
Sie haben Tausende von Dollar in Ihr Markenimage investiert, aber wenn Ihre Verpackung wie ein gewöhnlicher brauner Versandkarton aussieht, werden die Verbraucher einfach daran vorbeigehen.
Eine Stanzverpackung ist eine präzise gefertigte Verpackungslösung, die mithilfe spezieller Stahlschablonen oder automatisierter Industrieanlagen individuelle Formen, Verriegelungslaschen und Falzlinien ausstanzt. Dieses skalierbare Verfahren verwandelt flache Wellpappe in komplexe, formstabile 3D-Verkaufsdisplays.

Das Verständnis der grundlegenden Definition ist jedoch nur der erste Schritt. Um in der brutalen Logistik des großflächigen Einzelhandels, muss man verstehen, wie diese kundenspezifischen Strukturen in der Fabrikhalle tatsächlich konstruiert werden.
Was sind gestanzte Schachteln?
Die meisten Markeninhaber gehen davon aus, dass eine individuell gestaltete Verpackung lediglich gefalteter Karton mit einem ansprechenden Logo auf der Außenseite ist.
Stanzkartons sind hochgradig individualisierbare Verpackungsstrukturen, die durch das Einpressen scharfer Stahlklingen in Wellpappe geformt werden. Im Gegensatz zu herkömmlichen Faltschachteln benötigen diese speziellen Behälter besondere Schablonen, um komplexe Winkel, individuelle Sichtfenster und sichere Verschlussmechanismen zu realisieren, die das zusätzliche Klebeband überflüssig machen.
Die Magie geschieht nicht in der Druckerpresse, sondern in der Abteilung für Statik, wo Mathematik auf rohe Papierfasern trifft.
Die verborgene Technik hinter kundenspezifischen Verpackungen
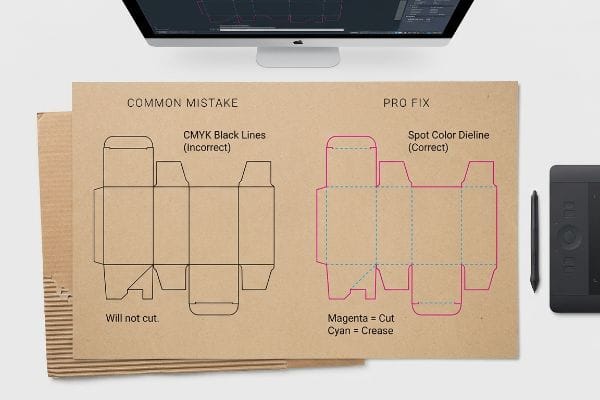
Gerade am Anfang neigt man dazu anzunehmen, dass jede digitale Linie, die man auf dem Bildschirm zeichnet, automatisch in einen physischen Schnitt umgesetzt wird. Ein gängiger Ansatz von Anfängern ist, zuerst die ansprechende Außengrafik zu gestalten und dann einfach schwarze Standardkonturen darüberzulegen, um die Falt- oder Einrastpunkte der Box zu markieren.
Ich weiß, Sie starren auf diese Strukturzeichnung und fühlen sich etwas ratlos, denn ich sehe, wie erfahrene Grafikdesigner genau diesen Fehler jede Woche machen. Sie reichen eine Datei mit Standard-CMYK-Linien (Cyan, Magenta, Gelb und Schwarz) ein, die Ihre individuelle Verpackung. Doch hier in der Fabrik können unsere automatisierten CAD-Schneidetische (Computer-Aided Design) keine sichtbare schwarze Tinte erkennen¹.Wenn Sie diese Linien nicht eindeutigen Sonderfarben zuweisen²,verschmilzt die CNC-Maschine (Computer Numerical Control) Ihre Schnittlinien einfach mit der Grafikebene. Das ärgerliche Ergebnis: Sie erhalten eine große Charge wunderschön bedruckter Kartons ohne jegliche Schnitte, sodass Ihr Verpackungsteam hektisch nach Kartonschneidern suchen muss, während im Hintergrund das laute, raue Kratzen der Fräse unentwegt zu hören ist.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK-Schwarz für Schnittlinien | 100% Magenta-Sonderfarbe zuweisen | Verhindert Rohstoffverschwendung |
| gestrichelte Linien für Faltungen verwenden | Für das Falten 100 % Cyan zuweisen | Verhindert Risse im Deckblatt |
| Grafikdesign vor der Struktur | CAD-Datei an unterste Ebene anbinden | Beseitigt strukturelle Fehlausrichtung |
Ich fange diese Dateien immer während der Druckvorstufe ab, um diese Grundstriche in mechanische Sonderfarben umzuwandeln. Dadurch wird sichergestellt, dass die Maschinenklingen das Material erfassen und gleichzeitig Ihr Druckbild makellos bleibt.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihre Grafiklinien als Tinte gedruckt oder als physische Strukturen geschnitten werden? 👉 Ich prüfe Ihre Datei ↗ – Direkter Zugriff auf meinen Schreibtisch. Garantiert kein automatisierter Werbe-Spam.
