
Wenn Sie Ihre Ausgaben für Verkaufsdisplays kontrollieren möchten, müssen Sie die versteckten Variablen und physikalischen Beschränkungen verstehen, die die wahre Produktionsrealität in der Fabrikhalle bestimmen.
Faktoren, die den Preis von kundenspezifischen Verpackungen beeinflussen, sind unter anderem die Auswahl des Rohmaterials, die strukturelle Komplexität, das Druckvolumen und der Bedarf an Spezialwerkzeugen. Weitere Elemente wie hochwertige Litho-Laminierungsverfahren, individuelle Stanzformen, feuchtigkeitsbeständige Beschichtungen und optimierte Palettenlogistik bestimmen ebenfalls maßgeblich die endgültigen Stückkosten in der Massenproduktion.

Die Kostenaufstellung in einer Tabellenkalkulation ist nur die halbe Wahrheit. Sobald Ihre digitalen Dateien die physischen Maschinen in der Fabrik erreichen, vervielfachen sich die realen finanziellen Risiken rasant.
Was kostet die Anfertigung einer maßgefertigten Box?
Sie wollen eine konkrete Zahl, aber die Preisgestaltung ist ein schwieriger Balanceakt zwischen Materialqualität und oberflächlicher ästhetischer Wirkung.
Die Berechnung der Herstellungskosten für kundenspezifische Kartons erfordert die Analyse von Materialqualität, Auftragsvolumen und Oberflächenveredelungsanforderungen. Während einfache, unbedruckte Versandkartons nur wenige Cent kosten, benötigen hochwertige, litholaminierte Verkaufsdisplays mit Spezialbeschichtungen und Sonderanfertigungen naturgemäß höhere Budgets, um die Stabilität während des anspruchsvollen Transports in der Lieferkette zu gewährleisten.

Doch die Theorie allein reicht nicht aus, wenn die Maschinen laufen. Die eigentliche Gefahr liegt darin, wie aggressiv die Beschaffungsteams versuchen, die Kosten künstlich zu senken.
Warum kosmetische Schwellungen Ihren Kompressionstest (Box Compression Test) ruinieren
Selbst erfahrene Einkaufsteams tappen oft in die Falle, teure Oberflächenveredelungen wie vollflächige Folienkaschierungen als unverhandelbare Marketingvorgaben zu betrachten. Um diese hohen Kosten auszugleichen und einen bestimmten Zielpreis zu erreichen, reduzieren sie stillschweigend die ECT-Bewertung (Edge Crush Test) des Basiskartons – sie tauschen beispielsweise einen robusten Karton mit 32 ECT gegen eine günstigere Alternative mit 26 ECTaus¹. Auf den ersten Blick wirkt das wie ein harmloser Kostenausgleich in einer digitalen Tabellenkalkulation.
Das ist nicht nur Theorie – ich erlebe das ständig in der Praxis, wenn Kunden mir fehlerhafte Prototypen anderer Hersteller bringen. Letzten Monat lieferte mir eine Agentur eine beeindruckende, mit dicker Folie beschichtete PDQ-Schale (Pre-Packed Display Quantities), hatte aber aus Kostengründen die Innenrillen reduziert. Ich legte sie unter die hydraulische Druckpresse. Die BCT-Kraftmessdose zeigte 64,6 kg (142,5 lbs) an, und ich hörte das widerliche Knirschen, als die Rillen unter minimaler Belastung von oben nachgaben. Ich verwarf die Folienbeschichtung sofort. Ich entfernte die überflüssige Beschichtung und verwendete wieder ein unbeschichtetes 32-ECT-Substrat²ichdie teure Folie durch eine hochglänzende, wasserbasierte Beschichtung ersetzte. Durch die Wiederherstellung der Materialdichte konnte ich die dynamische Tragfähigkeit so erhöhen, dass sie die Stapelung von Standardpaletten der Größe 48×40 Zoll (1219×1016 mm).Dadurch wird das Risiko des Zerdrückens vollständig eliminiert, was kostspielige Rückbelastungen durch Einzelhändler verhindert und eine hundertprozentig erfolgreiche Markteinführung gewährleistet.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| Abgelöste Folienlaminierung | 32 ECT-Baseline wiederhergestellt4 | Eliminierte kosmetische Aufblähungskosten |
| Aufgetragener glänzender wässriger Lack | Beibehaltung der Premium-Reflektanz | Sicherstellung der Recyclingfähigkeit am Straßenrand5 |
| Restauriertes Primärmaterial | Verhinderte Wellenknickung6 | Verhinderte Rückbuchungen von Einzelhändlern |
Ich weigere mich, die Qualität von Konstruktionsplatten herabzustufen, nur um unnötige Schutzfolien zu finanzieren. Meine Aufgabe ist es, die Unversehrtheit Ihres Produkts während des Seetransports zu gewährleisten, und das bedeutet, dass ich den physikalischen Grundlagen Vorrang vor oberflächlichen Darstellungen von Agenturen einräume.
