
You invest heavily in product development, but when it hits the retail floor, it often goes unnoticed. The real challenge is converting passing foot traffic into actual physical sales.
The purpose of a POP display is to physically disrupt shopper navigation, elevate brand visibility, and trigger impulse purchases directly in the retail aisle. These structured merchandisers capture attention, organize product presentation, and bridge the final gap between brand marketing and immediate consumer conversion.

Understanding the theoretical function of these merchandisers is simple, but translating that marketing theory into a physical structure that survives a big-box store requires serious engineering. Let's look at how the math actually works on the floor.
What Are the Advantages of POP Displays?
Merchandising units do more than just hold inventory. They act as automated salespeople that actively pull shoppers out of their predictable aisle routines.
The primary advantages of POP displays include massive spatial disruption, increased product visibility, and isolated brand storytelling. Well-engineered units bypass standard shelf clutter, allowing brands to dominate high-traffic store intersections and consistently drive higher impulse conversion rates.

However, a physical structure only delivers these sales advantages if shoppers actually notice it in a crowded environment.
Capturing the 3-3-3 Engagement Spatial Advantage
Brand marketing teams often design their retail units specifically for up-close viewing on backlit computer monitors. They assume a beautiful graphic will naturally generate high sales simply because the artwork looks premium in the design file.
Even veteran designers often overlook this blind spot when translating screen graphics to a 50-inch (1270 mm) physical structure. I see this fail constantly when brands ignore the 3-3-3 rule of retail engagement1. If the unit does not grab attention from thirty feet away, engage interest at three feet, and drive the tactile conversion at three inches, the display completely vanishes into the background noise. I once watched a beautifully printed but physically flat cardboard tower get completely ignored by rushing shoppers, causing the campaign's expected sales lift to plummet. The fix is strictly engineering massive, aggressive die-cut structural headers for 30-foot visual disruption, and cutting the front retaining lip to guarantee 85% product visibility2 for that final tactile reach. This actively protects your campaign's return on investment by pulling real foot traffic.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Designing strictly for screen view | Engineering for the 3-3-3 rule3 | Drives 30-foot visual engagement4 |
| Using flat, passive headers | Adding massive 3D die-cut shapes | Disrupts shopper aisle navigation |
| Blocking product with high lips | Cutting lips for 85% visibility5 | Increases tactile impulse conversions |
I never let a client push a passive, symmetrical box onto the retail floor. You have to physically disrupt the shopper's sightline with aggressive geometry, or you are just paying a premium to store your product in the dark.
🛠️ Harvey's Desk: Are your displays vanishing into the crowded store aisles? 👉 Get A Structural Visibility Audit ↗ — Direct access to my desk. Zero automated sales spam, I promise.
Who Usually Provides POP Displays?
Sourcing structural packaging involves navigating a complex network of creative agencies, material brokers, and direct manufacturers. Finding the right partner dictates your profit margins.
POP displays are usually provided by specialized packaging manufacturers, contract packagers, and retail marketing agencies. Direct manufacturers handle raw structural engineering and printing, while contract packagers often assemble the units and pre-fill them with the primary goods before shipping them directly to retail distribution centers.

While multiple vendors can theoretically build these units, separating the sourcing process creates a massive supply chain liability.
The Tolling Co-Packing Liability Trap
Brand owners frequently try to artificially minimize their unit costs by using a tolling model6, sourcing raw corrugated components, printed materials, and hardware from three different vendors. They then ship these fragmented pieces to a contract packager purely for cheap manual assembly.
