Sie investieren viel in Ihre Markenstrategie, doch eine einfache Strukturdatei kann über Erfolg oder Misserfolg Ihrer Kampagne entscheiden. Ohne präzise technische Vorgaben wird ein ansprechendes Design zu einem kostspieligen und nicht umsetzbaren Albtraum.
Stanzlinien sind unerlässliche Konstruktionspläne, die exakt festlegen, wo eine Verpackung geschnitten, gefaltet und geklebt wird. Ohne sie können automatisierte CNC-Maschinen (Computer Numerical Control) Materialien nicht präzise verarbeiten, was zu schwerwiegenden Montagefehlern, verschwendeten Produktionsbudgets und garantierten Ausschusswaren im Einzelhandel führt.
Bevor Sie Ihre nächste Datei an den Drucker senden, wollen wir uns ansehen, warum diese unsichtbaren Linien tatsächlich über Ihren gesamten Erfolg im Einzelhandel entscheiden.
Warum sind Stanzlinien wichtig?
Das Verständnis der physikalischen Prinzipien Ihrer Verpackung entscheidet über einen reibungslosen Produktlaunch oder ein chaotisches Lagerdesaster. Lassen Sie uns die Funktionsweise genauer betrachten.
Stanzlinien sind wichtig, da sie die mathematische Grundlage für die physische Fertigung bilden. Sie gleichen Materialstärken beim Falten aus und gewährleisten so, dass sich schwere Wellpappe reibungslos und perfekt zusammenfügen lässt. Dadurch wird ein Verbiegen der Struktur verhindert und die Warenpräsentation Ihrer Marke im Einzelhandel geschützt.
Die richtige Form auf dem Bildschirm darzustellen, ist nur die Grundlage; die eigentliche Herausforderung besteht darin, dies auf physisches Papier zu übertragen.
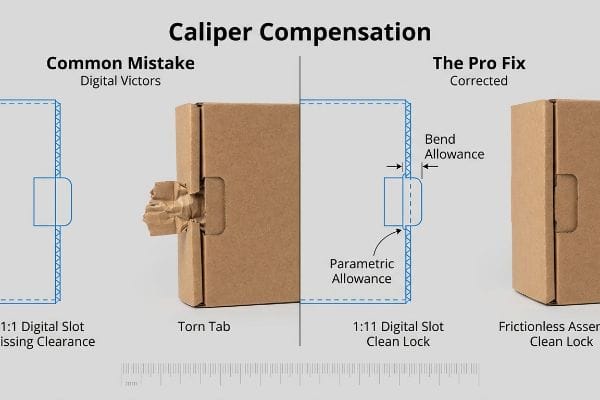
Die Realität der Bremssattelkompensation hinter den Stanzlinien
Grafikdesigner erstellen in digitaler Software häufig ineinandergreifende Laschen und Falzschlitze in exakt der gleichen Breite wie das Gegenstück. Sie gehen davon aus, dass eine digitale Linie perfekt auf ein flaches Blatt Papier übertragen wird. Dabei wird die tatsächliche Dicke des gefalteten Wellpappkartons1 beim Biegen außer Acht gelassen.
Selbst erfahrene Designer übersehen diesen blinden Fleck oft beim Übergang von Bildschirmdarstellungen zu physischen Verpackungen. Ich sehe immer wieder wunderschön bedruckte Flatpacks, die in einem Co-Packing-Unternehmen ankommen und sofort zu einem Produktionsstillstand führen. Wenn eine 3 mm dicke B-Welle um90 Grad gefaltet wird, verbraucht sie Material. Wurde die Aufnahmenut an der Stanzform nicht verbreitert, um diesen Außenradius auszugleichen, stoßen die Teile heftig aneinander. Ich erinnere mich an das laute Knirschen des rohen Kraftkartons, als ein frustrierter Mitarbeiter versuchte, eine falsch ausgerichtete Lasche zu befestigen und schließlich das hochwertige Display mit unansehnlichem Klebeband umwickelte. Indem ich eine parametrische Biegezugabe direkt in die CAD-Datei (Computer-Aided Design) einbaue, gewährleiste ich eine reibungslose, reißfreie Montage, die die Kosten für manuelle Arbeit drastisch reduziert.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| 1:1-Ziehung digitaler Slots | Hinzufügen parametrischer Biegezugaben | Spart 45 Sekunden pro Montageeinheit4 |
| Plattendicke außer Acht gelassen | Berechnung der Bremssattelkompensation5 | Verhindert das Einreißen von Laken |
| Feste Schlösser aufzwingen | Verbreiterung der Empfangsschlitze | Vermeidet unschöne Klebebandverwendung |
Ich lasse nicht zu, dass auch nur ein Millimeter fehlender Spielraum Ihre Gewinnmargen schmälert. Indem ich die Papierausdehnung in der Strukturdatei mathematisch berücksichtige, gewährleiste ich Ihrem Lohnverpacker eine reibungslose Montage, unabhängig von den Lagerbedingungen.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob Ihre Verriegelungslaschen die richtige Biegetoleranz haben? 👉 Fordern Sie eine kostenlose Statikprüfung an ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Warum ist Verpackungsdesign so wichtig?
