
Marken verlieren ständig Wochen mit dem Warten auf Druckplatten, nur um dann festzustellen, dass ihre Testmarktkampagne blass aussieht. Schnelligkeit ist wichtig, aber nicht auf Kosten des Markenwerts.
Der Digitaldruck für Verpackungen macht physische Druckplatten überflüssig und überträgt die Grafik direkt vom Computer auf das Material. Diese On-Demand-Technologie ermöglicht Kleinserien, variable Daten und schnelles Prototyping ohne Einrichtungskosten. Sie revolutioniert die Produktion von Verkaufsdisplays, indem sie Mindestbestellmengen drastisch reduziert und die Markteinführungszeit verkürzt.

Um diese lebendigen Grafiken effizient auf Wellpappe zu bringen, muss man verstehen, wann man eine Digitaldruckmaschine und wann eine traditionelle Offsetdruckanlage einsetzt.
Was ist Digitaldruck im Verpackungsbereich?
Der Digitaldruck im Verpackungsbereich funktioniert wie ein riesiger Desktop-Tintenstrahldrucker, der CMYK-Tinte (Cyan, Magenta, Gelb, Key) direkt auf Wellpappe sprüht. Da auf herkömmliche Metallplatten verzichtet wird, fallen für die ersten Produktionsläufe keine Werkzeugkosten an. Diese Methode zeichnet sich durch ihre Flexibilität aus und ermöglicht es Marken, schnell strukturelle Änderungen vorzunehmen, bevor sie großflächige Markteinführungen planen.

Doch die Agilität auf dem Bildschirm bedeutet nichts, wenn der physische Prototyp unter einer massiven Nutzlast von 150 Pfund (68,04 kg) zusammenbricht.
Schnelle Agilität vs. physisches Prototyping
Die meisten Start-up-Marken gehen fälschlicherweise davon aus, dass Digitaldruck lediglich schnelle Grafiken bedeutet und behandeln die Wellpappe wie normales Büropapier. Sie drucken eilig 50 Einheiten für ein regionales Pilotprojekt und ignorieren dabei völlig, wie die unversiegelte Testfolie mit hohen Farbmengen und struktureller Reibung interagiert .
Ich sehe diese Falle immer wieder, wenn Teams aus Zeitgründen auf die Konstruktionsplanung verzichten. Sie drucken eine digitale Datei direkt auf einen Flachbettdrucker, doch ohne Schutzlack saugt der poröse Kraftkarton die Tinte auf und hinterlässt eine kreidige, leicht verkratzbare Oberfläche. Ich habe schon erlebt, wie Verkäufer diese Displays über einen Betonboden zogen und die ungeschützte Unterkante sofort verschmierte. Um das zu vermeiden, nutze ich unsere Zünd-Digitalschneidtische neben der Druckmaschine, um vor dem Druck ein physisches „24-Stunden-Weißmuster“ zu erstellen. Durch die vorherige Prüfung der Rohgeometrie vermeide ich Farbabrieb und sorge für eine makellose Optik. Gleichzeitig reduziere ich die Montagezeit für die Lohnverpackung um schätzungsweise 20 %.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Drucken ohne Lack | Tragen Sie eine wasserbasierte Schutzbeschichtung auf2 | Verhindert Kratzer beim Einräumen |
| Überspringen physischer Prototypen | Zünd Digitaltischtest3 | Gewährleistet reibungslose Laschenmontage |
| Unter der Annahme, dass die Regeln für Büropapier gelten | Konstruktion für poröse Platten4 | Verhindert strukturelle Verformung |
Ich starte niemals einen digitalen Produktionslauf, ohne vorher die mathematische Struktur zu überprüfen. Das Überspringen der physischen Prototypenphase ist ein sicherer Weg, einen schnellen Sprint in ein logistisches Chaos zu verwandeln.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihre Druckvorlage bei einem unbearbeiteten Digitaldruck verkratzt? 👉 Senden Sie mir Ihre Stanzformdatei ↗ – Direkter Zugang zu meinem Schreibtisch. Kein automatisierter Werbe-Spam, versprochen.
Was verstehen Sie unter Digitaldruck?
