Das Schneiden von Wellpappe erfordert weit mehr als nur scharfe Klingen. Der Prozess verlangt ein präzise abgestimmtes System aus speziell entwickelten Werkzeugen, um die Integrität Ihrer Marke umfassend zu schützen.
Zu den Stanzwerkzeugen gehören Schneid-, Rill- und Perforierwerkzeuge, die zur Formgebung von Wellpappendisplays eingesetzt werden. Diese mechanischen Werkzeuge bestimmen die Stabilität und Faltgenauigkeit. Die Wahl der richtigen Konfiguration verhindert Materialrisse und gewährleistet, dass Ihre Verpackungen auch in komplexen Produktionslinien und stark frequentierten Einzelhandelsumgebungen weltweit problemlos bestehen.

Bevor Sie Ihre nächste Einzelhandelskampagne abschließen, möchte ich Ihnen genau zeigen, wie diese unsichtbaren Tools Ihren operativen Erfolg bestimmen.
Wie viele verschiedene Matrizen gibt es?
Wer seine Werkzeugoptionen kennt, entscheidet darüber, ob die Auslage makellos aussieht oder ob auf dem Packboden nur noch ein Haufen verschwendeter Kartons herumliegt.
Für Verpackungen werden verschiedene Stanzformen verwendet, die sich hauptsächlich in Durchschnitte, Teilfalze und Perforationen unterteilen lassen. Automatisierte Maschinen benötigen spezielle Werkzeugbefehle, um zwischen dem Schneiden von Rohkarton und dem sanften Biegen zu unterscheiden. Die korrekte Anwendung dieser Spezialformen gewährleistet einen nahtlosen Übergang von flachen Bogen zu funktionalen Marketingmaterialien.
Die schiere Anzahl der verfügbaren Schneidwerkzeuge nützt nichts, wenn Ihre Konstruktionsdateien die falsche Sprache sprechen.
Die versteckte CNC-Falle bei Werkzeuganwendungen
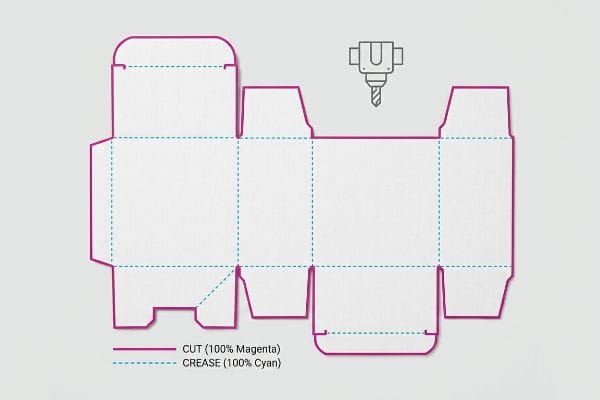
Die meisten Markenteams gehen davon aus, dass das einfache Zeichnen einer schwarzen Kontur in einer Illustrator-Datei ausreicht, um der Fabrik die Schnittlinien mitzuteilen. Sie behandeln die Strukturvorlage wie eine gewöhnliche Grafik und ignorieren dabei, wie Verarbeitungsanlagen Daten tatsächlich interpretieren.automatisierte
Ich sehe diesen Fehler immer wieder, wenn junge Designer flache Vorlagen mit Standard-CMYK-Farben (Cyan, Magenta, Gelb, Schwarz) für jede Faltung und jeden Schnitt einreichen. Wenn diese Dateien in die RIP-Software gelangen, verschmilzt die Maschine die Schnittpfade mit der Grafik²,sodass der Bediener eine perfekt bedruckte Schachtel mit sichtbaren schwarzen Konturen, aber ohne tatsächliche Schnitte erhält. Ich erinnere mich noch gut an das pudrige Gefühl des Stanzstaubs in der Luft, als ich zusah, wie eine ganze Mustercharge völlig flach vom CNC-Tisch (Computer Numerical Control) kam, weil die Software den Klingentyp nicht von der Grafik unterscheiden konnte.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Alle Linien schwarz verwenden | Für die Schnitte die Sonderfarbe Magenta (100 %) zuweisen3 | Verhindert kostspielige Nachdruckverzögerungen |
| Falten und Schnitte verblenden | Verwenden Sie 100% Cyan-Spotfarbe für Falten4 | Garantiert exakte 90-Grad-Faltungen |
| Ignorieren von Maschinensoftwareregeln | Vorflug mit Strukturfarben5 | Spart 20 Minuten bei der Montage |
Ich fange diese generischen schwarzen Linien ab und wandle sie täglich in mechanische Sonderfarben um. Wenn Sie sich dreißig Sekunden Zeit nehmen, um Ihre digitalen Vektoren korrekt zuzuordnen, vermeiden Sie jegliche manuelle Nachbearbeitung und sorgen für einen absolut reibungslosen Ablauf Ihres Zeitplans.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihre Grafikebenen die Schneidklingen versehentlich überschreiben? 👉 Senden Sie mir Ihre Stanzformdatei ↗ – Direkter Zugriff auf meinen Schreibtisch. Kein automatisierter Werbe-Spam, versprochen.
