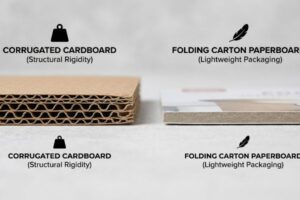
PAS: Verpackungstexturen sehen auf einem Monitor phänomenal aus, aber wer die physikalischen Grenzen von Papierfasern nicht versteht, kann die strukturelle Integrität seiner Verkaufsdisplays schnell zerstören.
Die einzelnen Schritte des Präge- und Tiefprägeverfahrens umfassen die Herstellung individueller Prägeformen aus Metall (sowohl männliche als auch weibliche), das Ausüben eines präzise berechneten Drucks auf Rohkarton und die dauerhafte Veränderung der Zellulosefasern. Beim Prägen wird das Material nach außen gewölbt, um einen 3D-Effekt zu erzielen, während beim Tiefprägen das Substrat nach innen verdichtet wird, um die Strukturrillen zu verstärken.

Die theoretischen Definitionen zu kennen ist das eine, aber dieses luxuriöse haptische Gefühl auf ein robustes Testboard zu übertragen, ohne das Board zu beschädigen, erfordert strenge mechanische Disziplin.
Was ist das Präge- und Tiefprägeverfahren?
Viele Markenteams behandeln diese beiden hochwertigen Oberflächenveredelungen als austauschbare ästhetische Optionen und ignorieren dabei den massiven Unterschied in der Art und Weise, wie sie die physischen Verpackungsmaterialien handhaben.
Durch das Prägen und Tiefprägen werden Papierfasern mithilfe passender Metallstempel mechanisch umgeformt. Beim Prägen wird die äußere Deckschicht des Papiers stark nach außen gedehnt, wodurch eine Erhebung entsteht. Beim Tiefprägen hingegen wird der Stempel in das Material gedrückt, wodurch die inneren Wellen zu einem festen, komprimierten Block verdichtet werden.
Der visuelle Unterschied ist offensichtlich, aber die physischen Auswirkungen auf die Tragkonstruktion entscheiden darüber, ob Werbekampagnen tatsächlich stehen oder fallen.
Die physischen Kosten taktiler Verpackungen
Nachwuchsdesigner fügen häufig wahllos taktile Texturen auf Standardverpackungsvorlagen hinzu. Sie gehen davon aus, dass sich ein dreidimensionaler Effekt auf einem Computerbildschirm nahtlos auf starren Wellkarton übertragen lässt, ohne dessen ursprüngliche Tragfähigkeit zu beeinträchtigen .
Ich beobachte diesen Fehler immer wieder, wenn ein Kunde eine massive, nach außen gerichtete Prägung direkt auf der Vorderkante eines PDQ- Trays (Product Display Quarter) im Einzelhandel verlangt. Die Metallprägung dehnt die obere Papierauskleidung stark nach außen, um diese ästhetische Erhebung zu erzeugen, und dünnt die Rohfasern dabei bis zum Äußersten aus. Ich habe einmal beobachtet, wie ein Verkäufer schwere Shampooflaschen auf eines dieser vermeintlich hochwertigen Trays stellte; die ausgedünnte, geprägte Kante knickte unter dem Gewicht sofort ein und riss mit einem lauten Knall, was die Markenpräsentation ruinierte. Um dies zu vermeiden, verwende ich immer eine nach innen gerichtete Prägung auf den primären Strukturplatten. Durch das Herunterdrücken der Prägung verdichten wir die inneren Rillen zu einem festen Block,wodurch die strukturelle Integrität gemäß 32ECT (Edge Crush Test) erhalten bleibt und gleichzeitig eine hochwertige Textur erzielt wird, die auch intensivem Umräumen standhält.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Prägung tragender Paneele | Wechseln Sie zu einer nach innen gerichteten Prägung | Verhindert das Auslaufen der Lippen unter Belastung4 |
| Faserdehnungsgrenzen ignorieren | Innennuten komprimieren | Behält die ursprüngliche ECT-Bewertung bei5 |
| Schwächung der Tablettfront | Material in den Aufprallzonen verdichten6 | Vermeidet unschöne Klebebandreparaturen |
Ich lasse niemals eine Dehnung nach außen in den primären Strukturzonen zu. Die Verdichtung der Platte durch Prägung bietet Ihren Kunden ein hochwertiges haptisches Erlebnis, ohne die für schwere Waren erforderliche Druckfestigkeit zu beeinträchtigen.