Unter Digitaldruck verstehen wir ein computergestütztes Verfahren, bei dem digitale Dateien direkt den Tintendüsen zugeordnet werden. Es besteht kein physischer Kontakt zwischen einer Druckplatte und dem Karton. Diese Technologie ermöglicht die variable Datenverarbeitung, sodass jedes einzelne Display eine individuelle Grafik enthalten kann, ohne dass die Maschine angehalten werden muss.

Während der digitale Arbeitsablauf perfekt automatisiert klingt, ist die tatsächliche Farbchemie weitaus volatiler.
Die Illusion der Perfektion von Bildschirm zu Spielplatte
Marketingteams betrachten häufig eine hintergrundbeleuchtete PDF-Datei auf ihren Retina-Displays und gehen davon aus, dass eine digitale Flachbettdruckmaschine diese RGB-Farben (Rot, Grün, Blau) perfekt auf ein physisches Verkaufsprodukt überträgt. Sie erwarten eine automatisierte, fehlerfreie Umsetzung der Software auf das Wellpappenmaterial.
Die Realität holt einen ein, sobald die erste Palette eintrifft. Digitaldruckmaschinen sprühen Tinte auf rohe, bräunlich-weiße Wellpappenfasern, die einen natürlichen Farbstich aufweisen. Ich habe einmal miterlebt, wie sich das charakteristische Türkis einer hochwertigen Kosmetikmarke in ein trübes, verwaschenes Grün verwandelte, weil die Datei nicht auf die Absorptionsrate des Kartons kalibriert worden war. Der Geruch der nassen Tinte war noch frisch, als man feststellte, dass die gesamte Charge unbrauchbar war. Um dies zu verhindern, lasse ich jede digitale Datei durch ein GMG-Farbproofsystem laufen und erstelle physische Farbmuster mit einem Spektralphotometer unter D50-Beleuchtung.Indem ich die Delta-E-Toleranzenvor der Produktion mathematisch festlege, stelle ich sicher, dass Ihre Markenfarben mathematisch präzise bleiben und vermeide kostspielige Rückbelastungen durch Händler aufgrund nicht konformer Styleguides.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Vertrauen in hintergrundbeleuchtete Monitore | D50 Beleuchtungsprüfung8 | Gewährleistet eine korrekte Ladengestaltung |
| Farbstich der Platine ignorieren | Substratspezifische ICC-Profile9 | Verhindert das Verschmieren oder Verwischen von Markenfarben |
| Digitale Farben | Delta-E-Grenzwerte des Spektrophotometers10 | Verhindert Ablehnungen durch den Styleguide des Einzelhändlers |
Ich weigere mich, die Farbtreue anhand eines digitalen Monitors zu beurteilen. Nur durch eine Kalibrierung mit physischem Licht kann ich sicherstellen, dass Ihr Display auch in hellen, fluoreszierenden Umgebungen im Einzelhandel optimal zur Geltung kommt.
🛠️ Harveys Schreibtisch: Wirkt Ihre Markenfarbe auf Wellpappe unvorhersehbar? 👉 Fordern Sie eine Farbanalyse an ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Worin besteht der Unterschied zwischen Digitaldruck und herkömmlichem Druck?
Der Unterschied zwischen Digitaldruck und herkömmlichem Druck liegt in den benötigten Werkzeugen. Herkömmliche Druckverfahren wie der Offsetdruck erfordern teure, geätzte Aluminiumplatten und eignen sich daher ideal für große Auflagen. Der Digitaldruck hingegen kommt ganz ohne Platten aus und ist perfekt geeignet für flexible Testkampagnen mit kleinen Auflagen oder lokale Werbeaktionen im Einzelhandel.

Bei der Wahl der richtigen Methode geht es nicht nur um das Druckvolumen, sondern auch darum zu verstehen, wie sich Tinte physikalisch verhält, wenn sie über stark frequentierte Einzelhandelsflächen aufgetragen wird.
