
Die Markteinführung eines neuen Konsumgüterprodukts ist stressig. Man verbringt Monate damit, die Rezeptur zu perfektionieren, nur um dann mitansehen zu müssen, wie billige, minderwertige Kartonverpackungen die Sichtbarkeit im Einzelhandel und die Verkaufszahlen am Stand zunichtemachen.
Für ein wirkungsvolles Display ist es unerlässlich, die visuelle Markenbotschaft mit strengen bautechnischen Standards in Einklang zu bringen. Dazu gehören die Auswahl des passenden Wellpappenprofils, die Berechnung der dynamischen Palettenlastgrenzen, der Einsatz gut sichtbarer Spotdrucke und die Einhaltung strikter Feuchtigkeitstoleranzen, um eine einwandfreie Funktion in stark frequentierten Einzelhandelsumgebungen zu gewährleisten.
Doch die Definition aus dem Lehrbuch allein nützt Ihnen nichts, wenn die Paletten tatsächlich an der Laderampe ankommen. Ich zeige Ihnen, wie Sie Einheiten so gestalten, dass sie den Gang optimal ausnutzen.
Wie gestaltet man eine wirkungsvolle Präsentation?
Echte Effektivität besteht nicht nur aus auffälligen Grafiken; es geht darum, die brutale Reise vom Schiffscontainer bis zum Clubs , ohne zu zerknittertem Ziehharmonikapapier zu werden.
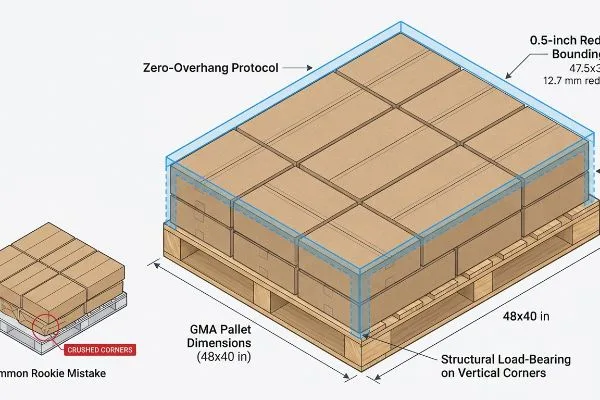
Für eine effektive Warenpräsentation sind strenge Richtlinien für die Begrenzungsboxen ohne Überstand erforderlich. Diese technische Vorgabe reduziert die Grundfläche des Umkartons um exakt 12,7 mm (0,5 Zoll) innerhalb der Standardabmessungen von GMA-Paletten. Dadurch wird sichergestellt, dass die vertikalen Ecken die strukturelle Last tragen und massive Transportschäden durch Druckstellen vollständig vermieden werden.
Man kann die schönsten Grafiken der Welt haben, aber wenn die strukturellen Eckpunkte versagen, ist die gesamte Kampagne von vornherein zum Scheitern verurteilt.
Die verborgene Geometrie von Lastpaletten
Viele Einkaufsteams glauben fälschlicherweise, dass die maximale Ausnutzung der Abmessungen eines Umkartons, um mehr Einheiten unterzubringen, automatisch zu einer höheren Versandeffizienz führt. Sie genehmigen übergroße Kartons ausschließlich auf Grundlage der Festigkeitswerte des Rohmaterials¹ , in der Annahme, dass die verstärkten Wellen die darin enthaltenen Konsumgüter während des Transports zu anspruchsvollen US-Einzelhändlern wie Walmart oder Costco schützen
Die typische Anfängerfalle besteht darin, die physikalischen Gesetze des Palettenstapelns zu ignorieren. Ich sehe es ständig: Ein Kunde schiebt einen Versandkarton nur wenige Millimeter über die Holzkante der GMA-Palette (Grocery Manufacturers Association) hinaus, um eine weitere Reihe unterzubringen. Doch wenn diese Ecke über den Rand hinausragt, trägt sie keine Last²,wodurch sich das gesamte Gewicht auf die schwachen Mittelplatten verlagert. Die Folge ist ein lautes, unangenehmes Knirschen, wenn die Kartonage nachgibt und die unterste Ebene sich sichtbar nach außen wölbt. Um dies zu vermeiden, wende ich in der CAD-Konstruktion (Computer-Aided Design) stets die strikte Regel an, dass die Kartonagen nicht überstehen dürfen. Dadurch wird die Grundfläche künstlich verkleinert, sodass jede Ecke der Palette optimal gestützt wird. Diese einfache mathematische Anpassung bewahrt meine Kunden vor hohen logistischen Kosten und verhindert wochenlanges, frustrierendes manuelles Umpacken.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Über den Rand der Holzpalette hinausragend | 0,5-Zoll (12,7 mm) CAD-Begrenzungsbox-Reduzierung3 | Entfernt beschädigte Kartons der untersten Ebene |
| auf die Festigkeit von flachem Material angewiesen | Alle 4 vertikalen Ecken exakt über dem Holz ausrichten4 | Verhindert massive Rückbuchungen von Einzelhändlern |
| Schätzung der Grenzen des Versandvolumens | Verankerung von Konstruktionen gemäß den Standards 48×40 Zoll (121,9×101,6 cm)5 | Beschleunigt die Warenannahme im Lager |
Ich lasse nie zu, dass der Wunsch eines Kunden nach ein paar Zentimetern mehr die gesamte Containerlieferung ruiniert. Durch das leichte Verkleinern des Kartons wird sichergestellt, dass Ihre Displays auch tatsächlich bis zum Verkaufsraum durchkommen.
