
Sie möchten Ihre Produkte schnell verkaufen, doch leere Regale, in denen Waren einfach nur herumliegen, beeinträchtigen die Sichtbarkeit. Ein durchdachtes Verkaufstablett verwandelt ungenutzten Platz in eine umsatzstarke Verkaufsfläche.
Durch den Einsatz von PDQ-Displays (Pre-Packed Display Quantity) wird Ihre Verkaufsfläche optimal genutzt, indem Produkte in einer sicheren, stabilen Schale gruppiert werden. Diese Merchandising-Strategie steigert Impulskäufe, schützt die Waren beim Transport und reduziert den Zeitaufwand für das Auffüllen der Regale erheblich.

Das Verständnis der grundlegenden Marketingtheorie ist jedoch nutzlos, wenn man nicht versteht, wie diese Einheiten physisch hergestellt und in der Fabrikhalle eingesetzt werden.
Wozu dient eine PDQ-Maschine?
Käufer suchen oft nach Displaymaschinen und verwechseln dabei Kassenterminals mit den schweren Industrieanlagen, die zum physischen Schneiden und Rillen von Wellpappenverpackungen benötigt werden.
Die PDQ-Maschinen, insbesondere CNC-Schneidetische (Computer Numerical Control), dienen der schnellen Prototypenerstellung und dem präzisen Rillen von Wellpappe. Diese Industrieplotter verwenden Spezialklingen, um komplexe Stanzlinien auszuführen und so ein einwandfreies Ineinandergreifen der Strukturlaschen vor Beginn der Serienproduktion zu gewährleisten.

Zu wissen, was die Maschinen theoretisch leisten, ist eine Sache, sie aber so zu bedienen, dass die engen Toleranzen der Einzelhändler eingehalten werden, erfordert absolute Präzision.
Die technischen Grundlagen des CNC-Wellenschneidens
Wenn Kunden mich fragen, was diese Maschinen leisten, zeige ich ihnen meist unsere digitalen Schneidetische von Kongsberg. Ein Verkaufsdisplay ist im Grunde ein hochpräzises geometrisches Puzzle aus 32ECT-Karton (Edge Crush Test)¹. Die Maschine schneidet mithilfe von oszillierenden Klingen und Rillrädern²Hand einfach brechen.
Ich nutze diese Tabellen täglich, um die strukturelle Integrität zu überprüfen, bevor wir eine massive Stanzform aus Stahl für eine Auflage von 10.000 Stück brennen. Erst letzte Woche stand ich neben dem Plotter und beobachtete, wie die Rillwalze ein unbenutztes Kraftpapierblatt komprimierte. Man kann das laute, charakteristische Knacken der Rillen unter dem pneumatischen Druck förmlich hören. Wenn die RIP-Software der Maschine für Sonderfarben eine Rilllinie fälschlicherweise als Schnittlinie interpretiert – was ständig passiert, wenn Hobbydesigner standardmäßig CMYK-Schwarz verwenden –, schneidet die Klinge direkt durch den tragenden Kopfbereich. Durch die Konfiguration präziser Werkzeugprofile für Sonderfarben stelle ich sicher, dass die Maschine die Geometrie perfekt erfasst und ein physisches weißes Muster erzeugt, das genau beweist, dass das Display unter einer Last von 18,1 kg (40 lbs) nicht nachgibt .
| Herstellungsprozess | Physikalisches Ergebnis | Fracht- und Arbeitskosten-ROI |
|---|---|---|
| Profilen für die Werkzeugherstellung mit Sonderfarben | Keine Fehlschnitte an kritischen Faltstellen | Beseitigt Verzögerungen bei der schnellen Prototypenerstellung |
| Pneumatische Rillräder5 | Kontrollierte interne Flötenkompression6 | Gewährleistet eine reibungslose manuelle Montage |
| 24-Stunden-Schnelldiagramm7 | Verifizierte strukturelle Faltgeometrie | Verhindert Ausfälle in der Massenproduktion |
Ich weigere mich, eine Verkaufsschale in die Massenproduktion zu geben, ohne sie vorher durch den digitalen Schneidetisch laufen zu lassen. Nur durch den Nachweis der mechanischen Faltgeometrie im Labor kann ich eine reibungslose Auslieferung garantieren.
