Sie haben das perfekte Artwork für den Einzelhandel fertiggestellt, doch der Druck ohne eine geprüfte Strukturvorlage führt unweigerlich zu einem kostspieligen und aufwendigen Misserfolg. Die Lösung beginnt mit dem Verständnis dieser grundlegenden Struktur.
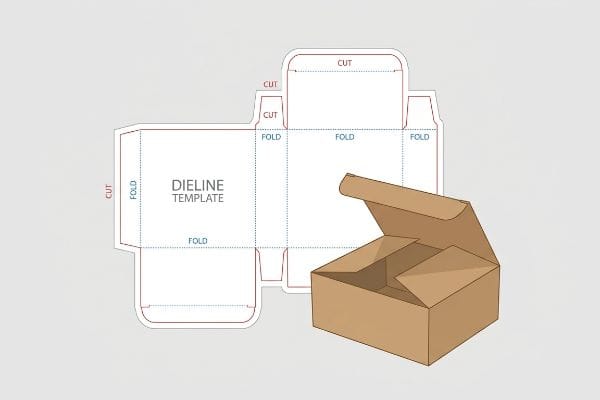
Eine Stanzform ist eine flache 2D-Vektorvorlage, die die physischen Abmessungen, Faltlinien und Schnittfolgen für 3D-Verpackungen vorgibt. Sie dient als absoluter architektonischer Bauplan und gewährleistet, dass Druckmaschinen und CNC-Schneidetische (Computer Numerical Control) während der Hochgeschwindigkeitsfertigung präzise Strukturberechnungen durchführen.
Lassen Sie uns genauer betrachten, wie diese digitalen Linien in physische Verkaufsdisplays umgesetzt werden, die auch Belastungen in der Lieferkette standhalten.
Was ist eine Stanzform für Drucker?
Standardisierte Druckvorlagen ohne festgelegte mechanische Routing-Kanäle an ein Prepress-Team zu senden, führt unweigerlich zu Produktionsstillständen und verschwendeten Testliner-Platten.
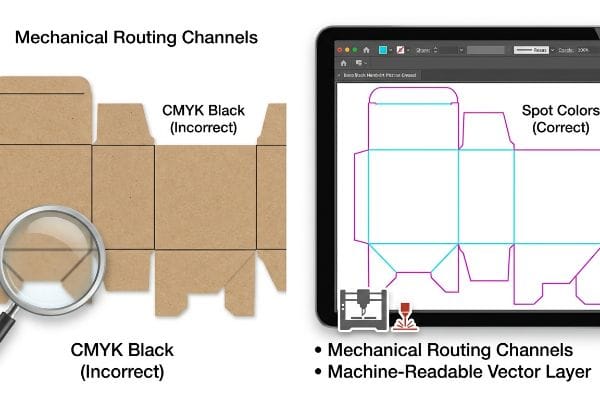
Eine Stanzform ist eine exakte, maschinenlesbare Vektorebene, die automatisierte Stanzmaschinen steuert. Sie trennt visuelle Grafiken von strukturellen Vorgaben mithilfe festgelegter Sonderfarben. Dadurch wird verhindert, dass optische CMYK-Farben (Cyan, Magenta, Gelb, Schwarz) die Laserführung beeinträchtigen, und eine präzise mechanische Trennung in der Fertigung gewährleistet.
Doch das Festlegen dieser Linien ist nur die halbe Miete; die Fabrikmaschinen müssen sie auch tatsächlich erkennen.
Warum CMYK-Striche beim automatisierten Schneiden versagen
Selbst erfahrene Grafikdesigner reichen oft komplexe Strukturdateien ein, in denen lediglich schwarze Linien die Schnittstellen oder Faltstellen eines Displays markieren . Sie gehen davon aus, dass die Produktionsanlagen automatisch wissen, was zu tun ist, wenn die Darstellung in einem Standard-PDF-Dokument korrekt ist.