🛠️ Harveys Schreibtisch: Beugen sich Ihre Umkartons während des Seetransports heimlich unter ihrem eigenen Gewicht? 👉 Kostenlose Stücklistenprüfung anfordern ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Welche 5 Schritte sind nötig, um ein Display zu erstellen?
Der Aufbau einer Merchandising-Einheit ist ein streng sequenzieller Prozess. Das Überspringen einer einzigen Vorproduktionsphase führt zu massiven Fehlkonfigurationen in der Fertigung.
Die fünf Schritte zur Erstellung eines Displays umfassen die Festlegung von Struktur-Stanzvorlagen, die Genehmigung von parametrischen 3D-Renderings, das Testen von weißen Prototypen auf Tragfähigkeit, die Finalisierung der hochauflösenden Druckvorstufen-Farbabstimmung und die Durchführung des automatisierten CNC-Stanzens, um eine einwandfreie Massenproduktion bei der Markteinführung von Premiummarken im Einzelhandel zu gewährleisten.
So einfach dieser Arbeitsablauf auf dem Papier auch klingen mag, genau beim ersten Schritt scheitern die meisten Produkteinführungen komplett.
Warum die Stanzvorlage den gesamten Zeitablauf steuert
Ein gängiges Vorgehen für aufstrebende Marken besteht darin, dass ihr Grafikdesign-Team zunächst die visuellen Elemente entwirft. Dabei werden willkürliche Leinwandgrößen verwendet, die sich daran orientieren, was auf dem Bildschirm gut aussieht. Sobald die Entwürfe freigegeben sind, senden sie diese flachen Grafiken an eine Fabrik und erwarten, dass der Statiker wie von Zauberhand eine dreidimensionale Pappkonstruktion um die bereits vorhandenen Bilder herum biegt.
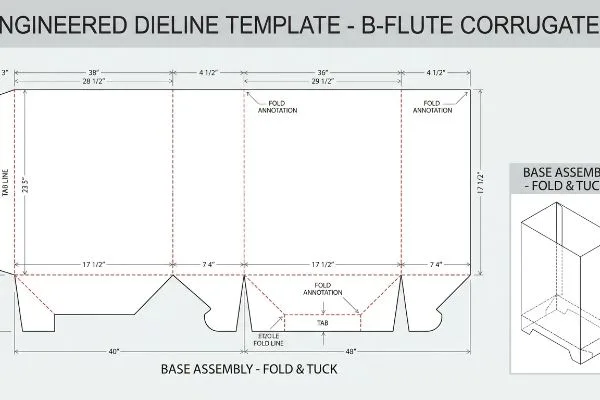
Käufer fragen mich oft, warum ihre Grafiken komplett neu gezeichnet werden müssen. Ich erkläre ihnen dann, dass nicht die Grafik, sondern die Physik die Struktur vorgibt. Wenn Sie mit dem Kolorieren beginnen, bevor ich Ihnen den Konstruktionsplan gegeben habe, ist das, als würden Sie ein Haus streichen, das noch gar nicht steht. Ich erinnere mich an einen Verkäufer, der verzweifelt versuchte, einen Bodenbehälter zusammenzubauen , weil der Grafiker ineinandergreifende Laschen gezeichnet hatte, die völlig unverhältnismäßig zur Dicke des Kartons waren. Das Ergebnis: eingerissene Kanten und ein Haufen klebriges, unansehnliches Klebeband, nur um den Boden zusammenzuhalten. Um das zu vermeiden, muss der erste Schritt immer darin bestehen, eine standardisierte Stanzvorlage im PDF-Format zu erstellen, bevor auch nur ein Tropfen Farbe aufgetragen wird. Dadurch werden die exakten Falttoleranzen festgelegt und Sie sparen sich die doppelten Kosten für spätere Grafik-Neugestaltungen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Kunstgestaltung vor der Baugenehmigung | Ausgehend von einer vorgefertigten PDF-Stanzform9 | Gewährleistet einwandfreies Verriegeln der Laschen |
| Schätzung der Faltdicke | Verwendung parametrischer Biegezugabe-Software10 | Verhindert Einreißen beim Zusammenbau |
| Einreichen webbasierter Rasterdateien | Verwendung geeigneter Vektor-Spotfarbenstriche11 | Hält gedruckte Grafiken perfekt ausgerichtet |
Ich bestehe darauf, dass jeder Kunde mit meinen speziell entwickelten Schablonen beginnt. Dadurch wird das Kreativteam gezwungen, die physikalischen Grenzen von Rohwellpappe zu beachten und Ihren Zeitplan einzuhalten.
