
Die Wahl der richtigen physischen Struktur zur Präsentation Ihres Produkts in einem stark frequentierten Ladenlokal entscheidet über Erfolg oder Misserfolg bei der Produkteinführung.
Verkaufsdisplays dienen als physische Marketinginstrumente, die Waren sicher präsentieren und gleichzeitig Impulskäufe fördern. Die Wahl des richtigen Formats erfordert die Berücksichtigung des Produktgewichts, spezifischer Händlerrichtlinien und der Zielgruppe, um maximale Sichtbarkeit zu gewährleisten und kostspielige Schäden am Boden zu vermeiden.

Das Verständnis der zugrundeliegenden Geometrie dieser Strukturen ist nur der Anfang. Sobald man von digitalen Modellen zur physischen Massenproduktion übergeht, ändern sich die Regeln völlig.
Welche verschiedenen Arten von Verkaufsdisplays gibt es?
Der strukturelle Entwurf Ihrer Kampagne bestimmt, wie Konsumenten mit Ihrem Produkt interagieren.
Zu den verschiedenen Arten von Verkaufsdisplays gehören Bodenaufsteller, Thekentabletts, Clipleisten und Palettenregale. Jedes Format ist für bestimmte Verkaufszonen konzipiert und berücksichtigt die optimale Balance zwischen Produkttragfähigkeit und räumlichen Vorgaben, um die Aufmerksamkeit der Kunden zu gewinnen, ohne die Vorschriften zur Regalplatzbegrenzung zu verletzen.
Die Namen dieser Formate zu kennen ist einfach, aber wenn man die falsche Struktur in eine inkompatible Einzelhandelszone einsetzt, wird die gesamte Kampagne von den Filialleitern abgelehnt.
Die räumliche Beschränkung nach ADA vs. GMA
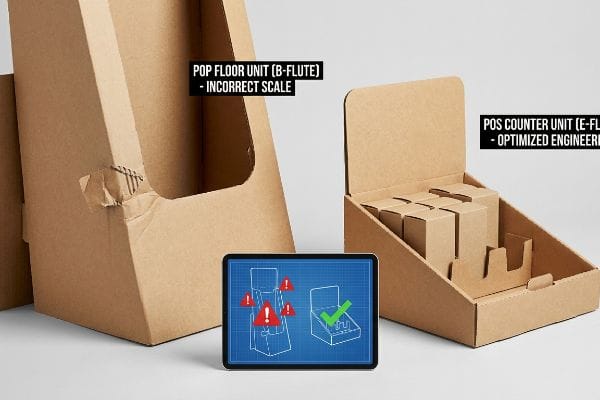
Viele aufstrebende Marken gehen davon aus, dass sie einen riesigen POP-Bodenaufsteller (Point of Purchase) entwerfen und die digitale Datei einfach um 50 % verkleinern können, um eine POS-Thekeneinheit (Point of Sale) zu erstellen.
Ich sehe immer wieder, wie selbst erfahrene Einkaufsteams in diese Falle tappen. Ein Kunde bittet mich beispielsweise, einen großen Bodenbehälter so zu verkleinern, dass er neben eine Kasse passt, und ignoriert dabei die strengen Reichweitenbeschränkungen des ADA (Americans with Disabilities Act) ¹ für Kassenbereiche . Wenn wir dann versuchen, diese verkleinerte Stanzform auf dem Prototypentisch zusammenzufügen, widersetzt sich der dicke 32-ECT- Karton² (Edge Crush Test) den engen Faltungen. Man hört das laute, charakteristische Reißgeräusch der rohen Kartonfasern, weil die komplexen Verriegelungslaschen nun zu klein sind, um zu funktionieren.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verkleinerung von POP-Bodenablagen zur Anpassung an POS-Theken. | Permanente Trennung von Boden- und Gegenstrom-Technikleitungen. | Verhindert Ablehnungen durch Filialleiter. |
| Die gesetzlichen Reichweitenbeschränkungen werden ignoriert. | POS-Dateien werden strikt auf das Fenster 15-48 Zoll (381-1219 mm) ausgerichtet. | Gewährleistet die Einhaltung der Registereintragung. |
| Verwendung von dickem B-Wellenpapier für winzige Gegenfalze. | Umstellung auf E-Welle für enge geometrische Toleranzen. | Verhindert das Einreißen von Rohkarton während der Montage. |
Ich lasse meine Kunden keine Bodenschablone verkleinern, denn die Trennung der technischen Rohrleitungen für Boden- und Thekenelemente gewährleistet eine reibungslose Montage, die schätzungsweise 20 % der Lohnkosten für die Lohnverpackung einspart.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihr Bodendisplay für eine Thekenpräsentation geeignet ist? 👉 Senden Sie mir Ihre Stanzformdatei ↗ – Direkter Kontakt zu mir. Kein automatisierter Werbe-Spam, versprochen.