Worin besteht der Unterschied zwischen Stanz- und Cricut-Maschinen?
Viele aufstrebende Marken versuchen, ihre eigenen Einzelhandelsstrukturen im eigenen Haus mit Hilfe von handelsüblichen Bastelmaschinen zu prototypisieren.
Der Hauptunterschied zwischen Stanz- und Cricut-Verfahren liegt im industriellen Maßstab. Während ein Cricut als leichter Desktop-Plotter für dünne Materialien fungiert, nutzt das kommerzielle Stanzverfahren massiven mechanischen Druck oder industrielle automatisierte Tische, um selbst dicke, doppelwandige Wellpappe für den Massenvertrieb im Einzelhandel mit hoher Präzision zu durchstanzen.

Das Erstellen von Prototypen am Schreibtisch ist eine großartige kreative Übung, aber die Skalierung dieser Idee für eine Markteinführung in 500 Filialen erfordert eine ganz andere Art von Maschinen.
Vom Bastelraum zur industriellen Massenproduktion
ist es üblich, mit einem Desktop-Plotter und dünnem Karton eine ansprechende, verkleinerte Version3 ihres Displays zu erstellen. Dieses perfekte Miniaturmodell präsentieren Sie dann im nächsten Meeting, und alle gehen davon aus, dass Sie nun bereit sind, die Produktion zu starten und Tausende von Einheiten herzustellen.
Ich liebe diesen Unternehmergeist, muss Kunden aber immer wieder sanft auf den Boden der Tatsachen zurückholen, wenn sie mir einen billigen Prototyp aus Karton präsentieren. Ein herkömmlicher Plotter zieht lediglich eine winzige Klinge über flaches Papier. In meiner Werkstatt verwenden wir für die Herstellung von 24-Stunden-Weißmustern für große Einzelhändlereinen massiven digitalen Schneidetisch von Kongsberg. Dieser zieht nicht einfach nur eine Klinge über das Papier; er verwendet ein hochfrequentes oszillierendes Werkzeug, das beim Durchtrennen dichter 32ECT-Wellpappe (Edge Crush Test) ein lautes, schrilles Kreischen erzeugt. Eine Desktop-Maschine kann die Biegezugabe von 3 mm dickem Kartonnicht . Deshalb erfordert die Umstellung von einer Basteldatei auf eine industrielle Stanzform oft eine komplette strukturelle Überarbeitung.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Gestaltung auf dünnem Karton | Prototyp auf realer Testlinie6 | Gewährleistet eine genaue Gewichtskapazität |
| Plattendicke außer Acht gelassen | Parametrische Biegezugaben anwenden7 | Ermöglicht reibungslose Montage |
| 2D-Baudateien direkt skalieren | Neuaufbau in professioneller 3D-Software | Verhindert strukturelles Ausknicken8 |
Ich lasse diese vorläufigen Prototypen immer zuerst auf unserem industriellen Mustertisch prüfen, um sicherzustellen, dass sich das dicke Wellmaterial tatsächlich biegen und sicher verriegeln lässt, bevor Sie auch nur einen Cent für die Massenproduktion von Werkzeugen ausgeben.
🛠️ Harveys Schreibtisch: Befürchten Sie, dass Ihr Desktop-Prototyp plötzlich einknickt, wenn wir auf hochbelastbare, industrielle Wellpappe umsteigen? 👉 Weißes Muster anfordern ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Warum heißen sie Stanzteile?
