
Die Übertragung eines Verkaufsdisplays vom Bildschirm in den Laden gleicht einer Fahrt durch ein Minenfeld. Ein reibungsloser Prozess ist unerlässlich, um kostspielige strukturelle Mängel zu vermeiden.
Die Herstellung von Kartonaufstellern erfordert präzise Konstruktion, Druckvorstufenkalibrierung, Litholaminierung, automatisiertes Stanzen und sequentielles Falten. Jede Phase verlangt exakte mathematische Toleranzen. Wird in diesen Schritten auch nur eine einzige Kontrollprüfung ausgelassen, führt dies unweigerlich zu schwerwiegenden Transportfehlern oder zur sofortigen Ablehnung an den strengen Warenannahmestellen großer Einzelhandelsketten.

Lassen Sie uns genauer betrachten, wie diese Rohstoffe in leistungsstarke Verkaufsdisplays verwandelt werden und wo die meisten Marken ihre physischen Kampagnen versehentlich zum Scheitern bringen.
Wie wird Karton Schritt für Schritt hergestellt?
Man könnte meinen, Drucken und Schneiden seien die einzigen wichtigen Schritte, aber die richtige Kombination der Materialien ist der Punkt, an dem die strukturelle Integrität entweder aufgebaut oder dauerhaft zerstört wird.
Die Herstellung von Karton erfolgt schrittweise durch Wellen von Rohpapier, Auftragen von wasserbasierten Klebstoffen und Verkleben zwischen flachen Deckpapieren. Dieser kontinuierliche Wellungsprozess erzeugt die charakteristischen Wellenbögen, die für dynamische Druckfestigkeit sorgen und gewährleisten, dass Ihre fertigen Verpackungsmaterialien den Belastungen beim Seetransport und der rauen Behandlung im Einzelhandel standhalten.

Das Grundrezept klingt einfach, doch die physikalisch-chemischen Prozesse in der Produktion bergen unmittelbare kinetische Risiken.
Überleben der PVA-Feuchtigkeitsverformung
Selbst erfahrene Designer übersehen oft die Schwäche der Laminierungschemie. Sie gehen davon aus, dass das Aufbringen eines hochwertigen bedruckten Deckblatts auf eine starre B-Welle - Wellpappe¹ ein perfekt ebenes Display ergibt. Theoretisch ist das Aufbringen von Klebstoff auf Papier eine einfache mechanische Verbindung, die gleichmäßig trocknen sollte, ohne die geometrische Struktur des Substrats zu verändern.
Die Realität in der Fabrik ist deutlich unbeständiger. Beim Litholaminierverfahren wird ein nasser, wasserbasierter PVA-Klebstoff (Polyvinylacetat) verwendet . Wenn ich eine Charge durch die Klebemaschine laufen lasse, saugt die poröse Deckplatte diese Feuchtigkeit sofort auf. Wenn ich die Trocknungsphase nicht streng kontrolliere, bevor die Platten in eine Umgebung mit hoher Luftfeuchtigkeit in den USA wie Texas geliefert werden, erzeugt das schrumpfende PVA eine enorme Oberflächenspannung . Die gesamte 1524 mm (60 Zoll) lange Seitenwand verzieht sich und wölbt sich wie ein Kartoffelchip nach innen. Ich habe beobachtet, wie sich Mitarbeiter abmühten, diese gebogenen Platten auf dem Boden zu montieren und gegen den starken Widerstand der verzogenen Platten ankämpften, bis die Halteklammern rissen. Um dies zu beheben, habe ich ein strenges Aushärtungsgewichtprotokoll entwickelt, bei dem die nassen Platten 24 Stunden lang unter exaktem Eigengewichtsdruck gestapelt werden. Diese flache Aushärtung verhindert Reibung bei der Montage, spart den Lohnverpackern schätzungsweise 30 % der manuellen Arbeitszeit und gewährleistet die Einhaltung Ihres Produktionsplans.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Beschleunigung der Trocknungsphase des Nassklebers | Anwendung einer 24-stündigen Trockengewichtsaushärtung4 | Beseitigt gewölbte Seitenwände |
| Die Feuchtigkeitsaufnahme von PVA wird vernachlässigt | Hinzufügen einer ausgewogenen Duplex-Rückwand5 | Garantiert, dass die Displays gerade stehen |
| Erzwingen von verzogenen Laschen während der Montage | Perfektionierung der Geometrie flacher Bretter | Spart 25 Sekunden Montagezeit pro Einheit6 |
Ich weigere mich, zu schnelle Aushärtungszeiten die Stabilität der Platten zu beeinträchtigen. Zusätzliche 24 Stunden für das präzise Pressen der Platten garantieren, dass Ihre Verkaufsständer auch unter grellem Leuchtstofflicht im Laden perfekt lotrecht stehen.