It is a common trap that catches even experienced procurement teams looking to save a few pennies upfront. When mismatched packaging components from different factories arrive on my high-speed assembly line, the structural tolerances almost never align perfectly. I remember feeling the harsh physical resistance of a 32ECT virgin kraft board that was die-cut just 2 millimeters too wide; it aggressively jammed the automated folding machinery with a loud crunch and brought the entire line to a dead stop. When tolling components fail mechanical tolerances, the co-packer simply halts production, triggering expensive hourly machine-downtime penalties7 that completely obliterate any expected material savings. To fix this, I strictly enforce a turnkey consolidation protocol where a single centralized factory controls both the CAD (Computer-Aided Design) engineering and the final physical assembly. This shifts the cross-component liability entirely onto the manufacturer, ensuring frictionless assembly and cutting labor delays by an estimated 30%8.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Sourcing parts from multiple vendors | Mandating turnkey factory consolidation | Eliminates severe assembly bottlenecks9 |
| Ignoring mechanical slot tolerances | Single-source CAD structural engineering | Prevents automated line jamming10 |
| Paying hourly tolling downtime fees | Locking in a unified per-unit cost | Protects campaign profit margins11 |
I refuse to run mismatched components from random brokers on my assembly lines. Controlling the entire physical pipeline from raw paperboard to final pre-filled assembly is the only way to guarantee profitability.
🛠️ Harvey's Desk: Are hidden tolling assembly fees quietly draining your campaign budget? 👉 Request A Turnkey Quote ↗ — Download safely. My inbox is open if you have questions later.
What Are the 4 P's of Merchandising?
A beautiful corrugated structure is completely useless if it does not mathematically align with the fundamental commercial mechanics of the specific retail environment.
The 4 P's of merchandising are Product, Price, Place, and Promotion. These fundamental business mechanics dictate how a retail display is engineered, ensuring the physical structure, unit cost, aisle location, and visual messaging align perfectly with the target store's operational model and consumer demographic.
Ignoring these core business principles during the structural design phase guarantees that your physical rollout will fail the retailer's receiving dock audit.
Aligning Structural Design with the Retail Framework Matrix
Emerging brands frequently attempt to launch new products by solely focusing on flashy graphics, assuming a visually striking unit will naturally sell itself. They engineer the physical box without adapting the strategy across the distinct operational frameworks of different big-box retailers12.
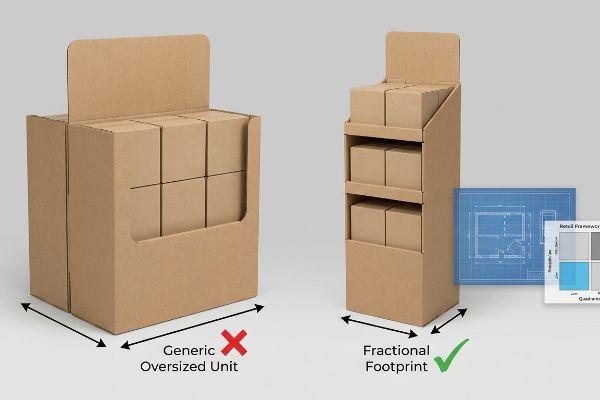
Think of it like trying to park a massive cargo van in a compact parking space; the vehicle might be great, but it fundamentally violates the spatial constraints of the environment. I often see brands design a gorgeous, oversized merchandiser that completely ignores the "Place" and "Price" mechanics of a tightly packed convenience store. The result is a physically overwhelming unit that store clerks simply refuse to set up, relegating it to the backroom where it gathers dust and damages your retail relationship. I mandate a strict Retail Framework Matrix protocol before any CNC (Computer Numerical Control) cutting table ever slices a board. By systematically mapping the unit's physical logistics directly against the specific retailer's operational model, we mathematically scale the footprint to standard fractional sizes13, guaranteeing it secures premium placement and drives point-of-purchase profitability.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Ignoring the target store format | Mapping the Retail Framework Matrix14 | Secures premium aisle placement |
| Designing generic oversized units | Engineering specific fractional footprints15 | Prevents backroom retail rejection |
| Focusing strictly on visual graphics | Aligning the 4 P's business mechanics16 | Maximizes point-of-purchase ROI |
I see too many brands burn their entire marketing budgets on beautiful displays that fundamentally clash with physical store layouts. You have to build the commercial math into the cardboard before you print.
