Sie haben ein fantastisches Produkt, das kurz vor der Markteinführung steht, aber wenn Ihre Verpackung im Einzelhandel scheitert, ist Ihr gesamtes Marketingbudget für unsichtbare Ware verschwendet.
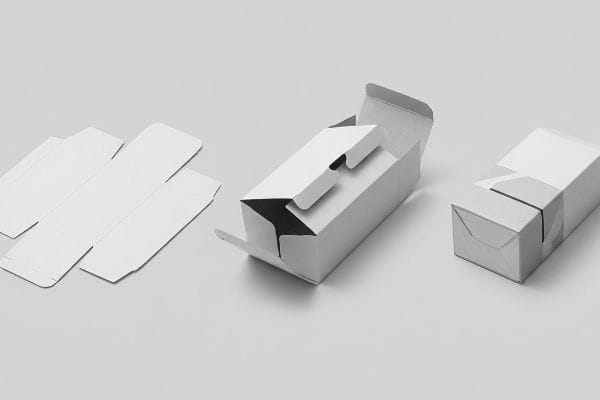
Ein Faltkarton ist eine leichte, individuell anpassbare Verpackung, die typischerweise aus Karton oder dünner Wellpappe hergestellt wird. Er wird flach versendet und lässt sich auf der Verpackungslinie einfach zu einer stabilen, dreidimensionalen Form zusammenfalten. So bietet er sowohl Schutz für das Produkt als auch eine gut sichtbare Werbefläche im Einzelhandel.

Das Verständnis der Theorie hinter diesen vielseitigen Strukturen ist ein guter Anfang. Doch Theorie allein schützt Ihre Gewinnmargen nicht, wenn flache Kartons auf die hohen Geschwindigkeiten einer physischen Verpackungslinie treffen.
Was sind Faltschachteln?
Viele Marken betrachten Verpackungen einfach als gefaltetes Papier und gehen davon aus, dass jeder Anbieter mit einer Schneidemaschine eine zuverlässige Schachtel für ihre Markteinführung herstellen kann.
Faltschachteln sind speziell entwickelte Papierkonstruktionen, die Einzelhandelswaren effektiv aufnehmen, schützen und präsentieren. Anstelle von starren Kartons werden sie flach mit präzisen Rillungen und vorgeklebten Verbindungen hergestellt. Dies ermöglicht eine schnelle Volumenausdehnung bei der Kommissionierung und reduziert somit sowohl die Transportkosten als auch den Lagerplatzbedarf erheblich.

Eine flache Schablone sauber zu einem perfekten Quadrat zu falten, ist eine Wissenschaft für sich. Werden die statischen Aspekte außer Acht gelassen, wird die Montage zum Albtraum auf dem Boden.
Die verborgene Physik des Faltens von Pappe
Selbst erfahrene Designteams gehen oft davon aus, dass das Zeichnen einer einfachen Faltlinie auf einer digitalen Vorlage automatisch zu einer perfekten 90-Grad-Faltung führt. Sie behandeln hochbelastbare Konstruktionsplatten wie normales Druckerpapier und erwarten, dass sich das Material mühelos und ohne Widerstand biegen lässt.