🛠️ Harveys Schreibtisch: Erstellen Ihre Grafikdesigner derzeit Grafiken ohne eine festgelegte Struktur? 👉 Laden Sie meine Standard-Schneidevorlagen herunter ↗ – Sicherer Download. Bei Fragen können Sie mich gerne kontaktieren.
Wie gestaltet man herausragende Produktpräsentationen?
Um in einem überfüllten Regalgang die Aufmerksamkeit der Verbraucher zu gewinnen, bedarf es starker visueller Reize. Doch was auf einem hintergrundbeleuchteten Monitor brillant wirkt, versagt oft auf unbehandeltem Papier.
Für herausragende Produktpräsentationen ist es notwendig, die optische CMYK-Punktmischung durch präzise Pantone-Sonderfarben zu ersetzen. Dieses spezielle Druckverfahren eliminiert die Rasterung auf porösem Wellpappenpapier vollständig, maximiert die kontrastreiche Markenpräsenz und gewährleistet, dass die Farben auch unter grellem Neonlicht im Einzelhandel brillant bleiben.

Um diesen hochwertigen visuellen Effekt zu erzielen, ist es notwendig, die chemische Beziehung zwischen nasser Druckfarbe und trockenem Karton zu verstehen.
Halbton-Schlammfalle auf Wellpappe
Marketingteams exportieren ihre Firmenlogos häufig in Standard-CMYK-Druckformate (Cyan, Magenta, Gelb, Schwarz) und gehen davon aus, dass die Druckerei ihre digitalen Markenrichtlinien nahtlos umsetzen wird. Sie verlassen sich dabei auf die Annahme, dass gängige Druckverfahren für den kommerziellen Druck auf einer stabilen Versandverpackung genauso funktionieren wie auf einem Hochglanzmagazin-Cover.
Stellen Sie sich den Druck von Standard-CMYK auf braunem Karton so vor, als würden Sie versuchen, ein Aquarellgemälde auf einem trockenen Papiertuch zu malen. Die Farben verlaufen und verschmieren. Selbst erfahrene Designer übersehen diesen blinden Fleck oft und gehen davon aus, dass die Druckmaschine nur „kalibriert“ werden muss. Ich habe Testbögen gedruckt, bei denen die winzigen, sich überlappenden Rasterpunkte so ungleichmäßig in die Rohstruktur desKartons , dass das leuchtend rote Logo der Marke unter den Fabrikleuchten wie ein körniger, verwaschener rosa Fleck aussah. Die Faustregel ist einfach: Verwenden Sie niemals Prozesspunkte für Ihr Hauptlogo. Ich empfehle immer ein Vollfarbverfahrenmiteinem einzigen, dichten PMS-Pigment (Pantone Matching System), das sich vollständig auf dem Bedruckstoff verteilt. So stellen Sie sicher, dass Ihre Marke aus sechs Metern Entfernung (20 Fuß) die visuelle Reizüberflutung durchdringt und die Impulskaufrate deutlich erhöht.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK für primäre Markenlogos | Vorschreibende strikte PMS-Sonderfarbenflutung15 | Bietet scharfe Sicht aus 20 Fuß Entfernung |
| Die Absorptionsraten der Papierfasern werden vernachlässigt | Verwendung von hochpigmentierten Tinten16 | Verhindert das Ausbleichen von Markenfarben |
| auf bildschirmbasierte Farbabzüge angewiesen | Physikalische Spektrophotometer-Scans17 | Gewährleistet Einheitlichkeit in allen Regalgängen |
Ich weigere mich, den Launch einer Premiummarke aufgrund verwaschener Rasterpunkte billig wirken zu lassen. Die Verwendung von Sonderfarben ist der einfachste Weg, absolute visuelle Dominanz zu garantieren.
🛠️ Harvey's Desk: Befürchten Sie, dass Ihre Markenfarbe auf einer rauen Wellpappenoberfläche verblasst und körnig wirkt? 👉 Fordern Sie eine kostenlose Farbvorabprüfung an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Einfach nur echter Mehrwert.
Was ist der Schlüssel zu einer optisch ansprechenden Warenauslage?
Bei der Aufrechterhaltung der visuellen Attraktivität geht es nicht nur um Farbgenauigkeit; es geht darum, die zugrunde liegende mechanische Struktur zu verbergen, sodass der Verbraucher nur eine nahtlose, hochwertige Marketingbotschaft wahrnimmt.
