwendungsbereich: Gilt für Standard-Verkaufsdisplays. ↩
„Top-Tipps für die Konstruktion von Nut- und Federverbindungen bei der Blechmontage“, https://www.youtube.com/watch?v=DHcrX_ZnByA. Anerkannte Richtlinien der Verpackungstechnik erläutern die Notwendigkeit, Materialstärke und Faltzugaben zu berücksichtigen, um strukturelle Ausfälle während der Montage zu vermeiden. Nachweisfunktion: Technische Validierung; Quellentyp: Branchenstandardhandbuch. Unterstützung: Die Einhaltung von Toleranzen bei der physischen Montage. Anmerkung: Die spezifischen Toleranzen variieren je nach Materialdichte und Blechgüte. ↩
„Analytische Bestimmung der Biegesteifigkeit eines fünflagigen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Überprüfung des spezifischen Materialdickenverbrauchs (Biegezugabe) für E-Welle-Wellpappe bei einer 90°-Faltung. Nachweisfunktion: Technischer Nachweis; Quellentyp: Handbuch für Verpackungstechnik. Begründung: Die Notwendigkeit der Dickenkompensation bei der Stanzformgestaltung. Anmerkung: Die Werte können je nach Kartonsorte leicht variieren. ↩
„Einfluss analoger und digitaler Rilllinien auf die Mechanik … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Erläuterung, wie die Anpassung der Laschen- und Schlitzabmessungen anhand der Materialstärke (Messschieber) eine optimale Passform gewährleistet. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Die Abkehr von der 1:1-Zeichnung. Anwendungsbereich: Gilt speziell für Wellpappenmaterialien. ↩
„[PDF] Spezifikationen für Wellpappe – Nationalarchiv“, https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Technische Erläuterung, wie die Dehnung des Papiers beim Falten die Kompression und das Versagen der Wellpappen verhindert. Belegfunktion: Mechanik; Quellentyp: Materialwissenschaftlicher Standard. Unterstützt: die Anforderung, die Schlitze entsprechend dem Faltradius zu erweitern. Anwendungsbereich: beschränkt auf Wellpappenrohlinge. ↩
„Club Store Displays: Endkappen, Paletten & mehr für Schüttgut“, https://www.qpack.com/retail-displays/pallet/club-store. Überprüfung der durch präzise CAD-Vektorkonstruktion erreichbaren Tragfähigkeitsgrenzen für Palettendisplays im Einzelhandel. Nachweisfunktion: Leistungskennzahl; Quellentyp: Statikerbericht. Belegt: die Aussage, dass vektorbasierte Konstruktion für hohe Tragfähigkeiten notwendig ist. Anwendungsbereich: Speziell für hochbelastbare Palettendisplays. ↩