Die Fachbegriffe können unglaublich verwirrend wirken, wenn man noch nie eine Druckerei von innen gesehen hat.
Sie werden als Stanzteile bezeichnet, da der Herstellungsprozess auf einer physischen „Stanzform“ beruht – einer speziellen Holzplatte mit rasiermesserscharfen Stahlklingen und stumpfen Rillen. Dieses Spezialwerkzeug funktioniert wie ein riesiger Ausstecher und prägt flache Materialien unter extremem Druck präzise in funktionale Formen.

Die meisten Markenmanager bekommen die physischen Werkzeuge, mit denen ihre Verpackungen hergestellt werden, nie zu Gesicht, was zu einem massiven Missverständnis darüber führt, wie diese Strukturen im Laufe der Zeit repliziert werden.
Die physikalische Realität der Stahl-Regelmatrize
Bei der einmaligen Werkzeugkosten für Ihre Verpackungskampagne liegt die Annahme nahe, dass Sie eine dauerhafte, unzerstörbare Metallform erwerben, die ewig hält. Käufer erwarten häufig, dieselbe Strukturdatei drei Jahre später ohne Einbußen bei Präzision oder Montagegeschwindigkeit verwenden zu können.
Lassen Sie mich Sie mit in die Produktionshalle nehmen und Ihnen zeigen, was tatsächlich passiert, wenn man versucht, alte Werkzeuge wiederzuverwenden. Ihre Matrize besteht nicht aus massivem Stahl, sondern aus einer Anordnung von Metallklingen, die von Hand in rohes, poröses Sperrholz gehämmert wurden.Wenn Einkaufsteams versuchen, Kosten zu sparen, indem sie eine Matrize wiederverwenden, die acht Monate lang in einem feuchten Lager gelegen hat, sehe ich das Desaster. Die Holzbasis saugt Feuchtigkeit auf und verzieht sichum wenige Millimeter, wodurch die Klingen nicht mehr richtig ausgerichtet sind. Wenn der schwere, dröhnende Schlag der mechanischen Presse auf das Holz trifft, entsteht kein sauberer Schnitt. Es entstehen ausgefranste Papierkanten und falsch ausgerichtete Verriegelungslaschen, die das Falten durch Ihr Lohnverpackungsteam verdoppeln und letztendlich Ihre Gewinnmargen schmälern.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Wiederverwendung alter Stanzformen aus Holz | Implementieren Sie ein neues Werkzeugprotokoll | Sorgt für rasiermesserscharfe, saubere Kanten |
| Lagerung von Formen in feuchten Zonen | Neue Matrizen pro Charge per Laserbrennen | Verhindert Fehlausrichtung der Lasche |
| Klingenstumpfung ignorieren | Neue Stahllinealklingen vorschreiben | Verkürzt die Co-Packing-Zeit erheblich |
Dieses Risiko der Materialermüdung eliminiere ich vollständig, indem ich ein neues Werkzeugprotokoll vorschreibe und für jeden einzelnen Serienproduktionslauf eine brandneue Stanzform per Laserbrenner herstelle, um sicherzustellen, dass sich Ihre Schachteln einwandfrei falten lassen.
🛠️ Harveys Schreibtisch: Reißen Ihre älteren Nachbestellungen von Kartons plötzlich an den Ecken ein oder dauert die Montage durch Ihr Versandteam länger? 👉 Werkzeug-Audit anfordern ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Einfach nur echter Mehrwert.
Wie sieht ein Stanzschnitt aus?
Es ist verlockend, sich eine schöne digitale 3D-Darstellung auf dem Monitor anzusehen und anzunehmen, dass der physische Herstellungsprozess genauso sauber und vorhersehbar sein wird.
Ein Stanzteil ähnelt einem großen, flachen geometrischen Puzzle mit durchgehenden Außenkanten zum Schneiden und inneren Vertiefungen zum Falten. Vor der Montage betrachtet, zeigt es präzise Verriegelungsnasen, strategisch platzierte Schlitze und großzügige Beschnittzugaben, die dafür sorgen, dass das Druckmotiv nahtlos um jede Kante herumgeführt wird.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb gehen und riesige Materialplatten sich physisch auf dem Förderband bewegen.