Diese Annahme greift bei der Massenproduktion nicht mehr. Das Einpressen einer Stahlstanze in dicke Wellpappe führt zum Einknicken der inneren Wellen, wodurch die bedruckte Decklage, insbesondere bei dichtem Kraftpapier, reißen kann. Ich habe schon an Fließbändern gestanden und das widerliche Reißen der Papierfasern gehört, während ein Mitarbeiter vergeblich versuchte, eine hartnäckige Falte zu erzwingen und schließlich zu unansehnlichem Klebeband griff, um das Ganze zusammenzuhalten. Um dies zu vermeiden, setze ich spezielle, auf der Schneideplatte 1 montierte Rillkanäle ein . Dieser Polymerkanal wirkt wie ein Amboss und steuert präzise die Dehnung der Papierfasern beim Auftreffen der Stahlstanze. Er garantiert eine saubere Faltung ohne Mikrorisse an der Oberfläche, reduziert die Reibung beim Zusammenbau und senkt die manuellen Arbeitskosten an der Co-Packing-Linie 2 um schätzungsweise 20 %.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Sich auf unkalibrierte Stahlkennwerte verlassen | Einsatz von Polymer-Faltmatrix3 | Verhindert sichtbare Risse in Markengrafiken |
| Die Wellenrichtung des Kartons wird außer Acht gelassen | Ausrichtung der Noten an der natürlichen Faserrichtung4 | Gewährleistet perfekt rechtwinkliges, wackelfreies Stapeln |
| Falten von dickem, ungebrauchtem Kraftpapier | Vorverformung der Rillen an exakten Faltpunkten5 | Beschleunigt die manuelle Montagezeit erheblich |
Ich weigere mich, Verpackungsaufträge ohne kalibrierte Rillmatrix durchzuführen, da das Zerreißen hochwertiger Kartons in der Produktionslinie die Gewinnmargen des Projekts sofort zunichtemacht.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihre stabile Pappe beim Falten in der Versandabteilung bricht? 👉 Knickfestigkeitsprüfung anfordern ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Was ist eine Faltschachtel?
Ein erfolgreicher Container zeichnet sich dadurch aus, wie mühelos er sich von einem flachen Lagerzustand in einen vollständig verriegelten, tragfähigen Verkaufsbehälter verwandeln lässt.
Eine Faltschachtel ist eine spezielle Sekundärverpackung aus robustem Karton oder Wellpappe. Sie lässt sich von einer flachen, gestanzten Vorlage in einen tragfähigen, geometrischen Behälter verwandeln, der speziell dafür entwickelt wurde, Konsumgüter sicher zu verpacken, die Verpackungsdichte in der Lieferkette zu optimieren und die Warenpräsentation im Regal zu verbessern.
Der Unterschied zwischen einer Standardverpackung und einem Hochleistungs-Verkaufsständer liegt in der Mikromathematik, die seine physischen Verbindungen bestimmt.
Warum 3D-Dimensionen auf einem 2D-Bildschirm dargestellt werden
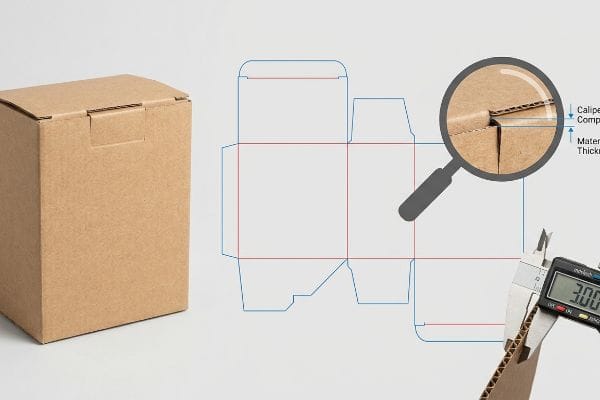
Ein häufiger Fehler tritt auf, wenn Grafikteams in digitaler Designsoftware ineinandergreifende Laschen und Faltschlitze mit exakt der gleichen Breite wie das Gegenstück erstellen. Sie behandeln das flache Layout als absolute Realität und berücksichtigen nicht den physischen Platz, den dickes Material beim Biegeneinnimmt.