Atemberaubende Grafiken verleiten die Verbraucher zum Hinsehen, aber eine durchdachte Verpackungskonstruktion sorgt dafür, dass das Produkt den Weg ins Regal auch tatsächlich übersteht.
Die Verpackungsgestaltung ist von entscheidender Bedeutung, da sie die gesamte Logistik und die Lastverteilung Ihrer Sendungen maßgeblich beeinflusst. Strukturell optimierte Umkartons verhindern katastrophale Druckschäden während des Transports und gewährleisten so, dass empfindliche Konsumgüter unbeschädigt ankommen und sofort für den Verkauf im Einzelhandel bereit sind.

Eine hübsche Verpackung nützt nichts, wenn sie völlig zerdrückt bei einem Großhändler ankommt
Wie Verpackungsdesign den Zusammenbruch von BCT verhindert
Einkaufsteams vergrößern häufig die Abmessungen von Umkartons, um mehr Einheiten unterzubringen, und gehen dabei davon aus, dass die Kompressionswerte von hochbelastbarer Wellpappe (Stärke6) die Ware ausreichend schützen. Sie konzentrieren sich ausschließlich auf die Versanddichte und ignorieren die physikalischen Gegebenheiten der Palettenstapelung.
Es ist eine gängige Falle, in die selbst erfahrene Einkaufsteams tappen, die ihre Frachtkosten optimieren wollen. Sie reizen die Abmessungen so weit aus, dass der Karton eine Standardpalette von 121,9 × 101,6 cm (48 × 40 Zoll) nur um wenige Millimeter überragt. Wenn ich durch die Warenannahme gehe, achte ich auf das charakteristische, dumpfe Knarren von Papierfasern, die unter Druck nachgeben. Ein Wellpappkarton bezieht bis zu 60 % seiner Festigkeit (BCT – Box Compression Test)Steht eine Ecke über die Holzplatte hinaus, biegt sich die ungestützte untere Lage sichtbar nach außen und wird unter dem Gewicht des Lagers zusammengedrückt. Indem ich in der Verpackungsdesignphase strikt auf einen Karton ohne Überstand achte, verkleinere ich die Grundfläche künstlich, um die Ecken vollständig abzustützen und so meinen Kunden hohe Rückbelastungen durch Reklamationen zu ersparen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Maximierung der Boxdichte blind | Begrenzungsbox ohne Überhang | Verhindert das Zerdrücken des Behälters |
| Ecklasten werden vernachlässigt | Vertikale Ausrichtungstechnik | Behält 60 % der BCT-Festigkeit9 |
| Teilweiser Palettenüberhang | Toleranzreduzierung um 0,5 Zoll10 | Keine Transportschäden |
Ich entwerfe Verpackungen nicht nur für eine gute Optik in einer Präsentation im Konferenzraum. Ich konstruiere strukturelle Grenzen, die garantieren, dass Ihre Sendung die harten Bedingungen doppelt gestapelter Seecontainer unbeschadet übersteht.
🛠️ Harveys Schreibtisch: Verlieren Ihre Umkartons heimlich 60 % ihrer vertikalen Druckfestigkeit? 👉 Laden Sie meinen Leitfaden für bruchsichere Kartons herunter ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Was sind Stanzlinien im Druckwesen?
Bevor auch nur ein einziger Tropfen Tinte das Papier berührt, muss die automatisierte Druckvorstufenmaschine genau wissen, was zu tun ist.
