Eine stumpfe Stanzform ruiniert Ihre gesamte Produktion. Wenn die Kanten Ihrer Displays wie angeknabberter Karton aussehen, verlieren Sie schon vor dem Öffnen der Verpackung Verkäufe.
Zu den wichtigsten Stanzwerkzeugen für die Kartonherstellung zählen Flachbettstanzwerkzeuge, Hochgeschwindigkeits-Rotationsstanzwerkzeuge und digitale Laserstanzwerkzeuge. Die gewählte Stanzwerkzeugart bestimmt maßgeblich die Präzision, die Produktionsgeschwindigkeit und die Kantenqualität des fertigen Wellpapp-Verkaufsdisplays gemäß internationaler Industriestandards.
Wunderschöne Grafiken nützen nichts, wenn eine billige Stanzform Ihre Wellpappe zerdrückt. Hier sehen Sie die ungeschminkte Realität unserer Fabrik, wie wir das Papier zuschneiden, damit Ihre Displays auch bei Walmart lange halten.
Wie viele verschiedene Matrizen gibt es?
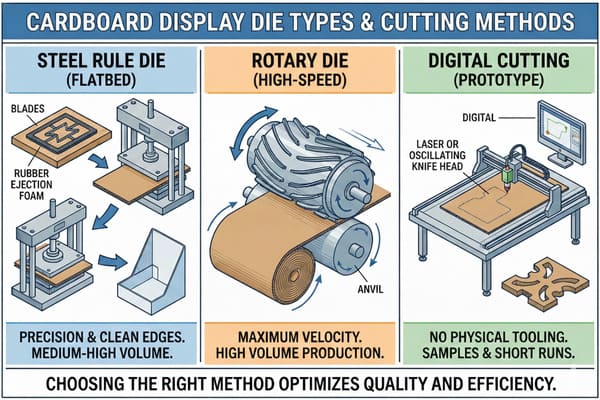
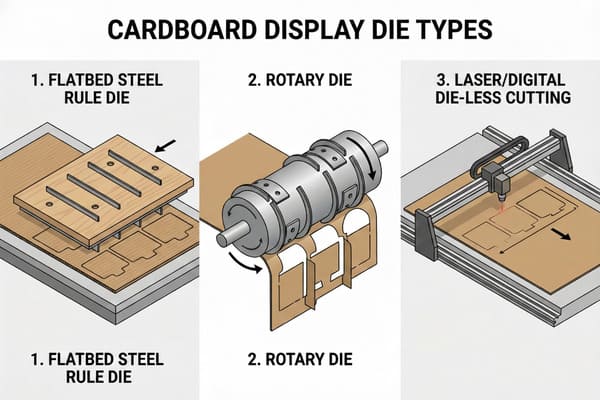
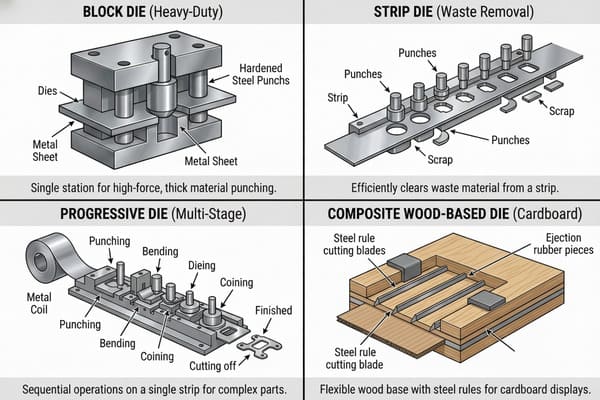
Beim Zuschneiden von Karton hat man im Grunde drei Möglichkeiten. Wählt man die falsche, verdoppelt sich die Montagezeit, weil die Faltkanten nicht übereinstimmen.
