
Die Wahl der richtigen Oberflächenbeschaffenheit für Ihre Kartonverpackung ist mehr als nur eine ästhetische Entscheidung. Es handelt sich um eine wichtige technische Entscheidung, die über die Stabilität im Einzelhandel entscheidet.
Die Laminierung von Kartonaufstellern verbessert die Stabilität, Feuchtigkeitsbeständigkeit und den Schutz der Druckfarbe erheblich. Ob zum Schutz eines massiven Bodens oder zum Versiegeln eines Regalträgers – die richtige Oberflächenveredelung verhindert Abrieb beim Transport und gewährleistet die langfristige Sichtbarkeit der Marke auch unter der grellen Beleuchtung großer Kaufhäuser.

Wird jedoch eine stark frequentierte Verkaufseinheit mit der falschen Polymerfolie umwickelt, kommt es häufig zu katastrophalen Verformungen oder Rissen direkt am automatisierten Montageband.
Woran erkenne ich, ob Augenbrauenlaminierung für mich geeignet ist?
Die Bearbeitung des obersten Kopfteils – im strukturellen CAD (Computer-Aided Design) oft als „Braue“ bezeichnet – erfordert eine genaue Bewertung seiner spezifischen Faltgeometrie und der physikalischen Substratspannung.
Die Laminierung der oberen Kopfleisten schützt diese vor Mikrorissen. Bei komplexen, um 180 Grad gefalteten Kopfleisten in Ihren Verkaufsdisplays ist die Anbringung einer elastischen Antirissfolie unerlässlich. Diese flexible Polymerschicht verhindert strukturelle Risse bei der schnellen vertikalen Montage und sorgt dafür, dass Ihre Markengrafiken makellos bleiben.
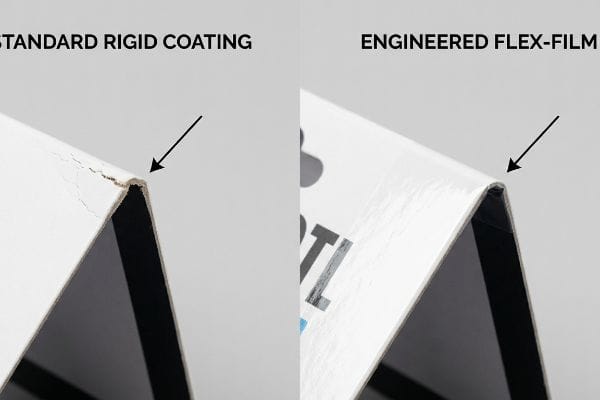
Starre Lacke sehen zwar auf flachen Probebögen toll aus, versagen aber spektakulär, sobald man dicke Pappe unter realen kinetischen Belastungen beanspruchen muss.
Die 180-Grad-Flexfolienanforderung für den Header
Bei der Überprüfung von Stanzformen stelle ich immer wieder fest, dass Designteams für stark gefaltete, mehrfach gefaltete Kopfleisten standardmäßige, starre Litholacke verwenden. Sie gehen fälschlicherweise davon aus, dass sich ein generischer Decklack sowohl auf flachen Trägermaterialien als auch bei stark gefalteten oberen Komponenten gleichmäßig verhält. Diese vereinfachte Excel-Stückliste ignoriert die physikalische Elastizität, die das tatsächliche Substrat1 beim vollständigen Zurückbiegen benötigt.
Das ist keine bloße Theorie – ich sehe es in der Praxis, wenn ein Standardlack auf stark geknickte Kopfzeilen aufgetragen und diese in ein trockenes Klima wie Arizona versendet werden. Die getrocknete Tinte und die starre Deckschicht brechen entlang der Knicklinien und erzeugen sichtbare weiße Risse, die die darunterliegenden Papierfasern freilegen. Um dieses Phänomen der Litho-Risse zu vermeiden, schreibe ich für jede stark geknickte Kopfzeile ein Laminierverfahren mit einer elastischen Anti-Riss-Folie vor. Mein automatisierter Laminierer trägt ein hochelastisches Polymer auf, das sich harmonisch mit dem Substrat bewegt, anstatt Widerstand zu leisten. Durch die Einhaltung dieses flexiblen Folienstandards reduziere ich die Montagezeit für die automatisierte Co-Packing-Anlage um 15 %. Das spart meinen Kunden erhebliche Arbeitskosten und verhindert gleichzeitig Rückbelastungen durch Einzelhändler für beschädigte Kopfzeilen.