🛠️ Harveys Schreibtisch: Sind Ihre aktuellen Stanzlinien korrekt mit mechanischen Sonderfarben für präzises CNC-Fräsen abgebildet? 👉 Stücklistenprüfung anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
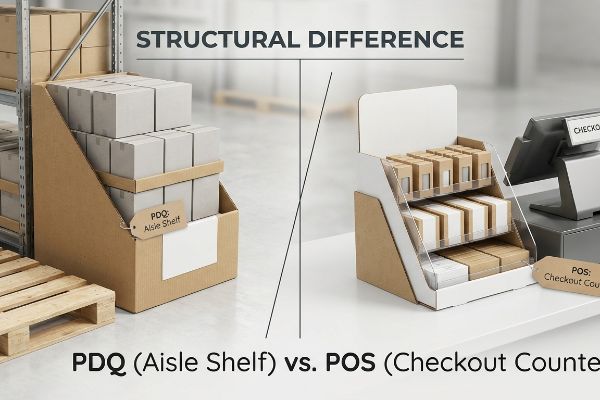
Was ist der Unterschied zwischen PDQ und POS?
Die Gestaltung von Verkaufsflächen erfordert die Berücksichtigung zweier völlig unterschiedlicher räumlicher Gesetze; wer diese vermischt, riskiert, dass die Waren von den Filialleitern auf die schwarze Liste gesetzt werden.
Der Unterschied zwischen PDQ- und POS-Displays (Point of Sale) liegt in ihrer Platzierung im Einzelhandel. PDQ-Displays befinden sich typischerweise in den Hauptregalen oder an den Aktionsflächen am Ende von Verkaufsregalen, während POS-Displays direkt an der Kasse platziert werden und die Reichweite nach vorne genau einhalten, um Spontankäufe zu erfassen.
Während die Marketingdefinitionen einfach erscheinen, ist die für deren Konstruktion erforderliche Strukturmathematik in meiner Ingenieursetage völlig separat organisiert.
Die strukturelle Trennung von Gang- und Thekendisplays
Man kann nicht einfach einen großen Verkaufsständer und seine Konturen um 50 Prozent verkleinern, damit er neben eine Kasse passt. Ein verkaufsfertiges Tablett ist so konstruiert, dass es dichtes, gestapeltes Gewicht tragen kannund den Standards für Schwerlastlager entspricht. Im Gegensatz dazu muss ein Thekenaufsteller leicht, extrem kompakt und so konstruiert sein, dass er nicht umkippt,wenn ein eiliger Kunde ihn beim Greifen nach seinem Portemonnaie anstößt.
Um diesen Unterschied zu erklären, verweise ich üblicherweise auf die strengen Richtlinien des Einzelhandels, die an meiner Laborwand hängen. Regale und Bodenelemente müssen aus logistischen Gründen exakt an den GMA-Palettenmaßen von 121,9 × 101,6 cm (48 × 40 Zoll)¹⁰ , um den kinetischen Stoß eines Gabelstaplers abzufangen. Thekenelemente hingegen unterliegen den Bestimmungen des US-amerikanischen Behindertengleichstellungsgesetzes (ADA), das vorschreibt, dass die Produkte innerhalb eines Sichtfelds von 38,1–121,9 cm (15–48 Zoll)¹¹. Wenn ich ein Thekendisplay , das die Sichtlinie des Kassierers behindert oder das Stabilitätsverhältnis von Tiefe zu Höhe von 2:3 überschreitet, stellt es ein erhebliches Sicherheitsrisiko dar. Durch die dauerhafte Trennung dieser technischen Abläufe stelle ich sicher, dass jedes Element exakt auf seinen vorgesehenen Verkaufsbereich abgestimmt ist.
| Konstruktions- und Engineering-Pipeline | Strukturelle Einschränkung | Compliance ROI |
|---|---|---|
| POP-Bodenwannen-Technik | Streng nach GMA-Palettenabmessungen ausgerichtet12 | Sichert eine starke Platzierung im Gang |
| POS-Kassentechnik | 15-48 Zoll ADA-Reichweitenbegrenzung13 | Vermeidet Ablehnung durch den Filialleiter |
| Verhältnis Tiefe zu Höhe 2:314 | Senkt den Schwerpunkt der Einheit | Verhindert die Haftung für physisches Umkippen |
Ich erlaube meinem Designteam niemals, POS-Materialien wie eine Miniaturversion eines Regalträgers zu behandeln. Die Berücksichtigung der spezifischen räumlichen Gegebenheiten jeder Verkaufszone ist für die strikte Einhaltung gesetzlicher Bestimmungen unerlässlich.
