Wenn man durch einen großen Verkaufsgang geht, hat man genau drei Sekunden Zeit, die Aufmerksamkeit der Käufer zu erregen, und ein flacher, unscheinbarer Pappkarton reicht da selten aus.
Beim Prägeverfahren werden Karton oder Wellpappe unter hohem Druck und Hitze mithilfe von Prägestempeln umgeformt. Dieses mechanische Fertigungsverfahren dehnt die Zellulosefasern nach außen und erzeugt so eine dauerhafte, dreidimensionale, fühlbare Oberfläche, die die Ästhetik hochwertiger Einzelhandelsverpackungen weltweit aufwertet.
Bevor Sie jedoch voreilig dreidimensionale Texturen in Ihre nächste große Display-Einführung einbringen, müssen Sie verstehen, wie sich das Dehnen von Papierfasern tatsächlich auf die strukturelle Integrität auswirkt.
Was ist der Prägeprozess?
Zu verstehen, wie ein einfaches Laken in ein hochwertiges haptisches Erlebnis verwandelt wird, ist der erste Schritt.
Was ist Prägen? Beim Prägen handelt es sich um einen mechanischen Vorgang, bei dem Trägermaterialien zwischen ineinandergreifenden, speziell angefertigten Metallplatten gepresst werden. Durch diesen starken Druck verändert sich die Oberflächenstruktur, wodurch flache, zweidimensionale (2D) Kartonagen ohne Verwendung von Tinte in kontrastreiche, strukturierte Erhebungen und Vertiefungen umgewandelt werden.

Auf einer digitalen Darstellung sieht es wunderschön aus, aber die Anwendung dieses Drucks in der Realität birgt unmittelbare physische Risiken.
Die Physik hinter dem Prägen im Vergleich zum Tiefprägen
Grafikdesigner behandeln haptische Effekte wie Prägung und Tiefprägung häufig als austauschbare ästhetische Optionen auf ihren flachen Stanzformen. Sie gehen davon aus, dass die Herstellung eines erhabenen Logos oder einer vertieften Textur auf denselben Fertigungsmechanismen beruht. Dies führt zu willkürlichen Designentscheidungen, die völlig außer Acht lassen, wie diese beiden unterschiedlichen Verfahren unter hoher Belastung im Einzelhandel auf dicker Wellpappe wirken .
Ich weiß, Sie starren gerade auf Ihre Grafikdatei und fragen sich, welchen Effekt Sie wählen sollen, denn selbst erfahrene Designer übersehen diesen strukturellen Schwachpunkt oft. Ganz einfach: Prägen drückt das Papier nach außen, Tiefprägen hingegen nach innen. Kürzlich erlebte ich, wie ein Markenteam eine starke Außenprägung auf dem Rand einer robusten PDQ-Ablage (Product Display Quarter) vorschrieb. Als ich mit dem Daumen über das unbehandelte Testpapier fuhr, konnte ich die mikroskopisch kleinen Risse in den gedehnten Fasernspüren², die die strenge 32ECT-Bewertung (Edge Crush Test)³. Wir änderten die Werkzeugeinstellung und prägten stattdessen nach innen, wodurch die inneren Wellen zu einem festen Block verdichtet wurden, anstatt die Elastizität des äußeren Papiers zu erschöpfen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Prägung tragender Paneele | Umstellung auf Innenprägung | Erhält die ursprüngliche strukturelle Festigkeit4 |
| Behandlungseffekte austauschbar | Anpassungstechnik an Substratgrenzen | Verhindert das Einreißen von Papierfasern5 |
| Flötenkompression vernachlässigen | Verdichtung der Rillen durch Prägung6 | Hält schwere Tabletts sicher |
Ich prüfe stets die erforderliche Tragfähigkeit, bevor ich haptische Oberflächen freigebe. Durch das Zusammendrücken der Rillen nach unten bleibt die dynamische Belastbarkeit erhalten, während gleichzeitig der hochwertige Schatteneffekt auch unter starker Beleuchtung im Einzelhandel erzielt wird.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihr 3D-Logo Ihre Stanzformen beschädigt? 👉 Lassen Sie mich Ihre Stanzform prüfen ↗ — Direkter Kontakt zu mir. Kein automatisierter Werbe-Spam, versprochen.