Welche vier Todesarten gibt es?
In der Fertigung sind strukturelle Ausfälle nicht nur ärgerlich, sondern können den ROI einer Kampagne vollständig zunichtemachen. Wir kategorisieren diese schwerwiegenden Fehler in verschiedene Ausfallereignisse.
Die vier Hauptursachen für Materialschäden bei Wellpappenverpackungen sind strukturelle Mängel: Verformung der Nut, Rissbildung in der Lithosphäre, Quetschung durch Palettenüberstand und Verformung durch Feuchtigkeit. Diese schwerwiegenden Fehler treten auf, wenn Konstrukteure die Dicke gebogener Kartons außer Acht lassen, was zum Zusammenbruch der Verpackung unter der dynamischen Belastung schwerer Waren im Verkaufsraum führt.

Von allen diesen Fehlermöglichkeiten ist das Ignorieren der Materialdicke während der Stanzphase der schnellste Weg, ein Projekt zum Scheitern zu bringen.
Bremssattelkompensation und das Ende der Montage
Grafikdesigner zeichnen oft ineinandergreifende Laschen mit exakt der gleichen Breite wie die passende Nut, wobei sie fälschlicherweise annehmen, die Geometrie von flachem Papier gelte auch für die reale Welt. Sie berücksichtigen dabei nicht die tatsächliche Dicke der gewellten Pappe6, nachdem diese im 90-Grad-Winkel gefaltet wurde.
Beim Falten dicker Karton wird Material verbraucht, weshalb ein breiterer Aufnahmeschlitz(7) , um den äußeren Radius aufzunehmen. Ich habe kürzlich beobachtet, wie ein frustrierter Verkäufer 15 Minuten lang schwitzend versuchte, eine komplizierte Lasche anzubringen, weil der Stanzschlitz minimal zu eng war. Der starke Widerstand des ungebrauchten Kraftkartons führte schließlich dazu, dass sich die gesamte Platte verformte, sodass der Verkäufer gezwungen war, unansehnliches, durchsichtiges Klebeband zu verwenden, was das hochwertige Markenimage völlig ruinierte.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| 1:1-Laschen- und Schlitzbreiten | Biegezugabe zu den Stanzschlitzen hinzufügen8 | Ermöglicht reibungsloses Verriegeln |
| Die Dicke der Riffelung wird vernachlässigt | Parametrische Kompensation für die B-Flöte9 | Stoppt die Verbeugung |
| Basierend auf flacher 2D-Geometrie | ArtiosCAD 3D-Toleranzprüfung10 | Vermeidet unschöne Klebebandverwendung |
Ich weigere mich strikt, flache Schablonen ohne mathematische Anpassung der Aufnahmeschlitze an die Plattenstärke zu verwenden. Durch das Hinzufügen dieser minimalen Biegetoleranz in die digitale Datei wird dem Lohnverpacker eine reibungslose, rissfreie Montage garantiert, die Ihre Markenwerte schützt.