🛠️ Harveys Schreibtisch: Entspricht Ihre aktuelle Thekenauslage den strengen ADA-Richtlinien für die Reichweite im Einzelhandel? 👉 Erhalten Sie eine strukturelle 3D-Spannungssimulation ↗ — 100 % vertraulich. Ihre unveröffentlichten Ladenkonzepte sind bei mir sicher.
Welche Vorteile bietet die Arbeit bei PDQ?
Der wahre Vorteil eines vorverpackten Systems liegt nicht nur in der Ästhetik im Einzelhandel, sondern vor allem in der Geschwindigkeit, mit der die Mitarbeiter im Geschäft Ihr Produkt vom Lager ins Regal bringen können.
Die Vorteile eines PDQ-Displays liegen in der drastischen Reduzierung des manuellen Arbeitsaufwands und dem Wegfall aufwendiger Nachfüllvorgänge. Da die Wellpappschale die Waren sicher fixiert, können Verkäufer ganze Produktsortimente mit einem einzigen Handgriff ins Regal stellen und so die Einzelhandhabung der Artikel komplett vermeiden.
Doch die Theorie allein genügt nicht, wenn die Lohnverpackungsmaschinen anlaufen und die Masterkartons im Verteilzentrum eintreffen.
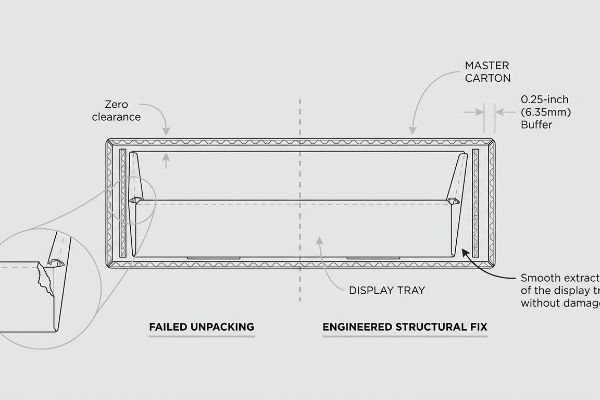
Warum Standard-Umkartons beim Auspacken versagen
Marken gehen häufig davon aus, dass der Versand einer voll beladenen Schale in einem Umkarton mit exakt gleichen Innenmaßen (1:1) optimalen Transportschutz bietet. Sie glauben, ein engerer Karton verhindere ein Verrutschen der Produkte und ignorieren dabei völlig die starke Oberflächenreibung von unbehandeltem, unlackiertem Karton,der bei hoher Luftfeuchtigkeit aneinander gepresst wird.
Das ist nicht nur Theorie – ich habe das im Labor auf die harte Tour gelernt. 2021 bat ich meinen leitenden Verpackungsingenieur Mark, eine eng ineinander geschachtelte 60,9 cm (24 Zoll) Kosmetikschale in einem passenden Versandkarton zu testen. Wir gingen davon aus, dass wir Materialvolumen sparen könnten, indem wir die Toleranzen einhielten. Drei Tage später, während einer Auspacksimulation, beobachtete ich, wie ein Verkäufer versuchte, die Schale herauszuziehen. Die porösen Wände der Testfolie hatten sich unter der hohen Luftfeuchtigkeit verhakt . Der enorme Widerstand zwang den Verkäufer zu einem kräftigen Ruck, und ich hörte das widerliche Geräusch, als die bedruckte vordere Haltelippe komplett abriss. Die Lösung war nicht etwa eine dickere Pappe, sondern die Anpassung der Toleranzen der Drehschlitzmaschine direkt in der Produktion. Ich erweiterte den Innenraum des Umkartons, indem ich einen exakten 6,35 mm (0,25 Zoll) breiten Randabstand einfügte, um die Verhakung zu lösen. Diese Toleranzanpassung von 6,35 mm verhinderte nicht nur das strukturelle Einreißen; Dadurch ließ sich die Schale mühelos herausziehen, was die Auspackzeit um 35 Sekunden pro Einheit verkürzte und eine optimale Sichtbarkeit im Regal gewährleistete.