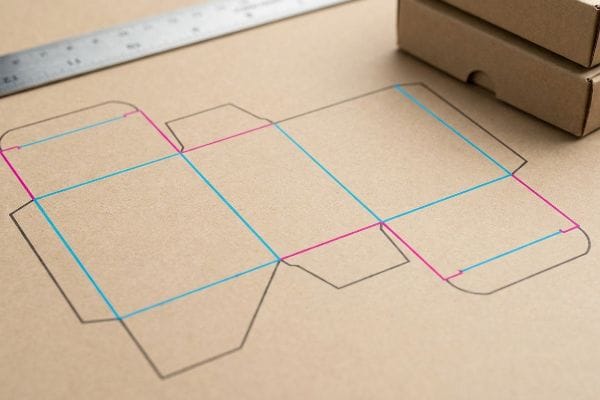
Stanzlinien im Druckwesen sind spezielle Vektorstriche, die absoluten Sonderfarben zugeordnet sind und automatisierten Maschinen vorgeben, wo sie das Material bearbeiten sollen. Sie legen die exakten mechanischen Wege für Stanzformen und CNC-Messer fest und trennen so die Schneid- und Rillvorgänge vollständig vom sichtbaren CMYK-Druckbild.
Wenn Sie die Sprache der Maschine nicht sprechen, wird Ihr endgültiger Ausdruck am Ende ein nutzloser Stapel flacher Blätter sein.
Der Befehl „Sonderfarben“ im Druck
Viele digitale Grafiker reichen ihre finalen Verpackungsdateien mit standardmäßigen CMYK-schwarzen Linienein , um die Schnitt- oder Faltstellen des Displays zu kennzeichnen. Sie gehen davon aus, dass die Druckerei automatisch weiß, was mit den Linien zu tun ist, da diese auf ihrem Monitor sichtbar sind.
Stellen Sie sich die Druckvorstufenmaschinen wie einen hochqualifizierten Koch vor, der nur Rezepte in roter Tinte liest; sind die Anweisungen blau, starrt er sie nur an. Häufig erhalte ich Dateien, bei denen die Strukturlinien direkt in die Grafikebene eingebrannt sind. Wenn die RIP-Software des automatischen Schneidetisches Standardschwarz erkennt, druckt sie lediglich eine schwarze Kontur, führt aber keine Schnitte aus<sup>12</sup>. Ich habe schon erlebt, wie Bediener mit den Händen über die glatte, ungeschnittene Oberfläche einer frisch bedruckten 32ECT-Platte strichen und feststellten, dass die gesamte Charge unbrauchbar war. Um dies zu beheben, fange ich jede Datei ab und wandle die Strukturlinien in mechanische Sonderfarben um –100 % Magenta für Schnitte, 100 % Cyan für Falzlinien<sup>13</sup>. Dieses Prepress-Mapping garantiert, dass die CNC-Fräsmesser das Material perfekt erfassen und Ihre Markengrafiken makellos bleiben.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK-Schwarzlinien | Absolute Spot-Farbzuordnung14 | Gewährleistet saubere Schnitte |
| Verschmelzung von Kunst und Struktur | Geschichtete Vektortrennung15 | Hält Kunstwerke in einwandfreiem Zustand |
| Unter der Annahme, dass Sichtlinien geschnitten werden | RIP-Kalibrierung vor dem Flug16 | Eliminiert fehlerhaft gedruckte Chargen |
Ich lasse niemals unkalibrierte Dateien in die Produktion gelangen. Durch die strikte Trennung von mechanischen Anweisungen und visuellen Vorlagen stelle ich sicher, dass Ihr Display von einem digitalen Konzept in eine perfekte physische Realität umgesetzt wird.
🛠️ Harveys Schreibtisch: Sind Ihre Strukturpfade versehentlich mit Ihrer Grafikebene verschmolzen? 👉 Fordern Sie Ihre kostenlose Druckvorstufen-Dateiprüfung an ↗ — Keine Formulare, die endlose Verkaufsanrufe auslösen. Nur echter Mehrwert.
Welche Regeln gelten für die Stanzlinie?
Der Übergang von einer kontrollierten digitalen Umgebung zur Hochgeschwindigkeitsfertigung erfordert die strikte Einhaltung mechanischer Toleranzen.