🛠️ Harveys Schreibtisch: Verzichten Sie auf wichtige Druckfestigkeit, nur um sich eine teure Folienkaschierung für Ihr aktuelles Display leisten zu können? 👉 Stücklistenprüfung anfordern ↗ — Ich prüfe jede Konstruktionsdatei persönlich innerhalb von 24 Stunden.
Was sind die 5 Ps der Verpackung?
Die Beherrschung der theoretischen Grundlagen des Einzelhandelsmarketings ist nutzlos, wenn sich Ihre physische Struktur verformt, bevor sie überhaupt den Verkaufsgang erreicht.
Die 5 Ps der Verpackung stehen klassischerweise für Produkt, Preis, Platzierung, Promotion und Positionierung. Diese grundlegenden Marketingprinzipien gewährleisten, dass eine Präsentation die Markenwerte effektiv kommuniziert, die Ware während des Transports schützt, in belebten Einzelhandelsumgebungen Aufmerksamkeit erregt und perfekt auf die Kaufpsychologie der Zielgruppe abgestimmt ist.
Doch die Theorie allein genügt nicht, wenn die Maschinen laufen. Selbst die brillantesten Werbegrafiken nützen nichts, wenn die Substratchemie in der Fabrik versagt.
Warum Nassklebstoffe Werbegrafiken zerstören
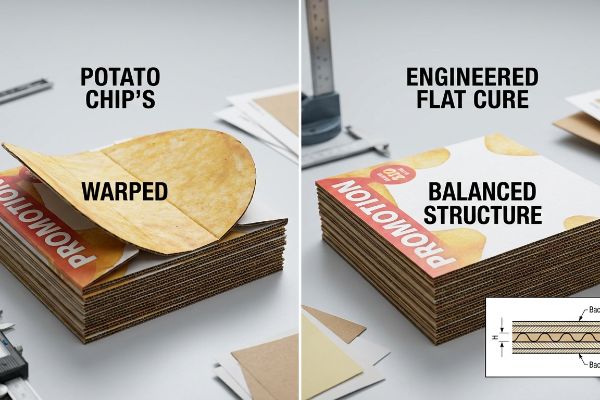
Marken entwerfen oft aufwendig gestaltete Deckblätter, um die Anforderungen im Bereich „Promotion“ zu erfüllen, und gehen dabei davon aus, dass die Aufbringung dieses hochwertigen Drucks auf eine starre B-Welle-Wellpappe ein perfekt ebenes Verkaufsdisplay. Dabei ignorieren sie völlig die physikalisch-chemischen Eigenschaften des Litho-Laminierungsverfahrens. Da im Werk wasserbasierter PVA-Klebstoff (Polyvinylacetat) auf großen Flächen verwendet wird, saugt die poröse Deckpappe die Flüssigkeit stark auf, was beim Trocknen zu einem katastrophalen Spannungsungleichgewicht führt.