| Konstruierte Strukturbefestigung | Physikalisches Ergebnis | Arbeitskosten & Einzelhandels-ROI |
|---|---|---|
| 0,25-Zoll-Spielraumpuffer18 | Unterbricht die Reibungshaftung der Kartonoberfläche | Beschleunigt das Auffüllen der Regale |
| Neukalibrierung der Rotationsnutmaschine19 | Erzeugt echten inneren Hohlraum | Verhindert das Einreißen der bedruckten Lippe |
| Reibungsloses Verschachtelungsprotokoll20 | Gewährleistet eine reibungslose Extraktionsphysik | Vermeidet kostspielige manuelle Nacharbeiten |
Ich optimiere jede Verbindung zwischen Versandkarton und Transportbehälter mit mathematischen Toleranzen. Der Schutz der Ware ist völlig sinnlos, wenn die Verpackung beim Auspacken durch einen Verkäufer sofort zerreißt.
🛠️ Harveys Schreibtisch: Verklemmen sich Ihre ineinander verschachtelten Displays aufgrund von Umkartons ohne ausreichend Platz und reißen ein? 👉 Fordern Sie eine vollständige Verpackungsstücklistenprüfung an ↗ – ohne Zwischenhändler. Sie sprechen direkt mit Statikern.
Was kostet eine PDQ-Maschine?
Einkaufsteams versuchen oft, ihre Produktionsbudgets durch aggressive Verhandlungen über Werkzeugkosten zu senken, ohne zu erkennen, dass billige, wiederverwendete Ausrüstung die Qualität der Massenproduktion beeinträchtigt.
Die Kosten einer PDQ-Maschine hängen vollständig von der Technologie ab. Ein fest installierter CNC-Schneidetisch kostet über 100.000 US-Dollar, während die Kosten für die physischen Fertigungswerkzeuge, wie beispielsweise eine kundenspezifische Stanzform aus Stahl für eine Rundtaktpresse, in der Regel zwischen 300 und 1.500 US-Dollar liegen, abhängig von der genauen Komplexität der Stanzform.

Sich ausschließlich auf die anfängliche Werkzeugkostenrechnung zu konzentrieren, ist jedoch ein massiver blinder Fleck, wenn es um die langfristige strukturelle Zuverlässigkeit geht.
Die versteckten strukturellen Kosten degradierter Chipplatinen
Einkaufsteams gehen davon aus, dass eine einmalige Gebühr für die Werkzeugherstellung einen permanenten, unzerstörbaren Metallstempel ermöglicht, der jahrelang perfekte Verkaufsschalen liefert. Sie ignorieren dabei völlig die Realität herkömmlicher Stanzformen, die auf Stahlklingen basieren, die in rohe , poröse Sperrholzplatten eingepresst werden .
Das ist nicht nur Theorie – ich erlebe das in der Testhalle jede Saison. Anfangs dachte ich, wir könnten die alte Holzstanze eines Kunden bedenkenlos in unserem Standardlager für eine saisonale Nachbestellung aufbewahren, um ihm die 500 Dollar für die Werkzeugerneuerung zu ersparen. Ein fataler Irrtum. Nach sechs Monaten in der Fabrikluft hatte sich der poröse Holzsockel leicht verzogen (22) , wodurch die Klingen um einen Bruchteil eines Millimeters verschoben waren. Als ich den ersten Prototyp von der lauten Plattenpresse nahm, fuhr ich mit den Händen über die Kanten und spürte sofort die rauen, unsauberen Schnitte, wo die stumpfen Klingen die B-Nut gequetscht statt sauber geschnitten hatten. Die Stanzform fiel daraufhin beim Druckfestigkeitstest durch und brach bei nur 51 kg (112,5 lbs). Um das zu beheben, habe ich das alte Verfahren mit den verschlissenen Werkzeugen komplett verworfen. Jetzt verwende ich automatisierte Laserbrenner, um für jede Produktionscharge eine brandneue Stahlstanze ( 23) herzustellen. Durch die Einhaltung dieses strengen Standards für die Neuwerkzeugfertigung garantiere ich rasiermesserscharfe Kanten und perfekt ineinandergreifende Laschen, wodurch sich die Montagezeit des Kunden beim Co-Packing bei Standardläufen um 28 Sekunden pro Einheit verkürzt.