In der Kartonherstellung werden hauptsächlich drei Stanzformen verwendet: Flachbettstanzformen, Rotationsstanzformen und digitale Plotterklingen. Die Standard-Flachbettstanzform arbeitet mit einer Breite von 127 bis 152 cm (50 bis 60 Zoll) und bietet optimale Präzision für komplexe Faltungen, die sich aus den Grenzen gängiger industrieller Fertigungsanlagen ergeben.
Die Mechanik des Flachbett- vs. Rotationsschneidens
Ich habe das auf die harte Tour gelernt. Letztes Jahr bestand ein Kunde aus New York darauf, für ein komplexes Kosmetik-Thekendisplay eine Hochgeschwindigkeits-Rotationsstanze zu verwenden. Er dachte, er könnte bei einer Auflage von 10.000 Stück 0,50 Dollar pro Stück sparen. Es war ein komplettes Desaster. Die rotierenden Klingen, die sich um einen Stahlzylinder krümmen, dehnten die E-Welle-Pappe so weit, dass die Verriegelungslaschen um 1,5 mm versetzt waren. Die Mitarbeiter im Laden konnten die Displays nicht montieren. Ich musste die gesamte Charge verwerfen.
Deshalb bin ich bei der Werkzeugauswahl extrem streng. Für aufwendige POS-Displays (Point of Purchase) verwenden wir ausschließlich Flachbettstanzformen sorgt so für absolut gerade Falzlinien. Die Flachbettstanzform ist langsamer und schafft maximal etwa 3.000 Bogen pro Stunde, garantiert aber, dass die Falzlinien nicht verlaufen.
Rotationsstanzformen eignen sich für einfache Versandkartons in großen Stückzahlen, nicht für Verkaufsdisplays. Wenn Sie an einen Walmart in Texas oder einen Target in Ohio liefern, benötigt das Ladenpersonal eine reibungslose Montage. Bei einem sauberen Stanzschnitt rasten die Laschen wie Legosteine ein. Wir verwenden Standard-GMA-Palettenabmessungen von 121 × 101 cm (48 × 40 Zoll). Die Präzision einer Flachbettstanzform gewährleistet, dass der Umkarton nicht einmal um Bruchteile eines Zolls übersteht. Zudem achten wir beim Flachbettstanzen exakt auf die Faserrichtung der 32ECT- Wellpappe 2 und richten die Wellen vertikal aus, um die Festigkeit im Box Compression Test (BCT) zu maximieren.
| Besonderheit | Flachbett-Stanzwerkzeug | Rotationsdüse | Digitalplotter |
|---|---|---|---|
| Am besten geeignet für | Komplexe Verkaufsdisplays, präzise Faltungen 3 | Einfache, schnelle Versandkartons | Prototyping, Einzelanfertigungen weißer Muster |
| Geschwindigkeit | Mittel (bis zu 3.000 Blatt/Std.) | Hoch (bis zu 12.000 Blatt/Std.) | Extrem langsam |
| Toleranz | Sehr hoch (Null Dehnung) | Unten (Karton dehnt sich auf dem Zylinder) | Perfekt ( Lasergeführt 4 ) |
| Werkzeugkosten | Mäßig | Sehr teuer | Kostenlos (Kein physischer Würfel) |
Ich sage meinen Kunden immer, dass sich die Investition in neue Flachbettwerkzeuge langfristig Tausende an Rückbuchungen durch den Einzelhandel erspart. Ich kann Ihnen ein Video zeigen, wie unser Kongsberg-Tisch die erste weiße Probe schneidet, damit Sie die genaue Laschenspannung überprüfen können, bevor wir die Serienproduktionsplatten belichten.
Welche vier Todesarten gibt es?