Diese Falle begegnet mir wöchentlich, wenn Dateien in meine Druckvorstufen-RIP-Software gelangen. Der Designer verwendet Standard -CMYK-Schwarz, das die Maschine fälschlicherweise als Druckfarbe² erkennt.Dadurch werden die Schneidmesser nicht betätigt. Ich habe einmal beobachtet, wie ein Maschinenbediener eine frisch bedruckte Charge robusten Kraftpapiers von der Produktionslinie nahm und den Widerstand des dicken Kartons spürte. Dann stellte er fest, dass zwar schwarze Konturen direkt auf die Oberfläche gedruckt waren, aber keine Schnitte vorhanden waren – der gesamte Druckvorgang war unbrauchbar. Um dies zu beheben, fange ich die Dateien ab und wandle die Standardkonturen in absolute Sonderfarben³ um–beispielsweise 100 % Magenta für Schnitte und 100 % Cyan für Falzlinien. Dadurch wird die CNC-Maschine gezwungen, die Farbdüsen zu umgehen und die physischen Stahlmesser abzuschalten. Das spart dem Kunden teure Nachdruckkosten und gewährleistet, dass die Druckprodukte im Lager perfekt zusammenpassen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK-schwarzen Schnittlinien | Zuweisung exakter Sonderfarben | Eliminiert gedruckte Strukturlinien |
| Verschmelzen von Kunst- und Schnittebenen | Isolierung mechanischer Vektorwege | Verhindert Fehler an CNC-Maschinen |
| Sich auf visuelle PDFs verlassen | Vorflugkontrolle über RIP-Software | Verhindert kostspielige Druckfehler in der Fabrik |
Ich trenne mechanische Vektoren stets von Oberflächengrafiken, bevor die Platten gebrannt werden. Diese strikte Trennung garantiert, dass die Schneidklingen mit höchster Präzision arbeiten, wodurch unnötige manuelle Nachbearbeitungszeiten entfallen und Ihr Produktionsplan eingehalten wird.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob Ihre Vektorlinien für automatische Schneidetische korrekt zugeordnet sind? 👉 Lassen Sie Ihre Stanzform vorab prüfen ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Welche Regeln gelten für die Stanzlinie?
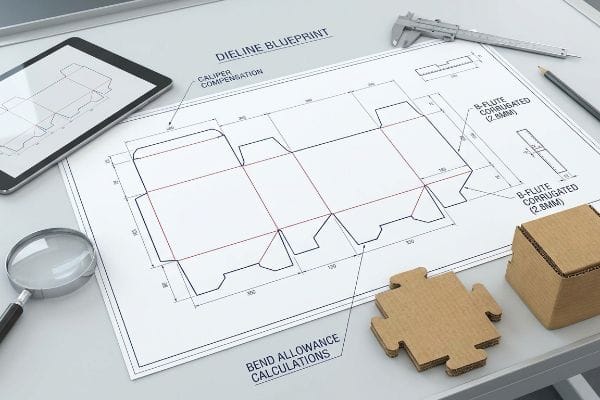
Die Erstellung des Konstruktionsplans erfordert die strikte Einhaltung mathematischer Gesetze, insbesondere bei der Verarbeitung dicker, mehrschichtiger Wellpappenmaterialien für den Einzelhandel.
Die Regeln für die Stanzformherstellung erfordern präzise Berechnungen der Biegezugabe, eine exakte Kompensation der Materialstärke mittels Messschieber und eine strikte Trennung der Sonderfarbenschichten. Diese mathematischen Anpassungen gewährleisten, dass sich die Verriegelungslaschen an dicken Wellpappenstrukturen nahtlos ausrichten, ohne sich zu verbiegen, einzureißen oder gefährliche Reibung während der Hochgeschwindigkeits-Co-Packing-Montage zu erzeugen.
Die Theorie funktioniert perfekt auf einem flachen digitalen Monitor, aber Wellpappe hat ein physisches Volumen, das Respekt verdient.
Die verborgene Physik der Bremssattelkompensation
Es ist eine häufige Falle, in die selbst erfahrene Beschaffungsteams tappen: einen Schlitz auf einer digitalen Arbeitsfläche mit genau der gleichen Breite wie die ineinandergreifende Lasche4. In einer flachen 2D-Umgebung wirkt dieses einheitliche Verhältnis mathematisch perfekt und visuell symmetrisch.