Das ist nicht nur Theorie – ich erlebe das praxisnah in der Testumgebung. Erst im letzten Quartal rief ein Kunde panisch an, weil sich sein erster Prototyp von einem lokalen Zulieferer stark nach innen gewölbt hatte, ähnlich wie ein Kartoffelchip. Dadurch wurde das Werbematerial völlig verzerrt und der Prototyp fiel beim ISTA-Falltest (International Safe Transit Association)Zuerstging ich davon aus, dass die übliche Aushärtungszeit das Problem beheben würde, aber ich lag völlig falsch; die Oberflächenspannung war viel zu hoch. Ich verwarf die Vorlage der Agentur und entwickelte die physikalisch-chemische Zusammensetzung von Grund auf neu. Ich ersetzte den Standardklebstoff durch eine PVA-Mischung mit niedrigerer Viskosität und forderte eine ausgewogene Duplex-KartonstrukturZusätzlichfügte ich eine dünne Rückseitenkaschierung hinzu, um die Spannung der Decklage auszugleichen. Als ich die frisch aus der Aushärtungspresse nahm, bestätigte die pudrige Haptik der trockenen Wellpappe eine perfekt ebene Aushärtung. Dadurch sparte der Kunde schätzungsweise 15 % Ausschuss und die Ausrichtung seines Werbematerials blieb erhalten.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| PVA-Klebstoff mit niedrigerer Viskosität9 | Verringerte Feuchtigkeitsaufnahme | Beseitigung von Feuchtigkeitsverzugsfehlern |
| Aufgebrachte Rückwandplatte10 | Ausgeglichene Oberflächenspannung | Beibehaltene grafische Ausrichtung |
| 24-Stunden-Gewichtsmessung durchgeführt11 | Erzwang eine flache, starre Aushärtung | Vermeidung von Ausschussplatten |
Ich vertraue digitalen Modellen nicht, um vorherzusagen, wie Papierfasern in einer feuchten Fabrik auf flüssige Klebstoffe reagieren. Die chemische Spannung im Karton muss vor Beginn der Massenproduktion beseitigt werden.
🛠️ Harveys Schreibtisch: Gleicht Ihr aktueller Lieferant die Wellpappe chemisch aus, um Verformungen wie Kartoffelchips beim Litholaminieren zu verhindern? 👉 Fordern Sie eine individuelle 3D-Struktursimulation an ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Wie kann individuelle Verpackung den Markenwert steigern?
Eine hochwertige Ästhetik rechtfertigt hohe Preise im Einzelhandel, doch wahre Markenbekanntheit erfordert strukturelles Überleben, nicht nur eine schöne Oberfläche.
Individuell gestaltete Verpackungen steigern den Markenwert durch sofortige visuelle Aufmerksamkeit, hochwertige haptische Erlebnisse und gleichbleibende Stabilität. Durch den Einsatz markanter Stanzformen, spezieller Sonderfarben und mathematisch optimierter Displaystrukturen kommunizieren Marken wirkungsvoll höchste Qualität und dominieren das entscheidende Zeitfenster von drei Sekunden visueller Interaktion.
Doch die Theorie allein genügt nicht, wenn die Maschinen laufen. Das Streben nach luxuriösen, haptischen Oberflächen kann leicht zu einem strukturellen Einsturz führen, wenn man die theoretischen physikalischen Grundlagen außer Acht lässt.
