
Es ist riskant, Marketingbudget in hochwertige haptische Grafiken zu investieren. Wenn die Berechnungen zur Materialstruktur nicht stimmen, können diese schönen Texturen die Verkaufsdisplays beschädigen, bevor sie überhaupt im Laden ankommen.
Prägungen und Tiefprägungen in der Verpackungsindustrie stellen physikalische Veränderungen der Oberfläche von Rohmaterialien dar. Die globale Industrie nutzt Präzisionswerkzeuge, um 3D-Formen in Karton zu pressen und so unterschiedliche haptische Bereiche zu schaffen. Die Einhaltung strenger nordamerikanischer Einzelhandelsstandards gewährleistet, dass diese strukturellen Veränderungen auch in internationalen Lieferketten erhalten bleiben, ohne die Materialintegrität zu beeinträchtigen.
Das Verständnis der Theorie des taktilen Druckens ist nur der Anfang. Um Ihre Gewinnmargen tatsächlich zu sichern, müssen Sie verstehen, wie diese physikalischen Veränderungen mit der robusten Konstruktion in der Verpackungshalle interagieren.
Was versteht man unter Prägung auf Verpackungen?
Die Gestaltung einer hochwertigen Verpackung sieht auf einem digitalen Bildschirm einfach aus, aber die Hinzufügung einer physischen Textur verändert alles an der Materialleistung.
Die Prägung von Verpackungen ist ein mechanisches Verfahren, bei dem bestimmte Designelemente über die Oberfläche des Trägermaterials hinausragen. In Fabriken werden dazu paarweise angeordnete Prägestempel aus Metall unter hohem Druck verwendet, um die Papierfasern nach oben zu dehnen. So entsteht ein hochwertiges, haptisches 3D-Erlebnis, ohne dass zusätzliche Außenmaterialien benötigt werden.

Zu wissen, wie diese Oberflächenbehandlung aussieht, ist etwas ganz anderes, als zu verstehen, wie sie die Rohstoffe bei der Massenproduktion destabilisiert.
Warum starke 3D-Prägung die Stabilität von Kartons beeinträchtigt
Designer entscheiden sich häufig für eine starke 3D-Folienprägung auf hochwertigen Verpackungen, in der Annahme, sie verhalte sich genauso wie herkömmlicher Tintenstrahldruck. Sie wollen, dass das Logo im Regal sofort ins Auge springt und reizen daher die Prägetiefe maximal aus. In einem klimatisierten Designbüro erscheint dies als brillante Strategie, um die Markenbekanntheit zu steigern und die Aufmerksamkeit der Konsumenten zu gewinnen.
Selbst erfahrene Designer übersehen oft die mechanischen Gegebenheiten des Papierstreckens. Echtes Prägen erfordert spezielle Prägewerkzeuge , die die Rohkartonfasern stark dehnen und ausdünnen, um die erhabenen Strukturen zu erzeugen. Ich beobachte immer wieder, wie dies scheitert, wenn Kunden eine tiefe 3D-Prägung direkt auf oder in der Nähe einer kritischen, tragenden Faltkante platzieren. Ich habe am Fließband gestanden und das scharfe Knacken der strukturell erschöpften Papierfasern gehört, die herausgerissen wurden, als der automatische Falzarm die geschwächte Ecke umknickte. Dieses Herausreißen zerstört die vertikale Druckfestigkeit des Kartons vollständig , verlangsamt das Fließband um schätzungsweise 30 % und verursacht erhebliche Probleme beim Verpacken. Ich lege daher in der CAD-Software (Computer-Aided Design) strikt eine Sperrzone fest und verschiebe alle tiefen 3D-Strukturen von tragenden Faltkanten weg, um sicherzustellen, dass die Ecken vollständig intakt bleiben und schwere Palettenlasten tragen können.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Prägen direkt über einer Falzlinie | Mathematisch verschobene Texturen in 0,25 Zoll (6,35 mm) Entfernung | Verhindert Faserbruch während der Einrichtung |
| Das Brett über die physikalischen Grenzen hinaus dehnen | Verwendung spezieller Polymermatrixkanäle | Verhindert Risse in der Tinte und unsaubere Kanten |
| Dynamische Lastzonen ignorieren | Spannungspunkte vor dem Pressen kartieren | Spart 30 % Zeit bei der Montage |
Durch die Trennung der haptischen Oberfläche von der Strukturmechanik stelle ich sicher, dass Ihr Premium-Design den Anforderungen des Einzelhandelsumfelds tatsächlich standhält.