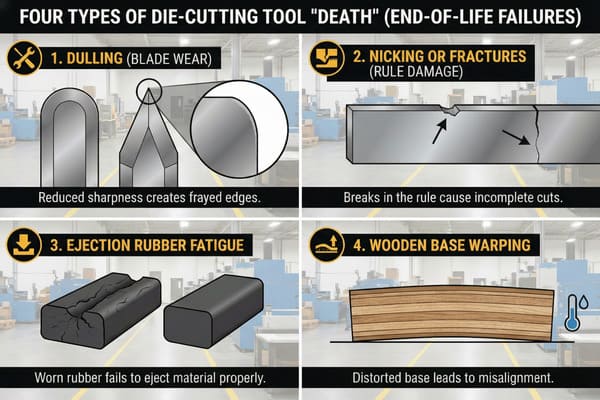
Wenn eine Stanzform in der Fertigung ausfällt, steht Ihre Produktion still. Hier sind die vier häufigsten Ursachen für den physikalischen Ausfall einer Stanzform während der Serienfertigung.
Die vier häufigsten Ausfallursachen einer Stanzform sind Holzverzug, Klingenabnutzung, Auswurfstörungen des Gummis und Verformung der Stanzform. Diese spezifischen mechanischen Ausfälle treten üblicherweise nach 100.000 bis 500.000 Abformungen (254.000 bis 1.270.000 Zyklen) auf, basierend auf durchschnittlichen Ermüdungs- und Feuchtigkeitsbelastungen in der Industrie.
Werkzeugermüdung erkennen, bevor sie Ihr Display beschädigt
Käufer fragen oft nach der Wiederverwendung alter Stanzwerkzeuge, um bei Nachbestellungen Kosten zu sparen. Sie glauben, Stahl sei unzerstörbar. Ich hasse diese Diskussion, aber ich weigere mich, verschlissenes Werkzeug zu verwenden. Letzten Sommer versuchten wir, ein hölzernes Stanzwerkzeugbrett wiederzuverwenden, das während der feuchten Regenzeit in unserem Lager gelegen hatte. Das Holz hatte sich verzogen. Als die Heidelberg-Presse darauf stanzte, drangen die Messer nicht gleichmäßig in die 44ECT-B-Nut . Die Hälfte der Charge hatte ausgefranste Kanten, die aussahen, als wären sie von Ratten angenagt worden. Das hat mich wahnsinnig gemacht.
Lasst uns genauer betrachten, wie ein Würfel auf dem Boden tatsächlich versagt.
Zunächst einmal das Verziehen des Holzes. Die Birkensperrholzplatte als Basis nimmt Feuchtigkeit auf. Eine Ausdehnung von 1,27 cm (0,5 Zoll) führt dazu, dass die gesamte Stanzform nicht mehr korrekt ausgerichtet ist.
Zweitens: Klingenstumpfheit 5. Stahllinealklingen verlieren ihre mikroskopisch kleine Schneide, nachdem sie kilometerweit recyceltes Kraftpapier durchgeschnitten haben. Stumpfe Klingen führen dazu, dass die Papierfasern an den Falzlinien platzen.
Drittens gibt es einen Fehler beim Auswerfen der Gummiteile (Fehler 6) . Die neben den Klingen angeklebten Schaumgummiblöcke drücken den Kartonabfall aus. Wenn dieser Schaum zersetzt wird und seine Elastizität verliert, bleibt der Abfall stecken. Dieser Fehler führt zu einem massiven Stau in der Produktionslinie.
Viertens: Verbiegung des Lineals. Wenn der Maschinenbediener den Druck zu hoch einstellt, um eine stumpfe Klinge auszugleichen, verbiegt sich das Stahllineal seitlich. Anstelle eines sauberen Schnitts entsteht eine zerknitterte, wellige Kante, die die kratzfeste, matte Oberfläche beschädigt.
Beim Versand an Premium-Händler in den USA dürfen keine Grate an den Kanten auftreten. Deshalb setze ich auf ein Verfahren mit stets neuen Werkzeugen. Sofern Sie nicht monatlich sehr große Mengen bestellen, fertige ich für jede Charge ein komplett neues Werkzeug an.