Der Schlüssel zu einer optisch ansprechenden Warenpräsentation liegt in der strikten Einhaltung eines Beschnittzugabe von 12,7 mm (0,5 Zoll) im Druckvorstufenverfahren. Diese großzügige Beschnittzugabe dient als Schutz gegen mechanische Verschiebungen beim Litholaminieren und gewährleistet, dass die Druckgrafik alle freiliegenden Kanten makellos umschließt.
Wenn Sie nicht berücksichtigen, wie die Maschinen die Teile physisch zusammensetzen, werden die rohen, braunen Kanten Ihres wunderschönen Kunstwerks buchstäblich sichtbar.
Litho-Shift meistern für ein nahtloses Finish
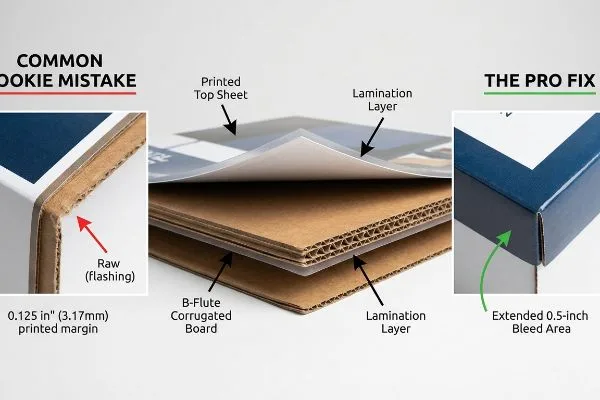
Standardmäßige Grafikdesigner verwenden in der Regel einen Beschnitt von 3,17 mm (0,125 Zoll)für alle ihre digitalen Dateien. Dies ist für flache Visitenkarten oder dünne Faltschachteln völlig ausreichend. Sie gehen davon aus, dass dieser Standardrand generell ausreicht, um kleinere Schnittabweichungen bei allen Arten von Einzelhandelsverpackungen im US-amerikanischen Einzelhandel abzudecken.
Die versteckte Falle dabei ist, dass die Litho-Laminierung – das Aufkleben eines bedruckten Deckblatts auf dicke B-Welle – mit schweren Maschinen arbeitet, die sich naturgemäß verschieben. Schon 3 Millimeter zusätzlicher Druckbildrand reichen aus, um diese Sicherheitsgrenze beim automatisierten Montageprozess zu überschreiten. Ich habe schon in Geschäften hochwertige Kosmetikdisplays , die unter diesem „Überstand“ litten: Unschöne Streifen des rohen, braunen Kartons schimmerten durch die gefalteten Ecken, weil das Druckbild nicht weit genug gedehnt war. Meine Checkliste für solche Fälle: Druckvorstufendateien werden sofort abgelehnt, wenn sie nicht mindestens 12,7 mm (0,5 Zoll) Beschnittzugabe über die Stanzlinien hinaus aufweisen. Durch die Dehnung des Druckbilds garantiere ich, dass sich die Platte beim 90-Grad-Falten perfekt umschlägt und so eine makellose, ansprechende Optik erhält, die Ihre Markenwerte schützt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung eines standardmäßigen 3-mm-Druckbeschnitts | Einhaltung eines Sicherheitsabstands von 0,5 Zoll (12,7 mm)19 | Verdeckt unschöne braune Kartonkanten |
| Mechanische Laminierungsverschiebung vernachlässigen 20 | Hinzufügen von strukturellen, umlaufenden Grafiken | Sorgt für ein hochwertiges, nahtloses Erscheinungsbild |
| Unter der Annahme, dass automatische Schneidgeräte niemals abdriften21 | Hintergrundmuster nach außen erweitern | Beseitigt unschöne weiße Blinklinien |
Diesen Fehler im Millimeterbereich entdecke ich fast bei jeder neuen Kundendatei. Die Erweiterung des Anschnitts ist die beste Garantie für eine makellose visuelle Präsentation.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob der Hintergrund Ihrer Grafik beim Laminieren ausreichend reißfest ist? 👉 Lassen Sie Ihre Beschnittzugabe prüfen ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Was macht eine Präsentation ansprechend?
Attraktivität beruht auf absoluter struktureller Symmetrie. Ein Gerät, das schief steht, sich wölbt oder durchbiegt, löst sofort unbewusstes Misstrauen beim Verbraucher aus, egal wie ansprechend die Grafik auch sein mag.
Für ein ansprechendes Display ist die präzise Kontrolle der Feuchtigkeit des PVA-Klebstoffs während der Litholaminierung unerlässlich. Durch die Anwendung exakter Aushärtungsprotokolle und die Spezifizierung ausgewogener Duplexkartonstrukturen verhindern Ingenieure, dass das Rohmaterial Wasser aufnimmt und sich stark verzieht. So wird sichergestellt, dass alle Strukturplatten absolut plan und symmetrisch bleiben.