Die Dicke gefalteter Wellpappe darf nicht außer Acht gelassen werden. Wird eine 3 mm dicke Platte um 90 Grad gefaltet, verbraucht sie Material entlang des Radius7.Ich habe schon oft erlebt, wie Kommissionierer unter Schweiße und Flüchen versuchten, eine dicke Papierlasche in einen zu eng geschnittenen Schlitz zu zwängen, was dazu führte, dass sich die gesamte Verpackung unter der Belastung nach außen wölbte. Um diese Reibung zu vermeiden, verwende ich parametrische CAD-Software (Computer-Aided Design), die automatisch einen präzisen Algorithmus zur Dickenkompensation auf jede Falte und jeden Schlitz anwendet. Durch die mathematische Erweiterung der Aufnahmeschlitze, um die spezifische Biegetoleranz zu berücksichtigen, stelle ich sicher, dass die Teile reibungslos zusammenpassen. Dies verkürzt die Co-Packing-Zeiten und verhindert ein katastrophales Durchbiegen der Struktur unter schwerer Palettenlast.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Zeichnungslaschen und Schlitze in exakt derselben Größe | Anwendung der mathematischen Messschieberkompensation8 | Garantiert reibungsloses Einführen der Lasche |
| Vernachlässigung der Materialdicke im 3D-Raum | Anpassung der Schlitzbreite basierend auf der Nutgröße9 | Verhindert das Ausbeulen der Seitenwände10 |
| Die Montage wird nur mit dünnem Papier getestet | Prototyping mit serientauglicher Platine | Gewährleistet die exakte Passform für den Einsatz im Einzelhandel |
Ein Karton ist mehr als nur flaches Papier; er ist ein komplexes Gebilde. Wenn die Dicke des Kartons in Ihrer Kalkulation nicht berücksichtigt wird, kostet das Ihr Versandteam wertvolle Arbeitsstunden.
🛠️ Harveys Schreibtisch: Sind Ihre digitalen Schlitze zu eng für die tatsächliche Dicke einer gefalteten Wellpappe? 👉 Lassen Sie sich eine Kalibrierungskompensation geben ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Wie stellt man Faltkartons her?
Der Fertigungsprozess erfordert die Überbrückung der Kluft zwischen farbenfrohen digitalen Konzepten und der unerbittlichen mechanischen Ausführung schwerer Industrieanlagen.
Die Herstellung von Faltschachteln erfordert eine präzise Druckvorstufe, das Stanzen und Rillen von stabilem Karton. Der Fertigungsprozess beginnt mit einer genauen geometrischen Zeichnung, gefolgt vom Lithografiedruck, dem Auftragen von Klebstoffen und dem Prägen des Materials mit speziell angefertigten Stahlstanzformen, um scharfe und zuverlässige Falzlinien für die Endmontage zu erzeugen.

Das Drucken der Tinte ist nur die halbe Miete. Wenn die Schneidemaschinen Ihre Designdateien nicht richtig lesen können, steht die Produktionslinie still.
Digitale Grafiken in physische Schnitte umwandeln
Es ist ein häufiger Fehler von Käufern, Designvorlagen mit standardmäßigen CMYK-Linien (Cyan, Magenta, Gelb, Schwarz)fälschlicherweise davon aus, dass die Schneidemaschine automatisch erkennt, was zu tun ist, wenn die Linien auf ihrem Monitor sichtbar sind.