Die harte Realität zeigt sich, wenn man diese einfache Logik auf eine 2,8 mm dicke Platte aus B-Welleunterdem Druck furchtbar riss. Mithilfe parametrischer CAD-Software (Computer-Aided Design) rekonstruiere ich diese Dateien mathematisch und füge spezifische Mikrotoleranzen hinzu, um die Aufnahmeschlitze entsprechend der genauen Plattenstärke zu erweitern. Diese einfache Biegetoleranz beseitigt jegliche Reibung in der Montage, reduziert die Arbeitszeiten beim Co-Packing um schätzungsweise 20 %und macht unansehnliches Klebeband überflüssig.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung eines 1:1-Steckplatz-zu-Registerkarten-Verhältnisses | Hinzufügen von Materialbiegezugaben7 | Verhindert das Einreißen der Laschen durch die Platine |
| Die physikalische Plattendicke außer Acht lassen | CAD-Bremssattel-Kompensationsformeln8 | Beschleunigt die Lohnverpackungsmontage |
| Erzwingen fester, ineinandergreifender Verbindungen | Konstruktion von Mikrospalten9 | Sorgt dafür, dass die endgültige Struktur quadratisch bleibt |
Ich weigere mich, unkompensierte, flache Vektoren unbrauchbar zu machen. Nur durch die Neuberechnung der Strukturmathematik für das physische Plattenvolumen können wir garantieren, dass Ihre Displays in großen Mengen perfekt rechtwinklig und verkaufsfertig ankommen.
🛠️ Harveys Schreibtisch: Befürchten Sie, dass die Verbindungsstücke beim Zusammenklappen brechen? 👉 Biegetoleranzprüfung anfordern ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Was bedeutet „Dieline“?
Um dieses Konzept zu verstehen, muss man seine Denkweise von rein ästhetischem Grafikdesign hin zu tragender, struktureller Architektur verlagern.
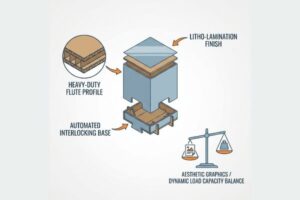
Die Bedeutung einer Stanzform liegt in der präzisen mathematischen Definition der physikalischen Verpackungsanforderungen. Sie wandelt abstrakte visuelle Entwürfe in funktionale 3D-Strukturen um und legt Gewichtsverteilung, Materialverbrauch und Faltlogik fest. So wird sichergestellt, dass stark beanspruchte Verkaufsverpackungen auch unter dynamischen Transportbedingungen standhalten und nicht unter Druck zusammenbrechen.

Leider wird diese strukturelle Notwendigkeit häufig von einfachen, rasterbasierten Webwerkzeugen missbraucht und verzerrt.
Warum flache Rasterbilder die strukturelle Integrität zerstören
Marken, die ihre Designbudgets optimieren möchten, importieren häufig Strukturvorlagen in einfache webbasierte Bildbearbeitungsprogramme. Sie behandeln die tragenden Konstruktionslinien wie einfache Hintergrundebenen und können diese beliebig skalieren oder verzerren , um sie an ihre Markengrafiken anzupassen .
Dieser Ansatz entfernt die mathematischen Vektoreigenschaften der Datei vollständig. Ein Webtool exportiert ein flaches, unverbundenes Bild, wodurch die für die dynamischen Belastungen im Einzelhandel notwendige strukturelle Integrität verloren geht<sup>11</sup>. Kürzlich erhielt ich eine exportierte Datei, bei der die entscheidende tragende Achse versehentlich um nur 6,35 mm (0,25 Zoll) verschoben war. Dies führte dazu, dass die gesamte Viertelpalette bei einem Test der Gewichtsverteilung im Laden stark wackelte. Ich behebe dieses Problem, indem ich ein gesperrtes, vorkonfiguriertes PDF direkt aus unserer Statiksoftware erstelle. Dadurch sind die Designer gezwungen, die Oberflächengrafiken strikt auf einen unbeweglichen architektonischen Anker anzuwenden. Diese Strategie mit gesperrten Ebenen verhindert, dass unbeabsichtigte Pixelmanipulationen die komplexen physikalischen Berechnungen überschreiben, und gewährleistet so die vollständige Konformität des Displays mit den Gewichtsanforderungen großer Einzelhandelsketten<sup>12</sup>.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Linienverzerrung in Webtools | Sperren der Basisvektor-PDF13 | Hohe Tragfähigkeit |
| Exportieren von flachen Rasterbildern | Verwendung strikter Vektorformate14 | Verhindert wackelige oder schiefe Regalböden |
| Größenänderung der strukturellen Stützlaschen | Grafische Darstellungen mit mathematischen Prinzipien verknüpfen | Gewährleistet die Einhaltung der Vorschriften durch große Einzelhandelsketten15 |
Ich lege fest, dass alle visuellen Grafiken strikt auf eine gesperrte, vorab getestete technische Ebene gelegt werden müssen. Dadurch wird verhindert, dass unbeabsichtigte grafische Anpassungen die kritische Tragfähigkeit des Displays beeinträchtigen, bevor es auf dem Boden aufliegt.