🛠️ Harveys Schreibtisch: Sind Ihre Konstruktionsschlitze mathematisch so ausgelegt, dass sie eine 90-Grad-Faltung ohne Einreißen überstehen? 👉 Strukturelle Toleranzprüfung anfordern ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Welche verschiedenen Formen von „die“ gibt es?
Die physische Form der in das hölzerne Werkzeugbrett eingebetteten Klinge verändert grundlegend die Art und Weise, wie die fertige Verpackung mit den Händen interagiert.
Verschiedene Stanzmesserarten umfassen gerade Schnittkanten, Wellenschnitte und spezielle Sicherheitskanten. Während Standard-Stanzmesser dickes Wellpappenmaterial effizient durchtrennen, erzeugen alternative Wellenprofile eine mikroskopisch kleine, gezackte Kante, die aktiv schwere Papierschnitte beim Zusammenstellen der Massenware verhindert.
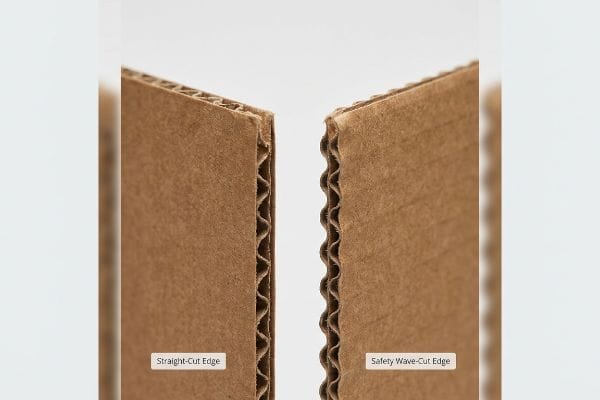
Die Kenntnis des richtigen Klingenprofils gewährleistet, dass Ihre Endbenutzer vor schmerzhaften, versteckten Gefahren geschützt sind.
Der Sicherheitsvorteil im Hochgeschwindigkeits-Einzelhandel
Bei der Bestellung großer Produktionsmengen greifen Einkaufsteams in der Regel auf die billigsten Standard-Stanzformen aus Stahl zurück. Sie bedenken selten die physiologischen Auswirkungen, die die rasiermesserscharfen, frisch geschnittenen Kartonkantenauf das Personal haben, das mit dem Aufbau hunderter Einheiten pro Schicht betraut ist.
Stellen Sie sich eine gerade Papierkante wie ein frisch geschärftes Kochmesser vor: Sie mag sauber aussehen, ist aber bei schnellen Bewegungen brutal gefährlich. Diese Lektion lernte ich früh, als sich ein ganzes Merchandising-Team darüber beschwerte, sich beim schnellen Falten von Standard- Verkaufstabletts. Der stechende Schmerz eines tiefen Papierschnitts verlangsamt die Produktionslinie um schätzungsweise 20 Prozent<sup>12</sup>umzustellen<sup> Sicherheitsprofil mit Wellenschnitt13</sup>.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Standard-Stanzmesser | Spezifizierung von Wellenschnitt-Sicherheitsprofilen14 | Verhindert schwere Schnittverletzungen durch Papier |
| Montageergonomie ignorieren | Integration der abgerundeten Ecken15 | Beschleunigt das Auspacken |
| Auf der Suche nach dem billigsten Werkzeug | Investition in kundenspezifische Sicherheitswerkzeuge | Reduziert Beschwerden von Einzelhändlern |
Ich bin der festen Überzeugung, dass es wirtschaftlich verheerend ist, die Mitarbeiter im Einzelhandel zu bestrafen, die maßgeblich zum Aufbau Ihrer Marke beitragen. Die Aufrüstung des Werkzeugprofils auf eine Sicherheitskante verursacht nur geringe Mehrkosten, schafft aber enormen Kundennutzen und steigert die Effizienz in der Produktion.
🛠️ Harveys Schreibtisch: Haben Sie schon einmal geprüft, ob Ihre aktuellen Warenauslagen unbewusst die Mitarbeiter beim Einräumen der Regale verletzen? 👉 Jetzt eine Sicherheitsanalyse anfordern ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Einfach nur echter Mehrwert.