Automatisierte CNC-Schneidetische und Laser-Stanzplattenbrenner lesen keine Standard-Linien, sondern spezifische Sonderfarben, die Vektorlinien zugeordnet sind12</sup>Verwendet eine Datei Standard-Schwarz, verschmilzt die Maschinensoftware die Schnittlinien direkt mit der Grafikebene. Das Ergebnis ist ein bedrucktes Gehäuse mit sichtbaren schwarzen Konturen, aber ohne jegliche physische Schnitte. Daher führe ich vor dem Druckvorgang eine strenge Prüfung durch, um alle Strukturpfade in absolute mechanische Sonderfarben<sup>13</sup>, beispielsweise 100 % Magenta für die Schnitte. Dies garantiert, dass der laute, rhythmische Stempel des CNC-Messers die Platte exakt an den vorgesehenen Stellen trifft, die Druckvorlage makellos bleibt und kostspielige Fehldrucke Ihre Marketingkampagne nicht gefährden.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von Standard-CMYK-Schwarz für Schnittlinien | Zuordnung absoluter mechanischer Sonderfarben14 | Verhindert unschöne schwarze Linien auf dem fertigen Bildmaterial |
| Zusammenführen von Grafiken und Strukturpfaden | Stanzformen auf einer gesperrten, separaten Ebene aufbewahren | Verhindert versehentliches Beschneiden von Kunstwerken |
| Kalibrierung der Druckvorstufenmaschine überspringen | Ausführung der automatisierten Preflight-RIP-Software15 | Garantiert scharfe, hochpräzise Maschinenschnitte |
Schöne Grafiken nützen nichts, wenn die Industriemaschinen nicht wissen, wo die Klinge ansetzen soll. Ich optimiere die Dateimechanik, bevor auch nur ein Tropfen Tinte fließt.
🛠️ Harveys Schreibtisch: Verbirgt Ihre Druckvorlage versehentlich Schnittlinien vor den automatisierten Fräsmaschinen Ihrer Fabrik? 👉 Fordern Sie jetzt Ihre Druckvorstufen-Dateiprüfung an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Wozu dient ein Faltkarton?
Die Wahl des richtigen Trägermaterials entscheidet darüber, ob Ihre Verpackung auch unter hoher Luftfeuchtigkeit zuverlässig Gewicht trägt oder peinlicherweise zusammenbricht.
Faltschachtelkarton dient in erster Linie als strukturelle Grundlage für Einzelhandelsverpackungen und Verkaufsdisplays. Er bietet die notwendige Druckfestigkeit, um den Inhalt während des Transports zu schützen, und ist gleichzeitig ein chemisch stabiles, bedruckbares Substrat, das brillante, hochauflösende Markengrafiken perfekt zur Geltung bringt.

Doch die Kenntnis der Theorie der strukturellen Festigkeit reicht nicht aus, wenn die Montagemaschinen in Betrieb genommen werden und die Rohmaterialien auf die Umgebungsbedingungen in der Fabrik reagieren.
Überstehen der Lücke in der Fertigungschemie
Einkaufsteams gehen häufig davon aus, dass das Aufbringen eines hochwertigen bedruckten Deckblatts auf eine stabile Wellpappe automatisch zu einer perfekt ebenen Displaykopfleiste führt. Sie betrachten ein Muster und nehmen an, dass die Produktion von 1.000 Einheiten lediglich eine Frage des Druckens ist, wobei sie die komplexen chemischen Prozesse der großflächigen Litho-Laminierung völlig ignorieren .
In meiner Produktionsstätte beobachte ich regelmäßig die versteckten Folgen von wasserbasiertem PVA-Klebstoff (Polyvinylacetat) in der Massenproduktion. Wird dieser nasse Klebstoff großflächig aufgetragen, saugt die poröse Trägerplatte die Feuchtigkeit auf. Während der PVA trocknet, kann ich den aushärtenden Klebstoff förmlich riechen und beobachten, wie sich die flachen Platten aufgrund der enormen Oberflächenspannung langsam nach innen wölben(17) . Um dies zu verhindern, setze ich ein strenges Aushärtungsprotokoll mit Gewichten durch. Die nassen Platten werden 24 Stunden lang unter exaktem Eigengewicht gestapelt, um eine gleichmäßige Aushärtung zu erzwingen. Bei Platten mit einer Höhe von über 121 cm (48 Zoll) verwende ich eine ausbalancierte Doppelkonstruktion, um dem Zug entgegenzuwirken(18). Dadurch steht das Verkaufsdisplay perfekt gerade, was Montageprobleme reduziert und Reklamationen durch Händler aufgrund verzogener oder schiefer Displays vollständig ausschließt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Die Oberflächenspannung des nassen Klebstoffs wird vernachlässigt | Durchsetzung eines 24-stündigen Aushärtungsprozesses bei Trockengewicht19 | Liefert perfekt ebene, professionelle Schilder |
| Verwendung von unausgewogener einseitiger Laminierung | Einsatz einer ausgewogenen Duplex-Leiterplattenstruktur20 | Verhindert das Vorneigen hoher Displays |
| Die frisch verleimten Bretter werden eilig verpackt | Einhaltung strikter Trocknungszeiten bei Umgebungsbedingungen | Beseitigt Schimmelbildung durch Feuchtigkeitseinschluss in Versandkartons21 |
Ich verfolge die Feuchtigkeitsverdunstung millimetergenau, denn die chemische Spannung des Klebstoffs zu ignorieren, ist der schnellste Weg, Tausende von dauerhaft verzogenen Verkaufsdisplays.