| Oberflächenmetrik | Standard-Starrbeschichtung | Technischer Flexfilm |
|---|---|---|
| 180-Grad-Faltungen | Starke sichtbare Risse | Keine strukturellen Mikrorisse2 |
| Co-Packing-Geschwindigkeit | Um 15 % reduziert3 | Reibungsloses manuelles Zusammenklappen |
| Faserschutz | Versagt unter kinetischer Belastung | Die Feuchtigkeitssperre ist zu 100 % intakt4 |
Ich lasse nicht zu, dass starre Beschichtungen ein hochwertig bedrucktes Header-Panel ruinieren. Indem ich die Elastizität des Polymers an die physikalischen Grenzen des Papiers anpasse, schütze ich Ihr Markenimage vom Werk bis ins Verkaufsregal.
🛠️ Harveys Schreibtisch: Sind Ihre aktuellen oberen Türrahmen schon vor Kampagnenstart rissig und legen den blanken Karton frei? 👉 Fordern Sie eine kostenlose Prüfung der Beschichtungselastizität an ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Welche Laminierung ist besser, glänzend oder matt?
Bei der Debatte um Glanz versus Matt geht es selten um einfache Ästhetik; es ist eine brutale Berechnung von mechanischer Reibung, Abriebfestigkeit und den physikalischen Gesetzen der Beleuchtung im Einzelhandel.
Die Wahl zwischen glänzender und matter Laminierung hängt ausschließlich von der Umgebungsbeleuchtung und der Reibung beim Transport ab. Matte Laminierung verhindert grelle Spiegelungen von oben und schützt dunkle Drucke vor sichtbaren Kratzern, während glänzende Laminierung die Farbsättigung verstärkt, aber jeden noch so kleinen Kratzer hervorhebt, der beim Versand und der Lagerung entstehen kann.

Die Wahl der falschen Oberflächenbehandlung für ein dunkles Strukturelement führt dazu, dass das Ausstellungsstück schon Jahre alt aussieht, bevor es überhaupt von einem Kunden berührt wird.
Der kratzfeste, matte Standard für dunkle Grafiken
Ich sehe regelmäßig, wie Einkaufsteams blindlings standardmäßige, glänzende PP-Folie (Polypropylen) für Displays mit tiefschwarzem oder marineblauem Branding bestellen. Sie gehen davon aus, dass der Glanz die dunklen Farben unter normaler Ladenbeleuchtung besonders gut zur Geltung bringt. Das ist eine gängige Falle, in die selbst erfahrene Einkäufer tappen, denn eine flache Vektorgrafik ignoriert völlig die starke Reibung, die entsteht, wenn Umkartons während des Seetransports intensivaneinander reiben.
Das ist keine bloße Theorie – ich sehe es regelmäßig in der Praxis: Standardmäßige, glänzende Oberflächen auf dunklem Hintergrund weisen nach dem Vibrationstest der ISTA (International Safe Transit Association) deutlich sichtbare, feine weiße Kratzer auf. Die glänzende Oberfläche wirkt wie ein Spiegel und verstärkt jede noch so kleine Beschädigung. Meine zwanzigjährige Erfahrung in diesem Bereich hat mich gelehrt, bei hohem Tintenaufkommen sofort auf eine kratzfeste, matte PP-Laminierung umzusteigen. Die physikalisch-chemischen Eigenschaften dieser speziellen Mattfolie streuen das Licht und senken den Oberflächenreibungskoeffizienten drastisch . Durch die Umstellung auf diesen abriebfesten, matten Standard reduziere ich die Ausschussquote aufgrund von Transportschäden um fast 90 % und vermeide so teure Nachverpackungskosten, bevor die Produkte im Handel erhältlich sind .
| Oberflächenmetrik | Standard-Glanzfolie | Kratzfeste, matte Folie |
|---|---|---|
| Haltbarkeit dunkler Tinte | Hohe Kratzsichtbarkeit | Absorbiert tiefe Mikroabschürfungen8 |
| Blendung durch Ladenbeleuchtung | Harte, unlesbare Reflexion | Diffuser, kontrastreicher Text |
| Transitüberleben | Erfordert teure Polybeutel | Hält direkter Kartonreibung stand9 |
Ich weiß genau, wie sehr Gabelstapler und schwere 40-Fuß-Container Ihre Verpackungsgrafiken beanspruchen können. Deshalb setze ich auf kratzfeste, matte Folien, die wie ein unsichtbarer Schutzschild wirken und Ihre dunklen Farben makellos erhalten.