Warum tiefes Prägen zu katastrophalem Flötenblasen führt
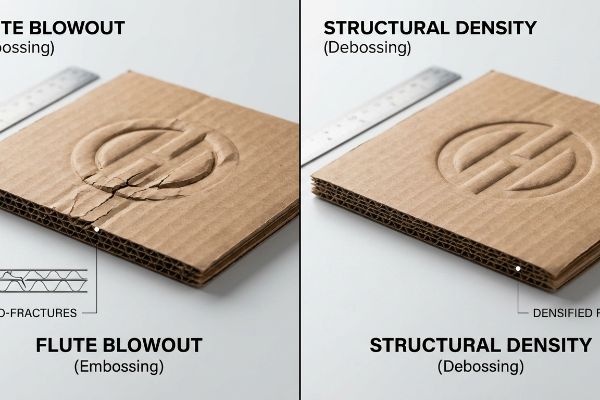
Um den Markenwert zu maximieren, fordern Designer häufig aufwendige 3D-Haptikeffekte wie die Außenprägung, in der Annahme, diese verhalte sich genauso wie die Flachfolienprägung. Dabei ignorieren sie völlig die unterschiedlichen physikalischen Auswirkungen auf Wellpappe. Die Außenprägung dehnt die Deckschicht stark und erzeugt eine Erhebung, wodurch die Zellulosefasern dünner werden<sup>12</sup> und entlang der tragenden Falzlinien tiefe Mikrorisse entstehen<sup>13</sup>.
Das ist keine bloße Theorie – ich habe das in unserem eigenen Forschungs- und Entwicklungslabor schmerzlich erfahren müssen. 2022 beauftragte ich meinen leitenden Verpackungsingenieur Mark mit der Entwicklung einer neuen Premium- FSDU ) mit einem großen, geprägten Logo direkt auf der vorderen Haltekante. Wir dachten, wir könnten das 32ECT-Kraftpapier problemlos dehnen, wenn wir die Stanzgeschwindigkeit einfach reduzierten. Drei Tage später beobachtete ich in der Testkammer, wie die gesamte Palette einknickte; ich hörte das widerliche Knacken, als die strukturell erschöpften Fasern unter der dynamischen Last von 68 kg (150 lbs) nachgaben. Wir verbrachten Stunden damit, den Maschineneinschlag zu beobachten und die Ursache auf den Stanzdruck zurückzuführen, der die geschwächten Wellen14. Ich ordnete umgehend eine Werkzeugkalibrierung an und änderte die Stanzform von einer Außenprägung zu einer Innenprägung. Durch das Herunterdrücken der Matrize verdichteten wir die inneren Rillen physikalisch zu einem festen Block, anstatt die äußere Elastizität zu zerstören. Dadurch wurde sichergestellt, dass die Kompressionsgrenze von 1133 kg (2500 lbs) für den Großhandeleingehalten wurde und gleichzeitig das von den Einzelhändlern geforderte erstklassige haptische Erlebnis geboten wurde.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| Umstellung auf nach innen gerichtete Prägung | Verdichtete innere Rillen | Die strukturelle Integrität des 32ECT-Systems wurde aufrechterhalten |
| Neukalibrierter Werkzeugdruck | Mikrorisse im Papier beseitigt | Schwerlasttransportprüfungen bestanden |
| Vermeidung von Faltlinienprägung | Erhaltene Eckenelastizität | Premium-Platzierung im Einzelhandel gesichert |
Ich lasse ästhetische Ansprüche nicht die Stabilität eines robusten Displays beeinträchtigen. Sollte eine Textur die Papierfasern schwächen, drehe ich die Werkzeuge um, um sicherzustellen, dass die Schwerkraft Ihre Kampagne nicht zerstört.
🛠️ Harveys Schreibtisch: Beeinträchtigen Ihre hochwertigen Oberflächenbehandlungen heimlich die Tragfähigkeit Ihrer Wellblechecken? 👉 Professionelle Stücklistenprüfung ↗ – Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Lohnt sich der Preis für maßgefertigte Versandkartons?
Die Investition in kundenspezifische Strukturen ist für die moderne B2B-Logistik unerlässlich, ihr wahrer Wert hängt jedoch davon ab, wie reibungslos sie sich in die Verpackungslinie integrieren lassen.
Ja. Maßgefertigte Versandkartons sind definitiv eine lohnende Investition, da sie unnötigen Leerraum vermeiden und das Versandgewicht drastisch reduzieren. Darüber hinaus gewährleisten mathematisch optimierte Stanzformen eine reibungslose Montage und ein erstklassiges Markenerlebnis. Transportschäden werden aktiv verhindert und die Produktintegrität bei anspruchsvoller Logistik geschützt.