🛠️ Harveys Schreibtisch: Verschieben Ihre Grafikdesigner versehentlich tragende Strukturen in ihrer Software? 👉 Fordern Sie Ihr geschütztes Struktur-PDF an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur purer Mehrwert.
Wie sieht eine Stanzform aus?
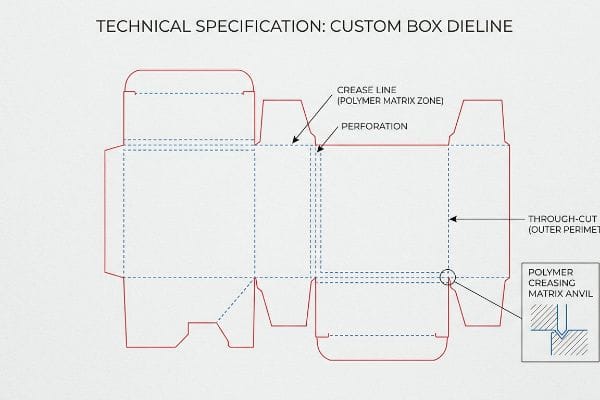
Optisch ähnelt es einem komplexen Netz aus durchgezogenen roten und gestrichelten blauen Linien, doch die Interpretation dieser Striche erfordert ein tiefes Verständnis des Herstellungsprozesses.
Eine Stanzlinie ähnelt einer dichten geometrischen Karte aus unterschiedlich farbigen Vektorstrichen, die spezifische mechanische Vorgänge darstellen. Durchgezogene Linien kennzeichnen typischerweise Durchschnitte für den äußeren Umfang, während gestrichelte oder speziell eingefärbte Linien Sollbruchstellen, Perforationen und kritische Rillzonen für automatische Faltmaschinen darstellen.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb gehen und die Papierfasern Widerstand leisten.
Die „Litho-Cracking“-Falle unter der gestrichelten Linie
Der Blick auf eine gestrichelte Linie auf einem Monitor vermittelt ein trügerisches Gefühl der Sicherheit hinsichtlich der Biegsamkeit eines robusten Materials. Käufer gehen fälschlicherweise davon aus, dass eine einfache Faltlinie auf einer digitalen Vorlage automatisch zu einer perfekten 90-Grad-Faltung im Verkaufsraum führt.
In meiner Produktionsstätte erlebe ich regelmäßig, wie diese theoretische Annahme unter dem Druck einer Stahlstanze spektakulär scheitert. Wenn man eine stumpfe Stahlklinge in einen starren, laminierten Bogen 32 ECT (Edge Crush Test) Karton16, knicken die inneren Rillen heftig ein, reißen oft die getrocknete Druckfarbe ab und beschädigen die glatte, bedruckte Deckschicht genau entlang der digitalen Punktlinie. Das Geräusch des brechenden Rohkartons bedeutet, dass eine ganze Charge aussortiert wird. Ich behebe diesen physikalischen Widerstand, indem ich eine präzise, weibliche Polymer-Rillmatrix17 direkt auf der Schneideplatte montiere. Diese dient als Amboss und dehnt die Papierfasern sanft, anstatt sie zu quetschen. Durch die Einhaltung dieser mikroskopischen Toleranz beim Prägen eliminiere ich das Phänomen des Litho-Risses vollständig und erziele eine makellose Optik bei gleichzeitiger Reduzierung des Ausschusses um schätzungsweise 4 %.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Sich auf ungeschützte Punktevergabe verlassen | Verwendung einer Polymerfaltenmatrix18 | Verhindert unschöne, rissige Tintenverbindungen |
| Die Papierfaserspannung wird vernachlässigt | Steuerung des mechanischen Schlags19 | Verhindert ausgefranste Faltkanten |
| Dickes Brett zum Biegen zwingen | Flöten über einen Amboss spannen20 | Gewährleistet eine hochwertige Markenästhetik |
Ich setze beim Falten von hochdichten Verkaufsdisplays. Durch die präzise Bestimmung der Falztiefe schütze ich Ihre hochwertigen Grafiken vor dem Brechen unter dem Druck automatisierter Maschinen.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können die visuell beeindruckendsten Grafiken auf dem Markt erstellen, aber wenn Sie die Korrektur der Biegetoleranzen ignorieren und dicke Wellpappe unter dem Druck nicht justierter Verriegelungsschlitze brechen lassen, riskieren Sie eine sofortige Ablehnung durch den Händler und wochenlange, kostspielige Nachbearbeitung. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Hören Sie auf, Biegetoleranzen zu schätzen, und lassen Sie mich Ihre Strukturdateien persönlich durch meinen kostenlosen Stanzform-Pre-Flight-Audit ↗ , um schwerwiegende mechanische Fehler zu erkennen, bevor sie die automatisierten Schneidetische erreichen.