Welcher Werkzeugtyp ist am gebräuchlichsten?
In der gesamten Weiterverarbeitungsindustrie ist das traditionelle Flachbett-Stahlstanzwerkzeug nach wie vor die wichtigste Methode zum Stanzen von Wellpappendisplays.
Der gebräuchlichste Stanzstempel ist der Flachbettstanzstempel aus Stahl. Diese speziell angefertigte Holzplatte beherbergt präzise gebogene Metallklingen und Rilllinien. Sie presst die Wellbleche mit enormem Druck und gewährleistet so eine schnelle, wiederholbare und kostengünstige Strukturierung für umfangreiche globale Marketingkampagnen im Einzelhandel.

Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb genommen werden und starker Druck auf empfindliche bedruckte Oberflächen einwirkt.
Warum Standard-Stahlwerkzeuge Mikroreibung im großen Maßstab verursachen
Kunden gehen häufig davon aus, dass das Pressen einer Standard-Stahlstanze in hochwertigen Wellkarton automatisch eine perfekte, makellose 90-Grad-Faltung ergibt. Sie vertrauen der reinen Mechanik der Stanzmaschine und sind sich der starken physikalischen Widerstandskraft, die die Kraftfaser gegen die Metallstanze ausübt,nicht.
Das ist keine bloße Theorie – ich sehe das in der Testumgebung, wenn Metall unter hohem Druck auf das Substrat trifft. In meiner Produktionsstättebeobachte ich regelmäßig, wie Standard-Stahllineale die inneren Rillen verbiegen und die bedruckte Deckschicht stark beschädigen, wodurch braune Rohfasern an den Scharnieren freigelegt werden. Bei Widerstandsmessungen an 32 ECT-Platten (Edge Crush Test) stelle ich oft eine vollständigen Riss im Lithodruck führteinem . Die Mikrometermessungen zeigten, dass ich das Premiumpapier nicht wechseln musste; ich musste lediglich einen speziellen, weiblichen Polymer-Rillkanal auf der Schneideplatteimplementieren. Durch die Kontrolle der Faserdehnung mit diesem 2,4 mm breiten Ambosskanal konnte ich die Rissbildung vollständig eliminieren, die Montagezeit beim Co-Packing um 40 Sekunden pro Einheit reduzieren und die visuelle Integrität der Marke schützen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Standardmäßiges ungepuffertes Falten | Verwendung einer weiblichen Faltmatrix19 | Beseitigt unschöne, rissige Falten |
| Überdruck im Werkzeug | Einstellen des Prägeschiebe-Messschiebers20 | Hält die Struktur stabil |
| Änderung der Papiernoten | Installation von Polymer-Ambosskanälen21 | Verkürzt die Montagezeit drastisch |
Ich verwende für hochauflösende, gedruckte Displays niemals eine stark profilierte Rillmatrix auf dem Druckbett. Die Kontrolle dieser Faserspannung sorgt direkt für eine makellose Präsentation im Einzelhandel und erspart Ihnen das mühsame Aussortieren beschädigter Einheiten.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar einen Lieferanten wählen, der die Materialstärke bei der Werkzeugherstellung ignoriert, aber wenn die engen Schlitze zu starkem Verbiegen des Sockels führen und der Händler die Ware sofort zurückweist, wird Ihre Gewinnspanne komplett aufgezehrt. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Hören Sie auf, bei den Toleranzen von Karton zu raten, und lassen Sie mich Ihre Dateien persönlich durch meinen kostenlosen Stanzform-Pre-Flight-Audit führen ↗, um versteckte Reibungspunkte zu erkennen, bevor die Stanzwerkzeuge überhaupt zum Einsatz kommen.