| Fehlertyp | Physische Ursache | Ergebnis auf Kartondisplay |
|---|---|---|
| Holzverzug | Lagerfeuchtigkeit7 | Registrierungsabweichung, Laschen passen nicht |
| Klingenstumpfung | Stahlermüdung8 | Aufplatzende Faltlinien, raue Kanten |
| Gummiversagen | Schaumzersetzung | Pappe steckte in den Schnitten fest |
| Regelbeugung | Überdruck des Bedieners | Zerdrückte Flöten, wellenförmige Ästhetik |
Sie wollen doch nicht, dass eine beschädigte Klinge eine zehntausend Dollar teure Produktionsserie ruiniert. Deshalb übernehme ich bei den meisten Nachbestellungen die Kosten für die Herstellung neuer Messerformen, denn der Schutz Ihres Markenimages im Einzelhandel ist weitaus wichtiger als ein paar Euro beim Sperrholz zu sparen.
Welche verschiedenen Formen von „die“ gibt es?
Neben Flachbett- und Drehplatten ändert sich auch die physische Form der Stahlklinge selbst je nachdem, welchen Zweck die Pappe erfüllen soll.
Zu den verschiedenen Stanzmesserarten gehören Schneid-, Rill-, Perforations- und Rillmesser. Die Standarddicke von Schneidmessern beträgt typischerweise 2 bis 3 Punkte (0,71 bis 1,05 mm) und ist speziell für das Schneiden oder Falten von Wellpappe entwickelt, ohne die bedruckte Oberfläche zu beschädigen.
Die Anatomie von Stahllinealklingen
Ein Würfel ist nicht einfach nur ein durchgehend scharfes Messer. Er ist ein Zusammenspiel verschiedener physikalischer Formen. Verwendet man die falsche Klinge für ein dickes Stück doppelwandigen EB-Wellkarton, bricht das Display beim Aufbau durch den Verkäufer in zwei Hälften.
Ich hatte einen Fall mit einem schweren Palettendisplay, das für Costco in Kalifornien bestimmt war. Der ursprüngliche Designer des Kunden hatte für eine tragfähige Faltung Standard-Schnittregeln verwendet. Als wir im Rahmen unserer Sicherheitsprüfung 226 kg Tierfutter darauflegten, brach das gesamte Display zusammen. Warum? Die scharfe Klinge hatte zu tief in die Trägerfolie aus neuem Kraftpapier eingeschnitten und deren Reißfestigkeit zerstört.
Deshalb haben wir es gegen ein Falzlineal Nr. 9 . Ein Falzlineal ist ein abgerundetes, stumpfes Stück Stahl. Es schneidet nicht. Es drückt die Wellen des Papiers zusammen, um ein perfektes Falzgelenk zu erzeugen, ohne die Papierfasern zu beschädigen.
Dann gibt es die Perforationsregel. Diese ist entscheidend für aufreißbare Versandkartons. Wir müssen das exakte Einkerbungsverhältnis 10⁻¹ . Wir verwenden beispielsweise einen 3 mm (0,12 Zoll) tiefen Schnitt, gefolgt von einer 1 mm (0,04 Zoll) dicken Lasche. Ist die Lasche zu stark, schneidet der Walmart-Mitarbeiter mit einem Cuttermesser Ihr Produkt im Inneren auf. Ist sie zu schwach, springt der Karton im FedEx-LKW auf. Durch das Kombinieren dieser verschiedenen Stahlsorten auf einer Flachbettplatte beeinflussen wir die Physik der Verpackung.
| Klingenform | Physisches Profil | Werksanwendung |
|---|---|---|
| Schneideregel | Scharf, gezahnt oder gerade | Die Pappumrandung vollständig durchtrennt11 |
| Faltregel | Stumpfe, abgerundete Kante | Herstellung von 90-Grad-Klappscharnieren |
| Perforationsregel | Abwechselnd angeordnete Zähne und Zahnlücken | Abreißbare UVP (Verkaufsfertige Verpackung)12 |
| Punkteregel | Flache, scharfe Kante | Nur die oberste Linerboard-Schicht abschneiden |
Durch das exakte Verhältnis von Rillen zu Schneiden verhindern wir, dass Ihre Displays unter Druck brechen. Fordern Sie die Aufnahmen unserer Falltests an. Sie werden genau sehen, wie die korrekten Rillregeln den Umkarton auf dem gesamten Transportweg von meinem Werk bis zu Ihrem Lager unversehrt halten.
