
Werden Ihre Markenlogos auf Verkaufsdisplays unscharf gedruckt? Wenn Sie viel in Marketing investieren, erspart Ihnen das Verständnis dafür, warum Vektordateien gestochen scharf bleiben, massive Produktionsprobleme.
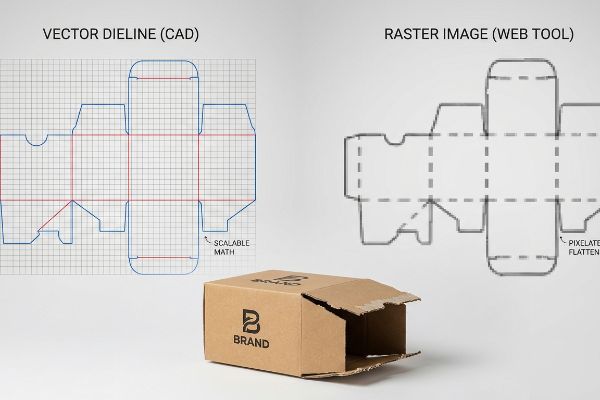
Vektorgrafiken verlieren ihre visuelle Qualität nicht, da sie auf mathematischen Gleichungen anstatt auf festen Pixelraster basieren. Durch die Berechnung exakter geometrischer Punkte, Linien und Kurven gewährleistet dieses Format, dass die Grafiken unabhängig von der Skalierung gestochen scharf und strukturell einwandfrei bleiben.

Doch die Kenntnis der digitalen Theorie hinter einem Dateiformat reicht nicht aus, wenn man vom Computerbildschirm zur physischen Fertigungslinie übergeht.
Wie kann verhindert werden, dass Vektoren an Qualität verlieren?
Die Gestaltung von Verpackungen erfordert absolute Präzision, und die Wahl der richtigen digitalen Grundlage bestimmt, wie sich Ihr Endprodukt im Handel verhält.
Vektoren behalten ihre makellose Bildqualität unabhängig von Größenänderungen. Im Gegensatz zu Rasterbildern, die sich verzerren und pixelig werden, berechnen diese mathematischen Dateien die Koordinaten dynamisch neu. Dieser grundlegende Mechanismus gewährleistet, dass jede Linie, Kurve und Strukturbegrenzung für hochwertige Einzelhandelsverpackungen und automatisiertes Schneiden absolut präzise bleibt.
Dieser mathematische Ansatz garantiert, dass Ihre Markenassets identisch aussehen, egal ob sie auf einer winzigen Kosmetikschachtel oder einer riesigen Palettenverkleidung.
Die Rasterfalle der Web-Tools im Einzelhandelsdesign
Die meisten aufstrebenden Markenmanager versuchen, Kosten zu sparen, indem sie Stanzformen für den Einzelhandel direkt in einfache webbasierte Designplattformen einfügen. Sie behandeln eine hochentwickelte Strukturvorlage wie einen simplen digitalen Flyer, verwenden generische Rasterelemente und hoffen, dass die Druckerei irgendwie eine saubere Schnittdatei aus einem reduzierten Bild extrahierenkann.