| Maschinen- und Werkzeugprotokoll | Physikalisches Fertigungsergebnis | Montagekosten ROI |
|---|---|---|
| Einzelchargen-Stanzformen aus Stahl | Beseitigt Verformungsfehler an Holzuntergründen24 | Verhindert Rohstoffverschwendung |
| Lasergebrannte Stanzplatten | Liefert rasiermesserscharfe B-Nut-Scherarbeiten25 | Gewährleistet perfekte Laschenverriegelung |
| Isolierung gegen Umgebungsfeuchtigkeit | Vermeidet mikroskopische Verschiebungen der Stahlklingen26 | Beschleunigt die 3PL-Montage |
Ich weigere mich, alte, feuchtigkeitsgeschädigte Stanzformen wiederzuverwenden, nur um ein paar Cent zu sparen. Die Herstellung einer strukturell einwandfreien Verkaufsverpackung erfordert kompromisslose, rasiermesserscharfe Werkzeuge bei jedem einzelnen Produktionslauf.
🛠️ Harveys Schreibtisch: Verwendet Ihre Fabrik derzeit verzogene Holzstanzformen, die bei Nachbestellungen zu unsauberen Schnittkanten führen? 👉 Fordern Sie eine kostenlose Präzisionsprüfung Ihrer Stanzteile an ↗ — Ich prüfe jede Konstruktionsdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sie können zwar versuchen, Kosten zu sparen, indem Sie die Reibung in Ihren ineinander gestapelten Umkartons ignorieren, aber wenn diese Kartons blockieren und die Verkäufer frustriert die bedruckten Haltelaschen abreißen, führt das zu einer sofortigen Ablehnung durch den Händler, die Ihre Gewinnspanne komplett zunichtemacht. Genau diese technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 6,35 mm für eine große nationale Markteinführung vor Produktionsbeginn auf. Verschwenden Sie nicht länger Ihr Marketingbudget für nicht erfüllte strukturelle Vorgaben und lassen Sie mich persönlich Ihre nächste Markteinführung planen, um maximale Stabilität und Konformität zu gewährleisten.
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Technische Dokumentation zu den Normen für den Kantenstauchtest (ECT) zur Bestimmung der Festigkeit von Wellpappe. Nachweisfunktion: Spezifikation; Quellentyp: Industriestandard. Anwendungsbereich: Das spezifische Material, das in Verkaufsdisplays verwendet wird. Anmerkung zum Anwendungsbereich: Fokus auf die Tragfähigkeit. ↩
„Verwendung von Oszillationsmesser und Rillrad zur Kartonherstellung von …“, https://www.youtube.com/watch?v=-jGQADGD_Ao. Technische Spezifikationen des Herstellers mit detaillierten Angaben zu den Mechanismen zum Schneiden und Rillen von Wellpappe. Nachweisfunktion: Überprüfung des Mechanismus; Quellentyp: Technisches Handbuch. Betrifft: den mechanischen Prozess der PDQ-Maschinen. Anwendungsbereich: Speziell für digitale Schneidetechnologie. ↩
„Erstellung von Schnittpfaden und Spotweiß für Roland-Drucker …“, https://www.youtube.com/watch?v=H2WWzz3OHuQ. Erläuterung, wie Raster Image Processors (RIP) in Industrieplottern spezifische Spotfarbkanäle nutzen, um zwischen Schneid-, Rill- und Perforationspfaden zu unterscheiden. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch oder Softwaredokumentation. Beleg: Die Behauptung, dass CMYK-Schwarz Werkzeugwegfehler verursacht. Anwendungsbereich: Gilt für vektorbasierte CNC-Schneidesoftware. ↩
„Wellpapp-PDQ-Displays für schnellen Aufbau und maximale Wirkung im Einzelhandel“, https://www.abbottaction.com/packaging/corrugated-pdq-displays/. Überprüfung der Tragfähigkeitsnormen für Wellpapp-Verkaufsdisplays. Nachweisfunktion: Validierung der Normwerte; Quellentyp: Leitfaden für Verpackungstechnik. Unterstützt: Die Gültigkeit von 18 kg als Standard-Testlast für die strukturelle Integrität. Hinweis: Die Tragfähigkeit variiert je nach Kartonqualität und Displayabmessungen. ↩