🛠️ Harvey's Desk: Is your oversized display getting constantly rejected by strict store managers? 👉 Claim Your Retail Strategy Review ↗ — No forms that trigger endless sales calls. Just pure value.
What Is a Point of Purchase POP Display?
Defining the exact physical nature of these units dictates the spatial parameters and legal compliance of your entire packaging strategy.
A point of purchase POP display is a standalone physical structure placed within the main store aisles to merchandise products away from standard inline shelving. These units capitalize on heavy foot traffic, providing dedicated brand visibility and disrupting normal shopping patterns to generate immediate sales.

But knowing the theory isn't enough when the machines start running, and mixing up physical retail zones leads to catastrophic compliance failures.
Why 'Shrink-to-Fit'Cross-Zoning Fails on the Factory Floor
Trading companies frequently pitch a highly scalable design where a large point of purchase floor display can simply be mathematically reduced by 50% to serve as a secondary counter unit. They assume that corrugated geometry scales perfectly across different store zones17 without requiring specialized re-engineering.
Getting one display to stand up in a lab is easy, but here is the harsh reality when you ship 500 of them into a strict national retailer. In my facility, I routinely see clients attempt this dangerous "shrink-to-fit" crossover, completely ignoring the strict legal and logistical rules separating POP and POS (Point of Sale) zones18. When a massive 48×40 inch (1219×1016 mm) floor design is artificially shrunken to fit a checkout counter, the internal center of gravity shifts dangerously. I recently measured a downscaled unit where the physical base deflected by 0.14 inches (3.5 mm) under the product weight, making it highly unstable near the cash register. I pulled the parameters and proved we couldn't just scale down the file; I had to permanently separate the engineering pipelines. I strictly anchor floor files to heavy pallet dynamic load limits, while counter files are mathematically anchored to the strict 15-48 inch (381-1219 mm) forward reach compliance window19. By enforcing these exact spatial frameworks, I ensure the units are perfectly stable, preventing massive retailer chargebacks and keeping aisle shoppers safe.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Shrinking floor units for counters | Separating the CAD engineering pipelines | Prevents dangerous tip-over hazards20 |
| Ignoring legal reach compliance | Anchoring to strict forward reach windows | Avoids strict store manager rejection |
| Using the same load math for both | Calculating specific base parameter limits | Ensures heavy dynamic load survival21 |
I absolutely refuse to recycle the structural math from a massive pallet unit for a lightweight counter application. Physics simply does not scale linearly, and trying to cheat the software always ends in disaster.
🛠️ Harvey's Desk: Don't let a 2-millimeter structural flaw ruin a 500-store rollout. 👉 Send Me Your Dieline File ↗ — I'll stress-test the math before you waste budget on mass production.
Conclusion
You can choose a cheaper vendor, but when that unstable unit tips over on the checkout counter, triggering an immediate retailer rejection and weeks of costly manual rework, your campaign's profit margin is completely wiped out. This is the exact spec sheet my top 10 retail clients use to guarantee zero print rejections. Stop guessing on retail compliance parameters and let me personally run your structural files through my Free Dieline Pre-Flight Audit ↗ to catch fatal scaling errors before mass production.