„KI in Stanzmaschinen: Erwartete Transformationen – SBL“, https://sblmachinery.com/ai-in-die-cutting-machines-expected-transformations/. [Technische Handbücher für CNC-Verarbeitungsmaschinen beschreiben detailliert die spezifische Übersetzung von Vektorpfaden in maschinenlesbaren Code zum Schneiden und Rillen]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch. Beleg: Die Behauptung, dass Maschinen eine spezifische Dateninterpretation erfordern, die über die visuelle Darstellung hinausgeht. Anwendungsbereich: Beschränkt auf automatisierte Verpackungsmaschinen. ↩
„Vektorgrafiken für den Siebdruck meistern – YouTube“, https://www.youtube.com/watch?v=IwH6MeS7YRs. [Die technische Dokumentation der RIP-Software beschreibt detailliert die Notwendigkeit von Sonderfarben oder dedizierten Ebenen, um zu verhindern, dass Schnittpfade als CMYK-Druckfarbe gerendert werden.] Nachweisfunktion: Technische Verifizierung; Quellentyp: Softwarehandbuch. Unterstützt: Mechanische Ausfälle von CNC-Plottern, wenn die Pfade nicht von der Druckvorlage isoliert sind. Anwendungsbereich: Gilt für RIP-gesteuerte CNC-Systeme. ↩
„Farbeinrichtung für den Druck: 4-Farben-Prozess, erweiterter Farbraum & Sonderfarben …“, https://inovarpackaging.com/color-setup-for-print-4-color-process-extended-gamut-spot-colors-explained/. [Ein maßgebliches Handbuch für die Druckvorstufe oder den Druck bestätigt die Verwendung von 100 % Magenta-Sonderfarben zur Kennzeichnung von Schnittlinien in Stanzvorlagen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Korrekte Farbzuordnung für den Stanzvorgang. Anwendungsbereich: Spezifisch für bestimmte Software-/Workflow-Standards. ↩
„Sonderfarben und Prozessfarben verstehen – Ein umfassender Leitfaden“, https://www.ukpackpackaging.com/company-news/understanding-spot-colors-a-complete-guide/. [Technische Richtlinien für Verpackungsdesign legen 100 % Cyan als gängigen Standard für die Kennzeichnung von Falzlinien fest]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Designhandbuch. Unterstützt: Korrekte Farbzuordnung für Falzlinien. Anwendungsbereich: Spezifisch für bestimmte Software-/Workflow-Standards. ↩
„Prepress 101: Sonderfarben und ihre Anwendung“, https://www.americancarton.com/prepress-101-spot-colors-and-how-they-can-be-used. [Die Dokumentation der Preflight-Software erklärt, wie die Verwendung von Struktur-Sonderfarben Fehler beim Transfer zur Stanzmaschine verhindert.] Nachweisfunktion: Prozessvalidierung; Quellentyp: Softwaredokumentation. Unterstützt: Effizienz der Struktur-Preflight-Prüfung. Anwendungsbereich: Abhängig von der verwendeten Preflight-Software. ↩
„Wie sich die Kartonstärke auf Leistung und Kosten von Faltschachteln auswirkt“, https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Ein technisches Verpackungshandbuch oder eine Branchennorm für Wellpappe definiert die Materialstärke und deren Einfluss auf die Faltgeometrie]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: die Anforderung an die Faltzugabe bei der Konstruktion. Anwendungsbereich: Gilt speziell für Wellpappe. ↩
„[PDF] RILL- UND FALZEN – BioResources“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Verpackungstechniknormen erläutern, wie die Materialstärke den Biegeradius beeinflusst und somit größere Schlitzabmessungen erforderlich sind, um ein Verklemmen beim Zusammenbau zu verhindern]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch. Belegt: Die Notwendigkeit des Dickenausgleichs bei der Schlitzkonstruktion. Anwendungsbereich: Speziell für Wellpappenstärken. ↩