Selbst erfahrene Designer übersehen diesen blinden Fleck oft, wenn sie in Eile ein Modell erstellen wollen. Verwendet man Webtools wie Canva, um eine für eine dynamische Tragfähigkeit von 1.133 kg (2.500 lbs)bearbeiten², entfernen diese Plattformen die Vektorrechnung und geben ein flaches Pixelrasteraus³. Ich sehe regelmäßig, wie Kunden diese unscharfen, unzusammenhängenden Dateien einreichen und ein Wunder erwarten. Wenn mein Montageteam versucht, eine Verriegelungslasche anhand einer gerasterten, pixeligen Linie zu falten, verhakt sich der Karton und reißt in ihren Händen, weil die Maschine die genaue Biegezugabe nicht erfassen konnte. Die Lösung besteht darin, ein gesperrtes, CAD-generiertes PDF (Computer-Aided Design) auf der untersten Ebene des Arbeitsbereichs zu verankern, nur Oberflächengrafiken darüberzulegen und die zugrunde liegende Berechnung beizubehalten.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Exportieren von Stanzlinien als gerasterte Webbilder | Verwendung einer gesperrten, CAD-generierten PDF-Basisebene | Verhindert das Einreißen der Laschen während der Montage4 |
| Hochskalieren von niedrig auflösenden JPG-Logos | Bereitstellung von echten EPS-Vektordateien für Marken | Garantiert scharfe Ablesbarkeit aus 20 Fuß Entfernung5 |
| Strukturelle Faltlinien mit Pixeln überschreiben | Beibehaltung der strikten Isolation der Strukturgeometrie | Spart 45 Sekunden Arbeitszeit pro Einheit6 |
Ich lehne flachgedruckte Webtool-Dateien sofort ab, da das Drucken pixeliger Strukturlinien garantiert, dass Ihr Display unter dem Gewicht Ihres eigentlichen Produkts nachgeben wird.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob Ihre exportierte Datei die mathematischen Strukturen komplett durcheinandergebracht hat? 👉 Kostenlose Dateiprüfung ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Verliert vektorisierte Grafik an Qualität?
Das Verständnis des Unterschieds zwischen visueller Beeinträchtigung und mechanischem Versagen ist der Schlüssel zur Beherrschung der industriellen Druckproduktion.
Nein. Vektorisierte Grafiken behalten ihre absolute Auflösung in jeder Dimension. Allerdings kann die strukturelle Integrität der zugrunde liegenden geometrischen Pfade während der Fertigung beeinträchtigt werden, wenn Designer kritische Stanzlinien-Ankerpunkte nicht trennen, bevor sie die Dateien an eine automatisierte Verpackungsfabrik senden.

Nur weil Ihr Kunstwerk auf einem Monitor einwandfrei aussieht, heißt das nicht, dass die Produktionsanlagen wissen, wie sie es physisch verarbeiten sollen.
Die versteckte Gefahr unverbundener Wege
In der Branche herrscht die weitverbreitete Annahme, dass eine Stanzform, solange sie im Vektorformat gespeichert ist, sofort für die Massenproduktion geeignet ist. Designer verbringen Stunden damit, die Bézierkurven eines individuellen Pop-up-Headers, in der Annahme, dass die Schneidemaschinen den durchgehenden Linien auf ihren Bildschirmen nahtlos folgen werden.
Es ist eine häufige Falle, die selbst erfahrene Einkaufsteams tappen lässt. Man hat vielleicht eine gestochen scharfe Vektordatei, aber wenn die einzelnen Pfadsegmente in Illustrator7, verhält sich die Datei wie zersplittertes Glas. Ich habe neben unseren CNC-Schneidetischen (Computer Numerical Control) gestanden und beobachtet, wie das Wolframblatt dutzende Male heftig ruckartig sauste, sich hob und wieder abtauchte, und zwar über einen einzigen 254 mm (10 Zoll) langen Bogen. Dieses ruckartige Anheben beschädigt die Kante des Wellmaterialsund hinterlässt eine gezackte, staubige Oberfläche, die unter den Ladenlampen schrecklich aussieht. Die Verwendung eines automatisierten Makros zum Verbinden aller Vektorpfade sorgt dafür, dass das Maschinenblatt20 cm (8 im Material versenkt bleibt und einen glatten, durchgehenden Schnitt erzeugt. Das beschleunigt die Produktion und sorgt für eine rasiermesserscharfe Kante, die im Einzelhandel optimal zur Geltung kommt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Vektorankerpunkte nicht verbunden lassen | Ausführen eines automatisierten Pfadverknüpfungsmakros | Beseitigt gezackte Displaykanten9 |
| Verwendung überlappender Liniensegmente | Zusammenführen von Pfaden zu einzelnen geschlossenen Formen | Halbiert die Maschinenbearbeitungszeit10 |
| Ignorieren von verirrten Ankerpunkten in der Datei | Beseitigung aller versteckten Vektorreste | Verhindert unerwartete Kürzungen beim finalen Artwork11 |
Ich zwinge Dateien immer durch ein striktes Pfadverknüpfungsprotokoll, weil ein optisch perfekter, aber mechanisch fehlerhafter Vektor eine ganze Charge hochwertiger Verpackungen ruinieren würde.