Doch die Theorie allein reicht nicht aus, wenn die Maschinen laufen. Eine individuell angefertigte Verpackung ist wertlos, wenn die Stanzform bei der Hochgeschwindigkeitsproduktion mathematisch versagt.
Warum Flat-File-Vektoren die Abwicklungsgeschwindigkeit erheblich beeinträchtigen
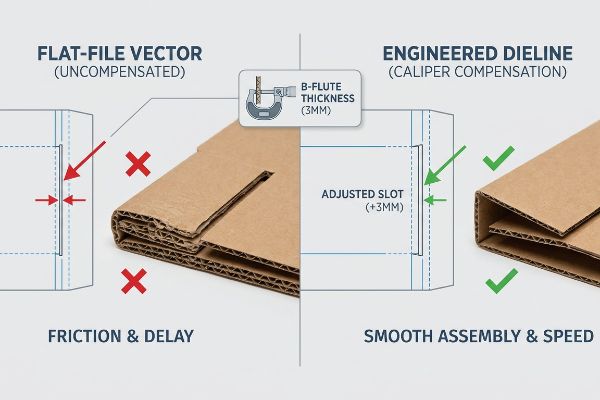
Selbst erfahrene Grafikdesigner erstellen in digitaler CAD-Software oft Verriegelungslaschen und Faltnuten mit exakt der gleichen Breite wie das Gegenstück. Dabei vernachlässigen sie völlig die Berechnung der tatsächlichen Dicke des gefalteten Wellpappkartons. Wird ein 3 mm dickes B-Wellen-Blatt um 90 Grad gefaltet, verbraucht es Material, was bei der Montage sofort zu starker Reibung führt, wenn die Aufnahmenut nicht entsprechend vergrößert wird.
Das ist nicht nur Theorie – ich erlebe das in der Praxis. Bei einem kürzlich durchgeführten Pilotversuch für einen Großkunden kam die Co-Packing-Linie komplett zum Erliegen, weil sich der Verschluss des Versandkartons nicht schließen ließ. Ich ging in die Produktionshalle, riss die obere Lage eines verklemmten Kartons ab und spürte den starken Widerstand der zusammengedrückten Wellen, die in einen engen Schlitz gepresst wurden. Ich las die Messwerte mit dem Mikrometer ab und stellte fest, dass wir keine teuren Kunststoffclips benötigten, um alles zusammenzuhalten; eine präzise Toleranzanpassung genügte. Ich erstellte die CAD-Geometrie von Grund auf neu und wandte einen strengen Messschieber-Kompensationsalgorithmus<sup>16</sup> , um jeden einzelnen Schlitz dynamisch zu erweitern und den äußeren Biegeradius zu berücksichtigen. Durch die Einhaltung dieser spezifischen Biegetoleranz von 3 mm<sup>17</sup>ich jegliche Reibung in der Montage eliminieren, die Montagezeit beim Co-Packing um 35 Sekunden pro Einheit reduzieren und dem Kunden schätzungsweise 20 % der manuellen Arbeitskosten einsparen.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| Angewandte Bremssattelkompensation18 | Zulässige Faltstärke | Verhinderte Montage von Platinenrissen |
| Die Verriegelungsschlitze wurden um 3 mm erweitert | Physikalische Reibung beseitigt | Verkürzen Sie die Co-Packing-Zeit um 35 Sekunden19 |
| Kunststoffteile entfernt | Die strukturelle Stückliste wurde vereinfacht | Reduzierte manuelle Arbeitskosten |
Ich verlasse mich nicht darauf, dass flache Illustrator-Dateien die Gesetze der dreidimensionalen Physik diktieren. Wenn man die exakte Biegezugabe in die Werkzeuge einbezieht, spart man sich unnötige Montagekosten und kann schneller liefern.