🛠️ Harveys Schreibtisch: Sind Sie sich unsicher, ob Ihr geprägtes Logo zu nah an einer tragenden Falte sitzt? 👉 Kostenlose Stanzformprüfung anfordern ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
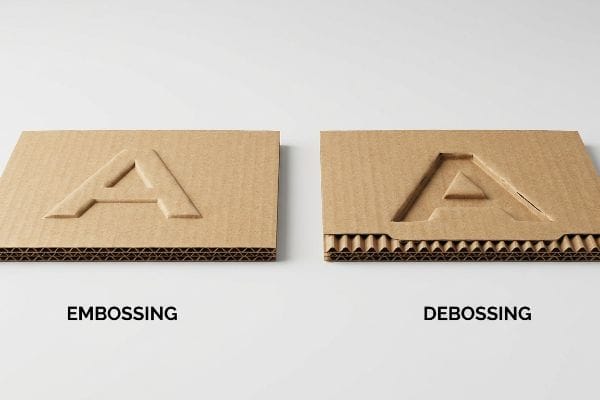
Worin besteht der Unterschied zwischen Tiefprägung und Reliefprägung?
Durch den Wechsel zwischen erhabenen und vertieften Oberflächenstrukturen ändert sich das Verhalten Ihrer Wellpappe unter Belastung grundlegend.
Der Unterschied zwischen Prägen und Tiefprägen liegt ausschließlich in der Richtung der Papierfaserverschiebung. Beim Tiefprägen wird das Motiv nach außen zum Betrachter hin verlagert, während beim Tiefprägen das Design nach innen in den Karton gedrückt wird. Dadurch entsteht eine Vertiefung, die die inneren Wellen des Kartons strukturell komprimiert.
Viele Marken betrachten diese beiden Oberflächen als austauschbare optische Optionen und ignorieren dabei völlig die inneren physikalischen Gegebenheiten der Verpackungsstruktur.
Hineindrücken vs. Herausziehen: Die Physik des Papiers
Wenn eine Marke aus Kostengründen von einem geprägten auf ein vertieftes Logo umsteigt, aktualisiert sie üblicherweise lediglich die Grafikdatei. Dabei geht sie davon aus, dass das Einprägen eines Logos in die Platte funktional identisch mit dem Erhabenen ist. Diese Annahme ignoriert jedoch die interne Struktur von robusten Verkaufsdisplays.
Es ist eine häufige Falle, die selbst erfahrene Einkaufsteams trifft. Das Einpressen einer Stahlmatrize in dickes ECT-Papier (Edge Crush Test) führt zu einer Beschädigung der inneren Rillen. Bei der Inspektion dieser unkalibrierten, geprägten Platten auf dem Boden höre ich das widerliche Knirschen der inneren C-Rillen, die unter der starren Stanzplatte nachgeben. Diese ungestützte Kompression erzeugt sofort Oberflächenspannung, die das Deckblatt aufreißt und das darunterliegende braune Papier freilegt. Um dies zu verhindern, schreibe ich spezielle, direkt auf der Stanzplatte montierte Rillkanäle vor. Dieser Polymerkanal wirkt wie ein Amboss und steuert präzise die Dehnung der Papierfasern nach unten. Dadurch werden Mikrorisse an der Oberfläche vollständig verhindert und ein sauberer Hohlraum auch unter hoher Palettenlast.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Die Behandlung von Prägungen wie beim Flachdruck | Verwendung eines kontrollierten Matrixkanals | Verhindert sofort das Reißen der Deckschicht3 |
| Flöten wahllos zerquetschen | Berechnung des inneren Nutspiels | Erhält die Gesamtstärke der Platte4 |
| Faserrichtung außer Acht gelassen | Ausrichtung der Prägung an der vertikalen Maserung | Verhindert das Verziehen von Paneelen5 |
Man kann nicht einfach Metall in Papier pressen und erwarten, dass die Konstruktion hält; man muss den Kompressionsweg konstruieren.