Was besagt die 80/20-Regel im Merchandising?
Das Bestücken eines Verkaufsregals erfordert eine kompromisslose Priorisierung der visuellen Fläche.
Die 80/20-Regel im Warenmanagement besagt, dass 80 Prozent des Umsatzes eines Geschäfts typischerweise nur von 20 Prozent der Produkte generiert werden. Warenverräumer nutzen dieses Prinzip, indem sie den umsatzstärksten Artikeln Premium-Platzierungen, gut sichtbare Aktionsflächen und auffällige Werbeschilder zuweisen, um den Gesamtabsatz zu maximieren.

Wenn Ihr Produkt zu dieser kritischen Spitzenkategorie gehört, reichen herkömmliche flache Grafiken nicht aus, um die Einkaufsgewohnheiten der Kunden zu stören.
Die 3-3-3 räumliche Interaktionsrealität
Ein häufiger Fehler von Grafikdesignern ist die Behandlung von Wellpappverpackungen wie eines hintergrundbeleuchteten Computerbildschirms. Sie quetschen winzigen Text und subtile Farbverläufe über die gesamte Kopfzeile und gehen davon aus, dass der Käufer anhält und jedes Wort liest.
Beim Drucken von dichtem Text auf poröses Rohpapier wird die Tinte ungleichmäßig aufgenommen. Ich habe schon oft erlebt, wie Verkäufer unter grellem Neonlicht mit dem Aufbau solcher textlastigen Displays kämpften und sich darüber beschwerten, dass die Botschaft aus der Ferne völlig unlesbar sei. Die Realität im Einzelhandel erfordert die 3-3-3-Regel:Man muss aus 9,1 Metern Entfernung mit auffälligen Stanzformen Aufmerksamkeit erregen, aus 0,9 Metern Entfernung Interesse durch klares Branding wecken und aus 76,2 mm Entfernung die haptische Interaktion fördern.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Mikroskopisch kleine Absätze in Kopfzeilen drucken. | Die Botschaft wird auf einen dreidimensionalen, gestanzten Fokuspunkt reduziert. | Erregt die Aufmerksamkeit der Verbraucher aus 9 Metern Entfernung4. |
| Durch die Nutzung subtiler Farbverläufe wird ein Kontrast erzeugt. | Fluten Sie die Oberfläche mit satten PMS-Sonderfarben (Pantone Matching System). | Maximiert die visuelle Beeinträchtigung bei grellem Licht. |
| Das Produkt wird hinter hohen, stützenden Lippen versteckt. | Durchsetzung einer 85%igen Produktsichtbarkeitsregel auf der vorderen Ablage5. | Fördert die sofortige taktile Umwandlung. |
Ich gestalte Displays so, dass sie diesem räumlichen Kontinuum aggressiv gerecht werden, indem ich bewusst auf sekundäre Marketingtexte verzichte, um sicherzustellen, dass der primäre psychologische Auslöser innerhalb eines dreisekündigen Zeitfensters für die physische Interaktion aktiviert wird.
🛠️ Harveys Schreibtisch: Wirken Ihre Markenfarben auf Testpapier verwaschen und trüb? 👉 Jetzt eine individuelle Farbflächenanalyse anfordern ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Welche 7 Arten von Einzelhändlern gibt es?
Jedes Ladenumfeld arbeitet mit völlig unterschiedlichen logistischen Frequenzen.