„Kartonkonstruktionen: Berechnung des Biegezuschlags 1 – YouTube“, https://www.youtube.com/watch?v=j1n5ojAbAic. [In technischen Handbüchern für Verpackungsdesign wird erläutert, wie der Biegezuschlag die Materialverformung berücksichtigt, um eine präzise Passform zu gewährleisten.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Begründung: Die Notwendigkeit des Biegezuschlags für Verriegelungsmechanismen. Anwendungsbereich: Gilt speziell für faltbare Wellpappe. ↩
„Analytische Bestimmung der Biegesteifigkeit eines fünflagigen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Technische Normen für Wellpappenmaterialien beschreiben detailliert, wie die Berücksichtigung der spezifischen Dicke der B-Welle ein Verziehen verhindert]. Nachweisfunktion: Materialeigenschaft; Quellentyp: Fertigungsnorm. Unterstützt: Vermeidung von Verformungen durch parametrisches Design. Anwendungsbereich: beschränkt auf B-Wellen-Wellpappe. ↩
„Verpackungsdesign-Software (Struktur) – Core77-Diskussionsforum“, https://boards.core77.com/t/package-design-software-structure/17140. [Die Softwaredokumentation für ArtiosCAD beschreibt detailliert, wie die 3D-Simulation Interferenz- und Toleranzprobleme identifiziert, um die strukturelle Montage zu optimieren]. Nachweisfunktion: Softwarefunktionalität; Quellentyp: Technische Dokumentation. Unterstützt: Entfernung von Sekundärklebstoffen durch virtuelle Tests. Anwendungsbereich: Spezifisch für die Esko ArtiosCAD-Software. ↩
„[PDF] Materialhandhabung und -lagerung – OSHA“, https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf. [Eine maßgebliche Quelle für Arbeitsschutz und -sicherheit oder Verpackungstechnik würde die Häufigkeit von Schnittverletzungen durch standardmäßige, gerade Schnittkanten aus Karton in Montageumgebungen dokumentieren]. Beweisfunktion: Faktenbestätigung; Quellentyp: Arbeitsschutzbericht. Belegt: Die Behauptung, dass Standardstanzformen gefährliche Kanten für Arbeiter erzeugen. Anwendungsbereich: Fokus auf manuelle Montage in großen Stückzahlen. ↩
„Produktivitätsverluste durch nicht tödliche Verletzungen in den USA – PubMed“, https://pubmed.ncbi.nlm.nih.gov/40812486/. [Eine Studie zur industriellen Ergonomie oder ein Bericht zur Arbeitssicherheit, der die Auswirkungen kleiner, sich wiederholender Schnittverletzungen auf die Effizienz und den Durchsatz von Arbeitern quantifiziert. Evidenzfunktion: quantitative Validierung; Quellentyp: wissenschaftliche Studie. Unterstützt: Die spezifische Kennzahl für Produktivitätsverluste. Anmerkung zum Anwendungsbereich: Die Prozentsätze können je nach Montagegeschwindigkeit und -volumen variieren.] ↩
„[PDF] Auswahl der richtigen Regel für verschiedene Substrate“, https://steelrule.com/wp-content/uploads/2022/02/Selecting-the-Correct-Rule-for-Different-Substrates.pdf. [Technische Dokumentation eines Werkzeugherstellers, die detailliert beschreibt, wie ein Wellenschnittprofil eine nichtlineare Kante erzeugt, um das Risiko tiefer Papierschnitte zu minimieren. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Den physikalischen Mechanismus der Sicherheitskante. Anwendungsbereich: Gilt speziell für Karton und Wellpappe.] ↩
„Produkte: Stanzlineal – Wave – National Steel Rule ist führend in …“, https://steelrule.com/product-cutting-rule-wave/. Ein Branchenhandbuch zur Sicherheit von Stanzwerkzeugen erklärt, wie Wellenschnittkanten den Druck verteilen und so im Vergleich zu geraden Klingen tiefe Hautschnitte verhindern. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fertigungssicherheitsrichtlinie. Unterstützt: Reduzierung schwerer Papierschnitte. Anwendungsbereich: Geeignet für Karton und dickere Papiersorten. ↩