CMYK-Halbtonfalle vs. Offset-Permanenz
Es wird allgemein angenommen, dass sich digitale und traditionelle Offsetdrucksysteme auf Wellpappkartons identisch verhalten. Junior-Einkäufer fordern häufig Digitaldrucke für hochwertige Kosmetikdisplaysund erwarten dabei dieselbe gestochen scharfe, makellose Farbwiedergabewie beim herkömmlichen Offsetdruck in hohen Auflagen.
Digitaldruck ist vergleichbar mit dem Streichen einer Wand mit einer Hochdruckspritzpistole, Offsetdruck hingegen mit dem Auftragen eines perfekt gemischten, dickflüssigen Farbeimers. Bei der Prüfung von Standard-Digitaldrucken auf porösem Testpapier fällt auf, dass die winzigen CMYK-Halbtonpunkte oft schlecht ineinander übergehen und unter grellem Ladenlicht ein körniges, verwaschenes Bild erzeugen. Ich habe die raue, unversiegelte Oberfläche eines schlecht ausgeführten Digitaldrucks selbst erlebt, die die Premium-Positionierung der Marke optisch schwächte. Bei der Skalierung hin zu einer landesweiten Einführung rate ich meinen Kunden daher umgehend vom Digitaldruck ab und verpflichte sie zum hochauflösenden Offsetdruck. Durch die Verwendung einer physischen Druckplatte und einer dichten Pantone-Sonderfarbe<sup> 12 </sup> eliminiere ich die Punktkörnung vollständig und garantiere so eine hohe Kontrastgenauigkeit aus 6 Metern Entfernung. Gleichzeitig reduziere ich die Materialkosten pro Einheit bei größeren Auflagen drastisch . <sup> 13</sup>
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Digitale Lösungen für Massenläufe | Übergang zur Offsetlithografie | Senkt die Produktionskosten pro Einheit14 |
| CMYK-Punktkorn ignorieren | Vollflächige Sonderfarben-Tinten15 | Maximiert die Markenpräsenz bei hohem Kontrast |
| Erwartet wird ein identischer Tintenauftrag | Anpassung des Pressentyps an die Lautstärke | Gewährleistet erstklassige visuelle Konsistenz |
Für schnelle, lokale Tests nutze ich Digitaldruck, wechsle aber für landesweite Kampagnen stets zum Offsetdruck. Durch das Verständnis dieses Übergangs schütze ich Ihr Marketingbudget vor unnötigen Ausgaben.
🛠️ Harveys Schreibtisch: Zahlen Sie zu viel für digitale Kampagnen, obwohl Sie durch Skalierung die Kosten senken sollten? 👉 Holen Sie sich eine ROI-Analyse für Ihr Kampagnenvolumen ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Welche Druckart wird für die Verpackung verwendet?
Die Wahl des Druckverfahrens für Verpackungen hängt maßgeblich von Größe und Struktur ab. Flexodruck ist das gängigste Verfahren für einfache braune Versandkartons, Offset-Litholaminierung liefert fotorealistische Qualität für hochwertige Verkaufsdisplays, und Digitaldruck eignet sich hervorragend für individualisierte E-Commerce-Boxen in kleinen Auflagen. Jedes Verfahren erfordert strenge Toleranzen in Bezug auf Struktur und Druckvorstufe.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb genommen werden und die physischen Komponenten in der Laminieranlage aufeinandertreffen.
Warum herkömmliche Handelsspannen in der Fabrikhalle scheitern
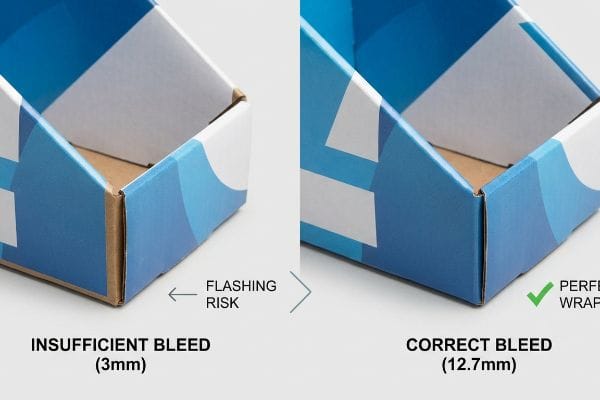
Grafikdesigner behandeln Dateien für Einzelhandelsverpackungen im Allgemeinen wie Standard-Werbeflyer und fügen ihrer Druckvorlage einen Standard-Beschnitt von 3,17 mm (0,125 Zoll) hinzu . Sie gehen davon aus, dass dieser Standardrand völlig ausreichend ist, um kleinere mechanische Verschiebungen während des Stanzens auszugleichen .