🛠️ Harveys Schreibtisch: Wissen Sie, ob Ihr aktueller Lieferant die Klebespannung Ihrer übergroßen Displaytafeln korrekt ausgleicht? 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar den günstigsten Anbieter wählen, aber wenn unkontrollierte PVA-Feuchtigkeit Ihre Großlieferung verformt und die Produktionslinie im Einzelhandel um schätzungsweise 30 % verlangsamt, werden die daraus resultierenden Rückbelastungen Ihre gesamte Gewinnspanne zunichtemachen. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um bei ihren landesweiten Rollouts null Druckausschuss zu garantieren. Hören Sie auf, über unsichtbare mechanische Toleranzen zu raten, und lassen Sie mich Ihre Strukturdateien persönlich durch meinen kostenlosen Stanzform-Audit führen, um schwerwiegende Fehler in der Druckvorstufe und bei der chemischen Verarbeitung zu erkennen, bevor die Massenproduktion beginnt.
„Kurzanleitung zur Rillmatrix – Ultracrease Ltd.“, https://www.ultracrease.com/guide-on-crease-matrix/. [Technische Spezifikationen für Stanzmaschinen beschreiben die Verwendung von Rillkanälen, um präzises Rillen und den Erhalt der Materialintegrität zu gewährleisten]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch des Geräteherstellers. Unterstützt: Das Verfahren zur Vermeidung von Materialrissen. Anwendungsbereich: Gilt für professionelle Stanzplatten. ↩
„Ein umfassender Leitfaden zu den Kosten von Co-Packing | ChemRite CoPac“, https://chemritecopac.com/is-co-packing-right-for-your-business/. [Industrielle Fallstudien zur Verpackungseffizienz zeigen, dass die Reduzierung von Montagereibung durch Präzisionstechnik den Bedarf an manueller Arbeit senkt]. Nachweisfunktion: Quantitative Validierung; Quellentyp: Branchen-Whitepaper. Unterstützt: Die Wirtschaftlichkeit des Präzisionsrillens. Anmerkung: Die genauen Prozentsätze variieren je nach Betrieb. ↩
„Stanzen und Rillen von Karton – Holmen Iggesund“, https://www.iggesund.com/insights/paperboard-know-how/paperboard-manual/paperboard-manual-publication/printing-and-converting-performance/die-cutting-and-creasing/. [Technische Normen für Verpackungstechnik erläutern, wie Polymermatrices den Druck gleichmäßiger verteilen als Stahl, die Oberflächenspannung reduzieren und Risse in der Kartonbeschichtung verhindern]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Industrienorm; Unterstützung: Verwendung von Polymermatrices zur Vermeidung von Rissen in der Grafik; Anwendungsbereich: Gilt hauptsächlich für Faltschachteln mit hohem Flächengewicht oder beschichtete Faltschachteln. ↩
„Faserrichtung: Das Rückgrat von Kartonverpackungen – Korpack“, https://korpack.com/grain-direction-the-backbone-of-paperboard-packaging/?srsltid=AfmBOorh5VOcHYhkVR3SyBTNN6oL9sYjFi0XIdkKm9B_CJWQkBznflV_. [Die materialwissenschaftliche Literatur zu Zellulosefasern zeigt, dass das Falten entlang der Faserrichtung die strukturelle Festigkeit reduziert und ein Durchbiegen verhindert, wodurch die Dimensionsstabilität gewährleistet wird]. Nachweisfunktion: Bestätigung physikalischer Prinzipien; Quellentyp: Technisches Handbuch; Unterstützung: Zusammenhang zwischen Faserrichtung und Stapelgenauigkeit; Anwendungsbereich: Gilt für alle zellulosebasierten Kartonmaterialien. ↩