Zu den sieben Einzelhandelstypen gehören Großhandelsclubs, Supermärkte, Convenience-Stores, Kaufhäuser, Fachgeschäfte, Discounter und E-Commerce-Plattformen. Jede Kategorie bedingt völlig unterschiedliche Anforderungen an die Lieferkette, die räumliche Belastbarkeit und die strukturelle Tragfähigkeit, was maßgeblich beeinflusst, wie Marken ihre physischen Verpackungen gestalten müssen.

Einem Großhandelsclub ein standardisiertes Verkaufsdisplay anzubieten, das ursprünglich für einen Eckladen konzipiert wurde, führt unweigerlich zum strukturellen Zusammenbruch.
Warum Standarddisplays in Club-Stores scheitern
Marken versuchen oft, ihr Budget zu optimieren, indem sie ein leichtes, für Supermärkte konzipiertes Regalsystem auf eine riesige Palette von Costco oder Sam's Club stellen. Sie gehen fälschlicherweise davon aus, dass sich Wellpappe unabhängig vom Einzelhandelsumfeld gleich verhält.⁶
Das ist eine gefährliche Fehlkalkulation. Wenn mir ein Kunde eine Standard-Einwandplatte für den Boden eines Großhandelslagers vorlegt , weise ich ihn sofort darauf hin. Ich habe diese Leichtbaukonstruktionen selbst auf ihre Belastbarkeit gegenüber den Anforderungen einer dynamischen Last von 1134 kg (2500 lbs) in einem Großhandelslager getestet . Stapelt man schwere Schüttgüter auf eine ungestützte Einwandplatte, spürt man, wie die starre Kraftpappe nachgibt, kurz bevor sich die gesamte unterste Ebene sichtbar nach außen biegt und zusammenbricht. Großhandelslager benötigen einen reibungslosen Warenfluss und eine optimale Lastverteilung.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von einwandigen Platten für Großhandelsmärkte. | Aufrüstung auf eine doppelwandige, gewellte Struktur8. | Hält enormen dynamischen Überkopflasten stand. |
| Sichtbare Zugänge werden durch massive Stützwände blockiert. | Konstruktionswerkstatt mit durchsichtigen Stützsäulen. | Ermöglicht es den Verbrauchern, Produkte von jeder Seite zu entnehmen. |
| Missbräuchliche Lagerumschichtungen und Nachbestellungen werden ignoriert. | Integration einer H-förmigen Trennwandverstärkung in die Basis9. | Verhindert einen Einbruch der Verkaufszahlen im unteren Preissegment während der Werbeaktion. |
Ich bestehe stets auf einer strengen Tragfähigkeitsanalyse für Lagerhallen, um sicherzustellen, dass die interne Architektur kinetische Spannungen isoliert und verhindert, dass schwere Waren die äußeren Wände beschädigen.
🛠️ Harveys Schreibtisch: Erfüllt Ihr aktueller Spediteur die hohen Anforderungen an die dynamische Beladung für die Eröffnung eines Club-Stores? 👉 Fordern Sie eine Lastanalyse an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Was sind die 5 Ps des Einzelhandels?
Der Erfolg im Handel ist kein Zufall; er ist das Ergebnis der Ausrichtung grundlegender kommerzieller Mechanismen.
Die 5 Ps des Einzelhandels stehen für Produkt, Preis, Vertrieb, Promotion und Personal. Dieses grundlegende Geschäftsmodell dient Markenstrategen als Leitfaden, um das Angebot, den Preis, die Vertriebswege, die Marketingstrategien und die Interaktion der Mitarbeiter mit den Kunden zu optimieren.

Doch die Kenntnis dieser Theorie reicht nicht aus, wenn die Maschinen in Betrieb gehen, denn die physische Distribution – die Variable „Ort“ – ist von unnachgiebigen Versandgeometrien abhängig.
Warum Palettenüberhang die Rentabilität im Einzelhandel beeinträchtigt
In meinem Betrieb beobachte ich regelmäßig, wie die Einkaufsteams die Abmessungen ihrer Umkartons vergrößern, um mehr Einheiten hineinzupressen. Sie gehen fälschlicherweise davon aus, dass die stabile Wellpappe die Ware ausreichend schützt. Dabei behandeln sie den Karton wie ein isoliertes Objekt und ignorieren völlig, wie er während des Transports mit einer Standard-Holzpalette der Größe 48 × 40 Zoll (121,9 × 101,6 cm)interagiert .