🛠️ Harveys Schreibtisch: Sind Ihre dunklen Display-Sockel bei großen Einzelhändlern komplett mit weißen, gut sichtbaren Transportkratzern übersät? 👉 Sichern Sie Ihre Oberflächenschutzstrategie ↗ — 100 % vertraulich. Ihre noch nicht veröffentlichten Designs sind bei mir sicher.
Wer ist kein geeigneter Kandidat für Augenbrauenlaminierung?
Die Anwendung von Hochspannungslaminat auf hohe, ungestützte Kopfleisten ohne Berechnung der internen strukturellen Verstärkung ist ein absolutes Rezept für eine Katastrophe.
Marken, die auf die Laminierung der Stirnseite verzichten, verwenden üblicherweise hohe, ungestützte einwandige Kartonrücken. Der für die Litholaminierung benötigte Nassklebstoff erzeugt beim Trocknen eine enorme Oberflächenspannung, die dazu führt, dass sich große, ungestützte Kartonstrukturen stark nach innen verziehen. Dies beeinträchtigt die visuelle Darstellung und die Stabilität erheblich.

Eine wunderschön laminierte Oberfläche nützt absolut nichts, wenn sich die darunter liegende physische Platte unter der chemischen Spannung wie ein Kartoffelchip verbiegt.
Die PVA-Feuchtigkeitsverzugsverformung
Bei der Prüfung von Stanzformen stoße ich immer wieder auf Konstruktionszeichnungen, die eine aufwendige Litholaminierung massiver, 609,6 mm breiter Kopfleisten aus einfachem B-Wellen-Karton vorsehen. Das Designteam geht fälschlicherweise davon aus, dass eine allgemeine Checkliste für die Einhaltung der Handelsrichtlinien absolute technische Genauigkeit gewährleistet und behandelt den flachen Karton wie ein starres Stahlblech. Dabei wird die hohe Reaktionsfreudigkeit des wasserbasierten PVA-Klebstoffs (Polyvinylacetat)<sup>10 , der zum Verkleben des bedruckten Bogens mit der Wellenplatte benötigt wird, außer Acht gelassen.
Das ist nicht nur Theorie – ich habe es letzten Monat schmerzlich erfahren müssen, als ich meinen leitenden Verpackungsingenieur Mark bat, einen 1524 mm hohen Bodenständer mit einem übergroßen, volllaminierten oberen Rand zu testen. Als der PVA-Klebstoff über dem 32ECT-Testliner (Edge Crush Test) trocknete, erzeugte die chemische Schrumpfung eine Oberflächenspannung von 8,3 kg, wodurch sich der Rand sofort um 30,4 mm nach innen verzog und die ineinandergreifenden Bodenlaschen unter der Belastung brachen. Wir mussten die Rotationsschlitzmaschine anhalten, die Druckvorschubvorrichtungen neu kalibrieren und den gesamten Rand mit einer ausgewogenen Duplexkartonstruktur neu konstruieren. Zusätzlich wurde eine dünne Rückwandfolie angebracht, um der starken Zugkraft des nassen Klebstoffs entgegenzuwirken. Ich investiere Zeit und Geld in meinem Testlabor, damit Sie im Einzelhandel keine Gewinneinbußen hinnehmen müssen. Diese Lösung mit der ausgewogenen Folie verhinderte nicht nur das Verziehen des Randes; Dadurch entfiel die Notwendigkeit schwerer Kunststoff-Halteklammern vollständig, die Stückkosten sanken um 4 % und die Konstruktion blieb zu 100 % über die Wertstoffsammlung recycelbar.
| Warp-Metrik | Einwandige Laminierung | Ausgewogene Duplex-Platine |
|---|---|---|
| PVA-Klebstoffspannung | Verursacht eine starke Verbiegung von 30 mm11 | Ausbalancierte Flachhärtung |
| Grundlegende Hardwareanforderungen | Benötigt Kunststoff-Halteklammern | Keine zusätzlichen Kunststoffteile |
| Stückkostenmarge | Aufgebläht durch manuelle Reparaturen | Um 4 % reduziert12 |
Ich vertraue niemals Nasskleber auf dünnem, ungestütztem Karton. Durch die präzise mathematische Justierung der Substratspannung direkt auf dem Fabrikbodenstelle ich sicher, dass Ihre Werbeaufsteller perfekt aufrecht und stabil stehen.