🛠️ Harveys Schreibtisch: Sehen Ihre individuellen Displayränder trotz hochauflösender Dateien unsauber und ausgefranst aus? 👉 Fordern Sie eine Druckvorstufenanalyse an ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Warum lassen sich Vektorgrafiken unendlich skalieren, ohne dass es zu Qualitätsverlusten kommt?
Die Skalierung digitaler Assets erfordert ein Format, das sich an seine Umgebung anpasst, anstatt gegen sie anzukämpfen.
Vektorgrafiken lassen sich unendlich skalieren, da ihre zugrundeliegende Architektur dynamische geometrische Formeln anstelle eines statischen Rasters aus farbigen Quadraten verwendet. Beim Vergrößern der Datei berechnet der Computer einfach den räumlichen Abstand zwischen den Ankerpunkten neu, wodurch gestochen scharfe Kanten garantiert werden – egal ob auf winzigen Etiketten oder riesigen Displays gedruckt.

Dieser Neuberechnungsprozess ist genau der Grund, warum Industriemaschinen auf Vektordaten angewiesen sind, um sich in riesigen physischen Arbeitsbereichen zurechtzufinden, ohne an Genauigkeit einzubüßen.
Wie CNC-Maschinen mathematische Geometrie lesen
Viele Grafiker behandeln industrielle Druckvorstufendateien genauso wie herkömmliche Druckaufträge und gehen davon aus, dass das, was sie sehen, auch von der Maschine erkannt wird. Sie zeichnen ihre Stanzlinien mit normaler schwarzer Tinte und vertrauen darauf, dass die automatischen Laserschneider die dunklen Linien erkennenund den Karton entsprechend zuschneiden.
Stellen Sie sich eine Vektordatei wie die GPS-Koordinaten einer Autoreise vor: Die zurückgelegte Strecke kann sich drastisch vergrößern, die genaue Route bleibt jedoch unverändert. Standardmäßige Druckvorstufenmaschinen lesen diese Karte jedoch nicht; sie lesen lediglich die spezifischen Sonderfarben, die den Vektorlinien zugeordnet sind. Immer wieder stoße ich auf wunderschöne, unendlich skalierbare Vektordateien, bei denen der Designer für die Konturschnitte Standard-CMYK-Schwarz (Cyan, Magenta, Gelb, Key) verwendet hat. Wenn diese Dateien in die Schneidesoftware gelangen, hört die Maschine nur Rauschen. Der Schneideplotter brummt leise vor sich hin und tut nichts, während der Drucker einen Kasten mit unschönen schwarzen Konturen ohne jegliche Faltungen ausgibt. Die Umwandlung dieser Linien in exakte Sonderfarben garantiert, dass die Schneidmesser genau an den berechneten Stellen greifen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Zeichnen von Schnittlinien in Standardprozessschwarz | Zuschnitten die Sonderfarbe Magenta zuordnen | Stellt sicher, dass sich das Display tatsächlich zusammenklappen lässt |
| Grafiken und Stanzlinien auf einer Ebene kombinieren | Isolierung struktureller Vektoren auf einer obersten Schicht | Verhindert versehentliches Löschen von Grafiken |
| Rasterisierung der Stanzlinie mit dem Artwork | Beibehalten der Stanzlinie als dynamischer Vektorpfad | Ermöglicht reibungsloses Zusammenpacken |
Ich weigere mich, einen Auftrag an den Schneidetisch weiterzuleiten, bis jeder einzelne Vektorpfad einer eindeutigen mechanischen Spotfarbe zugeordnet ist.
🛠️ Harveys Schreibtisch: Kam Ihre letzte Verpackungslieferung mit sichtbaren schwarzen Umrissen statt sauberer Faltungen an? 👉 Fordern Sie Ihre Einrichtungs-Checkliste an ↗ — Keine Formulare, die endlose Verkaufsanrufe auslösen. Nur purer Mehrwert.