„CMYK vs. Sonderfarben: Welches Verfahren ist das beste? – Prime Line Packaging“, https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Branchenstandards für die Druckvorstufe beschreiben detailliert, warum automatisierte Fräsmaschinen CMYK-Schwarz nicht von Druckvorlagen unterscheiden können und daher für mechanische Schnitte spezifische Sonderfarbenbezeichnungen erforderlich sind]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Branchenhandbuch. Begründung: Warum Standard-Schwarzlinien beim automatisierten Schneiden versagen. Anwendungsbereich: Fokus auf CNC- und Laserfrässysteme. ↩
„Checkliste für die Druckvorstufe | Mark Lehberg hat zu diesem Thema gepostet“, https://www.linkedin.com/posts/mark-lehberg-3473104_the-importance-of-pre-press-your-packaging-activity-7414718111725010944-8_T1. [Technische Handbücher für RIP-Software erklären, dass CMYK-Werte für den Druck als Rasterbilddaten und nicht als Vektorkoordinaten für das mechanische Schneiden verarbeitet werden]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Softwaredokumentation. Beleg: Das Versagen von CMYK, die Schneidmesser auszulösen. Anmerkung zum Anwendungsbereich: Standard bei den meisten kommerziellen RIP-Systemen. ↩
„Schnittkonturen – Fiery-Hilfe und -Dokumentation“, https://help.fiery.com/cws/FieryXF/9.0_cws_7.2/en-us/GUID-634C2537-14A7-4567-993A-AE1E504148D4.html. [Industriestandards für die Stanzkonturerstellung schreiben die Verwendung benannter Sonderfarben vor, um strukturelle Routing-Befehle von visuellen Grafiken zu unterscheiden]. Nachweisfunktion: Verfahrensstandard; Quellentyp: Leitfaden für die Druckindustrie. Unterstützt: die Methodik zur Sicherstellung physischer Schnitte und Rillen. Hinweis: Die spezifischen Farbzuordnungen können je nach Maschinenkonfiguration variieren. ↩
„Leitfaden für Kartonschablonen: So entwerfen Sie präzise Verpackungsstanzformen“, https://gentlever.com/what-is-box-template-and-how-to-design/. [Eine anerkannte Quelle für Verpackungstechnik oder Wellpappendesign würde erklären, dass die Materialstärke einen Toleranzspalt zwischen Schlitz und Lasche erfordert, um einen korrekten Sitz zu gewährleisten.] Nachweisfunktion: Technische Validierung; Quellentyp: Industriestandard; Unterstützung: die Notwendigkeit der Dickenkompensation beim Stanzformendesign. Anwendungsbereich: Gilt speziell für gefaltete Wellpappe. ↩
„Wellpappe und Materialqualitäten – B-Welle – Packaging Strategies“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Technische Normen von Verpackungsorganisationen definieren die Nenndicke von B-Welle-Wellpappe. Nachweisfunktion: Faktenprüfung; Quellentyp: Technische Spezifikation. Beleg: Genaue Materialdicke für B-Welle. Anmerkung: Geringfügige Abweichungen zwischen den Herstellern sind möglich.] ↩
„Produktivitätssteigerung durch Fließbandausgleich mittels …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10788436/. [Daten zur betrieblichen Effizienz oder Fallstudien im Verpackungswesen quantifizieren die Zeitersparnis durch die Beseitigung von Montagereibung und manuellen Anpassungen. Nachweisfunktion: quantitative Unterstützung; Quellentyp: Branchenfallstudie. Belege: wirtschaftlicher Vorteil präziser Biegezugaben. Anmerkung: Die tatsächlichen Einsparungen hängen von Produktionsvolumen und Material ab.] ↩
„Wie man Biegezugabe und Biegeabzug berechnet … – YouTube“, https://www.youtube.com/watch?v=0mGG4ZtC2a4. [Technische Verpackungsstandards definieren Biegezugaben als das zusätzliche Material, das an einer Falte benötigt wird, um Zugversagen und Einreißen des Deckblatts zu verhindern. Nachweisfunktion: Technische Überprüfung; Quellentyp: Technisches Handbuch. Begründung: Die Verwendung von Biegezugaben zum Schutz der Kartonintegrität. Anwendungsbereich: Gilt speziell für Faltungen von Wellpappe.] ↩