🛠️ Harveys Schreibtisch: Biegen sich Ihre Seitenwände und verursachen Montageprobleme am Fließband? 👉 Strukturprüfung anfordern ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Welche Maschine wird zur Herstellung von Karton verwendet?
Industrielle Schneidetische und Offsetdruckmaschinen treiben die Montagelinie an, aber diese Schwerlastmaschinen sind völlig nutzlos, wenn sie die digitalen Anweisungen, die man ihnen gibt, nicht verstehen.
Zur Herstellung von Kartondisplays werden unter anderem industrielle Wellpappenanlagen, automatisierte Lithografiedruckmaschinen und digitale Schneidetische eingesetzt. Diese Hochleistungsfertigungssysteme arbeiten mit hochpräzisen Vektordaten und übersetzen exakte digitale Sonderfarben direkt in physische Klingenbewegungen und exakte Rilltiefen für eine einwandfreie Montage.
Die Hardware zu kennen ist gut, aber zu verstehen, wie man richtig mit diesen Maschinen kommuniziert, ist das eigentliche Geheimnis, um massive Produktionsengpässe zu vermeiden.
Die Befehlsfalle für die Spotfarben-Werkzeuge
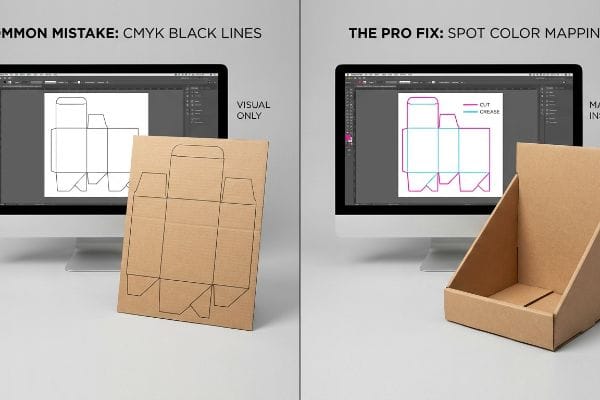
Eine häufige Falle, in die selbst erfahrene Einkaufsteams tappen, ist die Annahme, dass visuelle Linien in einer PDF-Datei der Maschine automatisch die Schnittlinien vorgeben. Sie übermitteln Stanzlinien mit standardmäßigen schwarzen CMYK-Konturen (Cyan, Magenta, Gelb, Schwarz), um die physische Struktur des POS-Displays (Point of Sale) zu umreißen. Optisch wirkt dies wie eine vollständige, produktionsfertige Vorlage.
Automatisierte CNC-Frästische und Laser-Stanzplattenbrenner können jedoch keine visuellen schwarzen Linien lesen; sie benötigen absolute Sonderfarbenzuordnungen.Wenn eine Datei mit standardmäßigen schwarzen Konturen eintrifft, fügt die Druckvorstufensoftware der Maschine diese Schnittlinien direkt in die Grafikebene ein. Die Druckmaschine druckt zwar eine ansprechende Schachtel mit sichtbaren schwarzen Umrissen, führt aber keine physischen Schnitte aus. Ich habe einmal erlebt, wie eine ganze Prototypenserie stillstand, weil der Schneidkopf nutzlos in der Luft schwebte und ein lautes, hohles Surren erzeugte, als würde die Spindel in der Luft statt in rohem Karton schneiden. Deshalb greife ich jetzt ein und schreibe ein absolutes Sonderfarbenprotokoll vor: 100 % Magenta für „Schnitt“ und 100 % Cyan für „Rillen“. Dadurch wird die digitale Vorgabe in eine präzise mechanische Ausführung umgesetzt, wodurch Fehldrucke und damit verbundene hohe Rückbuchungen von Händlern vermieden werden.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK-Schwarz für Schnittlinien | Zuweisung von 100% Magenta-Sonderfarben9 | Gewährleistet saubere Schnitte mit der Klinge |
| Struktur und Kunstwerk verschmelzen | Die mechanischen Pfade vollständig isolieren10 | Verhindert Druckkonturfehler |
| Sich auf visuelle PDF-Rezensionen verlassen | Preflight-Maschinen-RIP-Software11 | Verhindert Maschinenstillstandszeiten |
In der Druckvorstufe trenne ich stets die mathematischen Grundlagen der Oberflächengestaltung von der Ästhetik. Durch die strikte Farbabstimmung wird ein einwandfreier Kontakt der Rakel mit dem Bedruckstoff gewährleistet, wodurch Ihre Druckvorlage makellos bleibt und Ihr Produktionsablauf reibungslos verläuft.