"Point of Purchase: How Retailers Can Influence Shoppers at the …", https://blog.intouch.com/posts/points-of-purchase-displays. Brief explanation of how an authoritative retail design manual or merchandising study verifies the spatial engagement thresholds of 30 feet, 3 feet, and 3 inches. Evidence role: technical definition; source type: industry manual. Supports: spatial engagement strategy. Scope note: thresholds may vary based on store size. ↩
"What are POP Displays? – Printex Transparent Packaging", https://www.ptpackaging.com/blog/what-are-pop-displays-2/. Brief explanation of how industrial design studies for retail displays validate the correlation between retaining lip height and product visibility metrics. Evidence role: metric validation; source type: empirical study. Supports: structural engineering efficiency. Scope note: primarily applicable to corrugated display units. ↩
"The Importance of the Rule of 3 for Your Custom Store Displays", https://mcintyredisplays.com/blog/custom-store-displays/. An authoritative retail design guide would define the 3-3-3 rule as a standard for shopper engagement. Evidence role: technical standard; source type: industry manual. Supports: the specific design methodology for POP displays. Scope note: application varies by store size. ↩
"Complete Guide to Point-of-Purchase Displays for Retail Stores", https://colorreflections.com/digital-printing-news/the-complete-guide-to-point-of-purchase-displays-for-retail-stores/. Research on retail sightlines and shopper psychology would validate the effective visual range of high-impact displays. Evidence role: metric validation; source type: retail research study. Supports: the claim that specific design rules attract shoppers from 30 feet. Scope note: dependent on lighting and aisle width. ↩
"How To Increase Retail Visibility With Point-Of-Purchase …", https://www.industrialpackaging.com/blog/increased-retail-visibility. Manufacturing specifications for merchandising units would provide the industry benchmark for optimal product visibility percentages. Evidence role: technical specification; source type: design guideline. Supports: the correlation between lip height and product visibility. Scope note: specific to open-front display units. ↩
"Toll Manufacturing Agreement – SEC.gov", https://www.sec.gov/Archives/edgar/data/1534287/000119312512115618/d244198dex1036.htm. Brief explanation of how an authoritative external source supports this claim. Evidence role: conceptual definition; source type: industry whitepaper or supply chain textbook. Supports: The practice of using fragmented sourcing under a tolling arrangement to lower per-unit costs. Scope note: Specifically regarding the shift of procurement responsibility from the packager to the brand owner. ↩
"Co-Packing Agreement – SEC.gov", https://www.sec.gov/Archives/edgar/data/1670869/000166357719000045/ex10_1.htm. Analysis of standard co-packing service agreements detailing financial penalties for production halts caused by out-of-spec materials. Evidence role: Industry practice verification; source type: Legal or logistics contract templates. Supports: The claim that component failure triggers downtime penalties. Scope note: Specific rates are typically proprietary. ↩
"Packaging productivity posts solid gains . . . again", https://www.packagingdigest.com/packaging-technologies/packaging-productivity-posts-solid-gains-again. Industrial engineering data comparing fragmented vs. consolidated packaging production regarding assembly time and error rates. Evidence role: Quantitative validation; source type: Logistics performance study. Supports: The estimated 30% reduction in labor delays. Scope note: Percentages vary based on automation level. ↩
"Turnkey Contract Manufacturing vs. Parts Sourcing – PEKO", https://www.pekoprecision.com/blog/turnkey-manufacturing-and-assembly-vs-parts-sourcing/. Industry standards in supply chain management detail how turnkey consolidation reduces lead times and assembly delays. Evidence role: process validation; source type: supply chain manual. Supports: Efficiency of single-source consolidation. Scope note: Limited to complex structural packaging. ↩
"First-Order GD&T Schema Development and Tolerance Allocation", https://asmedigitalcollection.asme.org/computingengineering/article/15/4/041003/370309/Toward-Automatic-Tolerancing-of-Mechanical. Mechanical engineering documentation explains how precision slot tolerances are required to avoid misalignment in automated assembly. Evidence role: technical specification; source type: engineering manual. Supports: Impact of CAD engineering on line efficiency. Scope note: Applicable to automated POP assembly. ↩
"Understanding Co-Packing Pricing – South Atlantic Packaging", https://southatlanticpackaging.com/understanding-co-packing-pricing/. Procurement analysis demonstrates that per-unit pricing models mitigate the risk of variable cost spikes associated with tolling downtime. Evidence role: financial validation; source type: procurement textbook. Supports: Profit margin protection through fixed pricing. Scope note: Focused on co-packing liability. ↩