In meiner Produktionsstätte beobachte ich regelmäßig, wie diese theoretische Annahme bei der Offset-Litholaminierung zu massiven Produktionsausfällen führt. Der Prozess beinhaltet das Aufkleben nasser, bedruckter Deckblätter auf dicke B-Wellen-Kartonagen. Bei der automatisierten Montage weisen die Maschinen naturgemäß eine größere Toleranz für mechanische Verschiebungen auf. Reicht der standardmäßige Beschnitt von 3,17 mmnicht aus, um diese Verschiebung abzudecken, entsteht „Flashing“ – freiliegende, braune Kartonkanten, die dem Kunden auf dem gefalteten Display. Um dies zu verhindern, lege ich für alle litholaminierten Aufträge einen strikten Mindestbeschnitt von 12,7 mm (0,5 Zoll) über die physische Schnittlinie hinaus fest. Durch diese konsequente Korrektur in der Druckvorstufe stelle ich sicher, dass die Grafik die Kante vollständig umschließt, vermeidet Flashing und reduziere die Ausschussquote um schätzungsweise 15 %. So bleibt Ihre Kampagne termingerecht fertig.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von 3 mm Beschnittzugabe | Mindestens 0,5 Zoll Beschnittzugabe19 | Verhindert unschöne, unsaubere Kartonkanten |
| Laminierungsverschiebung ignorieren | Mathematische Reduzierung in der Druckvorstufe20 | Garantiert eine perfekte Folierungsoptik |
| Verpackungen wie Papier behandeln | Substratspezifische Stanzlinien21 | Verhindert visuelles Flackern auf Regalen |
Ich lehne Druckvorlagen ab, denen der korrekte Laminier-Überstand fehlt. Diese millimetergenaue Abweichung zu erkennen, bevor die Farbe auf die Platine trifft, ist das, was ein hochwertiges Display von einer billigen, fehlerhaften Verpackung unterscheidet.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar eine Druckerei wählen, die Ihre Standard-Anschnittdateien einfach so verarbeitet, aber wenn durch Laminierung unschöne, rohe Kartonkanten an einem hochwertigen Kosmetikdisplay entstehen, führt das sofort zur Ablehnung durch den Händler und vernichtet Ihre gesamte Gewinnspanne. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Druckfehler zu vermeiden. Hören Sie auf, bei den Toleranzen der Druckvorstufe zu raten, und lassen Sie mich Ihre Druckvorlage persönlich durch meinen kostenlosen Stanzlinien-Audit führen, um schwerwiegende Laminierungsfehler vor Produktionsbeginn zu erkennen.