Einen Prototypen in einem klimatisierten Designbüro perfekt zum Stehen zu bringen, ist einfach, aber die harte Realität sieht anders aus, wenn man 500 Stück davon in feuchte Vertriebszentren verschickt.
Warum sich Standardlaminate in der Fabrik
Käufer gehen oft davon aus, dass das Aufbringen eines hochwertigen lithografischen Deckblatts auf eine starre Wellpappe dauerhaft eine perfekt ebene, ansprechende Seitenwand ergibt. Sie konzentrieren sich ausschließlich auf die Druckauflösung und ignorieren dabei völlig die flüchtige chemische Reaktion, die zwischen den nassen Klebstoffen 22 und den darunter liegenden porösen Papierfasern stattfindet
In meiner Produktionsstätte beobachte ich regelmäßig die verheerenden Auswirkungen unkontrollierter Feuchtigkeitsspannung. Beim Auftragen von wasserbasiertem PVA-Klebstoff (Polyvinylacetat) auf eine massive 152,4 cm (60 Zoll) große Seitenwand saugt die 32ECT-Testfolie (Kantenstauchtest) die Flüssigkeit sofort auf. Während der Klebstoff in der Raumluft aushärtet und schrumpft, entsteht eine enorme Oberflächenspannung. Ohne Gegenmaßnahmen habe ich beobachtet, wie sich diese riesigen Platten um bis zu 35,5 mm (1,4 Zoll) nach innen wölben und eher einem verzogenen Kartoffelchip als einer stabilen Ladenwand ähneln. Um dies zu verhindern, setze ich ein strenges Aushärtungsgewicht-Protokoll ein. Dabei werden die nassen Platten 24 Stunden lang unter präzise berechneten Pressen fixiert, um eine mathematisch exakte Aushärtung zu erzwingen. Zusätzlich passe ich die CAD-Geometrie an und füge eine dünne Rückseitenfolie hinzu, um der Spannung entgegenzuwirken. Durch die Einhaltung dieser 24-stündigen Stabilisierungsphase stelle ich sicher, dass sich die Montagezeit beim Co-Packing um mindestens 20 Sekunden pro Einheit verkürzt, wodurch die Kunden erhebliche Einsparungen bei den manuellen Arbeitskosten erzielen und gleichzeitig eine optisch makellose, perfekt gerade Einzelhandelskampagne realisiert wird.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Die Schrumpfung von wasserbasiertem PVA wird außer Acht gelassen23 | 24-Stunden-Totgewichtsaushärtungsprotokoll | Sorgt dafür, dass die Regalböden perfekt waagerecht stehen |
| Verwendung einseitiger Laminierung auf großen Wänden24 | Spezifizierung von symmetrischen Duplex-Rückwänden25 | Verhindert das Nach innen wölben große Paneele |
| Die Produktion wird direkt zum Stanzen beschleunigt | Chemische Feuchtigkeit verdunsten lassen | Verhindert Reibung beim Mitverpacken |
Ich verlasse mich auf kontrollierte Chemie, nicht auf Glück, um große Strukturen perfekt gerade zu halten. Die Überwindung der Oberflächenspannung des Klebstoffs ist unerlässlich, wenn man im Geschäft eine attraktive und hochwertige Präsenz erzielen möchte.
🛠️ Harveys Schreibtisch: Wissen Sie, wie Ihr aktueller Lieferant die Feuchtigkeitsspannung des Klebstoffs auf großen Strukturplatten handhabt? 👉 Schicken Sie mir Ihre Stanzdatei ↗ — Ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können einen Lieferanten allein aufgrund niedriger Stückkosten auswählen. Doch wenn unkontrollierte Feuchtigkeit im PVA-Klebstoff in einem feuchten Lager zu starkem Verzug einer 152 cm langen Seitenwand führt, verlangsamt die daraus resultierende Verformung Ihre Produktionslinie um schätzungsweise 30 % und führt zu sofortigen Reklamationen seitens der Händler. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der frühen Phase zu vermeiden. Hören Sie auf, mechanische Toleranzen zu schätzen, und lassen Sie mich Ihre Strukturdateien persönlich im Rahmen meines kostenlosen Stanzform-Pre-Flight-Audits prüfen, um kritische Laminierungs- und Überhangfehler zu erkennen, bevor sie in die Produktion gelangen.