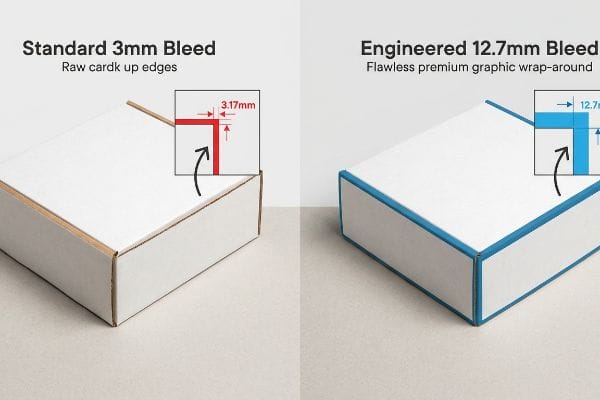
Die absoluten Regeln für Stanzlinien schreiben einen Mindestbeschnitt von 12,7 mm (0,5 Zoll) über die physische Schnittlinie hinaus für lithografisch laminierte Drucke vor. Designer müssen außerdem sicherstellen, dass alle Vektorpfade korrekt verbunden und die Strukturschichten strikt von den CMYK-Grafiken getrennt sind, um Verschiebungen beim automatischen Montieren zu vermeiden.
Doch die Theorie allein genügt nicht, wenn die Hochgeschwindigkeits-Litholaminiermaschinen anlaufen und das Papier sich zu verschieben beginnt.
Warum herkömmliche kommerzielle Entlüftungssysteme in der Fabrikhalle
Die meisten Grafikdesigner verwenden für ihre Wellpappenverpackungen standardmäßige Beschnittzugaben von etwa 3,17 mm (0,125 Zoll)<sup> 17</sup> . Dies funktioniert einwandfrei für flache Broschüren oder Visitenkarten, führt aber fälschlicherweise zu der Annahme, dass dies auch für schwere Verkaufsdisplays ausreichend Sicherheitsabstand bietet .
Das ist keine bloße Theorie – ich beobachte dies regelmäßig in der Testumgebung, wenn die Hochgeschwindigkeits-Automatisierung zum Einsatz kommt. In meiner Produktionsstätte sehe ich immer wieder, wie die physikalische Realität der Litho-Laminierung gängige Konstruktionsregeln sprengt. Dabei wird ein bedrucktes Deckblatt mit nassem PVA-Klebstoff (Polyvinylacetat)<sup>18. Dies führt zwangsläufig zu einer mechanischen Toleranzverschiebung beim Hochgeschwindigkeitswalzen. Messungen zeigen, dass ein Standard-Beschnitt von 3,17 mm nicht ausreicht, um diese Verschiebung auszugleichen. Die Folge sind sichtbare, braune Kartonkanten am fertig gefalteten Produkt, die die hochwertige Markenästhetik beeinträchtigen. Mithilfe des Mikrometers konnte ich nachweisen, dass keine teure manuelle Ausrichtung nötig ist; ein präzise berechneter Beschnitt von 12,7 mm (0,5 Zoll) über die Schnittlinie hinaus<sup>19</sup>. Durch die Implementierung dieses umfassenden Sicherheitsnetzes in der Druckvorstufe garantiere ich, dass die Grafik jede freiliegende Kante vollständig umschließt, wodurch den Kunden Tausende von Euro an Kosten für abgelehnte, unsauber aussehende Verkaufsdisplays erspart bleiben.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Standardmäßiger 3-mm-Beschnitt für kommerzielle Anwendungen | Durchsetzung eines Mindestabstands von 12,7 mm20 | Verhindert das Ausbleichen brauner Ränder |
| Maschinenverschiebung ignorieren | Toleranzberechnung für die Litholaminierung21 | Garantiert eine erstklassige Verarbeitung |
| Vertrauen in visuelle digitale Beweise | Protokoll zur Abstoßung von Blutungen vor dem Flug | Eliminiert Rückbuchungen im Einzelhandel |
Die Hochgeschwindigkeitsfertigung berücksichtigt optimistische digitale Layouts nicht. Aggressive, mathematisch berechnete Toleranzen für den Anschnitt sind Ihre einzige physische Schutzmaßnahme gegen unsaubere Kanten, die eine hochwertige Ausrollung ruinieren könnten.