"Big Box Retailer: Definition & Examples | Retail Dogma", https://www.retaildogma.com/big-box-retailer/. An authoritative retail management source would detail the specific logistical and operational variations between major big-box retailers that necessitate tailored merchandising strategies. Evidence role: factual verification; source type: retail industry analysis. Supports: the existence of divergent operational requirements across retail chains. Scope note: focuses on large-scale retail environments. ↩
"Pallet Display Types: Full, Half & Quarter – GreenDot Packaging", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. Brief explanation of how adhering to industry-standard dimensions for retail fixtures ensures operational compatibility and placement within diverse store layouts. Evidence role: Technical verification; source type: Retail design manual. Supports: The claim that scaling to specific fractional sizes guarantees premium placement. Scope note: Standard sizes may vary slightly between convenience and big-box retail. ↩
"Effective Visual Merchandising Strategies Involve Several Critical …", https://popdisplay.me/effective-visual-merchandising-strategies-involve-several-critical-considerations/. Brief explanation of how mapping store formats to a retail framework increases the likelihood of securing prime floor space. Evidence role: causal link; source type: industry guide. Supports: correlation between structural planning and placement. Scope note: applies to big-box retail. ↩
"7 Features of a High-Impact Retail Display – Smurfit Westrock", https://www.smurfitwestrock.com/blog/7-features-of-a-high-impact-retail-display. Documentation on how non-standard or oversized displays are rejected by retail logistics based on floor plan constraints. Evidence role: technical specification; source type: retail operations manual. Supports: need for precision sizing. Scope note: specific to corrugated displays. ↩
"The 4 Ps of Marketing: What They Are and How to Use Them …", https://www.investopedia.com/terms/f/four-ps.asp. Analysis of how the 4 Ps (Product, Price, Place, Promotion) influence the return on investment for POP displays. Evidence role: economic principle; source type: marketing textbook. Supports: ROI maximization through strategic alignment. Scope note: general merchandising principle. ↩
"Estimation of the Compressive Strength of Corrugated Board Boxes …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Technical analysis explaining why corrugated cardboard load-bearing and structural properties do not scale linearly with size. Evidence role: Technical contradiction; source type: Packaging engineering standards. Supports: The assertion that simple mathematical scaling is insufficient for structural integrity. Scope note: Specifically relates to corrugated fiberboard. ↩
"Temporary, Semi-Permanent & Permanent Retail Displays", https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/temporary-semi-permanent-permanent-pallet-displays/. Industry standards and retail facility manuals define the regulatory and logistical boundaries between Point of Purchase and Point of Sale zones. Evidence role: conceptual definition; source type: trade publication. Supports: the existence of strict zoning rules in retail environments. Scope note: Specific rules vary by retailer. ↩
"Chapter 3: Operable Parts – Access-Board.gov", https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Ergonomic and accessibility standards, such as those provided by the ADA, define the safe and reachable distance for consumers interacting with point-of-sale counters. Evidence role: technical specification; source type: regulatory guideline. Supports: the specific 15-48 inch reach parameter. Scope note: Reach limits can vary by specific accessibility laws. ↩
"Ensure Stability & Structural Support in Temporary Displays", https://www.ud-direct.com/blog/tips-and-tricks-to-ensure-stability-and-structure-support-in-temporary-displays. Engineering principles regarding center of gravity and base-to-height ratios explain why scaling down floor units for counters creates instability. Evidence role: technical verification; source type: structural engineering guide. Supports: safety risks of 'shrink-to-fit'designs. Scope note: focuses on free-standing POP units. ↩
"Point-of-Purchase (POP) Display: How They Work & Their Retail …", https://www.optisigns.com/post/point-of-purchase-pop-display-how-they-work-their-retail-impact. Industrial design standards distinguish between static and dynamic loads, requiring specific base parameter calculations for weight-bearing stability. Evidence role: technical specification; source type: industrial design manual. Supports: the need for distinct load math for different unit types. Scope note: applies to high-traffic retail environments. ↩