„Vorhersage des Einflusses von Palettenüberstand auf die Kartonkompression …“, https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. Technische Verpackungsstandards erklären, dass Materialfestigkeitskennwerte wie der Kantenstauchtest (ECT) zwar die Rohmaterialkapazität messen, aber den durch Palettenüberstand verursachten katastrophalen Verlust der strukturellen Integrität nicht berücksichtigen. ↩
[PDF] Untersuchung der Auswirkungen von Wellpappkartons auf die Lastverteilung, https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Verpackungstechnische Normen quantifizieren den signifikanten Verlust der vertikalen Druckfestigkeit, der auftritt, wenn Wellpappkartons über die Palettenkanten hinausragen, und bestätigen, dass ungestützte Ecken keine Last tragen können]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Verpackungsindustrienorm. Stützen: Strukturelles Versagen aufgrund von Palettenüberstand. Anmerkung zum Anwendungsbereich: Betrifft speziell Versandbehälter aus Wellpappe. ↩
„Einfacher Aufbau – Individuelle Palettendisplays für den Einzelhandel“, https://blingblingpackaging.com/pop-displays/pallet-displays/. Technische Designstandards für Verkaufsdisplays erfordern üblicherweise eine geringfügige Reduzierung der Abmessungen, um Fertigungstoleranzen zu berücksichtigen und Überstände zu vermeiden. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technische Richtlinie. Unterstützt: Verhinderung des Zerdrückens der Kartons in der unteren Ebene. Anwendungsbereich: Gilt für Versanddisplays aus Wellpappe. ↩
„Palettendisplays: Best Practices für die Produktpositionierung | TPH Global“, https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/positioning-products-on-pallet-displays/. Die strukturelle Integrität von Wellpappenverpackungen beruht darauf, vertikale Druckkräfte über die stabilsten Auflagepunkte der Palette zu leiten. Nachweisfunktion: Strukturprinzip; Quellentyp: Verpackungshandbuch. Nutzen: Vermeidung von Strukturversagen und Rückbelastungen durch den Einzelhandel. Anwendungsbereich: speziell für tragende Kartondisplays. ↩
„Standardpalettengrößen | Mit Tabelle – Kamps Pallets“, https://www.kampspallets.com/standard-pallet-sizes-with-chart/. Die Standardpalettengröße der Grocery Manufacturers Association (GMA) ist der wichtigste Logistik-Benchmark für den Wareneingang im nordamerikanischen Einzelhandel und in Lagerhäusern. Nachweisfunktion: Branchenstandard; Quellentyp: Logistikvorschrift. Unterstützt: Effizienz der Wareneingangsrampen. Anwendungsbereich: Hauptsächlich auf den nordamerikanischen Markt ausgerichtet. ↩
„Leitfaden zur Verpackungsdesignvorbereitung: Grafikdateien, Stanzlinien & Beschnittzugabe“, https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Professionelle Handbücher zur Verpackungsproduktion beschreiben detailliert die systematischen Fehler, die auftreten, wenn Grafikelemente vor der Erstellung der strukturellen Stanzlinie erstellt werden]. Belegfunktion: Hintergrundinformationen; Quellentyp: Branchenhandbuch. Belegt: die Behauptung, dass das Überspringen der Stanzlinienphase zu Produktionsfehlern führt. Anwendungsbereich: Gilt für die Herstellung von Verkaufsdisplays und POS-Materialien. ↩
„Verpackungsstanzlinien – Ein umfassender Leitfaden“, https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqspRtQh2tlF1kPeZLZeAsVAndgoPBZlpwAeMZZOS9Aj2mEb5sg. [Ein Branchenleitfaden oder ein Handbuch für Verpackungstechnik würde bestätigen, dass die Festlegung von Stanzlinien vor dem Grafikdesign strukturelle Fehler und kostspielige Nachbesserungen verhindert.] Nachweisfunktion: Prozessvalidierung; Quellentyp: Branchenhandbuch. Unterstützt: Workflow-Sequenzierung. Anwendungsbereich: Gilt für Wellpappen- und Kartondisplays. ↩
„Vollständiger Leitfaden zu Stanzformen in der kundenspezifischen Verpackungs- und Druckindustrie“, https://gentlever.com/dielines-for-custom-packaging-and-printing/. [Technische Spezifikationen zum Verpackungsdesign erläutern, wie Stanzformen die Materialstärke berücksichtigen, um präzises Falten und Montieren zu gewährleisten]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Ingenieurlehrbuch. Unterstützung: Strukturelle Integrität. Anwendungsbereich: Spezifisch für die physikalische Materialstärke. ↩