"https://www.tappi.org/product_pull/09/dec/__05/obt…", https://www.tappi.org/product_pull/09/dec/__05/obtaining-combined-board-caliper-off-the-corrugator-for-use-in-statistical-process-control-procedures-technical-information-paper-tip-0304-12-2002/. [Branchenübliche CAD-Software für Verpackungen verwendet spezifische mathematische Formeln, um die Stanzlinienabmessungen basierend auf der gemessenen Materialstärke zu korrigieren. Nachweisfunktion: Methodischer Beweis; Quellentyp: Technische Dokumentation der Software. Unterstützt: Die Notwendigkeit der Stärkekompensation für die Montagegenauigkeit. Anmerkung: Die Formeln variieren je nach Wellenprofil.] ↩
„Toleranz für Herstellerverbindungen an RSC – AICC Now“, https://now.aiccbox.org/tolerance-for-manufacturers-joint-on-rsc/. [Die Richtlinien für die Tragwerksplanung von Wellmaterialien schreiben die Berücksichtigung von Mikrospalten vor, um Materialkompressionen auszugleichen und die Rechtwinkligkeit in den Verbindungen sicherzustellen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Tragwerksplanungshandbuch. Begründung: Die Anforderung von Spaltmaßen zur Gewährleistung der Rechtwinkligkeit von Konstruktionen. Anwendungsbereich: Beschränkt auf hochpräzise mechanische Verbindungen.] ↩
„Untersuchung des Einflusses von Perforationen auf die Tragfähigkeit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Autoritative Richtlinien für Verpackungstechnik erläutern, wie die Veränderung der präzisen Geometrie einer Stanzform die Faltlogik und die Tragfähigkeit beeinträchtigt]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für strukturelle Verpackungen. Unterstützt: Die Annahme, dass die Verzerrung von Konstruktionslinien die strukturelle Integrität zerstört. Anwendungsbereich: Gilt für Verpackungen aus Wellpappe und Hartkarton. ↩
„Verpackungsdesign: Vektorgrafiken für herausragende Produkte“, https://vectosolve.com/blog/vector-graphics-packaging-design. [Eine maßgebliche Quelle im Bereich Verpackungstechnik erläutert, warum vektorbasierte Präzision beim CNC-Schneiden und -Falten erforderlich ist, um die beabsichtigten Tragfähigkeiten zu gewährleisten]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Begründung: Die Notwendigkeit von Vektorpräzision für die Stabilität. Anwendungsbereich: Gilt speziell für die industrielle Fertigung. ↩
„Individuell gestaltete Wellpapp-Displayboxen | Kostenloser Versand & Design“, https://theboxology.us/product/corrugated-display-boxes/. [Handbücher von Einzelhändlern legen in der Regel maximale Gewichtsbelastungen und Stabilitätsstandards für POS-Displays fest, um Sicherheit und Langlebigkeit zu gewährleisten]. Nachweisfunktion: Validierung von Branchenstandards; Quellentyp: Leitfaden zur Einhaltung von Herstellervorgaben. Unterstützt: Existenz standardisierter Gewichtsanforderungen für den Einzelhandel. Anmerkung zum Geltungsbereich: Die Anforderungen variieren je nach Einzelhändler. ↩
„Tragende Komponente – ein Überblick | ScienceDirect Topics“, https://www.sciencedirect.com/topics/engineering/load-bearing-component. [Technische Leitfäden für die Druckvorstufe zeigen, dass die Sperrung von Strukturvektoren versehentliche Skalierung oder Verzerrung während der Designphase verhindert und so die Tragfähigkeitsberechnungen der Falte erhält]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Produktionsleitfaden für die Druckvorstufe. Unterstützt: Verwendung gesperrter PDFs zur Wahrung der physischen Integrität. Anwendungsbereich: Beschränkt auf professionelle Druckproduktionsabläufe. ↩