🛠️ Harveys Schreibtisch: Beeinträchtigen Ihre 3D-Touch-Elemente heimlich die Tragfähigkeit Ihres Displays? 👉 Kostenlose Strukturanalyse anfordern ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Was sind die vier Hauptschritte typischer Heißprägeverfahren?
Der Übergang von flacher Druckfarbe zu erhitzter, fühlbarer Folie erfordert eine präzise mechanische Synchronisierung in der Produktion, um ein vollständiges Austrocknen des Kartons zu vermeiden.
Die vier Hauptschritte eines typischen Heißprägeverfahrens sind die Konstruktion des Werkzeuglayouts, das Erhitzen des passenden Metallwerkzeugs, das Zuführen des Wellpappkartons und das Prägen des Substrats mit präzise berechnetem Druck. Durch diese exakte Abfolge werden die Papierfasern gedehnt und gleichzeitig eine dekorative Folienfolie dauerhaft mit der Oberfläche verbunden.

Die einzelnen Schritte für sich genommen sind einfach umzusetzen, doch ihre Kombination mit einem robusten Verkaufsdisplay führt zu erheblichen physikalischen Schwierigkeiten.
Synchronisierung von Wärme und struktureller Integrität
Standardmäßige Druckereien führen diese vier Heißprägeschritte oft einwandfrei auf dünnen, flachen Faltschachteln aus. Sie gehen fälschlicherweise davon aus, dass die gleiche intensive Hitze, der gleiche Druck und das gleiche Prägezeitpunkt direkt auf dickere Wellpappenverpackungen angewendet werden können .
Hier ist die Realität, mit der Käufer oft konfrontiert werden, wenn sie ihre Druckvorlagen aufwerten. Beim Prägen einer dicken, porösen Wellpappe mit einem erhitzten Prägestempel entstehen gleichzeitig starke thermische und physikalische Spannungen<sup>8</sup>. Ein Kunde schickte uns einmal flache Druckvorlagen, bei denen eine starke Heißfolienprägung direkt über einer 90-Grad-Faltlinie angebracht war. Bei unserer Druckvorstufenprüfung war mir sofort klar, dass die extreme Hitze und die Dehnung der Fasern direkt an einer Falzlinie das Papier stark austrocknen würden. Beim Falten gab die Pappe ein scharfes, trockenes Knackgeräusch von sich und legte die darunterliegenden, rohen braunen Wellen vollständig frei. Wenn Ihre Produktionsstätte diese erhitzten Prägezonen nicht mathematisch von den funktionalen Falzlinien entfernt<sup>9</sup>, wird Ihre hochwertige Folienkampagne wie ein zerbrochenes Durcheinander aussehen, bevor sie überhaupt im Einzelhandel erhältlich ist.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Erwärmung in der Nähe von Faltlinien | Verschieben Sie die Trefferzone um 0,5 Zoll (12,7 mm)10 | Verhindert sichtbare Kantenrisse |
| Wellpappe wie Karton behandeln | Geringerer Anpressdruck auf die Flöte11 | Hält die Konstruktionsplatte intakt |
| Spannen trockener Papierfasern | Konstruieren Sie eine gleichmäßige Sicherheitsmarge | Gewährleistet eine reibungslose Lohnverpackungsmontage |
Ich betrachte erhitzte Stanzwerkzeuge als strukturelles Risiko, nicht nur als kosmetische Verbesserung. Indem ich thermische Belastungen von den mechanischen Faltlinien fernhalte, überstehen Ihre Displays die Montagelinie ohne sichtbare Mängel.