„9 Prüfmethoden für Wellpappkartons zur Sicherstellung der Verpackungsqualität“, https://www.bizongo.com/blog/corrugated-box-testing. [Eine maßgebliche Quelle zu Wellpappenverpackungsmaterialien erklärt, wie unversiegelte Testliner Tintenstrahltinten absorbieren und welche Auswirkungen dies auf die strukturelle Integrität und die Oberflächenreibung hat]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch der Branche. Belege: Materialinteraktion von unversiegeltem Testliner mit hochviskoser Tinte. Anwendungsbereich: Speziell im Hinblick auf die Tintenstrahlsättigung. ↩
„Was ist eine wasserbasierte Beschichtung für bedruckte Verpackungen? | cefBox“, https://www.cefbox.com/blog/knowledgeBase/What-Is-Aqueous-Coating-For-Printing-Packaging. [Eine maßgebliche Quelle für Verpackungsveredelungen würde bestätigen, dass wasserbasierte Lacke eine notwendige Barriere gegen Abrieb und Kratzer während Transport und Lagerung bilden.] Nachweisfunktion: technische Validierung; Quellentyp: Handbuch für industrielle Verpackungen. Begründung: Verwendung von Beschichtungen zur Erhöhung der Haltbarkeit. Anmerkung: Die Wirksamkeit hängt von der jeweiligen Kombination aus Druckfarbe und Substrat ab. ↩
„[PDF] Bedienungsanleitung für digitale Flachbett-Schneidemaschinen der G3-Serie – MIT Fab Lab“, https://fab.cba.mit.edu/content/tools/zund/manual.pdf. [Die technische Dokumentation für digitale Schneidemaschinen von Zünd zeigt, wie hochpräzises digitales Schneiden die exakte Validierung von Strukturfaltungen und Laschenmontagen vor der Serienproduktion ermöglicht]. Nachweisfunktion: Überprüfung der Werkzeugleistung; Quellentyp: Technische Spezifikation des Herstellers. Unterstützt: die Effektivität des digitalen Prototypings für die Montage. Anwendungsbereich: Spezifisch für die CNC-Digitalschneidtechnologie. ↩
„Lichthärtender Schaumstoff für dreidimensional gedruckte poröse Strukturen“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11367572/. [Materialwissenschaftliche Quellen erläutern, wie Tintenabsorption und Feuchtigkeitsgehalt auf porösen Substraten wie Wellpappe zu strukturellen Verformungen führen können, wenn die Konstruktion nicht korrekt ausgelegt ist]. Nachweisfunktion: Überprüfung der Materialeigenschaften; Quellentyp: Fachzeitschrift für Druckwissenschaften. Unterstützt: die Notwendigkeit spezifischer Konstruktionsmaßnahmen zur Aufrechterhaltung der strukturellen Integrität. Anwendungsbereich: Gilt primär für wasserbasierte und Tintenstrahltinten. ↩
„Digitale Farbe vs. Druckfarbe | Support – Smartpress“, https://smartpress.com/support/color-ink/digital-color-vs-print-color?srsltid=AfmBOoqzFtgfmDDsOqt2hX0GmcS3fZrOiV15lNqVrMoNnmdR01g5N7Aa. [Ein technischer Leitfaden zur Farbwissenschaft würde zeigen, dass hintergrundbeleuchtete Bildschirme ein additives RGB-Farbmodell verwenden, während Digitaldruckmaschinen subtraktive Farben nutzen. Dadurch ist eine perfekte Wiedergabe der leuchtenden Bildschirmfarben auf physischen Substraten unmöglich.] Belegfunktion: Technische Erklärung; Quellentyp: Technisches Handbuch. Belegt: Die systembedingte Diskrepanz zwischen Bildschirmdarstellung und Druckausgabe. Anmerkung zum Anwendungsbereich: Speziell für additive vs. subtraktive Farbmodelle. ↩
„D50-Farbprüfung für die grafische Industrie | JUST-Normlicht“, https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html. [Eine maßgebliche Quelle würde bestätigen, dass D50 die ISO-Normlichtart für die grafische Industrie ist und somit die Konsistenz der Spektralphotometer-Messwerte in verschiedenen Produktionsumgebungen gewährleistet.] Nachweisfunktion: Technischer Standard; Quellentyp: Branchenhandbuch. Unterstützt: Standardisierte Farbmessung. Anwendungsbereich: Gilt speziell für die Druck- und Bildverarbeitungsindustrie. ↩