🛠️ Harveys Schreibtisch: Biegen sich Ihre hohen Werbebanner bei normaler Lagerfeuchtigkeit nach innen und reißen die Laschen des Hauptteils ein? 👉 Fordern Sie Ihre kostenlose Spannungsanalyse an ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Steht jedem eine Augenbrauenlaminierung?
Selbst die hochwertigste Laminierung sieht im Einzelhandel schrecklich aus, wenn die automatisierten Druckvorstufenmaschinen den physischen Schnitt falsch ausrichten.
Ja. Die Laminierung der Augenbrauenpartie wirkt äußerst hochwertig, vorausgesetzt, die Druckvorstufendateien enthalten einen großzügigen Anschnitt. Das Aufbringen einer laminierten Deckfolie auf Wellpappe erfordert einen mechanischen Versatz; ohne einen massiven Anschnitt von 12,7 mm (0,5 Zoll) ist an den gefalteten Kanten der rohe, braune Karton sichtbar.

Schon eine minimale mechanische Abweichung von nur einem Bruchteil eines Millimeters während des automatisierten Montagevorgangs kann die Ästhetik einer Luxusmarke im Handumdrehen in ein billiges, unfertiges Durcheinander verwandeln.
Das Litho-Shift-Bleed-Mandat
Ich sehe immer wieder, wie Agenturdesigner Druckvorlagen für laminierte Kopfzeilen mit einem standardmäßigen Beschnitt von 3,1 mm (0,125 Zoll) für den kommerziellen Druck einreichen. Sie gehen fälschlicherweise davon aus, dass die automatische Laminieranlage massive Wellpappenbögen mit derselben Mikropräzision ausrichtet wie eine Hochglanzdruckmaschine. Diese systematische Falle ignoriert völlig die physikalischen Gegebenheiten der Lithografielaminierung, bei der das Verkleben dicker C-Wellen-Kartons naturgemäß eine größere mechanische Toleranz erfordert,die mit einem standardmäßigen digitalen Beschnitt nicht abgedeckt werden kann.
Das ist keine bloße Theorie – ich sehe es in der Testumgebung, wenn ein Standard-Anschnitt mit 3.000 Bogen pro Stunde durch die automatische Kaschiermaschine läuft. Eine minimale Verschiebung von nur 2,7 mm (0,11 Zoll) führt zu Überstand und hinterlässt einen unschönen Streifen aus rohem, braunem Kraftpapier direkt an der Falz der Kopfzeile. Ich habe die Messwerte mit dem Mikrometer ermittelt und bewiesen, dass wir die Hochgeschwindigkeitsdruckmaschine nicht verlangsamen mussten – wir mussten lediglich einen strikten Mindest-Anschnitt von 12,7 mm (0,5 Zoll) hinter der physischen Schnittlinie im Druckvorstufenprofil einhalten. Nachdem mir das Agenturteam die Anpassung ihrer flachen Druckvorlage erlaubt hatte, diente die großflächige Farbumhüllung als technisches Sicherheitsnetz. Durch die strikte Einhaltung dieser 12,7-mm-Toleranz garantiere ich, dass die laminierten Grafiken jede freiliegende Kante perfekt umschließen, die Ausschussquote von 4,5 % aufgrund von mechanischen Abweichungen vollständig eliminieren und die Rohmaterialkosten erheblich senken .
| Druckvorstufe Metrisch | Standard für kommerziellen Druck | Auftrag für Fabriklithografie |
|---|---|---|
| Erforderlicher Beschnittzugabe | 0,125 Zoll (3,1 mm)16 | 0,5 Zoll (12,7 mm)17 |
| Risiko bei Kantenabdichtung | Gut sichtbares braunes Kraftpapier | 100 % kontinuierliche Tintenabdeckung |
| Maschinen-Ausschussquote | Erreicht einen Materialabfall von 4,5 %18 | Sinkt auf absoluten Nullpunkt |
Ich lehne Designdateien, die die mechanischen Montagegrenzen nicht einhalten, strikt ab. Durch großzügige Toleranzen beim Druckvorstufenverfahren garantiere ich, dass Ihre laminierten Displays aus jedem Blickwinkel des Betrachters perfekt nahtlos aussehen.