Das ist keine bloße Theorie – ich beobachte das regelmäßig in der Praxis, wenn wir den Box Compression Test (BCT) durchführen. Ein Wellpappkarton bezieht bis zu 60 % seiner vertikalen Druckfestigkeit<sup>11</sup> allein aus der Ausrichtung seiner vier Ecken. Wenn der Karton eines Käufers nur 12,7 mm (0,5 Zoll) über die Holzpalette hinausragt , tragen diese Ecken keinerlei Last. Bei doppelt gestapelten Kartons verlagert sich die gesamte nach unten gerichtete Kraft auf die ungestützten Mittelwände, was zu einem katastrophalen Einknicken führt, das die Ware im Inneren zerstört, lange bevor sie den Verkaufsraum erreicht.
Ich habe die Mikrometerwerte ermittelt und meinen Kunden bewiesen, dass wir keine schwereren, teureren Kartonsorten benötigen, um das Problem zu beheben. Wir setzen lediglich ein striktes Protokoll für die Begrenzungsbox ohne Überstand durch. Indem ich die maximal zulässige Kartonfläche in unserer CAD-Software (Computer-Aided Design) um exakt 12,7 mm¹² verkleinere , stelle ich sicher, dass die Ecken der Konstruktion vollständig vom Holz gestützt werden. Diese präzise Toleranzanpassung stellt die kritische Eckdruckfestigkeit¹³ wieder her , beseitigt Transportschäden vollständig und spart Marken Tausende von Euro an Rückbelastungen durch den Einzelhandel.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Überhängende Kartons, um mehr Inhalt aufzunehmen. | Erzwingen eines CAD-Begrenzungsrahmens ohne Überhang. | Verhindert katastrophales Zerdrücken von Kartons der unteren Ebene14. |
| Die physikalischen Gegebenheiten der vertikalen Eckausrichtung außer Acht lassend. | Verringerung der Toleranz für die Grundfläche um 0,5 Zoll (12,7 mm). | Stellt 60 % der Druckfestigkeit des Kartons wieder her15. |
| Die Boardqualität wird verbessert, um eine mangelhafte Geometrie auszugleichen. | Nutzung präziser räumlicher Begrenzungen auf Standard-Testliner. | Reduziert die Rohstoffkosten und übersteht gleichzeitig den Transport. |
Ich schreibe diese exakte geometrische Einschränkung für alle ausgehenden Master-Shipper vor, da mathematische Präzision in der Druckvorstufe Ihre Gewinnmargen an der Laderampe aktiv schützt.
🛠️ Harveys Schreibtisch: Verlieren Ihre Umkartons heimlich 60 % ihrer Druckfestigkeit durch minimalen Palettenüberstand? 👉 Schicken Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie unnötig Geld für die Massenproduktion ausgeben.
Abschluss
Sie können zwar einen günstigeren Lieferanten wählen, aber wenn eine ungestützte Ecke der Wellpappe nur um wenige Millimeter von einer GMA-Palette absteht, kann dies zu einem katastrophalen Transportschaden führen, der Ihre Ware zerstört und die Warenannahme im Einzelhandel um schätzungsweise 30 % verlangsamt. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der frühen Produktionsphase zu vermeiden. Hören Sie auf, bei komplexen Toleranzen von Kartonagen zu raten, und lassen Sie mich Ihre Strukturdateien persönlich durch meinen kostenlosen Stanzlinien-Audit führen, um Materialfehler vor Beginn der Massenproduktion zu erkennen.