Wozu dient das Prägeverfahren?
Marken nutzen diese Technik, um sich von der Konkurrenz abzuheben, doch ästhetische Verbesserungen verbergen oft gefährliche Kompromisse in der Lieferkette.
Wozu dient das Prägeverfahren? Das Prägeverfahren wird eingesetzt, um die Markenwahrnehmung zu steigern, visuelle Akzente zu setzen und die haptische Interaktion der Konsumenten mit Einzelhandelsverpackungen zu fördern. Indem Logos und zentrale Marketingbotschaften eine physische Dimension erhalten, werden Impulskäufe in hart umkämpften globalen Märkten angeregt.

Die Verwendung für Marketingzwecke ist sinnvoll, aber die Art und Weise, wie Sie diese hochwertige Ausführung finanzieren, entscheidet darüber, ob Ihr Display den Transport unbeschadet übersteht.
Der gefährliche Tausch des Kosmetikbudgets
Einkaufsteams betrachten aufwendige Oberflächenveredelungen wie Tieffolienprägungen oft als unverzichtbare Marketingvorgaben, um die Anforderungen der Geschäftsleitung zu erfüllen. Um diese hohen Spezialproduktionskosten auszugleichen, ohne den Stückpreis zu erhöhen, stufen sie die Rohmaterialqualität der Wellpappe7 , um ein paar Cent zu sparen. Sie gehen davon aus, dass eine optisch ansprechende Schachtel auch mit einem billigeren, dünneren Kern einwandfrei funktioniert.
Es ist eine häufige Falle, in die selbst erfahrene Einkaufsteams tappen, die mit einem knappen Budget arbeiten müssen. Wenn man die Faserdichte des Kerns reduziert, um ein ansprechendes Logo zu finanzieren, leidet die gesamte Struktur. Ich erhielt einen dringenden Anruf von einem Kunden, dessen neu bedruckte Kartonverpackungen für einen Großhandel in einem feuchten Lager in Texas unter normaler Palettenbelastung stark nachgaben. Er hatte von einer robusten 32ECT-Platte auf eine dünnere 26ECT-Platte der Güteklasse 8 umgesattelt , nur um sich die kosmetischen Werkzeuge leisten zu können. Ich machte den Wechsel sofort rückgängig, stellte die ursprüngliche Kernfestigkeit wieder her und ersetzte die teuren haptischen Folien durch hochglänzende, wasserbasierte Beschichtungen, um die Premium-Optik zu erzielen, ohne die Kompressionswerte der Kartons zu beeinträchtigen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Herabstufung der ECT aus ästhetischen Gründen | Mindestens 32 ECT einhalten | Übersteht den Transport in einem Doppelstockwagen |
| Opferung der Kernfaserdichte | Optimieren Sie stattdessen Oberflächenbeschichtungen | Verhindert das Verbiegen im Lager |
| Budgettausch verbergen | Transparente Materialtechnik | Verhindert massive Rückbuchungen von Einzelhändlern |
Ich verbiete es strikt, die Qualität von Konstruktionsplatten herabzustufen, nur um kosmetische Aufwertungen zu finanzieren. Eine hochwertige Regalpräsenz ist völlig wertlos, wenn der Umkarton beim Wareneingang des Händlers beschädigt ankommt.
🛠️ Harveys Schreibtisch: Verzichten Sie auf die Stabilität Ihrer Platten für eine edle Optik? 👉 Materialprüfung anfordern ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Was sind die vier Hauptschritte typischer Heißprägeverfahren?
Die Beherrschung der mechanischen Abläufe ist entscheidend für die fehlerfreie Durchführung von groß angelegten Einzelhandelskampagnen.
Was sind die vier Hauptschritte bei typischen Heißprägeverfahren? Die vier Hauptschritte sind die Gestaltung der individuellen Vektorgrafik, die Herstellung der männlichen und weiblichen Metallprägeformen, die Anwendung von kontrollierter Hitze und Druck durch spezielle Stanzmaschinen und das Abkühlen des Substrats, um die erhabene dreidimensionale Zellulosefaserstruktur dauerhaft zu fixieren – perfekt für Einzelhandelsverpackungen.