🛠️ Harveys Schreibtisch: Berücksichtigt Ihre aktuelle Verpackungsvorlage mathematisch die exakte Dicke von gefaltetem B-Wellen-Material? 👉 Kostenlose Strukturprüfung anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sie können zwar billige, minderwertige 26-ECT-Platinen von jedem beliebigen Anbieter beziehen, doch wenn die strukturell beeinträchtigte Palette unter 68 kg schwerer Fracht zusammenbricht, führt dies zu einem katastrophalen Zusammenbruch, der Ihre gesamte Handelsspanne vernichtet und eine sofortige Ablehnung durch den Händler zur Folge hat. Genau diese technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 3 mm bei einer großen nationalen Markteinführung vor Produktionsbeginn auf. Setzen Sie Ihre Lieferkette nicht länger auf theoretische Entwürfe und lassen Sie mich persönlich Ihre nächste Markteinführung planen, um einen maximalen logistischen ROI zu garantieren.
„Versandkartonfestigkeit verstehen – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoq4yLlPUkaRzmpmC5ZxIM24pVgl7hqLD_kuFJ4xaSYZA_PodRBo. [Branchennormen für Verpackungen liefern Daten zum Vergleich der Stapelfestigkeit und der Kosten pro Einheit von 32 ECT-Wellpappe gegenüber 26 ECT-Wellpappe]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Branchenspezifikationsblatt. Unterstützt: Reduzierung der Materialkosten durch Herabstufung der Güteklasse. Anwendungsbereich: Gilt für Standard-Versandkartons aus Wellpappe. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Verpackungstechnische Normen definieren die Kantenstauchfestigkeit (Edge Crush Test, ECT) zur Bestimmung der Stapelfestigkeit und Tragfähigkeit von Wellpappe. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Beleg: Die strukturelle Eignung von 32 ECT für Transportlasten. Anmerkung: Die effektive Tragfähigkeit hängt auch von den Kartonabmessungen und der Stapelhöhe ab. ↩
„Standardpalettengrößen | Mit Tabelle – Kamps Pallets“, https://www.kampspallets.com/standard-pallet-sizes-with-chart/. Logistikstandards, wie beispielsweise die der Grocery Manufacturers Association (GMA), definieren die 48×40-Zoll-Palette als primären Standard für Versand und Lagerhaltung in Nordamerika. Nachweisfunktion: Faktenprüfung; Quellentyp: Logistikstandard. Unterstützung: Grundlage für die Berechnung von Transportbelastungen und Platzbedarf. Anmerkung: Diese Abmessungen sind vorwiegend auf nordamerikanischen Märkten Standard. ↩
„Übersicht aktueller Studien des IPST zur Kantenfestigkeit von Wellpappe …“, https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Technische Normen für den Kantenstauchtest (ECT) zeigen, wie die Entfernung nicht-poröser Laminate die ursprüngliche Tragfähigkeit der Platte wiederherstellt]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Unterstützt: Wiederherstellung der Tragfähigkeit nach Entfernung der Laminate. Anmerkung: Die ECT-Werte sind abhängig von der jeweiligen Plattenqualität. ↩
„Überlegungen zur Nachhaltigkeit: Kartonbeschichtungen – Zenpack“, https://www.zenpack.us/blog/paperboard-coatings-sustainability-impact/. [Richtlinien von Recyclingverbänden bestätigen, dass wasserbasierte Beschichtungen im Gegensatz zu Folienlaminaten mit Standard-Recyclingverfahren kompatibel sind]. Nachweisfunktion: Überprüfung der Einhaltung von Vorschriften; Quellentyp: Richtlinie. Unterstützt: Umweltauswirkungen der Beschichtungswahl. Anmerkung: Die Recyclingfähigkeit variiert je nach Kapazität der kommunalen Recyclinganlagen. ↩