„ADA-Zugänglichkeitsstandards – Access-Board.gov“, https://www.access-board.gov/ada/. [Die offiziellen ADA-Richtlinien zur Zugänglichkeit legen maximale Höhen- und Tiefenanforderungen für erreichbare Elemente in öffentlichen Verkaufsräumen fest, um die Barrierefreiheit für Rollstuhlfahrer zu gewährleisten]. Nachweisfunktion: Überprüfung der Einhaltung gesetzlicher Bestimmungen; Quellentyp: Regierungsverordnung. Unterstützt: Die rechtlichen Vorgaben für die Abmessungen von POS-Displays. Anwendungsbereich: Gilt speziell für die US-amerikanischen Bundesstandards zur Zugänglichkeit. ↩
„Understanding Shipping Box Strength – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopgyXWCRTHcW5dHtBu-DhEHaUl_1daDFDSFinUe7Nzj611TNh_M. [Die technischen Spezifikationen für die Edge Crush Test (ECT)-Bewertungen definieren die Druckfestigkeit und die typische Dicke von Wellpappe, woraus sich der minimale Biegeradius ergibt.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Materialwissenschaftliches Handbuch. Begründet: Die physikalische Widerstandsfähigkeit von hochfester Pappe gegenüber engen Faltungen in kleinen Stanzformen. Anwendungsbereich: Spezifisch für die Normen der Wellpappenindustrie. ↩
„3-3-3-Regel im Marketing: Was Sie wissen müssen – Display Wizard“, https://www.displaywizard.co.uk/3-3-3-rule-in-marketing/. [Branchenstandards für visuelles Merchandising legen spezifische Abstandsvorgaben fest, um Aufmerksamkeit zu erregen, Interesse zu wecken und die Konversionsrate zu steigern]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Leitfaden für den Einzelhandel. Unterstützt: 3-3-3-Regel für räumliche Interaktion. Anwendungsbereich: Anwendbar auf Point-of-Purchase-Displays (POP). ↩
„Das Wesentliche an Blickfängen – YourSource News“, https://yoursourcenews.com/2021/09/the-point-about-focal-points/. [Branchenstandards für die Gestaltung von Einzelhandelsflächen legen den Abstand fest, in dem kontrastreiche Blickfänge die visuelle Aufmerksamkeit der Konsumenten wecken]. Nachweisfunktion: Empirische Validierung; Quellentyp: Richtlinien für die Gestaltung von Einzelhandelsflächen. Unterstützt: Wirksamkeit von 3D-gestanzten Überschriften. Anmerkung zum Anwendungsbereich: Der Abstand variiert je nach Gangbreite und Umgebungsgeräuschpegel. ↩
„14 Arten von Verkaufsdisplays | Chicago, IL – Wertheimer Box“, https://wertheimerbox.com/types-of-retail-displays/. [Planogramme und Merchandising-Standards im Einzelhandel legen häufig Mindestsichtbarkeitsschwellen fest, um die taktile Konversionsrate zu optimieren]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Merchandising-Handbuch. Unterstützt: die Anforderung von 85 % Sichtbarkeit. Anwendungsbereich: Gilt speziell für die primäre Produktoberfläche. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Industrienormen für Verpackungstechnik zeigen, wie sich die Anforderungen an die strukturelle Belastbarkeit und die Umwelteinflüsse zwischen Standard-Einzelhandels- und Großhandelsumgebungen erheblich unterscheiden]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Belegt: Die Aussage, dass das Materialverhalten je nach Umgebung variiert. Anwendungsbereich: Betrifft insbesondere die Druck- und Tragfähigkeitsgrenzen von Wellpappe. ↩
„Club Store Displays: Endkappen, Paletten & mehr für Schüttgut“, https://www.qpack.com/retail-displays/pallet/club-store. [Branchenrichtlinien für den Einzelhandel oder Normen für Verpackungstechnik bestätigen die spezifischen Gewichtsgrenzen für dynamische Belastungen in Großhandelsumgebungen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Leitfaden für den Einzelhandel. Beleg: Die Unzulänglichkeit von einwandigen Kartonagen für Schüttgutdisplays. Hinweis: Die Spezifikationen können je nach Großhandelskette variieren. ↩