Warum Standard-Druckränder in der Fabrikhalle
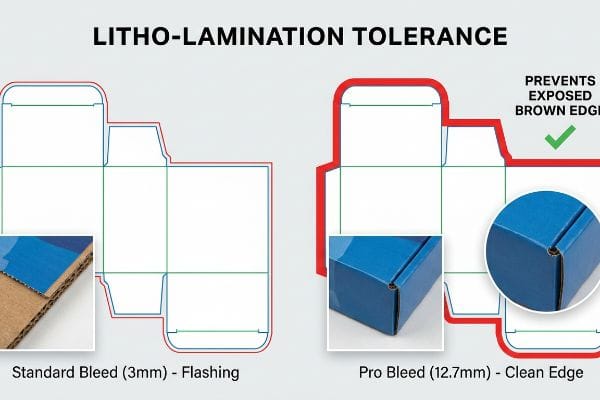
Viele Grafikdesigner verwenden standardmäßige Beschnittzugaben, typischerweise etwa 3,17 mm (0,125 Zoll) . Sie gehen fälschlicherweise davon aus, dass die gleichen Regeln, die für den Druck von Visitenkarten oder dünnen Broschüren gelten, auch für stabile Wellpappenverpackungen im Einzelhandel anwendbar sind.
In einem digitalen Labor ist es ein Leichtes, eine Designdatei perfekt aussehen zu lassen. Doch die Realität sieht anders aus, wenn ich die Litho-Laminierung für eine 5.000-teilige Einzelhandelsauflage überwache. In meiner Produktionsstätte erlebe ich regelmäßig, wie aufwendig gestaltete Dateien scheitern, weil die Käufer die mechanischen Toleranzen der automatisierten Klebemaschinen ignorieren. Bei der Litho-Laminierung wird das bedruckte Deckblatt mit nassem PVA-Klebstoff (Polyvinylacetat) auf dicke Wellpappe geklebt. Messungen der Verschiebung während des Hochgeschwindigkeits-Montagevorgangs zeigen, dass sich das Papier zwangsläufig verschiebt. Ein standardmäßiger Beschnitt von 3 mm reicht dafür völlig aus. Der klebrige Widerstand des nassen Klebstoffs zieht das Blatt, und plötzlich stößt die Stanzform außerhalb des Druckbereichs an. Die Folge: unschöne, freiliegende, braune Kartonkanten, die sich um die Vorderkante des hochwertigen Kosmetikdisplaysund den Markenwert sofort zerstören.
Letzten Monat habe ich die Daten der Druckvorstufe ausgewertet, um einem Kunden zu beweisen, dass er keine andere Produktionsstätte benötigte; er brauchte lediglich einen strikten Mindestbeschnitt von 12,7 mm (0,5 Zoll) über die physische Schnittlinie hinaus. Durch die Durchsetzung dieses großzügigen Beschnitts konnte ich das Risiko einer Laminierungsverschiebung mathematisch eliminieren, Gratbildung vollständig verhindern und den Kunden vor einer verheerenden Ausschussquote von 15 % bei der Qualitätskontrolle bewahren.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von standardmäßigen 3-mm-Beschnittzugaben | Mindestbeschnitt von 12,7 mm durchsetzen 12 | Verdeckt freiliegende braune Pappe |
| Schicht 13 der Laminiermaschine wird ignoriert | Erweitere die Kunst über alle Notenlinien hinaus | Die Markengrafiken bleiben erhalten |
| Direktdruck auf die Schnittkante | Konstruierte Sicherheitsnetze entwickeln | Eliminiert Ausschuss bei der Qualitätskontrolle im Einzelhandel |
Ich lehne Druckvorstufendateien, die diese massive Beschnittgrenze nicht erreichen, strikt ab, da dies die Designteams zwingt, ihre Hintergründe zu dehnen, damit Ihre Kampagne den physikalischen Realitäten der automatisierten Fertigung standhält.