🛠️ Harveys Schreibtisch: Beschwert sich Ihr Drucker über unlesbare Vektorpfade und verzögerte Prototypenerstellung? 👉 Lassen Sie Ihre Druckvorstufendatei prüfen ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Ist Karton natürlich oder künstlich hergestellt?
Käufer legen großen Wert auf maximale Umweltfreundlichkeit, doch die Überschreitung der physikalischen Grenzen von Rohpapierfasern führt oft dazu, dass eine nachhaltige Kampagne zu einem logistischen Albtraum wird.
Ja. Karton ist ein Naturprodukt, da er aus nachwachsenden Zellulose-Holzfasern hergestellt wird. Der moderne Herstellungsprozess ist jedoch weitgehend künstlich. Hersteller verarbeiten diese organischen Fasern chemisch zu Zellstoff und strukturieren sie mechanisch zu Wellpappe um. Dabei müssen sie die Anforderungen an nachhaltiges Umweltmanagement mit den hohen Anforderungen an die dynamische Belastbarkeit für die globale Logistik in Einklang bringen.

Der Ursprung des Materials ist organisch, doch recyceltes Papier wie eine unerschöpfliche Ressource zu behandeln, ist ein gefährliches Versäumnis im Bauingenieurwesen.
Die Fasererschöpfungsgrenze in Recyclingkarton
Einkaufsteams, die maximale Nachhaltigkeit anstreben, schreiben häufig 100% recyceltes Testliner für stark beanspruchte Einzelhandelsverpackungen vor, in der Annahme, dass es die gleiche physikalische Integrität wie neuer Karton aufweist.Das scheint eine perfekte Win-Win-Situation zu sein: Die Umweltvorgaben des Unternehmens werden erfüllt, während gleichzeitig die Standardkapazitäten für strukturelle Verpackungen erhalten bleiben.
Man kann sich Papierfasern wie ein Gummiband vorstellen: Jedes Mal, wenn man es dehnt und wiederverwendet, verliert es dauerhaft an Elastizität. Beim Aufbereitungsprozess verkürzen sich die Zellulosefasern. Nach fünf bis sieben Recyclingzyklen<sup>13</sup>sind diese Fasern mechanisch vollständig erschöpft. Wenn ich eine vollständig recycelte Palette dem TAPPI-Kantenstauchtest (ECT) T811<sup>14</sup>, kann ich das trockene, mikroskopische Knistern hören, wenn die erschöpften Wellen unter dem Druck sofort zusammenbrechen. Um den Transport schwerer, doppelt gestapelter Seefracht zu gewährleisten, setze ich auf ein Hybridmaterial und injiziere präzise 30 % Frischfaser-Kraftpapier direkt in die tragenden Wellen. Diese strategische Zugabe langer, frischer Fasern stellt die dynamische Druckfestigkeit sofort wieder her und sorgt dafür, dass Ihre Paletten unbeschädigt ankommen und gleichzeitig die strengen Nachhaltigkeitsprüfungen großer Logistikunternehmen bestehen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Vorschrift für 100% recycelten Karton | Einspritzen von 30 % neuem Kraftmaterial15 | Übersteht schwere Palettenbeladungen von oben |
| Die mikroskopische Faserlänge wird vernachlässigt | Erhöhung der Kernwellendichte16 | Verhindert Quetschungen im Gang |
| sich ausschließlich auf Öko-Marketing verlassen | Ausgewogenheit zwischen CoC und ECT-Stärke17 | Besteht strenge Wareneingangsprüfungen |
Ich gehe bei der Stabilität der Basis niemals Kompromisse ein, nur um Marketingversprechen zu untermauern. Die Mischung von frischen Kraftfasern mit Recyclingzellstoff ist die einzige Möglichkeit, Ihnen zu garantieren, dass Ihre schweren Produkte den anspruchsvollen Transport von meiner Fabrik bis ins Regal unbeschadet überstehen.