„Abschätzung der Kantenstauchfestigkeit von Wellpappe mittels …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [Fertigungswissenschaftliche Studien zeigen, dass das Vorstauchverfahren der Wellen Lufteinschlüsse entfernt und die Steifigkeit des Wellpappenmaterials verringert, was ein schnelleres manuelles Falten ermöglicht]. Nachweisfunktion: Prozessoptimierungsnachweis; Quellentyp: Fertigungswissenschaftliche Studie; Nutzen: Reduzierung der manuellen Montagezeit; Anwendungsbereich: Speziell für Wellpappe. ↩
„Kartonkonstruktionen: Berechnung der Biegezugabe 1 – YouTube“, https://www.youtube.com/watch?v=j1n5ojAbAic. [Ein maßgeblicher Leitfaden für die Konstruktion von Strukturverpackungen würde detailliert beschreiben, wie Biegezugabe und Materialstärke in die Stanzlinienabmessungen einbezogen werden müssen, um eine korrekte Passform zu gewährleisten]. Belegfunktion: Technisches Prinzip; Quellentyp: Ingenieurhandbuch. Unterstützt: Die Aussage, dass bei flachen Layouts die dreidimensionale Materialverformung berücksichtigt werden muss. Anwendungsbereich: Gilt insbesondere für Substrate wie Karton und Wellpappe. ↩
„Berechnung des Biegezuschlags beim Abkanten: Ein umfassender Leitfaden“, https://shop.adhmt.com/press-brake-bend-allowance-calculation/. [Eine maßgebliche Quelle im Bereich der Verpackungstechnik würde die Physik des Biegezuschlags definieren, um zu beweisen, dass sich Material verdrängt, wenn ein dickes Substrat gefaltet wird]. Nachweisfunktion: Technischer Nachweis; Quellentyp: Ingenieurhandbuch. Begründung: Die physikalische Notwendigkeit der Kompensation des Biegezuschlags in der Konstruktion. Anwendungsbereich: Gilt für Materialien mit Dicke ungleich null, wie z. B. Wellpappe. ↩
„Top-Tipps für die Laschen- und Schlitzkonstruktion bei der Blechteilmontage“, https://www.youtube.com/watch?v=DHcrX_ZnByA. [Technische Leitfäden zur Konstruktion von Faltschachteln beschreiben detailliert die Anwendung von Toleranzausgleichen bzw. Messschieberkompensationen, um sicherzustellen, dass die Laschen reibungslos in die Schlitze passen]. Nachweisfunktion: Technische Methode; Quellentyp: Konstruktionshandbuch. Anwendungsbereich: Reibungsfreies Einsetzen der Laschen. Anmerkung zum Anwendungsbereich: Bezieht sich auf mechanische Toleranzen bei Faltschachteln. ↩
„Der ultimative Leitfaden für Wellpappkartons – Shorr Packaging“, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Industrienormen für Wellpappe schreiben vor, dass die Schlitzabmessungen entsprechend dem Wellenprofil (z. B. B-Welle, E-Welle) angepasst werden müssen, um die Materialstärke und die Faltzugabe zu berücksichtigen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Verpackungsnorm. Anwendungsbereich: Verhinderung von Plattenwölbungen. Anmerkung zum Anwendungsbereich: Speziell für Wellpappe. ↩
„[PDF] Bewertung einer Technologie zur Reduzierung von Ausbeulungen bei Wellblech …“, https://repository.rit.edu/cgi/viewcontent.cgi?article=1195&context=japr. [Maschinenbautechnische Prinzipien zur Materialverformung erklären, dass eine unzureichende Schlitzbreite im Verhältnis zur Materialdicke innere Spannungen erzeugt, die zu einer Wölbung der Platten führen]. Belegfunktion: Kausalmechanismus; Quellentyp: Ingenieurlehrbuch. Unterstützt: die Notwendigkeit von Anpassungen basierend auf der Materialdicke. Anwendungsbereich: gilt für tragende Verkaufsdisplays. ↩