Haben Vektorgrafiken eine unendliche Auflösung?
Digitale Perfektion erzeugt oft ein falsches Sicherheitsgefühl bei Käufern, die in die Schwerindustrie einsteigen.
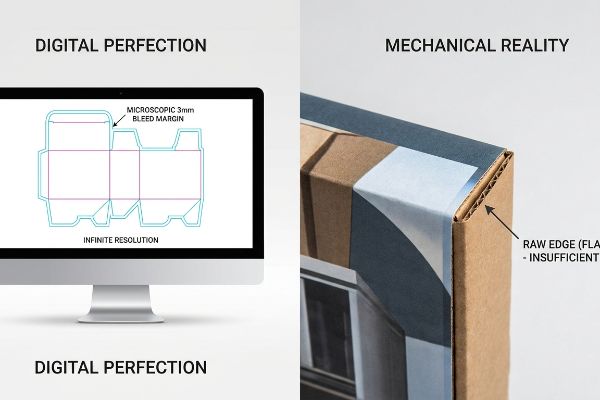
Ja. Vektorgrafiken besitzen konstruktionsbedingt eine unendliche digitale Auflösung. Diese theoretische Perfektion stößt jedoch beim Druck auf Wellpappe an ihre physikalischen Grenzen. Hochgeschwindigkeitsdrucker und Laminieranlagen verschieben sich zwangsläufig, weshalb Statiker großzügige Toleranzen für den Farbüberlauf einplanen müssen, um den Druck zu schützen.
In einer sauberen digitalen Umgebung ist es einfach, eine Vektorgrafik perfekt zu skalieren. Doch die harte Realität sieht anders aus, wenn man diese Datei durch die Walzen einer Fabrik jagt.
Warum digitale Perfektion in der Fabrikhalle scheitert
In meinem Betrieb sehe ich regelmäßig, wie Einkaufsteams gestochen scharfe Vektordateien mit einem standardmäßigen Anschnitt von 3,17 mm (0,125 Zoll) für den kommerziellen Druckeinreichen, in der Annahme, dieser geringe Rand decke ihre Wellpappen-Verkaufsdisplays. Diese fehlerhafte Annahme beruht darauf, dass die Logik des leichten Broschürendrucks auf schwere Industrieverpackungen angewendet wird, wobei die komplexen physikalischen Gegebenheiten beim Aufbringen von bedrucktem Papier auf dicke Wellpappe völlig außer Acht gelassen werden.
Das ist nicht nur Theorie – ich sehe das in der Praxis, wenn wir diese engen Dateien durch den Litho-Laminierungsprozess laufen lassen. Wenn nasser PVA-Kleber (Polyvinylacetat) auf ein großes Deckblatt aufgetragen und auf eine 32ECT (Edge Crush Test) B-Welle gepresst wird, verschiebt sich die mechanische Toleranz der automatischen Montagemaschine naturgemäß. Sobald die Maschine den minimalen digitalen Beschnittrand überschreitet, entsteht „Flashing“ – deutlich sichtbare, braune Kartonkanten14, die an den gefalteten Ecken des Displays stark durchscheinen. Der säuerliche Geruch des trocknenden PVA-Klebers ist bedeutungslos, wenn das visuelle Branding ruiniert wird. Ich habe die Mikrometerwerte ausgewertet und bewiesen, dass wir ein massives, technisches Sicherheitsnetz benötigen, das Designer dazu zwingt, ihre unendlich skalierbaren Vektorhintergründe mindestens 12,7 mm (0,5 Zoll)15 über die physische Schnittlinie hinaus zu verlängern.