🛠️ Harveys Schreibtisch: Sind Ihre umweltfreundlichen Präsentationsflächen unter dem Gewicht Ihrer Waren zusammengebrochen? 👉 Fordern Sie jetzt Ihre Materialstrategie-Analyse an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Was ist die Herstellung von Wellpappkartons?
Das Entwerfen einer flachen Grafik ist eine Sache, aber die Umwandlung dieser Grafik in eine dreidimensionale, tragende Struktur erfordert unerbittliche Aufmerksamkeit für präzise mechanische Toleranzen.
Die Wellpappenherstellung wandelt flaches Material durch automatisierte Schneide-, Rill- und Faltvorgänge in geometrische Strukturen um. Dieser Hochgeschwindigkeitsprozess basiert im Wesentlichen auf spezifischen Biegetoleranzen, um die Kartonstärke zu berücksichtigen und Rohmaterialien in stabile, belastbare Umkartons zu verwandeln, die für den sicheren Produktvertrieb und Einzelhandel optimiert sind.
Doch die Theorie allein reicht nicht aus, wenn die Maschinen loslaufen und flacher Karton tatsächlich um eine Ecke gebogen werden muss.
Die Bremssattelkompensationsfalle in der Produktion
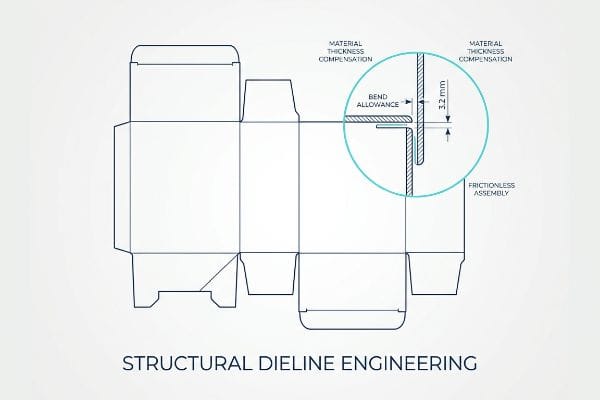
Grafikdesigner erstellen in ihrer CAD-Software (Computer-Aided Design) häufig ineinandergreifende Laschen und Klappschlitze mit exakt der gleichen Breite wie das Gegenstück. Sie gehen davon aus, dass eine 25,4 mm breite Lasche einfach in einen 25,4 mm breiten Schlitz passt und vertrauen darauf, dass die flache digitale Zeichnung perfekt in die Realität umgesetzt wird.
Ein einzelnes Display im Labor aufzustellen ist einfach, doch die Realität sieht anders aus, wenn man 500 Stück an einen geschäftigen Lohnverpacker liefert. Wellpappe hat eine Masse. Wird eine 3,17 mm dicke B-Welleum 90 Grad gefaltet, verbraucht sie Material am äußeren Radius. Wird der Aufnahmeschlitz an der Stanzform nicht entsprechend verbreitert, funktioniert die Geometrie nicht. Bei frühen Prototypentests in meiner Einrichtung sehe ich oft, wie Standardfeilen an diesem grundlegenden Test scheitern. Der Verkäufer muss dann mühsam eine falsch ausgerichtete Lasche zurechtbiegen, was zu einer unschönen, eingerissenen Papierkante führt und die Markenästhetik beeinträchtigt. Indem ich bei jeder Faltung eine exakte Biegetoleranz von 3,2 mmjede , löse ich diese Reibungsblockade. Diese präzise strukturelle Korrektur gewährleistet eine reibungslose Montage, verkürzt die Lohnverpackungszeit um schätzungsweise 42 Sekunden pro Einheit und schont Ihr Budget.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Gestaltung von Schlitzen 1:1 mit Tabs | Hinzufügen mathematischer Biegezugaben20 | Ermöglicht reibungsloses Einführen von Laschen |
| Verbrauch der Bremssättel außer Acht gelassen | Verbreiterung der Schlitze für den Außenradius21 | Verhindert das Einreißen von Kartonkanten |
| Feste Schlösser an der Leitung erzwingen | Konstruktion präziser geometrischer Versätze22 | Reduziert die teuren Lohnverpackungskosten |
Ich passe die Stanzlinien für flache Zuschnitte stets an, um die tatsächliche Materialstärke zu berücksichtigen. Indem ich diese Mikrospaltmaße direkt in die Strukturdatei einarbeite, verhindere ich chaotische, mit Klebeband übersäte Montagefehler in der Produktion.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar den günstigsten Hersteller wählen, doch wenn die unkalibrierte Farbdatei eines Grafikdesigners auf unkompensierte 3,17 mm (0,12 Zoll) breite B-Wellen-Laschen in der Produktionslinie trifft, führen die daraus resultierenden Papierrisse und verzogenen PVA-Seitenwände zu einer geschätzten Verzögerung der Co-Packing-Produktion von 30 % und vernichten die Gewinnspanne Ihrer Kampagne vollständig. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Hören Sie auf, über Substrattoleranzen zu raten, und lassen Sie mich Ihre Dateien persönlich durch meinen kostenlosen Stanzform-Pre-Flight-Audit führen, um teure mechanische Fehler vor Beginn der Massenproduktion zu erkennen.