Welcher Werkzeugtyp ist am gebräuchlichsten?
Wenn Sie kundenspezifische Verkaufsdisplays für den Einzelhandel bestellen, gibt es eine Werkzeugmethode, die in der Fabrikhalle absolut dominiert.
Die gebräuchlichste Stanzform ist die Flachbett-Stahlstanzform. Dieses spezielle Werkzeug arbeitet mit einem Standarddruck von 100 bis 300 Tonnen (90 bis 272 metrischen Tonnen) und ist damit der weltweite Fertigungsstandard für die Herstellung kundenspezifischer Wellpappenverpackungen mit präzise ineinandergreifenden Strukturen.

Warum Steel Rule Pritschenwagen den Markt für individuelle Verkaufsdisplays dominieren
Betritt man eine beliebige, ernstzunehmende Verpackungsfabrik in Shenzhen oder Chicago, sieht man Regale über Regale mit Flachbett-Stahlstanzformen 13. Sie sind das absolute Arbeitstier der Branche.
Kunden hören das ungern, aber digitale Schneidetische sind für die Massenproduktion praktisch unbrauchbar. Sie eignen sich hervorragend, um innerhalb von 24 Stunden ein einzelnes weißes Muster zuzuschneiden, damit Sie die Passform Ihres Produkts testen können. Wenn Sie aber 5.000 Bodenaufsteller vor dem Black Friday nach Seattle liefern lassen müssen, ist ein digitales Schneidemesser an einem Roboterarm viel zu langsam.
Die Flachbett-Stanzform aus Stahl ist am weitesten verbreitet, da sie als einziges Werkzeug Geschwindigkeit und höchste strukturelle Komplexität vereint. Bei der Entwicklung eines Papierverschlusses im Origami-Stil als Ersatz für unansehnliche Plastikclips sind die Falttoleranzen extrem gering. Alle Schnitte, Falten und Perforationen müssen mit einem einzigen, massiven 200-Tonnen-Stanzwerkzeug erfolgen.
Wir verwenden lasergeschnittenes Birkensperrholz (14 mm) , um die Stahlklingen exakt zu fixieren. Der Laser brennt den Schlitz ein, und wir schlagen das Stahllineal in das Holz ein. Dadurch wird eine absolute Maßstabilität gewährleistet. Wenn ein Kippbehälter exakt 87,6 cm (34,5 Zoll) breit sein soll, um ohne Blockieren in eine Standard-US-Endkappe zu passen, sorgt die Flachbettmatrize dafür, dass die Einheiten 1 und 5000 millimetergenau übereinstimmen. Nach dem Einschlagen kann kein Softwarefehler mehr die Abmessungen des Stahls verändern.
| Metrisch | Flachbett-Stahl-Lineal-Stanze | Digitalplotter (Kongsberg/Zund) |
|---|---|---|
| Produktionsgeschwindigkeit15 | ~3.000 Einheiten/Stunde | ~10 Einheiten/Stunde |
| Komplexitätskapazität | Extrem hoch (Alle Schnitte erfolgen sofort) | Hoch (schneidet aber sequenziell) |
| Einrichtungszeit16 | 2-3 Tage, um die Platine zu bauen | 5 Minuten (Datei-Upload) |
| Stückkosten im Maßstab | Sehr niedrig | Sehr hoch |
Mit unserem Flachbett-Stanzwerkzeug aus Stahl fertigen wir große Stückzahlen, ohne dabei auf die hochwertige, individuelle Anmutung zu verzichten. Wir erstellen zunächst eine digitale Simulation Ihres Designs, damit Sie die Struktur physisch testen können. Nach Ihrer Freigabe fertigen wir die Stahlform, um die exakte Geometrie für die Serienproduktion festzulegen.