„Neuware versus Recyclingkarton – VU Research Repository“, https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. [Materialwissenschaftliche Untersuchungen zeigen, dass Zellulosefasern aus Neuware im Vergleich zu verkürzten Recyclingfasern eine höhere Steifigkeit und Druckfestigkeit aufweisen]. Nachweisfunktion: Nachweis mechanischer Eigenschaften; Quellentyp: Ingenieurstudie. Unterstützt: Zusammenhang zwischen Materialreinheit und struktureller Stabilität. Anmerkung: Der Effekt hängt vom Verhältnis von Neuware zu Recyclingmaterial ab. ↩
„Testverfahren – International Safe Transit Association“, https://ista.org/test_procedures.php. [Eine maßgebliche Branchenquelle definiert die von der ISTA verwendeten standardisierten Testprotokolle zur Überprüfung der Stoßfestigkeit von Verpackungen während des Transports.] Nachweisfunktion: Technischer Standard; Quellentyp: Branchenzertifizierungsstelle. Unterstützt: die Gültigkeit der Produktausfallmetrik. Anmerkung zum Anwendungsbereich: Bezieht sich auf standardisierte Transportsimulationen. ↩
„Duplexkarton: Zusammensetzung und Anwendungen verstehen“, https://www.xiaolongpackaging.com/duplex-board-understanding-its-composition-and-applications.html. [Die materialwissenschaftliche Literatur erklärt, wie der symmetrische Kartonaufbau und die Rückseitenkaschierung Spannungen entgegenwirken und so ein Aufrollen oder Verziehen während der Klebstoffaushärtung verhindern.] Nachweisfunktion: Ingenieurprinzip; Quellentyp: Technisches Handbuch. Unterstützung: Die strukturelle Lösung des Verzugsproblems. Anwendungsbereich: Speziell für Karton und Nassklebstoffanwendungen. ↩
„Thermische, rheologische und Feuchtigkeitsaufnahmeeigenschaften von … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC12610708/. [Technische Dokumentationen zur Klebstoffchemie würden bestätigen, wie niedrigviskoses PVA die Feuchtigkeitspenetration und die daraus resultierende Verformung des Substrats beeinflusst]. Nachweisfunktion: technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Belegt: den Zusammenhang zwischen Klebstoffviskosität und reduzierter Feuchtigkeitsaufnahme. Anwendungsbereich: spezifisch für PVA-basierte Klebstoffe. ↩
„Schluss mit der Verschwendung von DTF-Transfers! Jedes Mal perfekt ausrichten!“, https://www.youtube.com/watch?v=hw_tFkZpDB0. [Konstruktive Prinzipien der symmetrischen Laminierung erklären, wie Trägerfolien die Oberflächenspannung ausgleichen und so ein Einrollen verhindern]. Nachweisfunktion: Mechanisches Prinzip; Quellentyp: Handbuch für Konstrukteure. Unterstützung: Verwendung von Trägerfolien zur Sicherstellung der Grafikausrichtung. Anwendungsbereich: Gilt für starre Werbematerialien. ↩
„Klebstoff-FAQ – WOOD Magazin – YouTube“, https://www.youtube.com/watch?v=rGIuEZyJnGg. [Fertigungsnormen für Klebeverbindungen definieren die spezifische Dauer und den Druck, die für eine ebene, starre Aushärtung erforderlich sind]. Nachweisfunktion: Prozessnorm; Quellentyp: Fertigungsrichtlinie. Unterstützt: die Wirksamkeit der 24-Stunden-Wiegung zur Vermeidung von Produktionsausschuss. Anwendungsbereich: abhängig von Klebstoffart und Materialstärke. ↩
„Einfluss des Prägedrucks auf die mechanischen Eigenschaften und die Weichheit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Materialwissenschaftliche Forschung zur Papierverformung erklärt, wie die mechanische Dehnung beim Prägen die Dicke der Zellulosefasern reduziert]. Nachweisfunktion: Technischer Mechanismus; Quellentyp: Materialwissenschaftliche Fachzeitschrift. Unterstützt durch: Physikalische Degradation des Trägermaterials; Anwendungsbereich: Speziell für Hochdruckprägung. ↩