„Übersicht über Verpackungsstanzformen – Scribd“, https://www.scribd.com/document/830418794/Packaging-Dieline-Guide. [Eine maßgebliche Quelle im Bereich Verpackungstechnik erklärt, wie vorgefertigte Stanzformen die strukturelle Integrität und präzise Laschenverriegelung gewährleisten]. Nachweisfunktion: Technische Validierung; Quellentyp: Branchenhandbuch. Unterstützt: Strukturelle Genauigkeit. Anwendungsbereich: Speziell für Wellpappen-/Kartonverpackungen. ↩
„Blechbiegen – Methoden, Konstruktionstipps & K-Faktor – Fractory“, https://fractory.com/sheet-metal-bending/. [Fachliteratur zur Materialwissenschaft und Biegesoftware beschreibt detailliert, wie die Berechnung der Biegezugabe Materialversagen und -risse verhindert]. Nachweisfunktion: Technische Validierung; Quellentyp: Ingenieurlehrbuch. Unterstützt: Materialbeständigkeit. Anwendungsbereich: Gilt für dickwandige Substrate. ↩
„Raster vs. Vektor und wie man Rasterbilder konvertiert … – YouTube“, https://www.youtube.com/watch?v=iWXsxmBXUQ8. [Standards der Druckindustrie erklären, warum vektorbasierte Sonderfarben Passerverschiebungen verhindern und die Ausrichtung im Vergleich zu Rasterdateien beibehalten]. Nachweisfunktion: Technische Validierung; Quellentyp: Leitfaden für Druckstandards. Unterstützt: Druckqualität. Anwendungsbereich: Fokus auf großformatigen kommerziellen Druck. ↩
„Beschichtungen für Wellpappenverpackungen – Industrial Print Magazine“, https://industrialprintmagazine.com/coatings-for-corrugated-packaging-improving-adhesion-and-print-quality/. [Eine maßgebliche Quelle zu Drucksubstraten würde die Unterschiede in Tintenaufnahme und Punktzunahme zwischen poröser, unbeschichteter Wellpappe und gestrichenem Magazinpapier erklären]. Belegfunktion: technischer Vergleich; Quellentyp: Handbuch zur Druckproduktion. Stützt: die Annahme, dass die Druckergebnisse je nach Substrat variieren. Anmerkung zum Untersuchungsbereich: beschränkt auf die Wechselwirkung zwischen Tinte und Substrat. ↩
„[PDF] 1. Punktzuwachs ist die Vergrößerung der Rasterpunktgröße durch die Tintenaufnahme …“, https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Die technische Dokumentation zur Substratporosität erklärt, wie die Rohfasern von Wellpappe zu ungleichmäßiger Tintenaufnahme und übermäßigem Punktzuwachs im Prozessdruck führen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch der Druckindustrie. Belegt: Die Behauptung, dass Rastermuster auf unbeschichtetem Karton verlaufen. Anwendungsbereich: Gilt speziell für unbeschichtete, poröse Substrate. ↩
„PMS vs. CMYK für Verpackungen: Was ist besser? – PAX Solutions“, https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Industriestandards für Farbmanagement legen fest, dass Volltonfarben im Vergleich zu CMYK-Punktmischung eine höhere Deckkraft und Deckkraft auf porösen Materialien bieten]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Lehrbuch der Druckwissenschaft. Begründung: Die Überlegenheit von PMS-Volltonfarben für kontrastreiches Branding. Anwendungsbereich: Beschränkt auf die Verwendung vorgemischter Pigmentfarben. ↩
„CMYK vs. Sonderfarben: Welches Verfahren ist das beste? | Prime Line Packaging“, https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Autoritative Druckrichtlinien erklären, wie Pantone Matching System (PMS)-Sonderfarben im Vergleich zu CMYK-Prozessfarben eine höhere Farbsättigung und visuelle Konsistenz auf porösen Substraten bieten]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Standard der Druckindustrie. Befürwortet: Die Verwendung von Sonderfarben für eine hohe Markenpräsenz. Anwendungsbereich: Gilt speziell für Wellpappe und ungestrichene Materialien. ↩
„Der Einfluss von Farbstoffen auf den Schwermetallgehalt in recyceltem …“, https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. [Materialwissenschaftliche Forschung beschreibt, wie hochpigmentierte Druckfarben das Eindringen in das Substrat und das Absinken der Farbe auf Rohpapierfasern minimieren, um ein Ausbleichen der Farbe zu verhindern]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fachzeitschrift für Druckfarbenchemie. Anwendungsbereich: Verhinderung des Auswaschens von Farben auf saugfähigen Kartons. Anmerkung zum Anwendungsbereich: Speziell für stark absorbierende Substrate. ↩
„Farben, die zu bereits vorhandenen Farben passen. Dies ist ein tragbares …“, https://www.instagram.com/reel/DXYINMFColM/. [Farbmanagementstandards beschreiben detailliert, wie Spektralphotometer die absolute spektrale Reflexion messen, um Farbkonsistenz in der gesamten Produktion zu gewährleisten und die Variabilität von RGB-Bildschirmproofs zu überwinden]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Farbwissenschaftshandbuch. Unterstützt: Die Notwendigkeit physikalischer Messungen für eine konsistente Farbwiedergabe im Einzelhandel. Anmerkung zum Anwendungsbereich: Fokus auf die Delta-E-Abweichung. ↩