Die einzelnen Schritte scheinen in einem Handbuch unkompliziert, aber die Verwaltung der physischen Werkzeuge über mehrere Produktionsläufe hinweg ist der Punkt, an dem die Dinge schiefgehen.
Das versteckte Risiko des Werkzeugverschleißes
Markenmanager gehen oft fälschlicherweise davon aus, dass eine einmalige Werkzeuganschaffung eine dauerhafte, unzerstörbare Metallform ermöglicht, die über Jahre hinweg bei Nachbestellungen einwandfrei funktioniert. Sie ignorieren die Realität herkömmlicher Formen, die aus Metallklingen und Pressplatten bestehen, die in rohe Sperrholzplatten eingebettet sind.Sie erwarten, dass diese Werkzeuge über mehrere Saisonkampagnen ohne jegliche Beeinträchtigung liefern.
Stellen Sie sich eine Metallform wie die Reifen Ihres Autos vor: Auf den ersten Blick mag sie in Ordnung aussehen, doch mikroskopischer Verschleiß verändert alles. Bei monatelanger Lagerung in nicht klimatisierten Fabrikhallen absorbiert die poröse Holzbasis, auf der die Metallplatten11 , die Luftfeuchtigkeit und verzieht sich. Bei einer Nachbestellung im Winter bemerkte ich kürzlich, dass die zuvor scharfen Logokanten ausgefranst waren, begleitet von einem deutlichen, rauen Schleifgeräusch, als der nicht ausgerichtete Stahl auf Karton traf. Das alte Holz war aufgequollen und hatte die Passgenauigkeit völlig beeinträchtigt. Wir führten umgehend ein neues Werkzeugverfahren ein und fertigten für diese Charge eine brandneue Formbasis12 um absolute Präzision und reibungslose Fertigung wiederherzustellen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Wiederverwendung alter hölzerner Würfelformen | Neue Werkzeugläufe anordnen | Gewährleistet eine präzise Logoregistrierung |
| Die Luftfeuchtigkeit im Lager wird vernachlässigt | Klimatisierte Werkzeuglagerung | Verhindert ausgefranste, unschöne Kanten |
| Unter der Annahme einer permanenten Werkzeuglebensdauer | Prüfwerkzeuge vor jeder Charge | Verhindert massive Druckausschüsse |
Ich weigere mich, die Qualität einer groß angelegten Warenausrollung im Einzelhandel durch alternde, feuchtigkeitsgeschädigte Holzplatten diktieren zu lassen. Das Anfertigen einer neuen Stanzform kostet nur einen Bruchteil dessen, was die Entsorgung Tausender unbrauchbarer Kartons kosten würde.
🛠️ Harveys Schreibtisch: Befürchten Sie, dass Ihre veralteten Werkzeuge Ihrem Markenimage schaden? 👉 Fordern Sie ein Angebot für neue Werkzeuge an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Was bedeutet Prägung?
Um die wahre Bedeutung dieser Technik zu verstehen, muss man über den visuellen Reiz hinausblicken und sich auf die mechanische Belastung konzentrieren.
Was bedeutet Prägen? Prägen bedeutet, die Struktur eines Materials durch intensive mechanische Krafteinwirkung zu verändern, indem dessen innere Fasern gedehnt werden. Anstatt einfach nur Farbe auf eine ebene Fläche aufzutragen, erzeugt dieses Verfahren ein dauerhaftes, fühlbares Relief und verändert so grundlegend die mechanischen Eigenschaften und die Druckfestigkeit des jeweiligen Substrats.
Doch die Theorie allein reicht nicht aus, wenn die automatisierten Faltmaschinen in der Fabrikhalle mit voller Geschwindigkeit laufen.