🛠️ Harveys Schreibtisch: Sind Ihre geprägten Logos abgenutzt und legen die blanke Pappe im Verkaufsraum frei? 👉 Fordern Sie jetzt Ihre Strukturprüfung an ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Was ist der Prägeeffekt bei Verpackungen?
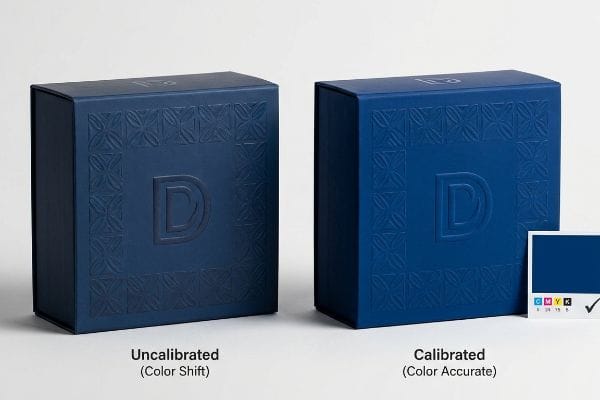
Durch das Hinzufügen von physischer Tiefe zu Ihrer Verpackung verändert sich, wie das Umgebungslicht auf Ihre Markenfarben trifft, was oft zu katastrophalen optischen Ergebnissen führt.
Der Prägeeffekt auf Verpackungen erzeugt eine gezielte optische und haptische Aufmerksamkeit im Verkaufsregal. Durch die veränderte Oberflächenstruktur wird das Licht von oben anders reflektiert als bei flachen bedruckten Flächen. So zieht die Prägung sofort die Blicke der Kunden auf sich und stärkt gleichzeitig die Markenwahrnehmung durch direkten Tastsinn.
Die visuelle Tiefe ist zwar atemberaubend, doch die Kombination dieses physikalischen Effekts mit anderen hochwertigen Oberflächen führt zu unsichtbaren chemischen und optischen Konflikten.
Wie taktile Texturen Ihre Markenfarben sabotieren
Marken kombinieren häufig eine tiefe Prägung mit einer hochwertigen, griffigen Thermolaminierung, um die luxuriöse Anmutung ihrer Kartons zu maximieren. Sie genehmigen einen flachen digitalen Farbproof und gehen davon aus, dass die fertige 3D-Verpackung perfekt übereinstimmt. Dabei wird völlig außer Acht gelassen, wie spezielle Polymerstrukturen die Lichtverhältnisse im Einzelhandel und die Farbpigmentebeeinflussen.