„Palettendisplay-Typen: Ganze, halbe und viertel Paletten – GreenDot Packaging“, https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Ein Industriestandard für Verpackungs- und Displaytechnik bestätigt, dass doppelwandige Wellpappe die notwendige Druckfestigkeit für hohe Überkopflasten im Einzelhandel mit hohem Warenaufkommen bietet]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für Verpackungstechnik. Begründung: Die Notwendigkeit erhöhter Kartonstärken für Schüttgutladungen. Anwendungsbereich: Speziell für Wellpappenmaterialien. ↩
„Individuell bedruckte runde Wellpappen-Displayständer – Shanghai BPS“, https://boxpackingsolution.com/custom-printed-round-corrugated-display-stands/. [Konstruktionsrichtlinien für Point-of-Purchase-Displays (POP) zeigen, dass H-Trennwände die vertikale Tragfähigkeit erhöhen und ein Durchhängen der Basis verhindern]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Designrichtlinie für Displays. Belege: Die Wirksamkeit von H-Trennwänden zur Verhinderung des Durchhängens der unteren Ebene. Anwendungsbereich: Gilt für die strukturelle Verstärkung von Karton. ↩
„Wärmebehandelte Holzpalette GMA – 48 x 40" H-1260 – ULINE“, https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [Die Industriestandards der Grocery Manufacturers Association (GMA) legen die universellen Abmessungen für nordamerikanische Paletten fest]. Nachweisfunktion: Faktenprüfung; Quellentyp: Industriestandard. Unterstützung: Spezifikation der Palettenabmessungen. Anwendungsbereich: Hauptsächlich relevant für die nordamerikanische Logistik. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Technische Handbücher für Verpackungstechnik liefern Kennzahlen zur vertikalen Lastaufnahme durch die Wellpappenecken eines Kartons]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Ingenieurhandbuch. Beleg: Die entscheidende Rolle der Eckausrichtung für die strukturelle Integrität. Anmerkung: Die Prozentangaben können je nach Wellentyp und Kartonqualität variieren. ↩
„49 CFR Part 173 – Versender – Allgemeine Anforderungen an Sendungen …“, https://www.ecfr.gov/current/title-49/subtitle-B/chapter-I/subchapter-C/part-173. [Branchenlogistikrichtlinien schreiben häufig einen Puffer von 12,7 mm (0,5 Zoll) vor, um Maßtoleranzen von Paletten zu berücksichtigen und Überstände zu vermeiden]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Belege: Der spezifische Toleranzwert für den Begrenzungsrahmen. Anwendungsbereich: Gilt hauptsächlich für Standardpaletten in Nordamerika. ↩
„Vorhersage des Einflusses von Palettenüberständen auf die Kartonkompression …“, https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Forschungen im Bereich der strukturellen Verpackung zeigen, dass Palettenüberstände die vertikale Tragfähigkeit von Kartonecken erheblich reduzieren und zum Einsturz führen können]. Nachweisfunktion: Kausalzusammenhang; Quellentyp: Studie im Bereich der Statik. Unterstützt: die Behauptung, dass die Beseitigung von Überständen die strukturelle Integrität erhält. Anmerkung: Der Effekt variiert je nach Kartonqualität und Stapelhöhe. ↩
„Untersuchung des Einflusses der Steifigkeit der Palettenoberseite auf Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Die Fachliteratur zur Verpackung erklärt, wie Überstände die vertikale Stütze der Wellpappenwände verringern und so zum strukturellen Versagen der unteren Lagen führen]. Beweisfunktion: Kausaler Zusammenhang; Quellentyp: Ingenieurhandbuch. Begründung: Die Notwendigkeit von Umrandungskartons ohne Überstand. Anwendungsbereich: Gilt speziell für Versandkartons aus Wellpappe. ↩
„Auswirkungen des Versatzes palettierter Kartons auf die Druckfestigkeit von …“, https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac. [Industriestandards für Logistik und Verpackung quantifizieren den spezifischen Prozentsatz des Tragfähigkeitsverlusts, der entsteht, wenn Kartons über den Palettenrand hinausragen]. Nachweisfunktion: Validierung von Kennzahlen; Quellentyp: Studie der Verpackungsindustrie. Unterstützt: Die Wirksamkeit der Reduzierung der Toleranz gegenüber dem Palettenrand. Anmerkung: Der Prozentsatz kann je nach Kartonqualität und Stapelhöhe variieren. ↩