„Hilfe beim Stanzen – PrintPlanet.com“, https://printplanet.com/threads/help-with-die-cut.4430/. [Industriestandards für die Druckvorstufe erklären, dass Stanzmaschinen zur Kennzeichnung von Schnitt- und Falzlinien spezielle Sonderfarben oder technische Vektorpfade anstelle von CMYK-Prozessfarben benötigen.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Leitfaden für die Druckvorstufe. Unterstützt: Die Notwendigkeit von Nicht-CMYK-Markierungen für die mechanische Ausführung. Anwendungsbereich: Gilt für Standard-Stanzprozesse in der Industrie. ↩
„So schneidet man einfache Schilder mit CNC-Plasma! – YouTube“, https://www.youtube.com/watch?v=7c2ECxsMuY0. [Technische Handbücher für CNC-Schneidesysteme und Laser-Stanzplattenbrenner geben an, dass Sonderfarben verwendet werden, um die Schnittpfade von der Druckvorlage zu unterscheiden]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Hardware-Handbuch. Unterstützt: Anforderung an Sonderfarben beim CNC-Schneiden. Hinweis: Das Verhalten kann je nach Softwareanbieter variieren. ↩
„[PDF] Prepress Specifications – Graphic Packaging International“, https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf. [Die Branchenstandards für die Druckvorstufe in der Faltschachtelherstellung schreiben vor, dass die Stanzlinien als separate Sonderfarben definiert werden müssen, um eine präzise maschinelle Interpretation beim Stanzen zu gewährleisten.] Nachweisfunktion: Branchenstandard; Quellentyp: Leitfaden für die Druckvorstufe. Begründung: Notwendigkeit von Sonderfarben für die mechanischen Bahnen. Anmerkung: Die gewählte Farbe kann je nach Druckerei variieren. ↩
„CMYK vs. Sonderfarbe: Welches Verfahren ist das beste? – Prime Line Packaging“, https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Ein Branchenstandard für die Druckvorstufe von Verpackungen erklärt, warum Sonderfarben als „nicht druckbare“ oder „technische“ Ebenen gekennzeichnet werden, um ein Auftragen von Farbe auf Schnittkanten zu verhindern.] Nachweisfunktion: Technische Überprüfung; Quellentyp: Branchenhandbuch. Begründung: Die Notwendigkeit der Verwendung von Sonderfarben für Stanzlinien. Anwendungsbereich: Gilt für vektorbasierte Verpackungssoftware wie Adobe Illustrator. ↩
„Stanzmöglichkeiten für kundenspezifische Verpackungen – Royal Paper Box“, https://royalpaperbox.com/capabilities/manufacturing/gluing/. [Die technische Dokumentation zu Raster Image Processors (RIP) und Preflight-Software beschreibt detailliert, wie diese Tools die Geometrie der Stanzform und die Ausgabe für CNC- oder Stanzmaschinen validieren]. Nachweisfunktion: Prozessvalidierung; Quelltyp: Technische Spezifikation. Unterstützt: Die Rolle der RIP-Software bei der Sicherstellung der Schnittgenauigkeit. Anmerkung zum Umfang: Fokus auf die digitale-zu-physische Umsetzung in der Druckvorstufe. ↩