Ich stoße immer wieder auf Dateien, bei denen diese Kombination die primäre Markenidentität völlig verfälscht hat. Die mikroskopische, biaxial orientierte Polymerstruktur der Soft-Touch-Folie7 wirkt wie ein lichtabsorbierendes Vakuum. Streicht man mit dem Daumen über diese gummiartige Oberfläche, spürt man eine Fläche, die das Umgebungslicht streut und die darunterliegenden CMYK-Pigmente (Cyan, Magenta, Gelb, Schwarz) um bis zu 5 % abdunkelt. Dies führt zu massiven Abweichungen vom Delta-E-Wert8und damit zu sofortigen Reklamationen im Einzelhandel. Ich schreibe daher eine strikte Kompensationskurve für die Laminierung in der Druckvorstufe vor. Durch die vorbeugende Zugabe von 10 % Cyan und die mathematische Durchdringung des lichtabsorbierenden Polymers garantiere ich perfekte Farbgenauigkeit für den Einzelhandel, bevor die Massenproduktion beginnt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Vertrauen in unlaminierte digitale Proofs | Scannen eines physischen laminierten Ausdrucks | Besteht strenge Farbprüfungen im Einzelhandel |
| Vernachlässigung der Lichtstreuung von Polymeren | Anwenden einer Vorstufenkompensationskurve | Verhindert, dass Logos verwaschen aussehen |
| Schichten von Oberflächen blindlings | Isolieren von Sonderfarben auf 3D-Texturen | Gewährleistet maximale Sichtbarkeit im Regal |
Man kann sich nicht darauf verlassen, dass ein Computermonitor vorhersagt, wie eine physikalische 3D-Textur die Beleuchtung in der realen Welt beeinflusst.
🛠️ Harveys Schreibtisch: Lassen Ihre hochwertigen Oberflächen Ihre primären Markenfarben dunkel und blass wirken? 👉 Druckvorstufenkalibrierung anfordern ↗ — Keine Formulare, die endlose Verkaufsgespräche auslösen. Einfach nur echter Mehrwert.
Wie funktioniert das Prägen und Entprägen?
Die Übertragung einer Konstruktionszeichnung von einer digitalen Datei auf ein starres Stück Karton erfordert enorme physikalische Kraft und exakte Toleranzen.
Das Präge- und Tiefprägeverfahren erfordert die Ausrichtung von individuell angefertigten Metallformen in Hochdruckpressen. Die Bediener führen rohe, flache Kartonbögen zwischen diese ineinandergreifenden Metallplatten ein und biegen die Fasern dauerhaft in die gewünschte Form, bevor die automatisierte Falt- oder Lithografie-Laminierung in der Produktionshalle erfolgt.

Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb genommen werden; die in diesem Prozess verwendeten physischen Werkzeuge verschleißen schneller, als den Käufern bewusst ist.
Warum Ihre nachbestellten Prägewerkzeuge beim Einsatz versagen
Käufer gehen oft davon aus, dass eine einmalige Gebühr für die Werkzeugherstellung den Erwerb einer permanenten, unzerstörbaren Stahlschablone ermöglicht, die jahrelang einwandfrei wiederverwendet werden kann. Sie behandeln die Werkzeuge wie eine digitale Datei, die sich nie ändert. Sie genehmigen die erste Charge, sichern sich den Preis und erwarten bei einer Nachbestellung sechs Monate später identische Ergebnisse.
In meiner Produktionsstätte sehe ich regelmäßig die versteckten Folgen von Sparmaßnahmen bei alten Werkzeugen. Wird ein Standardwerkzeug monatelang in nicht klimatisierten Fabrikhallen gelagert, absorbiert die poröse Holzbasis die Luftfeuchtigkeit und verzieht sich. Misst man die Ausbeute eines beschädigten Werkzeugs auf dem Boden, ist das laute, metallische Kratzgeräusch von falsch ausgerichteten Stahlklingen, die scharfe Kanten schneiden, unverkennbar. Die so entstandenen Platten weisen eine Abweichung von 2,79 mm auf , was dazu führt, dass die Verriegelungsnasen beim Einrichten klemmen. Ich beseitige diese Falle vollständig, indem ich ein neues Werkzeugprotokoll vorschreibe und für jede Charge ein brandneues Werkzeug per Laserbrenner fertige. Durch die Einhaltung dieser strengen Toleranz reduziere ich die Montagezeit beim Co-Packing um 42 Sekunden pro Einheit, senke die Lohnkosten drastisch und garantiere einen reibungslosen Ablauf.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Wiederverwendung von verzogenen Stanzformen aus Holz | Vorschrift für neue lasergeschnittene Werkzeuge | Verkürzt die Montagezeit um 42 Sekunden |
| Vernachlässigung der Werkzeugverformung durch Luftfeuchtigkeit | Aufbewahrung der Master in klimakontrollierten Zonen | Garantiert perfekt gerade Faltungen |
| Akzeptanz von gezackten 3D-Kanten | Neukalibrierung der männlichen/weiblichen Plattenausrichtung | Vermittelt ein makelloses Luxusgefühl |
Lassen Sie niemals zu, dass veraltetes, verzogenes Metall die physische Qualität Ihrer aktuellen Produkteinführung im Einzelhandel diktiert.