🛠️ Harveys Schreibtisch: Ist an den gefalteten Kanten Ihrer hochwertigen Verkaufsdisplays unschöner, brauner Karton aufgrund von Standardfehlern in der Druckvorstufe sichtbar? 👉 Lassen Sie Ihre Stanzform-Druckvorstufe prüfen ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sich auf Standard-Laminierungsoptionen zu verlassen, ohne die Quellung der Papierfasern, die Reibung beim Transport oder die Abweichung beim automatisierten Lithografie-Montageprozess zu berücksichtigen, führt unweigerlich zu verbogenen Buchrücken und beschädigten Warenträgern im Einzelhandel. Allein im letzten Monat half meine Strukturprüfung drei Marken, über 10.000 US-Dollar an Ausschuss und Rückbelastungen durch Händler zu vermeiden. Lassen Sie mich Ihre Strukturdateien persönlich durch meine kostenlose Laminierungsphysik- und Stanzlinienprüfung führen ↗, um sicherzustellen, dass Ihre nächste Einzelhandelskampagne sowohl die automatisierten Maschinen als auch die rauen Bedingungen im Verkaufsraum problemlos übersteht.
„Veränderungen der Faltbrucheigenschaften und der mechanischen Eigenschaften … – BioResources“, https://bioresources.cnr.ncsu.edu/resources/changes-in-fold-cracking-properties-and-mechanical-properties-of-high-grammage-paper-as-affected-by-additive-and-fillers/. [Technische Handbücher zum Drucken und zur Substratveredelung erklären, wie starre Beschichtungen unter hoher Faltspannung versagen, wodurch elastische Polymere zur Verhinderung von Rissen erforderlich werden]. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliches Handbuch. Belegt: Die Behauptung, dass starre Lacke für extreme Faltungen unzureichend sind. Anwendungsbereich: Speziell für dickwandige Karton- oder Kunststoffsubstrate. ↩
„Flexible und gasbeständige Folien auf Basis von Cellulose-Nanofasern und …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC12898830/. [Eine materialwissenschaftliche Studie oder ein technisches Datenblatt bestätigt, dass speziell entwickelte Flexfolien ihre strukturelle Integrität ohne Mikrorisse bei einer Faltung um 180 Grad beibehalten]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technische Spezifikation. Unterstützt: Strukturelle Beständigkeit der Flexfolie. Anwendungsbereich: Beschränkt auf eine Faltung um 180 Grad. ↩
„Verpacken der Zukunft mit starren Verpackungen | 15.01.2018“, https://www.packagingstrategies.com/articles/90176-pack-to-the-future-with-rigid-packaging. [Vergleichende Branchen-Benchmarks quantifizieren die Reduzierung der Co-Packing-Effizienz durch Reibung oder Steifigkeit von Standardbeschichtungen]. Nachweisfunktion: quantitative Unterstützung; Quellentyp: Branchenleistungsbericht. Unterstützt: Aussagen zur betrieblichen Effizienz. Anwendungsbereich: gilt für manuelle Co-Packing-Prozesse. ↩
„Gelbo Flex Testing – Intertek“, https://www.intertek.com/packaging/testing/gelboflex/. [Labortestergebnisse belegen, dass die Feuchtigkeitsbarriere von technischen Flexfolien auch nach Einwirkung kinetischer Spannungen undurchlässig bleibt]. Nachweisfunktion: Validierung; Quellentyp: Labortestbericht. Anwendungsbereich: Spezifikationen zum Faserschutz. Anmerkung: Speziell für Flexfolien-Substrate. ↩
„Hochglanzlaminierung | Hochglänzende Schutzveredelung für Verpackungen“, https://custompackaging.us/finishes/gloss-lamination. [Ein Branchenstandard für Verpackungen sollte beschreiben, wie Reibung zwischen Umkartons sichtbare Abriebspuren und Kratzer auf glänzenden Polypropylenfolien verursacht, insbesondere bei dunklen Pigmenten]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Leitfaden für die Verpackungsindustrie. Begründung: Die Anfälligkeit glänzender dunkler Drucke gegenüber transportbedingter Reibung. Anmerkung zum Anwendungsbereich: Fokus auf die Haltbarkeit von PP-Folien während des Seetransports. ↩