„Farbabstimmung: Die Rolle von Delta E im Druckwesen verständlich erklärt“, https://kwalitylabels.com/color-matching-demystifying-the-role-of-delta-e-in-printing/. [Die wissenschaftliche Literatur zur Farbmessung erklärt, dass Delta E die mathematische Formel ist, mit der der Abstand zwischen zwei Farben quantifiziert wird, um festzustellen, ob ein Druck visuell akzeptabel ist.] Nachweisfunktion: quantitative Messgröße; Quellentyp: technische Spezifikation. Unterstützung: mathematische Präzision der Farbabstimmung. Anmerkung: Toleranzen variieren je nach der verwendeten CIEDE-Formel. ↩
„Was ist D50 für Grafik und Druck? – Waveform Lighting“, https://www.waveformlighting.com/color-matching/what-is-d50-for-graphic-arts-printing. [Eine anerkannte Quelle bestätigt, dass D50 (5000 K) der internationale Standard für die Betrachtung und Bewertung von Druckmaterialien ist, um Farbkonsistenz in verschiedenen Umgebungen zu gewährleisten.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Begründung: Die Notwendigkeit standardisierter Beleuchtung für Farbgenauigkeit. Anwendungsbereich: Gilt primär für die Grafik- und Druckindustrie.] ↩
„ICC Häufig gestellte Fragen“, https://www.color.org/faqs.xalter. [Eine maßgebliche Quelle würde erklären, wie die Profile des International Color Consortium (ICC) die digitale Ausgabe kalibrieren, um die individuelle Tintenabsorption und -reflexion bestimmter Kartonsorten zu berücksichtigen.] Nachweisfunktion: Technischer Prozess; Quellentyp: Technisches Handbuch. Unterstützt: Vermeidung von Farbverschiebungen auf verschiedenen Materialien. Anmerkung zum Anwendungsbereich: Fokus auf Farbmanagementsysteme.] ↩
„Farbgenauigkeitsstandards für den Druck: ΔE-Grenzwerte für kommerzielle und …“, https://www.linkedin.com/posts/rahul-pathak-2667b42a5_for-most-commercial-printing-such-as-magazines-activity-7427384218617528321-ZFsI. [Eine maßgebliche Quelle würde Delta-E als Standardmetrik zur Berechnung des Farbunterschieds definieren und die branchenüblichen Toleranzen für die Druckqualität festlegen]. Nachweisfunktion: quantitative Metrik; Quellentyp: wissenschaftlicher Standard. Unterstützt: die Verwendung objektiver Messungen zur Vermeidung von Ablehnungen aufgrund von Styleguides. Anmerkung: Bezieht sich speziell auf ΔE 2000 oder ähnliche Formeln zur Berechnung von Farbdifferenzen.] ↩
„Digitaldruck vs. Offsetdruck: Ein umfassender Leitfaden | Sourceful“, https://www.sourceful.com/blog/digital-vs-offset-print-mailer-boxes. [Technische Druckhandbücher erklären, dass der Offsetdruck im Vergleich zu den Rasterpunkten digitaler Systeme eine gleichmäßigere Volltondeckung ermöglicht.] Nachweisfunktion: Technische Überprüfung; Quellentyp: Handbuch der Druckindustrie. Belegt: Die Behauptung, dass Offsetdruck eine überlegene Volltondeckung erzeugt. Anmerkung zum Anwendungsbereich: Insbesondere die Farbdichte auf Wellpappe. ↩
„Sonderfarben vs. Prozessfarbendruck – Pantone“, https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOopwX_zgovHjrUlqa-taiKFRRLpfCAS5CMnNECMROwe9PsZ2zhcG. [Ein technisches Handbuch zum Drucken würde erklären, dass Sonderfarben eine deckende, gleichmäßige Farbschichtung bieten, während der digitale CMYK-Druck auf Rasterpunkten basiert, die eine sichtbare Körnung erzeugen können.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch der Druckindustrie. Begründet: Vermeidung von Punktkörnung im Offsetdruck. Anwendungsbereich: Gilt speziell für Sonderfarben, nicht für Prozessfarben. ↩
„Offsetdruck vs. Digitaldruck | Ink Tank – Kao Collins“, https://www.kaocollins.com/inktank/offset-vs-digital-printing/. [Branchenkostenanalysen zeigen, dass Offsetdruck zwar höhere Einrichtungskosten verursacht, die Kosten pro Einheit jedoch mit steigendem Volumen im Vergleich zum Digitaldruck deutlich sinken.] Nachweisfunktion: Wirtschaftliche Kennzahl; Quellentyp: Branchenkostenanalyse. Beleg: Kosteneffizienz des Offsetdrucks bei großen Auflagen. Anwendungsbereich: Gültig nur ab einer bestimmten Auflagenmenge. ↩