„Raster- vs. Vektorgrafiken – Alles über Bilder – Rechercheleitfäden“, https://guides.lib.umich.edu/c.php?g=282942&p=1885352. [Autoritative Quellen im Bereich Verpackungstechnik erläutern, wie vektorbasierte Stanzlinien präzises Schneiden und Falten gewährleisten und so die mit rasterbasierten Näherungen verbundenen strukturellen Instabilitäten vermeiden]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungsdesign. Unterstützt: Zusammenhang zwischen Vektorformaten und struktureller Stabilität. Anwendungsbereich: Gilt speziell für gestanzte Karton- und Wellpappenmaterialien. ↩
„Beratung zur Optimierung von Verpackungen für Großhändler“, https://www.boldtsmithpackagingconsultants.com/industries/mass-merchandiser/. [Die Compliance-Handbücher der Einzelhändler legen exakte Toleranzen für Strukturlaschen und Stützen fest, um Produktsicherheit und Regalstabilität in Umgebungen mit hohem Durchsatz zu gewährleisten]. Nachweisfunktion: Regulatorische Validierung; Quellentyp: Richtlinien der Einzelhändler. Begründung: Bedeutung mathematischer Genauigkeit für die Einhaltung von Vorschriften im Einzelhandel. Fokus: Schwerpunkt sind große Einzelhandelsverteilzentren. ↩
„32 ECT-Spezifikationen für Wellpappkartons: Der ultimative Leitfaden – Lansbox“, https://lansbox.com/32-ect-corrugated-box-specs/. [Industriestandards für Wellpappenverpackungen definieren den Kantenstauchtest (Edge Crush Test, ECT) als primäres Maß für die vertikale Stapelfestigkeit eines Kartons]. Nachweisfunktion: faktische Spezifikation; Quellentyp: Industriestandard. Beleg: die Materialklassifizierung des Kartons. Anmerkung: Die ECT-Werte variieren je nach Kartonqualität und Hersteller. ↩
„Stanz- und Rillmatrix – YouTube“, https://www.youtube.com/watch?v=9ucluzReN6U. [Verpackungstechnische Quellen erklären, wie Rillmatrizen durch Dehnung der Fasern anstatt durch Quetschen der Kartonwellen Risse in der Druckfarbe verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Unterstützt: Die Verwendung von Matrizen zur Vermeidung von Lithografierissen. Anmerkung: Die Wirksamkeit hängt von der Passgenauigkeit der Matrizen ab. ↩
„Umwandlung und ihre Auswirkungen auf die Barriereeigenschaften beschichteter …“, https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [Die technische Dokumentation zur Verpackungsherstellung erklärt, wie Polymermatrices den Druck gleichmäßiger verteilen als Stahl, um ein Aufreißen der Druckfarbe zu verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Fertigungshandbuch. Anwendungsbereich: Vermeidung von Rissen in den Druckfarbenverbindungen. Anmerkung zum Anwendungsbereich: Hauptsächlich anwendbar auf beschichteten Karton mit hohem Flächengewicht. ↩
„Bewertung von Veränderungen der Faltbruchbildung und der mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/evaluation-of-changes-in-fold-cracking-and-mechanical-properties-of-high-grammage-paper-based-on-pulp-fiber-modification/. [In technischen Leitfäden zum Stanzen wird beschrieben, wie durch die Modulation der Stanzkraft die Faserspannung so gesteuert wird, dass ein unsauberes Einreißen an der Falte vermieden wird]. Nachweisfunktion: Prozessverifizierung; Quellentyp: Technisches Lehrbuch. Unterstützung: Vermeidung von unsauberen Faltkanten. Anwendungsbereich: Speziell für industrielle Stanzmaschinen. ↩
„Analytische Bestimmung der Biegesteifigkeit von Fünf …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Industrienormen für Wellpappe beschreiben detailliert die Verwendung eines Ambosses zum korrekten Komprimieren und Dehnen der Wellen, um ein strukturelles Versagen zu verhindern]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Anwendungsbereich: Korrektes Biegen dicker Platten. Anmerkung zum Anwendungsbereich: Fokus auf Wellpappe. ↩