Abschluss
Eine optimale Umsetzung im Einzelhandel beginnt mit den richtigen Werkzeugen. Möchten Sie sehen, wie sich Ihr Design falten lässt? Sie noch heute ein unverbindliches Angebot oder ein physisches weißes Muster von meinem Team an.
Erfahren Sie, warum Flachbettstanzformen für komplexe POS-Displays bevorzugt werden und wie sie eine präzise und problemlose Montage von Einzelhandelsverpackungen gewährleisten. ↩
Entdecken Sie die Bedeutung von 32ECT-Wellpappe und wie deren Faserrichtung und Festigkeit die Haltbarkeit und Leistungsfähigkeit von Versandkartons beeinflussen. ↩
Lernen Sie, wie Sie professionelle, scharfe Faltungen in Ihren Verpackungsprojekten erzeugen, um ein eleganteres und hochwertigeres Erscheinungsbild zu erzielen. ↩
Erfahren Sie, wie lasergestützte Systeme die Präzision digitaler Plotter verbessern und so zu makellosen Prototypen und Mustern führen. ↩
Kenntnisse über die Abstumpfung von Klingen helfen Ihnen, qualitativ hochwertige Schnitte zu erzielen und kostspielige Produktionsfehler zu vermeiden, sodass Ihre Verpackungen stets professionell aussehen. ↩
Kenntnisse über Auswurfstörungen von Gummiteilen können Ihnen helfen, Störungen und Ausfallzeiten in Ihrer Montagelinie zu vermeiden und so die Effizienz und Produktqualität zu verbessern. ↩
Erfahren Sie, wie die Kontrolle der Luftfeuchtigkeit im Lager das Verziehen von Holz verhindern, eine bessere Passform und Oberflächenbeschaffenheit von Kartonaufstellern gewährleisten und kostspielige Produktionsfehler reduzieren kann. ↩
Das Verständnis der Materialermüdung von Stahl hilft Ihnen, schärfere Klingen zu erhalten, was zu saubereren Schnitten und einer längeren Lebensdauer der Geräte für die Herstellung von Kartonaufstellern führt. ↩
Erfahren Sie, wie eine Falzlinie die Materialfestigkeit erhält und perfekte Faltgelenke erzeugt, was für ein langlebiges und funktionales Verpackungsdesign unerlässlich ist. ↩
Das Verständnis des Kerbverhältnisses ist der Schlüssel zur Entwicklung von Aufreißverpackungen, die sich leicht öffnen lassen, ohne das Produkt zu beschädigen, wodurch sowohl Sicherheit als auch Komfort gewährleistet werden. ↩
Erfahren Sie, wie sich das vollständige Durchtrennen der Kartonkontur auf die Präzision und Effizienz der Verpackung auswirkt, was für eine hochwertige Produktpräsentation und einen optimalen Produktschutz von entscheidender Bedeutung ist. ↩
Entdecken Sie die Vorteile der abreißbaren UVP für Einzelhändler, darunter eine einfachere Regalbestückung und ein verbessertes Kundenerlebnis, was sie zu einer wertvollen Verpackungsinnovation macht. ↩
Erfahren Sie, wie Flachbett-Stanzformen aus Stahl eine schnelle, präzise und gleichmäßige Massenproduktion für kundenspezifische Verkaufsdisplays ermöglichen und somit in der Branche unverzichtbar sind. ↩
Erfahren Sie, warum lasergeschnittenes Birkensperrholz so wichtig ist, um Stahlklingen präzise zu halten und sicherzustellen, dass jeder Schnitt und jede Falte in der Serienproduktion perfekt reproduziert wird. ↩
Das Verständnis der Produktionsgeschwindigkeit hilft Ihnen, die richtige Schneidemethode für den Zeitplan und die Effizienzanforderungen Ihres Projekts auszuwählen. ↩
Kenntnisse über die Rüstzeiten können Ihnen helfen, Ihren Arbeitsablauf zu optimieren und Verzögerungen beim Start neuer Produktionsläufe zu reduzieren. ↩