🛠️ Harveys Schreibtisch: Wissen Sie, ob die Grafikdatei Ihres Designers ausreichend mechanische Sicherheitsreserven für die Hochgeschwindigkeits-Litholaminierung aufweist? 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar einen günstigeren Anbieter wählen, doch wenn beim Litholaminieren unsaubere Kanten an einem hochwertigen Regaldisplay freigelegt werden, führt dies zu erheblichen Problemen im Einzelhandel, verlangsamt die Produktionslinie um schätzungsweise 30 % und schmälert Ihre Gewinnspanne sofort. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Druckfehler zu vermeiden. Hören Sie auf, bei den Toleranzen zu raten, und lassen Sie mich Ihre Strukturdateien persönlich durch meinen kostenlosen Stanzlinien-Audit ↗ , um schwerwiegende Kantenfehler vor dem Verkaufsstart zu erkennen.
„CMYK vs. Sonderfarbe vs. Simulierter Prozessdruck“, https://www.screenprinting.com/blogs/news/cmyk-vs-spot-vs-simulated-process-whats. [Technische Handbücher für digitale Schneideplotter geben an, dass die Maschinen Schnittpfade anhand festgelegter Sonderfarben und nicht anhand von CMYK-Farbwerten identifizieren]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Hardwarehandbuch. Unterstützt: Die Unfähigkeit von CAD-Tabellen, visuelles Schwarz als Schnittbefehl zu erkennen. Anwendungsbereich: Spezifisch für automatisierte digitale Schneidesysteme. ↩
„Was bedeutet Stanzung? Stanzprozess im Etikettendruck“, https://www.bluelabelpackaging.com/blog/die-cut-mean/. [Branchenrichtlinien für die Gestaltung von Strukturverpackungen erläutern die Verwendung eindeutiger Sonderfarben zur Übermittlung von Schnitt- und Rilllinien an CNC-Maschinen]. Nachweisfunktion: Technischer Standard; Quellentyp: Branchenrichtlinie. Unterstützt: Die Anforderung an die mechanische Zuordnung von Sonderfarben in Produktionsdateien. Anwendungsbereich: Gilt für professionelle Print-to-Cut-Workflows. ↩
„Strukturelles Displaydesign für interaktiven Einzelhandel …“, https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. [Industrielle Designrichtlinien für Verpackungen schreiben häufig die Verwendung von Low-Fidelity-Prototypen zur Validierung von Konzepten in der frühen Phase vor. Nachweisfunktion: Verfahrensvalidierung; Quellentyp: Branchenhandbuch. Unterstützt: die Verwendung verkleinerter Prototypen zur Designvalidierung. Anwendungsbereich: Gilt für die Konzeptphase der Entwicklung von Verkaufsdisplays.] ↩
„Kongsberg Ultimate – Die produktivste Schneidlösung für …“, https://www.kongsbergsystems.com/en/cutting-systems/tables/ultimate/overview. [Technische Dokumentationen von Herstellern industrieller Anlagen bestätigen den Einsatz von oszillierenden Werkzeugen zum Schneiden dichter Wellpappen.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Herstellerhandbuch. Unterstützt: Unterscheidung zwischen Schneidmechanismen für den privaten und industriellen Gebrauch. Anwendungsbereich: Speziell für digitale High-End-Schneidetische. ↩
„[PDF] Die Biegesteifigkeiten von Wellpappe“, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Verpackungstechniknormen enthalten Formeln zur Berechnung des Biegezuschlags, um die Materialstärke beim Falten zu berücksichtigen.] Nachweisfunktion: Technische Kennzahl; Quellentyp: Industrienorm. Begründung: Notwendigkeit struktureller Anpassungen bei der Skalierung von Prototypen zur industriellen Fertigung. Anwendungsbereich: Gilt für Wellpappe und Schwerlastkarton. ↩
„Testlinerpapier | Inviker“, https://inviker.com/en/paper-packaging/testliner-paper/. [Industriestandards für die Wellpappenherstellung schreiben vor, dass beim Prototyping das tatsächliche Gewicht der Liner verwendet werden muss, um die strukturelle Integrität und Tragfähigkeit zu validieren.] Nachweisfunktion: Industriestandard; Quellentyp: Fertigungsrichtlinie. Belegt: den Vorteil des Prototypings mit Produktionsmaterialien gegenüber Karton. Anwendungsbereich: Bezieht sich auf die äußeren Lagen von Wellpappe. ↩