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Industriestandards für Wellpappenverpackungen definieren die spezifische Wellenhöhe, Dicke und Druckfestigkeit von B-Welle. Nachweisfunktion: Spezifikation; Quellentyp: Industriestandard. Unterstützt: die technische Güteklasse und die strukturellen Eigenschaften des Materials. Anwendungsbereich: basiert auf globalen Standard-Wellendiagrammen. ↩
„Verpackung wasserbasierter Klebstoffe“, https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Die Industriedokumentation bestätigt die chemische Zusammensetzung von Klebstoffen, die bei der Litholaminierung von Wellpappe verwendet werden. Nachweisfunktion: Technischer Nachweis; Quellentyp: Branchenhandbuch. Unterstützt: die Verwendung von wasserbasiertem PVA. Anmerkung: Klebstofftypen können je nach Hersteller variieren. ↩
„Dumme Frage: PVA-Klebstoffe reparieren | Oldhammer Forum“, https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/. Materialwissenschaftliche Forschung erklärt, wie die Verdunstung von Wasser aus PVA-Klebstoffen Zugspannungen und Verformungen in porösen Substraten verursacht. Evidenzfunktion: Kausalnachweis; Quellentyp: Peer-Review-Studie. Unterstützt: den Zusammenhang zwischen PVA-Schrumpfung und Substratverformung. Anwendungsbereich: Gilt speziell für poröse, papierbasierte Materialien. ↩
„Beste Klebstoffe für Karton: Top-Empfehlungen für starke Verbindungen – ARO Pumps“, https://www.arozone.com/en/tools/blog/best-glues-for-cardboard-top-choices/. Technische Dokumentation zu Aushärtezeiten von Klebstoffen zur Vermeidung von Kartonverzug. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fertigungsleitfaden. Begründung: Die Notwendigkeit einer 24-stündigen Aushärtezeit. Anwendungsbereich: Speziell für PVA-basierte Klebstoffe. ↩
„[PDF] Wellpappenverzug – Ursachen und Abhilfemaßnahmen – TAPPI.org“, https://imisrise.tappi.org/download.aspx?key=92APR097. Technische Analyse der Materialbalance in der Kartonherstellung zur Vermeidung feuchtigkeitsbedingten Verzugs. Nachweisfunktion: Strukturelle Lösung; Quellentyp: Industriestandard. Unterstützt: Verfahren zur Vermeidung von Verzug. Anwendungsbereich: Fokus auf Duplex-Kaschierung. ↩
„Schätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Empirische Daten oder Fallstudie zu Effizienzsteigerungen in der Montage durch optimierte Kartongeometrie. Nachweisfunktion: Leistungskennzahl; Quellentyp: Betriebsstudie. Belege: Quantitative Zeitersparnis. Anmerkung zum Untersuchungsbereich: Wahrscheinlich basierend auf durchschnittlichen Verkaufsdisplaygrößen. ↩
„Sonderfarben vs. Prozessfarben | Adobe“, https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. Die technische Dokumentation für CNC-Schneidetische legt fest, dass CMYK-Werte als Druckdaten interpretiert werden, während benannte Sonderfarben erforderlich sind, um spezifische Werkzeugwegbefehle zum Schneiden und Rillen auszulösen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fertigungshandbuch. Unterstützt: Die Unterscheidung zwischen druckfertigen Grafiken und maschinenlesbaren Werkzeuganweisungen. Anwendungsbereich: Gilt für automatisierte digitale Schneidsysteme. ↩