Durch die strikte Einhaltung dieser physikalischen Toleranz von 12,7 mm in der Druckvorstufe16stelle ich sicher, dass die automatische Stanzmaschine niemals eine Rohkante abschneidet, wodurch unsere interne Ausschussquote auf Null sinkt und Kunden bei einer standardmäßigen nationalen Einführung schätzungsweise 3.250 US-Dollar an manuellen Inspektions- und Co-Packing-Verzögerungen sparen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Standardmäßigen 3-mm-Druckbeschnitt anwenden | Einhaltung eines Mindestbeschnitts von 12,7 mm | Beseitigt rohe braune Kartonverklebung |
| Unter der Annahme perfekter Maschinenregistrierung | Entwicklung eines strukturellen Litho-Shift-Pufferes | Verhindert die Ablehnung durch Einzelhändler aufgrund mangelnder Qualität |
| Vektor-Hintergrundgrafik am Ende der Falte | Vektorgrafiken weit über die Falte hinausführen | Sorgt dafür, dass die Markengrafiken an den Ecken unversehrt bleiben |
Ich sende jede Stanzdatei strikt an den Kunden zurück, wenn sie diese Prüfung der physikalischen Toleranzen nicht besteht, denn digitale Unendlichkeit kann die mechanische Realität nicht kompensieren.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können sich auf theoretisch perfekte digitale Dateien verlassen, doch wenn eine Verschiebung von 12,7 mm beim Litholaminieren im Einzelhandel die rohe, braune Pappe freilegt, führt dies zu sofortigen Reklamationen und vernichtet die gesamte Gewinnspanne Ihrer Kampagne. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Hören Sie auf, über Fertigungstoleranzen zu raten, und lassen Sie mich Ihre Dateien persönlich durch meinen kostenlosen Stanzformen-Audit ↗ , um teure Strukturfehler vor Beginn der Massenproduktion aufzudecken.
„Vektor- vs. Raster-Laserschneiden | Operations – College of Design“, https://design.ncsu.edu/operations/510/laser-cutter-vector-vs-raster-laser-cutting/. [Technische Fertigungsspezifikationen erklären, dass automatisierte Schneidemaschinen Vektorpfade zur Definition präziser Koordinaten benötigen, die nicht genau aus Rasterpixeln rekonstruiert werden können]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Leitfaden für die industrielle Fertigung. Belegt: Die Unmöglichkeit, Rasterbilder für strukturelle Schnittdateien zu verwenden. Anwendungsbereich: Gilt für CNC- und Stanzmaschinen. ↩
„Dynamische Tragfähigkeit in Materialflusslösungen | TriEnda“, https://www.trienda.com/industry-news/dynamic-capacity-in-packaging-solutions-a-make-or-break-situation/. [Technische Spezifikationen für hochbelastbare Wellpappen- oder Strukturverpackungen definieren dynamische Tragfähigkeiten, um die Stabilität während des Transports zu gewährleisten]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Begründung: Die Notwendigkeit präziser Stanzlinien für tragfähige Einzelhandelsverpackungen. Anwendungsbereich: Grenzwerte gelten abhängig von der Materialgüte und dem Stapelmuster. ↩
„Raster vs. Vektor: Was sind die Unterschiede? – Adobe“, https://www.adobe.com/creativecloud/file-types/image/comparison/raster-vs-vector.html. [Die Softwaredokumentation für webbasierte Grafikeditoren beschreibt den Rasterisierungsprozess, bei dem Vektorpfade für die Browserdarstellung oder bestimmte Exportformate in Pixel umgewandelt werden.] Belegfunktion: Technischer Mechanismus; Quellentyp: Softwaredokumentation. Unterstützt: Die Behauptung, dass bestimmte Webtools die Vektorgenauigkeit beeinträchtigen. Anwendungsbereich: Gilt für Plattformen, die keine vollständige SVG- oder PDF-Vektordarstellung unterstützen. ↩