🛠️ Harveys Schreibtisch: Kennen Sie die genaue mechanische Verschiebungstoleranz Ihres aktuellen Litho-Laminierungsverfahrens für Wellpappe? 👉 Senden Sie mir Ihre Stanzdatei ↗ — Ich überprüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar einen günstigeren Anbieter wählen, der Standard-Digitallayouts akzeptiert, aber wenn sich die Lithografielaminierung verschiebt und der rohe braune Karton bei einer landesweiten Markteinführung freigelegt wird, führt dies zu einer sofortigen Ablehnung durch den Einzelhandel und vernichtet Ihre gesamte Gewinnspanne. Dies ist genau das Datenblatt, das meine zehn wichtigsten Einzelhandelskunden verwenden, um Druckausschüsse zu vermeiden. Hören Sie auf, bei den Toleranzen zu raten, und lassen Sie mich Ihre Dateien persönlich durch meinen kostenlosen Stanzform-Audit ↗ , um schwerwiegende Strukturfehler vor Beginn der Massenproduktion zu erkennen.
„Wie sich die Kartonstärke auf Leistung und Kosten von Faltschachteln auswirkt“, https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Ein Handbuch für Verpackungstechnik würde erläutern, wie die Materialstärke (der Durchmesser) spezifische Toleranzen bei den Stanzlinienmessungen erfordert, um sicherzustellen, dass die Teile nach dem Falten ineinandergreifen.] Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch. Beleg: Die Notwendigkeit der Berücksichtigung der Materialstärke bei der Verpackungskonstruktion. Anwendungsbereich: Betrifft insbesondere dicke Substrate wie Wellpappe. ↩
„Wellpappe und Materialqualitäten – Welle – Packaging Strategies“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Industriestandards für Wellpappenverpackungen geben die typische Dicke von B-Welle mit ca. 3 mm bzw. 0,11 Zoll an]. Nachweisfunktion: Faktenprüfung; Quellentyp: Technische Spezifikation. Belege: Materialdickenangaben. Anmerkung: Geringfügige Abweichungen zwischen den Herstellern sind möglich.] ↩
„Top 5 Formeln für die Blechkonstruktion beim Biegen (2026)“, https://www.approvedsheetmetal.com/blog/5-sheet-metal-design-formulas. [In technischen Handbüchern für Verpackungsdesign wird erläutert, wie die Berechnung der Biegezugabe in CAD-Software Materialkollisionen verhindert und Montagefehler reduziert.] Nachweisfunktion: Validierung der Methodik; Quellentyp: Technisches Handbuch. Vorteile: Reduzierung von manuellem Aufwand und Montagefehlern. Anwendungsbereich: Gilt für starre und halbstarre Werkstoffe.] ↩
„(PDF) Übersicht über Biegezugaben – Academia.edu“, https://www.academia.edu/30649237/Bend_Allowance_Overview. [Technische Benchmarks in der Verpackungstechnik quantifizieren die Reduzierung der Montagezeit durch präzise parametrische Biegezugaben.] Nachweisfunktion: quantitative Validierung; Quellentyp: Branchen-Whitepaper; Unterstützung: die betriebliche Effizienz professioneller Stanzlinienanpassungen. Anmerkung: Die genauen Zeiteinsparungen hängen von der Komplexität und dem Umfang der Verpackung ab. ↩
„Was ist eine Stanzlinie in der Verpackung? Leitfaden, Spezifikationen & Vorlagen“, https://brillpack.com/what-is-dieline-in-printing-packaging/. [Technische Handbücher für Strukturverpackungen beschreiben detailliert die mathematischen Formeln zur Anpassung von Stanzlinien anhand der Materialstärke, um eine optimale Passform zu gewährleisten und Materialspannungen zu vermeiden.] Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch; Unterstützung: Verwendung von Materialdickenberechnungen zur Vermeidung von Strukturversagen. Anwendungsbereich: Insbesondere relevant für Wellpappe und dickere Kartonagen. ↩
„Schätzung der Druckfestigkeit von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Industrienormen für die Druckfestigkeitsprüfung von Kartons (BCT) erläutern, dass Rohmaterialkennwerte reale Variablen wie Luftfeuchtigkeit oder Stapelfehler nicht berücksichtigen]. Nachweisfunktion: Technische Qualifikation; Quellentyp: Industrienorm. Unterstützt: Die Annahme, dass Rohdaten zu falschen Einschätzungen der Schutzwirkung führen können. Anwendungsbereich: Gilt für die Prüfung von Wellpappe. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Technische Veröffentlichungen zu Wellpappe quantifizieren den Anteil der Drucklast, der von den Eckwänden getragen wird]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Ingenieurstudie. Belegt: Die Behauptung, dass die Ecken den größten Teil der Druckfestigkeit von Wellpappenkartons ausmachen. Anmerkung: Die prozentualen Anteile können je nach Kartonqualität variieren. ↩