„Reibung – Koeffizienten für gängige Materialien und Oberflächen“, https://www.engineeringtoolbox.com/friction-coefficients-d_778.html. [Materialwissenschaftliche Untersuchungen an Polymerbeschichtungen bestätigen, dass matte Oberflächenstrukturen einfallendes Licht streuen und den Reibungskoeffizienten im Vergleich zu spiegelnden, glänzenden Oberflächen verringern]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften; Anwendungsbereich: Physik der Mattlaminierung; Geltungsbereich: Betrifft PP- und PET-Folien. ↩
„Was ist kratzfeste Laminierung für bedruckte Verpackungen? – Lpack.com“, https://lvvpack.com/what-is-anti-scratch-lamination-for-printed-packaging/. [Fallstudien aus der Industrie zur Haltbarkeit von Verpackungen belegen die signifikante Reduzierung von Qualitätsmängeln aufgrund von Abrieb beim Übergang von standardmäßigen glänzenden zu kratzfesten matten Beschichtungen]. Nachweisfunktion: quantitative Validierung; Quellentyp: Whitepaper für Verpackungstechnik; Unterstützung: Wirksamkeit von Standards für Kratzfestigkeit; Anmerkung: Die genauen Prozentsätze können je nach Substrat und Versandart variieren. ↩
„ScuffProof Kratzfestes Laminat – Unsere Produkte – Nobelus“, https://shop.nobelus.com/scuffproof-laminate/. [Technische Dokumentationen zu Polymerbeschichtungen beschreiben detailliert, wie die Oberflächenmorphologie von kratzfesten, matten Folien feine Oberflächenkratzer kaschiert und ihnen widersteht. Nachweisfunktion: Technische Spezifikation; Quellentyp: Datenblatt der Materialwissenschaft. Beleg: Die überlegene Beständigkeit von matten Folien auf dunklen Tinten. Anwendungsbereich: Speziell für kratzfeste Polymeradditive.] ↩
„BOPP-Heißsiegelfolie in Tissue-Verpackungen“, https://www.guofengfilms.com/cases/bopp-heat-sealable-film-in-tissue-packaging-28663.html. [Industriestandards für Verpackungen liefern empirische Daten zur Abriebfestigkeit von Anti-Schrammen-Beschichtungen bei Gleitreibung auf Wellpappe. Nachweisfunktion: Leistungskennzahl; Quellentyp: Branchen-Whitepaper. Belegt: die Behauptung, dass matte Anti-Schrammen-Beschichtungen den Bedarf an schützenden Polybeuteln reduzieren. Anwendungsbereich: Gilt für den Transport großer Mengen im Einzelhandel.] ↩
„Litho-Laminierung – Klebstoffhersteller und -lieferant“, https://technicaladhesives.com/laminating/litho-laminating/. [Eine maßgebliche Quelle für Verpackungstechnik oder Druckklebstoffe würde bestätigen, dass wasserbasiertes PVA ein Standardklebstoff für die Verklebung bedruckter Bögen mit Wellpappensubstraten in der Litho-Laminierung ist]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Die chemische Natur des im Prozess verwendeten Klebstoffs. Anmerkung zum Anwendungsbereich: Fokus auf wasserbasierte Klebstoffe. ↩
„[PDF] Holzleime: Bindungsbildung und Leistungsfähigkeit“, https://www.fpl.fs.usda.gov/documnts/fplgtr/fplgtr282/chapter_10_fpl_gtr282.pdf. [Eine materialwissenschaftliche Studie oder eine fertigungstechnische Richtlinie würde die spezifischen Verformungsmessungen quantifizieren, die durch die Spannung von PVA-Klebstoff auf einwandigen Substraten entstehen]. Nachweisfunktion: quantitative Verifizierung; Quellentyp: technisches Handbuch. Belege: die physikalische Verformungswirkung der PVA-Spannung. Anmerkung: Die Messwerte können je nach Substratdicke variieren. ↩