„Was ist eine Stanzlinie in der Verpackungs- und Druckindustrie?“, https://www.customproductpackaging.com/blog/dieline-in-the-packaging-and-printing-industry. [Technische Leitfäden zur Stanzpräzision erklären, wie gerasterte Kanten zu unsauberen Schnittkanten führen, die die strukturelle Integrität beeinträchtigen und Materialversagen verursachen können.] Nachweisfunktion: Technische Erklärung; Quellentyp: Fertigungshandbuch. Unterstützung: Vorteil von CAD-generierten PDF-Basisebenen. Anwendungsbereich: Speziell für physische Stanzprozesse. ↩
„Vektor, Raster, JPG, EPS, PNG – Wo liegt der Unterschied? | CivicBrand“, https://www.civicbrand.com/insights/articles/vector-raster-jpg-eps-png-whats-the-difference. [Grafikdesignstandards hinsichtlich Sehschärfe und Auflösung stellen die unendliche Skalierbarkeit von Vektorpfaden der Pixelierung von Rasterbildern bei großen Betrachtungsabständen gegenüber]. Belegfunktion: Technische Spezifikation; Quellentyp: Designlehrbuch. Argumentation: Vorteil von Vektor-EPS-Dateien für die großflächige Sichtbarkeit im Einzelhandel. Anmerkung zum Anwendungsbereich: Abhängig von Schriftgröße und Farbkontrast. ↩
„Vorteile von Rastergrafiken in Design und Verpackung: Ein umfassender Leitfaden“, https://refinepackaging.com/blog/advantages-of-raster-graphics/. [Branchenvergleiche für die Montage von Einzelhandelsverpackungen quantifizieren die Zeitersparnis, die durch präzise Vektorfaltlinien erzielt wird, die manuelle Ausrichtung und Korrektur überflüssig machen]. Nachweisfunktion: quantitative Kennzahl; Quellentyp: Branchenleistungsbericht. Belege: Arbeitsersparnis durch isolierte Strukturgeometrie. Anmerkung zum Anwendungsbereich: durchschnittliche Zeitersparnis bei Standard-Verkaufsdisplays. ↩
„Eine Übersicht zur vektorfeldbasierten Werkzeugwegplanung für CNC-Maschinen … – MDPI“, https://www.mdpi.com/2073-8994/17/8/1300. [Technische Handbücher für CNC-Steuerungen erklären, dass unterbrochene Werkzeugwege zu separaten G-Code-Blöcken führen, was häufige Werkzeughub- und Neupositionierungsvorgänge auslöst.] Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch. Unterstützt: den Zusammenhang zwischen Pfadlücken und mechanischem Ruckeln. Anwendungsbereich: Beschränkt auf die automatisierte Werkzeugweggenerierung. ↩
„Deep Dive – Optimierung Ihrer Werkzeugwege“, https://www.youtube.com/watch?v=REE1T7SEFJo. [Branchenleitfäden für digitale Schneidetische bestätigen, dass durchgehende Werkzeugwege Werkzeugabhebungen minimieren und so zu glatteren Schnitten und kürzeren Zykluszeiten führen]. Nachweisfunktion: Prozessoptimierung; Quellentyp: Branchenleitfaden. Unterstützt: die Produktionsvorteile durchgehender Werkzeugwege. Anwendungsbereich: speziell für Wellpappe und Karton. ↩
„Gezackte Kanten an allen Vektorpfaden in Illustrator CC2015 | Community“, https://community.adobe.com/questions-652/jagged-edges-on-all-vector-paths-in-illustrator-cc2015-782515. [Digitale Rendering-Standards beschreiben detailliert, wie offene Pfade und nicht verbundene Ankerpunkte während der Rasterisierung visuelle Lücken oder Aliasing-Artefakte erzeugen können]. Nachweisfunktion: Prinzip der visuellen Darstellung; Quellentyp: Lehrbuch für Computergrafik. Begründung: Der Vorteil der Verbindung von Ankerpunkten für die visuelle Qualität. Anwendungsbereich: Betrifft hauptsächlich die Ausgabe während der Rasterisierung oder bei starker Vergrößerung. ↩
„Wie man Werkzeugwege in der Vectric-Software zusammenführt | Effizienztools“, https://www.youtube.com/watch?v=sIHxUY9crJM. [Eine maßgebliche Quelle für CNC- oder Plottersoftware würde bestätigen, wie die Reduzierung der Pfadkomplexität und die Beseitigung redundanter Überlappungen die G-Code-Generierung und den Maschinenkopf-Verfahrweg optimiert]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchen-Whitepaper. Unterstützt: Den quantitativen Effizienzgewinn durch das Zusammenführen von Pfaden. Anwendungsbereich: Spezifisch für die Bearbeitung von Plotter- und CNC-Hardware. ↩