„Litholaminierte Verpackungen & Displays | Wirkungsvolle individuelle Lösungen …“, https://pmpackaging.com/our-solutions/litho-laminated. Die Fachliteratur zur Klebstoffchemie und Substratfeuchtigkeit erläutert, wie die Wechselwirkung von Lösungsmitteln und Aushärtungsprozesse bei der großflächigen Litholaminierung zu Substratverformungen führen können. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für die industrielle Fertigung. Belegt: Die Behauptung, dass die Skalierung der Laminierung zu chemischer Flüchtigkeit führt. Anwendungsbereich: Gilt speziell für lösungsmittelbasierte Klebstoffanwendungen. ↩
„Wasserbasierte Klebstoffe“, https://www.henkel-adhesives.com/ma/en/products/industrial-adhesives/water-based-adhesives.html. [Die materialwissenschaftliche Literatur zu Klebstoffen erklärt, wie die Feuchtigkeitsaufnahme in porösen Substraten während der PVA-Aushärtung zu unterschiedlichen Spannungen und damit zu Verformungen führt.] Nachweisfunktion: Technische Validierung; Quellentyp: materialwissenschaftliche Fachzeitschrift. Belege: Physikalische Wirkung von Nassklebstoffen auf die Ebenheit von Substraten. Anwendungsbereich: Gilt speziell für wasserbasierte Klebstoffe auf porösen Platten. ↩
„Wie man das Verziehen von Holzplatten verhindert – Die meisten machen das falsch!“, https://www.youtube.com/watch?v=QLGepa7A2dA. [Verpackungstechniknormen beschreiben detailliert, wie symmetrische Schichtung in Duplexkarton innere Spannungen ausgleicht, um ein Einrollen bei großformatigen Displays zu verhindern]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Die Verwendung von symmetrischen Strukturen zur Aufrechterhaltung der Vertikalität hoher Platten. Anwendungsbereich: Fokus auf großflächige Verkaufsdisplays. ↩
„Klebrigkeit & Trocknung: Aushärtezeitpunkt für stabile Versandkartons – LinkedIn“, https://www.linkedin.com/pulse/tack-drying-adhesive-timing-strong-shipping-boxes-ricky-fang-vh7mc. [Ein technisches Handbuch für Industrieklebstoffe würde die erforderliche Aushärtezeit und den Anpressdruck zur Vermeidung von Verformungen des Substrats spezifizieren]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Berücksichtigt: Aushärtezeit für Planheit. Anwendungsbereich: Speziell für Hochleistungsklebstoffe, die in der Kartonherstellung verwendet werden. ↩
„Duplexkarton vs. Faltschachtelkarton: Ein detaillierter Vergleich“, https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Die materialwissenschaftliche Literatur erklärt, wie die symmetrische Laminierung von Duplexkarton innere Spannungen ausgleicht und so ein Einrollen verhindert]. Nachweisfunktion: technisches Prinzip; Quellentyp: materialwissenschaftliches Lehrbuch. Unterstützt: Strukturstabilität. Anwendungsbereich: Gilt für mehrschichtige Kartonkonstruktionen. ↩
Wie lange trocknet PVA-Klebstoff auf Holz, Papier und Karton? | lux-x", https://lux-x.com/en/novosti/skilki-sohne-klej-pva-na-riznih-poverhnyah/. [Industrielle Qualitätskontrollstandards legen Grenzwerte für den Feuchtigkeitsgehalt von Karton fest, um Schimmelbildung während des Transports zu verhindern]. Nachweisfunktion: faktische Risikominderung; Quellentyp: Qualitätskontrollstandard. Anwendungsbereich: Schimmelprävention. Anmerkung: Abhängig von der Umgebungsfeuchtigkeit während der Trocknung. ↩