„Versandkartons mit abgerundeten Ecken: „Versandkartons für den Einzelhandel“ – Trend Hunter“, https://www.trendhunter.com/trends/retail-shipping-box. Studien zur menschlichen Faktorik zeigen, dass abgerundete Kanten Reibung und Hängenbleiben bei der manuellen Montage reduzieren und somit den Durchsatz erhöhen. Nachweisfunktion: Leistungsvalidierung; Quellentyp: Ergonomiestudie. Unterstützt: Verbesserung der Auspackgeschwindigkeit. Anwendungsbereich: Fokus auf die Abwicklung großer Mengen im Einzelhandel. ↩
„Einfluss analoger und digitaler Rilllinien auf die Mechanik … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Eine technische Quelle aus der Materialwissenschaft oder Verpackungstechnik würde erläutern, wie die strukturelle Integrität und Elastizität von Kraftfasern beim Zusammendrücken durch ein Rilllineal aus Metall einen physikalischen Widerstand erzeugen]. Belegfunktion: Technische Erklärung; Quellentyp: Technisches Handbuch. Belegt: Die Behauptung, dass der Materialwiderstand ein einwandfreies Falten beeinträchtigt. Anwendungsbereich: Speziell für hochfeste Kraftfasern. ↩
„ECT-Klassifizierungen erklärt: Was sie für Ihre Wellpappenverpackungen bedeuten …“, https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopJlHucFxRm06i6QsGRVLNQzN5iDFlXxKNDnXXPr_9iEWzrWyk-. [Die technischen Spezifikationen für 32-ECT-Platten geben die physikalischen Schwellenwerte an, ab denen die Substratverformung zu Oberflächenbrüchen oder Litho-Rissen führt.] Nachweisfunktion: Technische Verifizierung; Quellentyp: Materialwissenschaftliche Publikation. Belege: Materialversagensschwelle. Anwendungsbereich: Spezifisch für 32-ECT-Platten. ↩
„Wie man Papierrisse an Falzlinien beim Stanzen verhindert“, https://www.kamura-steelrule.com/en/application-detail/die-cut-scoring-issues/. [Branchenleitfäden für Stanzwerkzeuge beschreiben, wie Polymermatrixkanäle die Faserdehnung steuern und so im Vergleich zu Standard-Stahlstanzformen Oberflächenrisse verhindern.] Nachweisfunktion: Technischer Mechanismus; Quellentyp: Fertigungshandbuch. Belege: Wirksamkeit von Matrixkanälen bei der Reduzierung von Rissen. Anwendungsbereich: Anwendbar auf Hochdruckstanzen. ↩
„Rillmatrix für Wellpappe – Cito-System“, https://www.cito.de/en/SA/cito/products-corrugated-board/creasing-matrix-corrugated-board/. Industriestandards für Wellpappenverpackungen zeigen, wie Rillmatrizen durch einen präzisen Gegendruckpunkt Oberflächenrisse verhindern. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fertigungshandbuch. Unterstützt: Einfluss von Rillmatrizen auf die Falzqualität. Anwendungsbereich: Gilt speziell für Wellpappe. ↩
„Häufige Probleme mit Knicken bei Kartons – Packmage“, https://www.packmage.com/about/article/320-B_The_commonly_carton_box_creasing_issues. Technische Leitfäden für Stanzmaschinen erklären, wie die Einstellung des Stanzmessers Materialverformungen verhindert und die strukturelle Integrität erhält. Nachweisfunktion: Technische Überprüfung; Quellentyp: Gerätehandbuch. Bestätigt: Einfluss der Stanzmessereinstellung auf die Steifigkeit. Anwendungsbereich: Bezieht sich auf Flachbett-Stanzformen aus Stahl. ↩
„FAQ-Leitfaden für Stanzmaschinen für Karton – AOPACK“, https://www.aopackmachine.com/cardboard-die-cutting-machine-faq-guide/. Materialwissenschaftliche Daten zeigen, dass Polymer-Ambosskanäle die Reibung reduzieren und die Schnittpräzision im Vergleich zu herkömmlichem Stahl verbessern, was eine schnellere manuelle Montage ermöglicht. Nachweisfunktion: Technische Verifizierung; Quellentyp: Industriestudie. Belege: Vorteil von Polymer-Ambossen hinsichtlich der Montagegeschwindigkeit. Anmerkung: Die Effizienzsteigerungen variieren je nach Papiersorte. ↩