„Vorteile von CNC-Messerschneidmaschinen für die Verpackungsindustrie“, https://www.ytdiemaker.com/news/cnc-knife-cutting-machine-advantages-for-the-packaging-industry.html. Kurze Erläuterung, wie eine maßgebliche externe Quelle diese Aussage stützt. Belegfunktion: Technische Spezifikation; Quellentyp: Handbuch für Industrieingenieure. Unterstützung: Verwendung von druckverstellbaren Rädern für präzises Rillen. Anwendungsbereich: Speziell für schwere industrielle Wellpappenmaschinen. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Kurze Erläuterung, wie eine maßgebliche externe Quelle diese Aussage stützt. Funktion des Nachweises: Überprüfung physikalischer Eigenschaften; Quellentyp: Materialwissenschaftliche Forschung. Stützt: die mechanische Anforderung, die Wellenstruktur zu komprimieren, ohne die Decklage zu beschädigen. Anwendungsbereich: Gilt für die Faltgeometrie. ↩
„PDQ Trays and Boxes – Plus Printers“, https://www.plusprinters.com/product/pdq-trays-and-boxes/?srsltid=AfmBOoo4IiKAgWU9MeVh8Sbac_28g-frBNRQOiuiB5jwgwE_GEMxa6fp. Kurze Erläuterung, wie eine maßgebliche externe Quelle diese Aussage stützt. Nachweisfunktion: Branchenstandard; Quellentyp: Spezifikation für Fertigungsdienstleistungen. Unterstützt: die Machbarkeit eines 24-Stunden-Zyklus für verifizierte Strukturprototypen. Anmerkung zum Anwendungsbereich: bezieht sich auf die Schnellplotphase der PDQ-Produktion. ↩
„5 Anforderungen an verkaufsfertige Verpackungen“, https://greatnorthernpackaging.com/2025/11/19/5-requirements-for-shelf-ready-packaging/. Kurze Erläuterung, wie eine maßgebliche externe Quelle diese Aussage stützt. Belegfunktion: Technische Spezifikation; Quellentyp: Branchenstandard für Verpackungen. Unterstützt: Strukturelle Integrität von PDQ-Trays. Anwendungsbereich: Fokus auf Haltbarkeit beim B2B-Versand und der Platzierung im Einzelhandel. ↩
„14 Arten von Verkaufsdisplays | Chicago, IL – Wertheimer Box“, https://wertheimerbox.com/types-of-retail-displays/. Kurze Erläuterung, wie eine maßgebliche externe Quelle diese Aussage stützt. Belegfunktion: Gestaltungsprinzip; Quellentyp: Leitfaden für die Warenpräsentation im Einzelhandel. Unterstützt: Sicherheits- und Stabilitätsanforderungen für Thekendisplays. Anwendungsbereich: Gilt für stark frequentierte Kundenkontaktpunkte. ↩
„48×40 GMA Paletten | Größter Palettenhersteller & -lieferant“, https://www.palletone.com/products/gma-pallets/. Bestätigung der von der Grocery Manufacturers Association (GMA) festgelegten Standardpalettengröße für logistische Effizienz. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Die Abmessungsbeschränkungen für bodenstehende Verkaufsflächen. Anwendungsbereich: Standard für die nordamerikanische Logistik. ↩
„Kapitel 3: Bedienbare Teile – Access-Board.gov“, https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Überprüfung der Richtlinien des Americans with Disabilities Act (ADA) hinsichtlich Reichweiten, um die Zugänglichkeit für Rollstuhlfahrer zu gewährleisten. Nachweisfunktion: rechtliche Anforderung; Quellentyp: staatliche Verordnung. Unterstützt: die Gestaltungsvorgaben für Kassensysteme. Anmerkung zum Geltungsbereich: Basierend auf den US-amerikanischen ADA-Standards für barrierefreies Design. ↩
„Was sind die GMA-Palettenrichtlinien für die Lebensmittelindustrie …“, https://www.kampspallets.com/gma-pallet-guidelines/. Überprüfung der Standard-GMA-Palettengrößenanforderungen für die Einhaltung der Vorschriften für Bodentabletts im Einzelhandel. Nachweisfunktion: Technischer Standard; Quellentyp: Branchenleitfaden. Unterstützt: Strukturelle Ausrichtung für die Platzierung im Regal. Anwendungsbereich: Gilt für nordamerikanische Einzelhandelsstandards. ↩