Die Gefahr des Durchbrennens durch Prägespannung
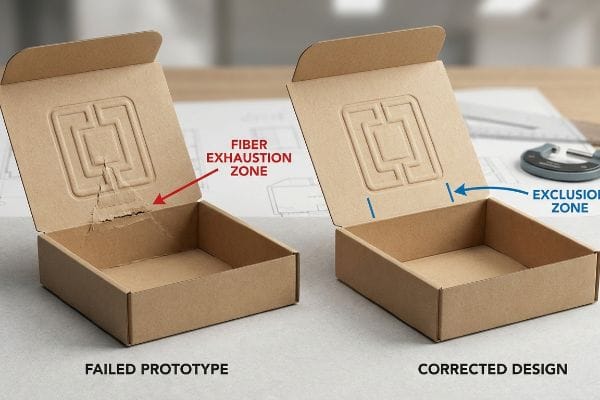
Designer spezifizieren häufig stark dreidimensionale Texturen für hochwertige Verpackungen und gehen dabei fälschlicherweise davon aus, dass sich das Verfahren genauso verhält wie flache Heißfolienprägung oder Standarddruck. Sie platzieren diese tiefen Prägungen routinemäßig direkt auf oder neben tragenden Falzlinien. Dadurch entsteht ein schwerwiegender struktureller blinder Fleck, da sie den massiven Elastizitätsverlust der Papierfasern<sup>13 </sup> um die erhabene Grafik herum nicht berücksichtigen.
In meiner Produktionsstätte erlebe ich regelmäßig, wie sorgfältig gestaltete, flache Druckvorlagen im Falzprozess unbrauchbar werden. Das ist keine bloße Theorie – ich sehe es in der Praxis, wenn eine tiefe Prägung gefährlich nahe an einer Primärfalz platziert wird. Der Prozess dünnt die Rohkartonfasern stark aus, um die erhabene Struktur zu erzeugen. Bei der Widerstandsmessung mit dem Mullen-Tester brechen die strukturell erschöpften Fasern in der Doppelbelastungszone mit einem lauten Reißgeräusch und die dynamische Festigkeit der Schachtel sinkt um schätzungsweise 40 % . Die Mikrometermessungen zeigten, dass wir keinen dickeren Karton benötigten; wir mussten lediglich die Struktur mathematisch um 19 mm (0,75 Zoll) von der Falzlinie weg verschieben und spezielle Polymermatrixkanäle zur dynamischen Spannungsregelung einsetzen. Dadurch sparten wir dem Kunden erhebliche Kosten für manuelle Nachbearbeitung.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Prägung über Primärfalten | Eine strikte Sperrzone durchsetzen | Verhindert das Aufreißen von Kartons |
| Fasererschöpfung ignorieren | Polymermatrixkanäle verwenden | Erhält die Stapelfestigkeit |
| 3D-Effekte wie Tinte behandeln | Texturverschiebung 0,75 Zoll (19 mm) | Verhindert kostspielige Produktionslinienstörungen |
Während der CAD-Konstruktionsphase (Computer-Aided Design) werden alle tiefen Texturen in der Nähe kritischer Faltzonen mathematisch ausgeblendet. Durch den Schutz dieser Ecken wird sichergestellt, dass der Umkarton weiterhin hohen Palettenlasten standhält .
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar einen günstigeren Anbieter wählen, aber wenn die aggressive Prägung die Papierfasern an Ihrer Primärfalz beschädigt und dadurch beim Transport zu einem katastrophalen Einklappen der Ecken führt, verlangsamt dies Ihre Produktionslinie um schätzungsweise 40 % und ruiniert Ihren Kampagnen-ROI. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Druckfehler zu vermeiden. Hören Sie auf, die Faserspannungsgrenzen zu schätzen, und lassen Sie mich Ihre Druckvorlage persönlich durch meinen kostenlosen Stanzlinien-Audit führen, um schwerwiegende Strukturfehler vor Beginn der Massenproduktion zu erkennen.