🛠️ Harveys Schreibtisch: Kennen Sie den genauen Feuchtigkeitsgehalt der Holzstempel, mit denen Sie aktuell Ihre Premium-Verpackungen herstellen? 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich überprüfe die Berechnungen, bevor Sie unnötig Geld für die Massenproduktion ausgeben.
Abschluss
Sie können zwar einen günstigeren Anbieter für den Logo-Druck wählen, aber wenn die tiefe 3D-Prägung die tragenden Falzlinien Ihrer 32ECT-Platine beschädigt, verlangsamt das Ihre Produktionslinie um schätzungsweise 30 % und schmälert Ihre gesamte Projektmarge. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Druckfehler zu vermeiden. Hören Sie auf, bei der Faserdehnung zu raten, und lassen Sie mich Ihre Verpackungsdateien persönlich im Rahmen meines kostenlosen Stanzform-Pre-Flight-Audits prüfen, um diese fatalen Strukturfehler vor dem Start der Massenproduktion zu erkennen.
„Einfluss des Prägedrucks auf mechanische Eigenschaften und Weichheit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Ein technisches Handbuch zur Druckproduktion würde beschreiben, wie zwei Prägestempel Papierfasern mechanisch verformen und verdünnen, um erhabene Bilder zu erzeugen]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Branchenhandbuch. Begründet: Der mechanische Prägeprozess. Anwendungsbereich: Standard für traditionelle mechanische Prägung. ↩
„Einfluss analoger und digitaler Falzlinien auf die mechanischen Eigenschaften … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Materialwissenschaftliche Untersuchungen an Verpackungsmaterialien würden erklären, wie die Faserverdünnung durch Prägung die Tragfähigkeit des Kartons verringert]. Beweisfunktion: Kausalbeweis; Quellentyp: wissenschaftliche Studie. Unterstützt: Die Verschlechterung der Strukturfestigkeit. Anmerkung zum Untersuchungsbereich: Fokus auf die Auswirkungen der Faserverformung. ↩
„Warum reißen Wellpappkartons beim Falten? – LinkedIn“, https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [Technische Spezifikationen für Prägewerkzeuge erläutern, wie kontrollierte Matrixkanäle die Materialverdrängung steuern, um Oberflächenrisse im Deckblatt zu verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Belege: Vorteil von Matrixkanälen. Anwendungsbereich: Bezieht sich speziell auf die Integrität des Deckblatts. ↩
„Eine Übersicht über die Struktur von Wellpappe – Shanghai DE Printed Box“, https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/. [Materialwissenschaftliche Untersuchungen an Wellpappe zeigen, dass die Berechnung des inneren Abstands das Zusammenfallen der Wellen verhindert und somit die Druckfestigkeit der Platte erhält]. Nachweisfunktion: Faktenbestätigung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützung: Einfluss des Wellenabstands auf die Festigkeit. Anwendungsbereich: Gilt für die vertikale Tragfähigkeit. ↩
„Faserrichtung | Technische Ressource für visuelle Kommunikation“, https://blogs.brighton.ac.uk/viscommtech/bookarts/worksheets-for-bookbinders/grain-direction/. [Die Prinzipien der Papierphysik zeigen, dass die Ausrichtung der mechanischen Spannung entlang der Längsfaserrichtung die innere Spannung minimiert und Dimensionsinstabilität verhindert]. Nachweisfunktion: wissenschaftliches Prinzip; Quellentyp: akademisches Lehrbuch. Belege: Einfluss der Faserrichtung auf das Verziehen. Anmerkung: Die Wirksamkeit kann je nach Papiersorte und Luftfeuchtigkeit variieren. ↩