„Wie bestimme ich den benötigten Beschnitt?“, https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [In der Druckindustrie gelten üblicherweise 0,125 Zoll als Standardbeschnitt für Standardmaterialien wie Visitenkarten und Broschüren. Belegfunktion: Branchenstandard; Quellentyp: Technische Druckspezifikation. Beleg: Die Aussage, dass dies der von Designern verwendete Standardrand ist. Anwendungsbereich: Gilt hauptsächlich für flache oder dünne Substrate.] ↩
„Randbeschnittdesign: So gestalten Sie randbeschnittene Drucke richtig“, https://www.printivity.com/insights/full-bleed-design-how-to-properly-design-bleeds. Branchenübliche Druckproduktionsstandards legen die erforderliche Randbreite fest, um Abweichungen beim Falten und Schneiden von Kartonmaterialien auszugleichen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch der Druckindustrie. Unterstützung: Erforderliche Ränder für die Kantenabdeckung. Anwendungsbereich: Speziell für großformatige Wellpappe. ↩
„Die Rolle der Laminierung im flexiblen Verpackungsfolienprozess“, https://www.packagingstrategies.com/articles/98661-the-role-of-laminating-in-the-flexible-packaging-film-process. Technische Fertigungsrichtlinien erläutern das Phänomen, dass sich bedruckte Substrate während des Aufbringens von Laminierfolien verschieben und dadurch Fehlausrichtungen entstehen. Nachweisfunktion: konzeptionelle Definition; Quellentyp: Fertigungsrichtlinie. Beleg: Ursache für Fehler bei nahtlosen Oberflächen. Anwendungsbereich: gilt sowohl für thermische als auch für druckempfindliche Laminierung. ↩
„Schnitttoleranzen für den Druck | Support – Smartpress“, https://smartpress.com/support/printing-basics/cutting-tolerance-for-print?srsltid=AfmBOoqdJMNRdLMYzUJigPJPySThj3sIH4jNDQKQFB9Cwj3fm-Szwtnd. Die technischen Spezifikationen für automatisierte Stanzmaschinen dokumentieren die systembedingten Toleranzen und das Potenzial für mechanische Abweichungen während des Stanzprozesses. Nachweisfunktion: Faktenprüfung; Quellentyp: Technisches Whitepaper. Begründung: Notwendigkeit der Erweiterung von Hintergrundmustern. Anmerkung: Die Abweichung variiert je nach Maschinenpräzision und Substratstabilität. ↩
„[PDF] Klebstoffe mit Holzwerkstoffen – Bindungsbildung und Leistungsfähigkeit“, https://www.fpl.fs.usda.gov/documnts/fplgtr/fplgtr190/chapter_10.pdf. [Eine technische Quelle zu Verpackungsklebstoffen würde die hygroskopische Reaktion erklären, bei der Wasser aus dem Klebstoff ein ungleichmäßiges Quellen und Zusammenziehen der Zellulosefasern verursacht]. Belegfunktion: technische Erklärung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: den Mechanismus der Strukturverformung. Anwendungsbereich: beschränkt auf wasserbasierte Klebstoffsysteme wie PVA. ↩
„Wasserbasierter Klebstoff – Web Picture Frames“, https://www.webpictureframes.com/glossary/water-based-adhesive. [Technische Dokumentationen zu Klebstoffen bestätigen, dass wasserbasiertes Polyvinylacetat (PVA) beim Verdunsten von Feuchtigkeit schrumpft, wodurch Spannungen entstehen, die zu Verformungen des Untergrunds führen.] Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliches Handbuch. Unterstützt: Die Ursache für die strukturelle Instabilität von Displayeinheiten. Anwendungsbereich: Gilt speziell für wasserbasierte Klebstoffe. ↩
„DIY Einseitige Laminierung – YouTube“, https://www.youtube.com/watch?v=l4QgITDLDHI. [Maschinenbauliche Quellen erklären, dass asymmetrische Laminierung eine ungleichmäßige Oberflächenspannung erzeugt, wodurch sich das Substrat zur laminierten Seite hin wölbt.] Nachweisfunktion: Überprüfung physikalischer Gesetze; Quellentyp: Fertigungsspezifikation. Unterstützung: Erklärung der Wölbung bei großflächigen Displays. Anwendungsbereich: Fokus auf großformatige Substrate. ↩
„Duplexkarton vs. Faltschachtelkarton: Ein detaillierter Vergleich“, https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Industriestandards für die Druck- und Displayherstellung schreiben die Verwendung von spannungsausgleichenden Trägermaterialien vor, um die Planheit einer Platte zu gewährleisten]. Nachweisfunktion: Lösungsverifizierung; Quellentyp: Branchenübliche Best Practices. Unterstützt: Die Methode zur Vermeidung von struktureller Verformung. Anwendungsbereich: Standard für hochwertige Verkaufsdisplays. ↩