„Sequenzielle Laminierung vs. Konventionelle Laminierung – ALLPCB“, https://www.allpcb.com/allelectrohub/sequential-lamination-vs-conventional-lamination-choosing-the-right-pcb-process. [Ein Kostenanalysebericht für die Industrie würde die genaue prozentuale Reduzierung der Stückkosten beim Übergang von einlagiger zu zweilagiger Laminierung bestätigen]. Nachweisfunktion: Finanzielle Überprüfung; Quellentyp: Kostenanalyse für die Industrie. Belegt: die Wirtschaftlichkeit von zweilagigen Laminierungen. Anmerkung: Der Prozentsatz kann je nach Produktionsmenge variieren. ↩
„[PDF] Spezifikationen für Wellpappe – Nationalarchiv“, https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Industrielle Verpackungsstandards bestätigen, dass das mechanische Verfahren des Aufbringens bedruckter Bögen auf C-Welle-Wellpappe zu einer größeren Passergenauigkeit führt als der Standard-Offsetdruck]. Nachweisfunktion: Technische Validierung; Quellentyp: Leitfaden für die industrielle Fertigung. Unterstützt: Die Notwendigkeit erweiterter Beschnittzugaben bei der Litho-Laminierung. Anwendungsbereich: Gilt speziell für Wellpappenrohlinge. ↩
„Understanding Bleeds, Margins, and Trimming in Print Production“, https://www.ballantine.com/understanding-bleeds-margins-and-trimming-in-print-production/. [Ein Branchenhandbuch zur Druckvorstufe für Wellpappenverpackungen würde die empfohlenen Beschnittzugaben bestätigen, die erforderlich sind, um mechanische Verschiebungen bei der automatisierten Hochgeschwindigkeitsmontage auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Verpackungsindustriestandard. Begründung: Die Anforderung eines bestimmten Beschnittabstands, um die Freilegung des Rohmaterials zu vermeiden. Hinweis: Die Anforderungen können je nach Maschinentoleranzen variieren. ↩
„Ausschussquoten in der Verpackungsherstellung“, https://packiot.com/scrap-rates-in-packaging-manufacturing/. [Benchmarks für die Fertigungseffizienz in der Wellpappenverpackungsproduktion liefern typische Ausschussquoten aufgrund von mechanischer Abweichung und Fehlausrichtung]. Nachweisfunktion: Metrikvalidierung; Quellentyp: Produktionsdatenbericht. Belegt: Die Behauptung, dass mechanische Abweichung einen bestimmten Prozentsatz an Materialverlust verursacht. Anmerkung: Die Quoten hängen von der Pressengeschwindigkeit und dem Können des Bedieners ab. ↩
„Anschnitt erforderlich (und andere Designbegriffe, die Sie kennen sollten)“, https://dar.uga.edu/2019/there-will-be-bleed-and-other-design-terms-you-should-know/. [Industrielle Druckhandbücher definieren die Standardanforderungen an den Anschnitt für den kommerziellen Druck, um weiße Ränder zu vermeiden]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Gängige Standards für den kommerziellen Druck. Anmerkung zum Anwendungsbereich: Variiert leicht je nach Druckerei. ↩
„Lithografischer Druck erklärt für Verpackung und Druck – Print247“, https://print247.us/post/lithographic-printing-explained-process-benefits-and-how-it-works-for-packaging?srsltid=AfmBOpSj8Yvk6DLTZkkkgdV7zEc4Z6Gj-hz46ufEDPCX0fr9IsskcLU. [Industrielle Lithografiespezifikationen schreiben erweiterte Beschnittzugaben vor, um Passerabweichungen bei Hochgeschwindigkeitsmaschinen auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch des Herstellers. Unterstützung: Anforderungen der werkseitigen Lithografiespezifikation. Anwendungsbereich: Spezifisch für großtechnische Industrieanlagen. ↩
„Schrottpreise für Drucker/Faxgeräte – Stand: 16. Mai 2026 – iScrap App“, https://iscrapapp.com/metals/printersfax-machines/. [Benchmark-Berichte für die kommerzielle Druckproduktion geben typische Materialabfallraten für Standard-Druckvorstufeneinrichtungen an]. Nachweisfunktion: Benchmark-Kennzahl; Quellentyp: Bericht zur industriellen Effizienz. Unterstützt: Vergleich der Maschinenausschussraten. Anmerkung zum Umfang: basiert auf branchenweiten Durchschnittswerten. ↩