„Umwandlung und ihre Auswirkungen auf die Barriereeigenschaften beschichteter Verpackungen …“, https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [Eine Fachquelle aus der Materialwissenschaft oder Verpackungsoptik würde erklären, wie Polymerbeschichtungen den Brechungsindex und die Lichtstreuung verändern und dadurch die wahrgenommene Farbe von Pigmenten beeinflussen]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fachzeitschrift für Materialwissenschaft. Unterstützt: Die Aussage, dass Oberflächenpolymere die visuelle Farbwiedergabe verändern. Anmerkung zum Themenbereich: Fokus auf die Schnittstelle von Polymeren und optischer Physik. ↩
„Einfluss der Wärmebehandlung auf die Filmmorphologie biaxial orientierter …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC12174661/. [Materialwissenschaftliche Dokumentation zu Soft-Touch-Laminaten würde die Verwendung biaxial orientierter Polymere zur Erzeugung einer lichtstreuenden Oberfläche bestätigen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fachzeitschrift für Materialwissenschaften oder Herstellerdatenblatt. Stützt: Die Aussage zur physikalischen Zusammensetzung und den optischen Eigenschaften des Films. Anwendungsbereich: Gilt speziell für Soft-Touch-Filme auf BOPP-Basis. ↩
„Was ist Farbgenauigkeit bei Verpackungen? Pantone-Matching …“, https://3dcolor.com/what-is-color-accuracy-in-packaging-pantone-matching-delta-e-and-why-brand-color/. [Technische Richtlinien für das Farbmanagement von Verpackungen definieren den Delta-E-Schwellenwert, ab dem eine Farbabweichung als Mangel in der Qualitätskontrolle des Einzelhandels gilt]. Nachweisfunktion: Technischer Standard; Quellentyp: ISO- oder Branchenzertifizierungsleitfaden. Belegt: Die Behauptung, dass Oberflächenstrukturen zu messbaren Farbabweichungen führen, die die zulässigen Grenzwerte überschreiten. Anmerkung: Die Delta-E-Toleranzwerte variieren je nach den spezifischen Richtlinien des Einzelhändlers. ↩
„4 Arten von Holzverzug (Ursprung + Vorgehensweise …), https://www.youtube.com/watch?v=NEHowi-_hvw. [Technische Handbücher für Stanzwerkzeuge erklären, wie hygroskopische Materialien wie Holz Luftfeuchtigkeit aufnehmen, was zu Dimensionsverzug und Fehlausrichtung führt]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für industrielle Werkzeuge. Unterstützt: Die Ursache für Werkzeugversagen in nicht klimatisierten Umgebungen. Anwendungsbereich: Gilt speziell für Werkzeuge aus Holz, nicht für solche aus Kunststoff oder Metall. ↩
[PDF] ALLGEMEINE ANFORDERUNGEN AN WELLKARTONS – Snap-on", https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforCorrugatedBoxConstruction.pdf. [Verpackungstechnische Normen definieren die maximal zulässige Toleranz für Verriegelungslaschen. Eine Abweichung von 0,11 Zoll überschreitet typischerweise die Funktionsgrenze für eine reibungslose Montage.] Nachweisfunktion: Benchmarking; Quellentyp: Handbuch für Verpackungstechnik. Beleg: Die Behauptung, dass dieser spezifische Messwert zu Bauteilblockaden führt. Anmerkung: Die Toleranzen variieren je nach Materialstärke und -güte. ↩