„Verkaufs- und Serviceschalter – Access-Board.gov“, https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Bestätigung der Standards des Americans with Disabilities Act (ADA) hinsichtlich der Reichweiten für barrierefreies Design an Kassentheken. Nachweisfunktion: Einhaltung gesetzlicher Bestimmungen; Quellentyp: Regierungsverordnung. Unterstützt: Designbeschränkungen für Kassensysteme. Anmerkung zum Geltungsbereich: Bezieht sich insbesondere auf die Reichweitenbegrenzungen nach vorne und zur Seite. ↩
„Sicherstellung von Stabilität und struktureller Unterstützung bei temporären Displays“, https://www.ud-direct.com/blog/tips-and-tricks-to-ensure-stability-and-structure-support-in-temporary-displays. Überprüfung der technischen Stabilitätskennzahlen zur Verhinderung des Umkippens freistehender Verkaufsdisplays durch Schwerpunktverlagerung. Nachweisfunktion: Ingenieurprinzip; Quellentyp: Technisches Handbuch. Unterstützung: Physikalische Vermeidung von Kipprisiken. Anwendungsbereich: Allgemeine Anwendung physikalischer Prinzipien auf Ladeneinrichtungen. ↩
„[PDF] Einfluss des Feuchtigkeitsgehalts von Rohkarton auf das Formgebungsverhalten und …“, https://repository.rit.edu/cgi/viewcontent.cgi?article=1219&context=japr. Technische Analyse der Reibungskoeffizienten von Rohkarton in Umgebungen mit hoher Luftfeuchtigkeit. Nachweisfunktion: Technische Verifizierung; Quellentyp: Materialwissenschaftliche Forschung. Belegt: Die Behauptung, dass Rohkarton während des Transports erhebliche Reibung erzeugt. Anwendungsbereich: Speziell für unlackierte Materialien. ↩
„Einfluss von Luftfeuchtigkeit und Temperatur auf die mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Die technische Dokumentation zu Wellpappenmaterialien erklärt, wie die hygroskopischen Eigenschaften des Testliners bei hoher Luftfeuchtigkeit zu Quellung und erhöhter Reibung führen. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliches Handbuch. Belege: Kausalzusammenhang zwischen Luftfeuchtigkeit und Reibung in der Verpackung. Anmerkung: Der Effekt variiert je nach Linerqualität. ↩
„Tipps für die perfekte Verpackung? – PopDisplay“, https://popdisplay.me/what-are-some-tips-for-packaging-box-perfection/. Richtlinien der Verpackungstechnik legen Mindesttoleranzen und Spielräume fest, um Reibung oder Vakuumbildung zwischen ineinanderliegenden Wellpappenkomponenten zu verhindern. Nachweisfunktion: Benchmark-Validierung; Quellentyp: Norm für Verpackungstechnik. Unterstützt: Gültigkeit des 0,25-Zoll-Pufferraums als Korrekturmaßnahme. Anmerkung: Die spezifischen Toleranzen können je nach Gesamtabmessungen der Verpackung variieren. ↩
„Schutzpuffer für Verpackungen – Smurfit Kappa“, https://www.smurfitkappa.com/us/products-and-services/packaging/protective-packaging-buffers. Technische Erläuterung, wie ein bestimmtes Spaltmaß die Oberflächenreibung in Wellpappenverpackungen reduziert und so die Nachschubgeschwindigkeit erhöht. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Mechanische Wirkung von Spaltpuffern. Anwendungsbereich: Speziell für vorverpackte Verkaufsdisplaysysteme. ↩
„Servogetriebene Rotationsplatziermaschine erreicht 300/min – Packaging World“, https://www.packworld.com/home/video/13349190/servodriven-rotary-placer-reaches-300min. Überprüfung, wie durch die Justierung der Rotationsplatziermaschine ein interner Hohlraum geschaffen wird, um ein Einreißen der bedruckten Kanten beim Auspacken zu verhindern. Nachweisfunktion: Prozessvalidierung; Quellentyp: Bedienungsanleitung. Unterstützt: Strukturelle Vermeidung von Materialfehlern. Anwendungsbereich: Wellpappenherstellung. ↩