„Einfluss analoger und digitaler Falzlinien auf die Mechanik … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Studien im Bereich Verpackungstechnik zeigen, wie tiefe Prägungen Spannungskonzentrationen erzeugen, die zu Mikrorissen an den Falzlinien führen und die strukturelle Integrität beeinträchtigen]. Nachweisfunktion: Analyse von Strukturversagen; Quellentyp: Handbuch für Verpackungstechnik. Unterstützung: Strukturelle Anfälligkeit; Anwendungsbereich: Speziell für Wellpappe. ↩
„Untersuchung des Einflusses von Perforationen auf die Tragfähigkeit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Materialwissenschaftliche Dokumentation zu Wellpappe erklärt, wie tiefe Prägungen die vertikalen Wellen beschädigen, den Wert des Kantenstauchtests (ECT) deutlich reduzieren und zum Strukturversagen führen]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Beleg: Die mechanische Ursache für Wellenbruch. Anmerkung: Der Effekt variiert je nach Wellenprofil und Kartonqualität. ↩
„Wie viel Last kann meine Palette tragen?“, https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html. [Branchenstandards für die Logistik im großflächigen Einzelhandel legen Mindestanforderungen an die Kompression von Palettendisplays fest, um die Belastung in Hochregallagern zu gewährleisten]. Nachweisfunktion: Überprüfung von Benchmarks; Quellentyp: Richtlinien für den Einzelhandelsvertrieb. Unterstützt: die spezifischen strukturellen Anforderungen für die Rentabilität im Einzelhandel. Anmerkung zum Anwendungsbereich: Die Grenzwerte können je nach Einzelhändler und Palettenhöhe variieren. ↩
"[PDF] Cal Poly BSAE Bremssattel", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?filename=1&article=1899&context=mesp&type=additional. [Technische CAD-Handbücher für die Konstruktion von Strukturbauteilen beschreiben Algorithmen, die zur Maßkorrektur anhand von Materialmessungen mit dem Messschieber verwendet werden, um die Passgenauigkeit zu gewährleisten]. Nachweisfunktion: Methodische Verifizierung; Quellentyp: Technische Softwaredokumentation. Unterstützt: Die Verwendung algorithmischer Anpassungen zur Vermeidung von Montagereibung. Anmerkung: Implementierungsdetails variieren je nach CAD-Plattform. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Verpackungstechnische Normen für Wellpappe legen die erforderliche Biegezugabe fest, um Materialverklemmungen und -quetschungen in Abhängigkeit von der Wellentiefe zu vermeiden]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für die industrielle Fertigung. Belegt: Die Behauptung, dass eine spezifische Anpassung von 3 mm die Montagereibung beseitigt. Anmerkung: Die genauen Werte variieren je nach Kartonsorte und Wellentyp. ↩
„Wie sich die Kartonstärke auf Leistung und Kosten von Faltschachteln auswirkt“, https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Technische Richtlinien für Wellpappenverpackungen erläutern, wie der Ausgleich der Materialstärke (Kartonstärke) eine korrekte Faltgeometrie gewährleistet und Materialspannungen oder Einreißen verhindert]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Unterstützt: Strukturelle Integrität von kundenspezifischen Versandtaschen. Anwendungsbereich: Speziell für Wellpappenmaterialien.] ↩
„Laschen- und Nutabstände für Blechbearbeitung – Kostenoptimierung Folge 15“, https://www.youtube.com/watch?v=WTDtj8vAJuE. [Logistik-Fallstudien und Daten aus dem Bereich Industrial Engineering belegen die Reduzierung der manuellen Montagezeit durch optimierte Toleranzen der Verriegelungsnuten zur Reibungsminimierung]. Nachweisfunktion: quantitative Verifizierung; Quellentyp: Logistik-Fallstudie. Unterstützt: Operativer ROI von Präzisionsdesign. Anmerkung: Die Zeitersparnis hängt vom Verpackungsvolumen und der Bedienereffizienz ab.] ↩