„SOLIDWORKS-Tutorial – Wellpappkarton aus Blech“, https://www.youtube.com/watch?v=OLcQhg5W5IY. [Technische Handbücher für Verpackungen erläutern, warum die Berechnung von Biegezugaben basierend auf der Materialstärke für präzises Falten und Passen unerlässlich ist.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Unterstützt: Die Anforderung parametrischer Zugaben für eine reibungslose Montage. Anwendungsbereich: Gilt speziell für starre oder halbstarre Substrate. ↩
„Vorhersage des Biege-, Knick- und Eigenschwingungsverhaltens von 3D-Konstruktionen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8745964/. [Leitfäden zur Strukturanalyse zeigen, dass die 3D-Modellierung Materialspannungen und Volumenbeschränkungen berücksichtigt, die bei der 2D-Skalierung unberücksichtigt bleiben, wodurch das Knickrisiko reduziert wird]. Nachweisfunktion: Technische Begründung; Quellentyp: Leitfaden für die Tragwerksplanung. Begründung: Notwendigkeit der Neuerstellung von 2D-Modelldateien in professioneller 3D-Software. Anwendungsbereich: Fokus auf tragende Ladenbaukonstruktionen. ↩
„Stahlstanzformen 101: Einführung, Anwendung und Vorteile“, https://fremontcuttingdies.com/steel-rule-dies-101-intro-uses-benefits/. [Ein technischer Leitfaden zur Stanzproduktion erklärt den Aufbau von Stahlstanzformen, einschließlich des Einbettens von Stahllinien in Sperrholz]. Belegfunktion: Faktenprüfung; Quellentyp: Technisches Handbuch. Träger: Konstruktionsmaterialien. Fokus: Stahlstanzformen. ↩
„Leistung eines starren und eines flexiblen Klebstoffs in Holzverbindungen …“, https://research.fs.usda.gov/treesearch/30498. [Materialwissenschaftliche Literatur bestätigt, dass poröses Sperrholz bei Feuchtigkeitseinwirkung hygroskopischer Ausdehnung und Verformung unterliegt]. Belegfunktion: kausale Erklärung; Quellentyp: Ingenieurlehrbuch. Unterstützt: Einfluss der Luftfeuchtigkeit auf Werkzeuge. Anwendungsbereich: Allgemeines Sperrholzverhalten, angewendet auf Werkzeuge. ↩
„Wie bestimme ich den benötigten Beschnittzugabe?“, https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Professionelle Druckhandbücher und Grafikdesignstandards legen 0,125 Zoll als Basis-Beschnittzugabe für kommerzielle Druckprojekte fest, um Abweichungen beim Beschneiden auszugleichen.] Nachweisfunktion: Branchenstandard; Quellentyp: Technischer Leitfaden. Begründung: Die gängige Verwendung der 0,125-Zoll-Beschnittzugabe. Anmerkung: Standard für 2D-Drucke, kann bei Großformatdrucken abweichen. ↩
„Warum ist der Beschnitt so wichtig? – Shanghai DE Printed Box“, https://www.deprintedbox.com/blog/why-bleed-important-in-printing/. Branchenübliche Verpackungsstandards legen Mindestbreiten für den Beschnitt fest, um Passerverschiebungen beim Stanzen dicker Materialien auszugleichen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützung: Empfehlung für größere Beschnittzugaben. Anwendungsbereich: Gilt speziell für großformatige Kartonaufsteller. ↩
„Passgenauigkeit im Druck – Was ist das? Toleranz – Sticky Business“, https://www.stickybusiness.com/blog/what-does-registration-shift-mean. Die technische Dokumentation für industrielle Laminiermaschinen erläutert die systembedingte mechanische Drift und die Substratverschiebung, die beim Folienauftrag auftreten. Nachweisfunktion: Technischer Mechanismus; Quellentyp: Maschinendokumentation. Begründung: Notwendigkeit, die Druckvorlage über die Falzlinien hinaus zu erweitern. Anmerkung: Die Verschiebungsabweichung hängt von der Maschinenpräzision und der Materialspannung ab. ↩