„CNC-Plasmaschneiden meistern: Technologie, Bedienung und CAM“, https://www.youtube.com/watch?v=wtriVCfRIK0. Technische Dokumentation, die erklärt, wie CNC- und Laserschneidsoftware Werkzeugwege anhand von Sonderfarbenattributen von der Grafik unterscheidet. Nachweisfunktion: Technische Verifizierung; Quellentyp: Gerätehandbuch. Unterstützt: die Notwendigkeit einer nicht-visuellen Farbzuordnung für Maschinenanweisungen. Anwendungsbereich: Gilt für vektorbasierte Druckvorstufenprozesse. ↩
„Adobe Illustrator – Welche Farbauswahl für Schnittlinien verwenden?“, https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines. Kurze Erläuterung, wie bestimmte Sonderfarben als technische Auslöser für Schneidklingen in Industrieplottern verwendet werden. Belegfunktion: Technische Spezifikation; Quellentyp: Gerätehandbuch. Begründung: Die Verwendung von Sonderfarben zur Sicherstellung sauberer Schnitte. Anwendungsbereich: Gilt nur für bestimmte RIP- und Schneidekonfigurationen. ↩
„Einfluss von Größe und Druckpfad auf die mechanischen Eigenschaften von … – PMC – NIH“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8866044/. Kurze Erläuterung des Industriestandards zur Trennung von Strukturkonturen und Druckschichten, um Passerfehler zu vermeiden. Nachweisfunktion: Branchenübliche Best Practice; Quellentyp: Handbuch für die Druckproduktion. Anwendungsbereich: Vermeidung von Druckkonturfehlern. Relevanz: Sowohl für den Offset- als auch für den Digitaldruck von Karton. ↩
„Was ist ein RIP im Digitaldruck? – Roland DGA Corporation“, https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing. Kurze Erklärung, wie der Raster Image Processor (RIP) im Preflight-Verfahren Dateifehler erkennt, bevor diese die Hardware erreichen. Nachweisfunktion: Workflow-Validierung; Quellentyp: Technischer Leitfaden. Belegt: die Behauptung, dass Preflighting Maschinenstillstandszeiten vermeidet. Anwendungsbereich: Gilt für den industriellen Massendruck. ↩
„Einfluss des Frischfaseranteils auf Festigkeit und Steifigkeit …“, https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/. Eine materialwissenschaftliche Studie oder ein Industriestandard für Verpackungen, der die Zugfestigkeit und den Berstdruck von Recyclingfasern mit denen von Frischzellulosefasern vergleicht. Nachweisfunktion: Technischer Vergleich; Quellentyp: Fachzeitschrift mit Peer-Review oder technisches Datenblatt. Beleg: Der Unterschied in den physikalischen Eigenschaften von Recycling- und Frischfaserplatten. Anwendungsbereich: Beschränkt auf stark beanspruchte Anwendungen. ↩
„[PDF] Was geschieht mit Zellulosefasern bei der Papierherstellung und beim Recycling …“, https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf. Fundierte Forschung in der Zellstoff- und Papierwissenschaft bestätigt die Abbaugrenze von Zellulosefasern durch wiederholtes Recycling. Belegfunktion: Faktenbestätigung; Quellentyp: Fachzeitschrift mit Peer-Review. Unterstützt: die Fasererschöpfungsgrenze. Anmerkung: Die tatsächlichen Grenzwerte können je nach Faserquelle variieren. ↩
„Vollflächige Messungen im Kantenstauchversuch an Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Verifizierung des TAPPI-Standards zur Messung der Druckfestigkeit von Wellpappe. Nachweisfunktion: Technische Validierung; Quellentyp: Branchenstandarddokumentation. Unterstützt: die Anwendung der Kantenstauchprüfung für Strukturprüfungen. Anwendungsbereich: Anwendbar auf Wellpappenrohling und -mittel. ↩
„[PDF] NEUWERTIGE VERSUS RECYCELTE KARTONS Von L. Lisa Zhao Eine Dissertation …“, https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. Erläuterung, wie der Anteil an Neufasern die Fasererschöpfung verhindert und die vertikale Tragfähigkeit erhält. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Strukturelle Vorteile von Neufaser-Kraftpapier. Anwendungsbereich: Gilt für Recyclingkartonmischungen. ↩