„NPR 6000.1G Anforderungen an Verpackung, Handhabung und …“, https://nodis3.gsfc.nasa.gov/displayAll.cfm?Internal_ID=N_PR_6000_001G_&page_name=all. Analyse von Nesting-Standards in Einzelhandelsverpackungen zur Optimierung der Extraktionsphysik, um manuelle Arbeit und Nachbearbeitung zu minimieren. Nachweisfunktion: Validierung der Methodik; Quellentyp: Studie im Bereich Wirtschaftsingenieurwesen. Unterstützt: Effizienz der Extraktionsphysik. Fokus: Logistik und ROI im Einzelhandel. ↩
„Ultimativer Leitfaden zur Herstellung von Holzstanzformen für Stanzereien – Yitai“, https://yitaipacking.com/ultimate-guide-to-wooden-die-making-for-die-shops/. Technische Überprüfung der Materialkomponenten und der Montageverfahren von Standard-Stahlstanzformen. Nachweisfunktion: Faktenprüfung; Quellentyp: Fertigungshandbuch oder technische Spezifikation. Belege: Materialzusammensetzung der Stanzformen. Anwendungsbereich: Gilt für gängige Strukturwerkzeuge für Verpackungen. ↩
„Ihr Leitfaden zur Beherrschung des Holzverzugs – Meridian Products“, https://www.meridianproduct.com/blog/guide-to-mastering-wood-warpage/. Technische Erklärung, wie hygroskopische Holzwerkstoffe, die beim Stanzen verwendet werden, auf die Umgebungsfeuchtigkeit reagieren und dadurch Dimensionsinstabilität und Fehlausrichtung des Stanzmessers verursachen. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftlicher Leitfaden. Unterstützt: den Einfluss der Lagerbedingungen auf die Integrität der Stanzplatten. Anmerkung zum Umfang: Fokus auf Holz- vs. Kunststoffbasen. ↩
„Hochpräziser Flachbett- und Rotationslaserschneider für Stanzplatten – Yitai“, https://yitaipacking.com/products/flat-rotary-laser-cutting-machine/. Branchendokumentation zur Verwendung von CNC-Laserschneidanlagen für das hochpräzise Nutenschneiden von Stanzformen in der Verpackungsherstellung. Nachweisfunktion: Prozessverifizierung; Quellentyp: Technische Spezifikation. Unterstützt: den Übergang von manueller zu automatisierter Werkzeugfertigung für höchste Präzision. Anwendungsbereich: bezieht sich auf die Automatisierung des Nutenschneidens von Stanzplatten. ↩
„Modifizierung von Stanzformen für Sizzix-Stanzmaschinen“, https://www.youtube.com/watch?v=90zBMB-CSZ8. Technische Erklärung, wie die Verwendung von Materialien aus einer einzigen Charge für die Stanzformenherstellung Feuchtigkeitsgradienten minimiert und Verformungen verhindert. Nachweisfunktion: Technische Validierung; Quellentyp: Fertigungstechnisches Handbuch. Unterstützt: Strukturelle Stabilität der Werkzeuge. Anwendungsbereich: Gilt speziell für Stanzformen aus Stahl. ↩
„Laser Die Creation – Warneke Paper Box“, https://warnekepaperbox.com/process/laser-die-creation/. Branchenvergleich der Stanzgenauigkeit lasergebrannter Stanzplatten mit der traditioneller mechanischer Bearbeitung von B-Wellen-Wellpappe. Nachweisfunktion: Leistungskennzahl; Quellentyp: Whitepaper der Verpackungsindustrie. Unterstützt: Schnittgenauigkeit und Kantenqualität. Anwendungsbereich: Beschränkt auf B-Wellen-Spezifikationen. ↩
„Glossar der Fachbegriffe – Interstate Specialty Products“, https://www.interstatesp.com/die-cutting-glossary-terms/. Wissenschaftliche Analyse, wie die Isolierung gegen Umgebungsfeuchtigkeit die Ausdehnung und Kontraktion von Stanzplatten verhindert, was andernfalls zu einer Verschiebung der Stanzmesser führen würde. Nachweisfunktion: Physikalischer Mechanismus; Quellentyp: Fachzeitschrift für Materialwissenschaften. Anwendungsbereich: Präzisionswartung. Anmerkung zum Anwendungsbereich: Fokus auf Fertigungsumgebungen mit hohen Toleranzen. ↩