„Digitaldruck vs. Offsetdruck: Vor- und Nachteile & Kostenvergleich – Doceo“, https://mydoceo.com/blog/digital-vs-offset-printing/. [Eine Branchenkostenanalyse würde zeigen, dass sich die Fixkosten von Offsetplatten bei größeren Auflagen amortisieren, was zu geringeren Stückkosten im Vergleich zum Digitaldruck führt.] Nachweisfunktion: Technische Verifizierung; Quellentyp: Branchenkostenanalyse. Belege: Wirtschaftlicher Vorteil des Offsetdrucks bei großen Auflagen. Anwendungsbereich: Gilt für die kommerzielle Produktion. ↩
„CMYK vs. Sonderfarben im Verpackungsdruck“, https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Technische Druckhandbücher erklären, dass Sonderfarben eine deckende, gleichmäßige Farbschicht ohne das Rastermuster von CMYK erzeugen, was die kontrastreiche Markensichtbarkeit verbessert.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Druckhandbuch. Begründung: Verwendung von Sonderfarben zur Vermeidung von Punktierung. Anmerkung zum Umfang: Fokus auf Farbsättigung und Markenkonsistenz. ↩
„Beschnittzugabe 101: Was sie ist und wie sie verwendet wird – Binders, Inc.“, https://www.bindersinc.com/resources/what-is-bleed-printing. [Branchenübliche Druckstandards definieren die üblichen Beschnittzugabemaße für Werbeflyer und Standarddrucksachen]. Nachweisfunktion: Faktenprüfung; Quellentyp: Branchenhandbuch. Unterstützte Einstellungen: Gängige Druckvorstufeneinstellungen. Hinweis: Spezifische Anforderungen von Druckereien können diese Standards außer Kraft setzen. ↩
„Fehlerbehebung bei Stanzfehlern in Stanzprozessen“, https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. [Die technische Dokumentation für Stanzmaschinen spezifiziert die zu erwartenden Toleranzen und potenziellen Passerabweichungen während des Stanzvorgangs]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch. Unterstützt: Die technische Begründung für den Anschnitt bei Verpackungen. Anmerkung: Die Genauigkeit variiert je nach Alter und Typ der Anlage. ↩
„Litholaminierte vs. digitale Druckverfahren: Ein Leitfaden für industrielle Einkäufer …“, https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Technische Handbücher zur Druckvorstufe für Wellpappenverpackungen legen Standard-Beschnittzugaben fest, um Passerabweichungen beim Kaschieren auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Branchenübliche Beschnittzugaben. Anmerkung: Die Standards können je nach Maschinenpräzision variieren. ↩
„Verpackung 101: Was sind Beschnittzugabe, Schnittrand und Sicherheitszone?“, http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/. Technische Verpackungsrichtlinien legen größere Beschnittzugaben für Wellpappe fest, um die höhere Toleranz von Stanzmaschinen im Vergleich zum Akzidenzdruck zu berücksichtigen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützung: Empfohlene Beschnittzugaben für Verpackungen. Anwendungsbereich: Speziell für Wellpappe. ↩
„Eine vielseitige Laminiermaschine für Ihre vielfältigen Verpackungsanforderungen“, https://www.kymc.com/msg/A-versatile-lamination-press-to-meet-your-diverse-packaging.html. Die Fertigungsstandards für die Litholaminierung beschreiben die Verwendung mathematischer Korrekturen zum Ausgleich von Passerabweichungen beim Montageprozess. Nachweisfunktion: Prozessverifizierung; Quellentyp: Technisches Handbuch. Unterstützt: Reduzierung von Laminierverschiebungen. Anwendungsbereich: Gilt für Laminier- und Montageprozesse. ↩
„[PDF] 3M Corporate Packaging Engineering Global Dieline Requirements“, https://multimedia.3m.com/mws/media/2619412O/global-packaging-dieline-requirements.pdf. Die Prinzipien der Verpackungstechnik schreiben vor, dass Stanzlinien an die Dicke (Durchmesser) und die Falteigenschaften spezifischer Substrate angepasst werden müssen, um präzise Endabmessungen zu gewährleisten. Nachweisfunktion: Technische Anforderung; Quellentyp: Technische Norm. Begründung: Die Notwendigkeit substratspezifischer Stanzlinien. Anwendungsbereich: Fokus auf strukturelle Toleranzen. ↩