„Abschätzung der Kantenstauchfestigkeit von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Technische Analyse, wie die Erhöhung der Wellenanzahl pro laufendem Meter die Widerstandsfähigkeit gegen vertikale Kompression verbessert. Nachweisfunktion: Ingenieurprinzip; Quellentyp: Handbuch der Verpackungsindustrie. Anwendungsbereich: Vermeidung von Stauchungen in Gängen. Anmerkung zum Untersuchungsbereich: Fokus auf die Geometrie von Wellpappe. ↩
„ECT-Bewertungen erklärt: Was sie für Ihre Wellpappenverpackungen bedeuten …“, https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopP7yPm-za1Zdmrhk02tMYdyIedJTTmSlfpLAr5AG8HpZc5jsfg. Standardrichtlinien für die Werte des Edge Crush Test (ECT) zur Erfüllung der Anforderungen von Logistik- und Qualitätskontrollaudits im Einzelhandel. Nachweisfunktion: Branchenstandard; Quellentyp: Leitfaden für Logistikzertifizierungen. Begründung: Notwendigkeit von ECT-Kennzahlen für die Auditkonformität. Anwendungsbereich: Spezifisch für die Wareneingangsstandards im Einzelhandel. ↩
„Wellpappe und Materialqualitäten – Verpackungsstrategien“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Überprüfung von branchenüblichen Messungen mit dem Messschieber für B-Welle-Wellpappe. Nachweisfunktion: Faktenprüfung; Quellentyp: Technisches Datenblatt. Belege: Angabe zur Materialstärke. Anmerkung: Die Messwerte können je nach Hersteller leicht variieren. ↩
„[PDF] Die Biegesteifigkeiten von Wellpappe“, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. Technische Begründung für die Berechnung der Biegezugabe anhand der Materialstärke zur Vermeidung geometrischer Verformungen beim Falten. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungsdesign. Unterstützt: Strukturkorrekturverfahren. Anwendungsbereich: Speziell für 90°-Faltungen. ↩
„Analytische Bestimmung der Biegesteifigkeit eines fünflagigen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Die technische Dokumentation zur Verpackungstechnik erläutert, wie die Biegezugabe die Materialverformung beim Falten berücksichtigt, um eine präzise Passform zu gewährleisten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: die Verwendung von Biegezugaben für das Einsetzen von Laschen. Anwendungsbereich: Gilt primär für starre und halbstarre Faltschachteln. ↩
„Prüfmethoden und Auswirkungen von Wellenknicken – BioResources“, https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Die materialwissenschaftlichen Richtlinien für Wellpappe beschreiben detailliert, wie die Dicke (Durchmesser) eine Erweiterung der Schlitze erfordert, um den Außenradius des Materials beim Falten aufzunehmen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Ingenieurhandbuch. Begründung: Die Notwendigkeit der Schlitzerweiterung, um ein Einreißen der Pappe zu verhindern. Anmerkung zum Anwendungsbereich: Variiert je nach Wellengröße und Kartonqualität. ↩
„Die versteckten Kosten ineffizienter Verpackungen – und wie man sie behebt“, https://www.packagingdive.com/spons/the-hidden-cost-of-packaging-inefficiency-and-how-to-fix-it/741083/. Forschungsergebnisse aus dem Bereich der Fertigungstechnik zur Optimierung von Montagelinien zeigen, dass die Optimierung geometrischer Toleranzen die Montagezeit und den Kraftaufwand für Verriegelungsmechanismen reduziert. Belegfunktion: Wirtschaftliche Auswirkungen; Quellentyp: Studie aus dem Bereich der Fertigungstechnik. Unterstützt die Aussage, dass geometrische Abweichungen den Arbeitsaufwand beim Co-Packing reduzieren. Fokus: Fokus auf automatisierte oder teilautomatisierte Linien mit hohem Durchsatz. ↩