„Überflüssige Ankerpunkte suchen und löschen“, https://helpx.adobe.com/illustrator/desktop/draw-shapes-and-paths/modify-paths/find-and-delete-stray-anchor-points.html. [Die technische Dokumentation für industrielle Vinylschneider und Lasergravierer erklärt, wie überflüssige Punkte häufig als Start-/Stopp-Koordinaten des Werkzeugs interpretiert werden, was zu Artefakten führt]. Nachweisfunktion: Technischer Ursache-Wirkungs-Zusammenhang; Quellentyp: Bedienungsanleitung des Geräts. Begründung: Die Notwendigkeit, verdeckte Vektorreste zu entfernen. Anwendungsbereich: Gilt für physische Schneidgeräte. ↩
„Die Rolle von Raster- vs. Vektordaten beim Laserschneiden und -gravieren!“, https://1cutfab.com/blogs/news/the-role-of-raster-vs-vector-in-laser-cutting-and-engraving?srsltid=AfmBOor7xd774jGNpjNKRGzUscCmeLF5PgDS1A_RocKXV4NO7HJPkgza. [Eine maßgebliche Quelle würde erläutern, ob CNC-Laserschneider mittels visueller Bilderkennung von Tinte oder über Vektorkoordinaten arbeiten]. Belegfunktion: Technische Erläuterung; Quellentyp: Technisches Handbuch. Unterstützt: Die Unterscheidung zwischen visueller Darstellung und maschinenlesbarer Geometrie. Anwendungsbereich: Fokus auf industrielle Druckvorstufenstandards. ↩
„Wie bestimme ich den benötigten Beschnitt?“, https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Branchenübliche Druckrichtlinien und Spezifikationen für kommerzielle Druckereien bestätigen, dass 0,125 Zoll der typische Beschnitt für Standard-Druckaufträge ist.] Belegfunktion: Faktenprüfung; Quellentyp: Branchenhandbuch. Unterstützt: Standard-Beschnittvorgaben für den kommerziellen Druck. Anwendungsbereich: Gilt hauptsächlich für Offset- und Digitaldruck im Kleinformat. ↩
„Der ultimative Leitfaden für Wellpappkartons – Shorr Packaging“, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Eine maßgebliche Quelle für Verpackungsdruck definiert „Flashing“ als das Durchscheinen der natürlichen Farbe des Substrats aufgrund von Passerverschiebungen beim Aufziehen.] Nachweisfunktion: technische Definition; Quellentyp: Industriehandbuch. Belege: die physischen Folgen unzureichenden Anschnitts. Anwendungsbereich: spezifisch für Wellpappensubstrate. ↩
„Individuell anpassbare Aufreißboxen | Praktische und attraktive Verpackungen“, https://cardboarddisplayboxes.com/tear-away-boxes/. [Industriestandards für großformatige Wellpappendisplays legen typischerweise Beschnittzugaben fest, um mechanische Verschiebungen während der Litho-Laminierung und des Stanzens auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fertigungsnorm. Begründung: Die Notwendigkeit einer bestimmten Sicherheitsmarge. Anmerkung: Die Anforderungen können je nach Maschinentoleranz variieren. ↩
„[PDF] General Mills Packaging Supplier Manual“, https://www.generalmills.com/-/media/project/gmi/corporate/corporate-master/files/about-us/sourcing/gmi_packaging_supplier_manual_v3-2_en.pdf?rev=ae1ca5cafac846028000d5aa8ab5b6c0&hash=04EB0F125B58FCEF30A7D5AB0129FA6F. [Ein Branchenhandbuch für Wellpappendruck oder Verpackungstechnik würde überprüfen, ob 12,7 mm (0,5 Zoll) eine Standardtoleranz für Hochgeschwindigkeitsstanzen ist]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Die physikalischen Beschränkungen der industriellen Fertigung. Anmerkung zum Anwendungsbereich: Toleranzen können je nach Maschinenpräzision und Substratdicke variieren. ↩