„Prägen vs. Tiefprägen: Wählen Sie die perfekte Oberfläche!“, https://www.customboxmakers.com/embossing-vs-debossing/?srsltid=AfmBOoo6poBXO3nBvsw-QeFJoHFx7E7eX-0HWfX_43eMBChquSvhi4n5. [In der Fachliteratur zu Verpackungsmaterialien wird erläutert, wie sich Prägen und Tiefprägen unterschiedlich auf die strukturelle Integrität und Tragfähigkeit von Wellpappe auswirken]. Nachweisfunktion: Technische Validierung; Quellentyp: Lehrbuch der Verpackungstechnik. Unterstützt: Strukturelle Auswirkungen taktiler Prozesse. Anmerkung zum Untersuchungsbereich: Fokus auf das Verhalten von Wellpappe. ↩
„Einfluss des Prägedrucks auf die mechanischen Eigenschaften und die Weichheit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Die materialwissenschaftliche Literatur zu Cellulosefasern erläutert die Elastizitätsgrenze und die Bruchpunkte, wenn Fasern während des Prägens extremer mechanischer Dehnung ausgesetzt sind]. Nachweisfunktion: Faktenbestätigung; Quellentyp: materialwissenschaftliche Fachzeitschrift. Unterstützt: den physikalischen Mechanismus des Faserversagens. Anwendungsbereich: speziell für hochbelastete Strukturmaterialien. ↩
„Neue Konfiguration des Kantenstauchtests mit flächenhafter Dehnungsmessung …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. [Verpackungstechnische Normen beschreiben, wie die Veränderung der strukturellen Integrität von Deckschicht und Wellen durch Verformung die mit dem Kantenstauchtest gemessene vertikale Tragfähigkeit reduziert]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch der Verpackungsindustrie. Unterstützt: den Zusammenhang zwischen Oberflächenverformung und Strukturkennzahl. Anwendungsbereich: Gilt für Wellpappe. ↩
„Prägen vs. Tiefprägen: Kennen Sie den Unterschied und welches Verfahren ist besser?“, https://www.wecustomboxes.com/blog/embossing-vs-debossing/. [Eine materialwissenschaftliche Quelle würde erklären, wie Tiefprägen die beim Prägen auftretende Faserstreckung vermeidet und somit die strukturelle Integrität des Substrats erhält]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Materialwissenschaftliches Handbuch. Belege: Struktureller Vorteil des Tiefprägens gegenüber dem Prägen. Anwendungsbereich: Speziell für tragende Platten. ↩
„Worauf Sie beim Prägen oder Tiefprägen achten sollten – IPL Packaging“, https://www.iplpackaging.com/things-to-watch-out-for-when-embossing-or-debossing/. [Dokumentationen zur Papierphysik würden die Dehnungsgrenzen verschiedener Papiersubstrate detailliert beschreiben und erläutern, wie das Überschreiten dieser Grenzen beim Prägen zu Faserbrüchen führt]. Belegfunktion: Kausaler Zusammenhang; Quellentyp: Leitfaden zur Papierherstellung. Unterstützung: Notwendigkeit, die Technik an die Substratgrenzen anzupassen. Anmerkung zum Umfang: Fokus auf Faserspannungsschwellen. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Handbücher der Verpackungstechnik beschreiben, wie die Komprimierung von Wellpappenwellen durch Prägen die Materialdichte und die vertikale Belastbarkeit erhöht]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch der Verpackungstechnik. Unterstützung: Verwendung von Prägen zur Wellenverdichtung bei schweren Trays. Anwendungsbereich: Gilt für Wellpappenrohlinge. ↩
„Wellpappenverpackungen mit innovativem Design für …“, https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. [Eine maßgebliche Quelle im Bereich Verpackungstechnik oder Supply-Chain-Management würde die Praxis dokumentieren, die Materialqualität zu reduzieren, um die Kosten hochwertiger Oberflächenveredelungen auszugleichen.] Belegfunktion: Faktenprüfung; Quellentyp: Branchen-Whitepaper oder Fallstudie im Beschaffungswesen. Belegt: die Behauptung, dass die Rohmaterialqualität reduziert wird, um den Stückpreis zu halten. Anwendungsbereich: Gilt speziell für Wellpappenverpackungen. ↩
„Versandkartonfestigkeit verstehen – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooCQJAtoedbAL0zcnSrROH5uaHTk1I9aryy2ODY2bBaarTg37IE. [Industrienormen für den Kantenstauchtest (ECT) liefern quantitative Daten zu den Unterschieden in der Tragfähigkeit zwischen Wellpappensorten mit 32 ECT und 26 ECT]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Verpackungsindustrienorm. Beleg: Der Zusammenhang zwischen niedrigeren ECT-Sorten und reduzierter struktureller Integrität. Anwendungsbereich: Gilt für Standard-Wellpappe. ↩