„Vorhersagemodellierung des Einflusses von Palettenüberstand auf die Druckfestigkeit von Kartons“, https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [Handbücher für Verpackung und Logistik zeigen, dass Palettenüberstand die kritische vertikale Stütze verringert und dadurch zu strukturellen Verformungen führt]. Nachweisfunktion: Kausalzusammenhang; Quellentyp: Technisches Handbuch. Belege: Physikalische Auswirkung des Überstands auf die Kartonstabilität. Anmerkung: Der Effekt verstärkt sich mit zunehmender Stapelhöhe. ↩
[DOC] Eingereichte Version (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. Eine ingenieurtechnische Studie zu Wellpappenverpackungen quantifiziert, wie die vertikale Ausrichtung die Festigkeit gestapelter Behälter im Box Compression Test (BCT) erhält. Nachweisfunktion: quantitative Verifizierung; Quellentyp: technische Studie. Unterstützt: die Wirksamkeit der vertikalen Ausrichtung. Anmerkung: Die Festigkeitserhaltung kann je nach Materialgüte variieren. ↩
„Wie man Palettenüberstand in der Tierfutterproduktion verhindert“, https://www.bwflexiblesystems.com/our-company/blog/post/2025/11/13/how-to-prevent-pallet-overhang-in-animal-feed-operations. Logistik- und Palettierungsnormen legen den maximal zulässigen Überstand fest, um strukturelle Schäden während des Transports zu vermeiden. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchennorm. Unterstützt: Die Verwendung von Toleranzreduzierungen zur Minimierung von Transportschäden. Hinweis: Die Spezifikationen können zwischen GMA- und Euro-Palettennormen variieren. ↩
„Was ist der Unterschied zwischen Sonderfarben (PMS) und CMYK für …?“, https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging. [Professionelle Druckvorstufenhandbücher dokumentieren den häufigen Fehler in der Branche, Prozess-CMYK-Farben für Schnitt- und Falzlinien zu verwenden. Dies führt dazu, dass die Maschinen die Stanzform als druckbare Grafik und nicht als Werkzeuganweisung behandeln.] Beleg: Branchenbeobachtung; Quellentyp: Fachhandbuch für Druckereien. Beleg: Die Verbreitung falscher Methoden zur Stanzformübermittlung. Anwendungsbereich: Betrifft insbesondere automatisierte Produktionsabläufe für Verpackungen. ↩
„Sonderfarben vs. Prozessfarben“, https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. [Autoritative Druckhandbücher erklären, dass RIP-Software CMYK/Prozessschwarz als Bilddaten behandelt, während spezifische Sonderfarbenbezeichnungen als Vektor-Werkzeugwege für Schneidemaschinen interpretiert werden]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Unterstützt: Die Unterscheidung zwischen Druck- und Schneidebefehlen. Anwendungsbereich: Gilt für automatisierte Schneidetische. ↩
„Grafische Richtlinien – DeLine Box und Display“, https://www.delinebox.com/graphic-guidelines/. [Standardmäßige Richtlinien für die Druckvorstufe verwenden häufig spezifische, kontrastreiche Sonderfarben, um Schneid- und Faltwege für CNC-Maschinen zu unterscheiden]. Nachweisfunktion: Branchenpraxis; Quellentyp: Druckvorstufenstandard. Unterstützt: die Verwendung spezifischer Farben zur Werkzeugkennzeichnung. Anmerkung: Die Farbzuordnung kann von einzelnen Druckereien individuell angepasst werden. ↩
„CMYK vs. Sonderfarben: Welches Verfahren ist das beste?“, https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Industriestandards für die Druckvorstufe bestätigen, dass digitale Schneideplotter Stanzlinien anhand spezifischer Sonderfarbennamen und nicht anhand von CMYK-Werten identifizieren, um das Schneidmesser auszulösen.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Die Anforderung an Sonderfarben bei der Stanzlinienerstellung. Anwendungsbereich: Gilt speziell für automatisierte Schneidesysteme.] ↩
„Was ist eine Stanzlinie im Druck- und Verpackungswesen? – GlobalVision“, https://www.globalvision.co/blog/what-is-a-dieline-in-printing-and-packaging. [Technische Leitfäden für Vektordesign legen fest, dass die Trennung von Stanzlinien auf separaten Ebenen versehentliche Änderungen an der Grafik verhindert und eine korrekte RIP-Verarbeitung gewährleistet.] Nachweisfunktion: Technische Best Practice; Quellentyp: Designhandbuch. Unterstützt: die Notwendigkeit der strukturellen Trennung. Anmerkung zum Anwendungsbereich: bezieht sich auf vektorbasierte Druckvorstufenprozesse.] ↩
„Cricut Druck- und Schneidekalibrierungsleitfaden für perfekte Ergebnisse | TikTok“, https://www.tiktok.com/@dinosaurmamasvg/video/7356606471313984814. [Die Softwaredokumentation für Raster Image Processors (RIP) erklärt den Kalibrierungsprozess, der erforderlich ist, um festgelegte Sonderfarben Schneidebefehlen anstatt Druckbefehlen zuzuordnen.] Nachweisfunktion: Prozessverifizierung; Quellentyp: Softwaredokumentation. Unterstützt: die Rolle des RIP bei der Vermeidung von Fehldrucken. Anmerkung zum Umfang: Fokus auf die Ausgabephase des Druckvorgangs.] ↩
„Vorbereitung einer randabfallenden Visitenkarte für den Druck – PrintPlace“, https://www.printplace.com/articles/prepare-artwork-for-full-bleed-business-cards?srsltid=AfmBOoqO4gGIF15-yMdnBXcBI_cxLnMYyjelBme-mUtJA9JXS1yjRCYe. [Ein maßgeblicher Leitfaden oder ein Handbuch der Druckindustrie bestätigt, dass 0,125 Zoll der übliche Beschnittstandard für kleinformatige kommerzielle Druckaufträge ist.] Nachweisfunktion: Faktenprüfung; Quellentyp: Branchenstandardhandbuch. Unterstützt: Grundlegende Kennzahlen für den kommerziellen Beschnitt. Anwendungsbereich: Gilt für kleinformatige Drucke, nicht für großformatige Verpackungen. ↩
„Understanding Litho Laminated Packaging“, https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. [Technische Handbücher für die Wellpappenherstellung beschreiben detailliert die Verwendung von PVA-Klebstoffen im Litho-Laminierungsverfahren zum Verkleben bedruckter Bogen mit der Wellenform]. Nachweisfunktion: technische Definition; Quellentyp: Fertigungshandbuch. Unterstützung: die chemischen und mechanischen Grundlagen des Montageprozesses. Anwendungsbereich: spezifisch für Nassleimlaminierung. ↩
„Litholaminierung vs. Digitaldruck: Ein Leitfaden für industrielle Einkäufer …“, https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Industriestandards für die Hochgeschwindigkeitsmontage von Verpackungen schreiben erweiterte Beschnittzugaben vor, um Verschiebungen des Substrats während der Laminierung auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Druckvorstufenstandard. Begründung: Die Notwendigkeit des 12,7-mm-Randes (0,5 Zoll) zur Vermeidung von Gratbildung. Anwendungsbereich: Fokus auf automatisierte Hochgeschwindigkeitsumgebungen. ↩
„Stanzformen für Etiketten – Abmessungen, Größen & Vorlage – BoxesGen“, https://boxesgen.com/dieline-of-labels-dimensions-sizes-template/?srsltid=AfmBOop9xgWxRMioM4YvMuREvBVzj_w9m7JTX5RogFJ_z1xNz6VRJaan. Ein technischer Druckleitfaden für großformatige POS-Displays bestätigt den 12,7 mm (0,5 Zoll) Rand als notwendig, um ein Durchscheinen des Substrats zu vermeiden. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützung: Empfohlener Mindestbeschnitt für die industrielle Fertigung. Anwendungsbereich: Speziell für Displays aus Wellpappe oder dickem Substrat. ↩
„Druckpassgenauigkeit: Ursachen, Toleranzen & Korrekturen in der Druckvorstufe“, https://www.ketegroup.com/printing-registration/. Die Fertigungsstandards für die Lithografie-Laminierung beschreiben detailliert die mathematischen Berechnungen, die erforderlich sind, um Passerabweichungen während des Klebeprozesses zu berücksichtigen. Nachweisfunktion: Prozessverifizierung; Quellentyp: Fertigungsspezifikation. Unterstützt: die Anwendung von Toleranzberechnungen in der Laminierung. Anwendungsbereich: Gilt für die Schnittstelle von Lithografie und Laminierung. ↩