„Wässrige Beschichtungen (AQ) im Verpackungsdruck – PopDisplay“, https://popdisplay.me/aqueous-coating-aq-in-packaging-printing. [Die materialwissenschaftliche Literatur zu wässrigen Beschichtungen erklärt, wie hochfeste Formulierungen ästhetischen Glanz erzeugen, ohne die Druckfestigkeit des Kartons zu beeinträchtigen]. Nachweisfunktion: Technischer Vergleich; Quellentyp: Materialwissenschaftliche Referenz. Belege: Die Wirksamkeit wässriger Beschichtungen als strukturelle Alternative zu taktilen Filmen. Anmerkung: Die genauen Werte können je nach Beschichtungsdicke variieren. ↩
„Glossar der Begriffe – Interstate Specialty Products“, https://www.interstatesp.com/die-cutting-glossary-terms/. [Technische Dokumentationen zu industriellen Stanz- und Prägewerkzeugen bestätigen die in Standardwerkzeugen verwendeten Materialien, insbesondere die Montage von Metallkomponenten in Sperrholz]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriehandbuch. Beleg: Die Materialzusammensetzung von Standard-Prägewerkzeugen. Anwendungsbereich: Gilt speziell für Standardwerkzeuge für Einzelhandelsverpackungen und nicht für hochpräzise Prägungen in der Luft- und Raumfahrt oder Medizintechnik. ↩
„Ihr Leitfaden zur Vermeidung von Holzverzug – Meridian Products“, https://www.meridianproduct.com/blog/guide-to-mastering-wood-warpage/. [Technische Leitfäden zu Druck- und Prägewerkzeugen erläutern die hygroskopische Natur von Holz und seine Neigung zum Verziehen bei Feuchtigkeit]. Nachweisfunktion: Faktenbestätigung; Quellentyp: Technisches Handbuch. Belege: Ursache der Werkzeugverschlechterung. Anwendungsbereich: Speziell für Holzwerkstoffe. ↩
„Prägewerkzeuge – St. Paul Engraving“, https://www.stpaulengraving.com/engraving/embossing-dies/. [Fertigungsspezifikationen für Präzisionswerkzeuge beschreiben die Lasergravur als Methode zur Erzielung hoher Maßgenauigkeit und Passgenauigkeit]. Nachweisfunktion: Prozessverifizierung; Quellentyp: Branchen-Whitepaper. Unterstützt: Werkzeugrestaurierungstechniken. Anwendungsbereich: Betrifft moderne lasergeschnittene Grundplatten. ↩
„[PDF] Finite-Elemente-Modellierung der Prägung von Papierbögen“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2020/03/1993.2.1073.pdf. [Eine technische Analyse der Verformung von Zellulosefasern unter mechanischer Belastung würde zeigen, wie Dehnung und Stauchung während des Prägens die Elastizität des Materials dauerhaft verringern]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften oder Handbuch für Verpackungstechnik. Belegt: Die Behauptung, dass Prägen die strukturelle Flexibilität des Substrats beeinträchtigt. Anwendungsbereich: Betrifft speziell Substrate auf Papierbasis. ↩
„Einfluss von Ultraschall auf die Prägeergebnisse von Karton“, https://bioresources.cnr.ncsu.edu/resources/influence-of-ultrasound-on-embossing-results-for-cardboard/. [Eine materialwissenschaftliche Quelle zur Papierherstellung würde erklären, wie die mechanische Prägung Zellulosefasern verdrängt und verdünnt, um ein Relief zu erzeugen]. Belegfunktion: Technischer Mechanismus; Quellentyp: Fachzeitschrift für Materialwissenschaften. Belegt: Die physikalische Ursache für die strukturelle Schwäche in geprägten Bereichen. Anwendungsbereich: Gilt speziell für Substrate auf Zellulosebasis. ↩
„Einfluss analoger und digitaler Falzlinien auf die mechanischen Eigenschaften … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Normen für Verpackungstechnik liefern Daten zum prozentualen Festigkeitsverlust bei Berst- oder Druckversuchen, wenn die strukturelle Integrität durch Prägungen in der Nähe von Falzlinien beeinträchtigt wird]. Nachweisfunktion: Leistungskennzahl; Quellentyp: Ingenieurhandbuch. Unterstützt: Die Quantifizierung der Gefahr des Ausblasens. Anmerkung: Der Prozentsatz kann je nach Kartonqualität und Prägetiefe variieren. ↩