🛠️ Harveys Schreibtisch: Sie fragen sich, ob Ihre Heißfolienprägung zu nah an einer wichtigen Faltlinie liegt? 👉 Überprüfen Sie Ihre Abstände ↗ — Sicher herunterladen. Bei Fragen können Sie mich später gerne kontaktieren.
Was ist der Prägeprozess?
Das Verständnis der mechanischen Gegebenheiten dieses Prozesses ist unerlässlich, bevor ein Budget für hochwertige Einzelhandelsverpackungen genehmigt wird.
Beim Prägeverfahren werden Rohmaterialien für Verpackungen durch Pressung zwischen einer erhabenen Prägeform und einer vertieften Prägeform in Form gebracht. Diese intensive mechanische Einwirkung dehnt die Zellulosefasern in den Hohlraum und erzeugt so ein dauerhaftes, dreidimensionales, fühlbares Profil auf der Oberfläche des Displays.

Der grundlegende Mechanismus klingt zwar einfach, die eigentliche Herausforderung bei der Herstellung besteht jedoch darin, zu kontrollieren, wie das Papier unter diesem enormen Druck reagiert.
Kontrolle der Faserdehnung während des Schlags
Anfänger betrachten diesen mechanischen Vorgang meist einfach als das Prägen einer Form in ein Blatt Papier. Sie übersehen dabei die mikroskopische Tatsache, dass jedes erhabene Logo oder jede Textur die umgebenden Zellulosefasern dehnt und aus ihrem natürlichen, flachen Zustand herauszieht.
Man kann sich das Trägerpapier wie ein straff gespanntes Gummiband vorstellen; es hat nur eine begrenzte Elastizität, bevor es reißt. In meiner Fabrik sehe ich häufig flache Stanzkanten, an denen dicht gedrängt strukturierte Schriftzüge angebracht sind. Wenn die schwere Stahlpresse auf diese Stelle trifft, wird die lokale Spannung enorm. Ich habe einmal den starken Widerstand eines ungebrauchten Kraftkartons gespürt, als eine schlecht konstruierte Stanzform darauf traf und sofort Mikrorisse in der Farbschicht13 , weil die Fasern keinen Ansatzpunkt hatten. Um dies zu verhindern, schreibe ich die Verwendung spezieller Polymermatrixkanäle um die Auftreffzone14. Diese wirken wie ein mikroskopischer Stoßdämpfer, der die Papierspannung dynamisch reguliert und es den Fasern ermöglicht, sich gleichmäßig zu dehnen, ohne die Druckgrafik zu beschädigen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Zusammenquetschen von 3D-Text | Raumelemente zur Ermöglichung von Dehnung | Verhindert Mikrorisse in der Tintenschicht |
| Papierelastizität vernachlässigen | Verwendung einer speziellen Polymermatrix | Behält eine scharfe Grafikqualität bei |
| Unkontrollierte mechanische Schläge | Den Werkzeugdruck abpuffern | Vermeidet die sofortige Ablehnung durch den Einzelhandel |
Ich lasse nicht zu, dass unkontrollierte mechanische Spannungen einen hochwertigen Druckauftrag ruinieren. Durch den Einsatz spezieller Polymerkanäle während des Prägevorgangs wird sichergestellt, dass Ihre erhabenen Grafiken gestochen scharf, makellos und absolut unempfindlich gegen Oberflächenrisse sind.
🛠️ Harveys Schreibtisch: Hatten Ihre bisherigen geprägten Verpackungen Probleme mit rissiger Tinte oder gedehnten Logos? 👉 Jetzt eine Strike Zone-Analyse anfordern ↗ — Keine Formulare, die endlose Verkaufsgespräche auslösen. Einfach nur echter Mehrwert.
Wie prägt man als Anfänger?
Für Designer, die noch am Anfang ihrer Karriere stehen, erfordert die Realisierung einer haptischen Oberflächenbehandlung, ohne den Umkarton zu zerstören, strenge mathematische Disziplin.
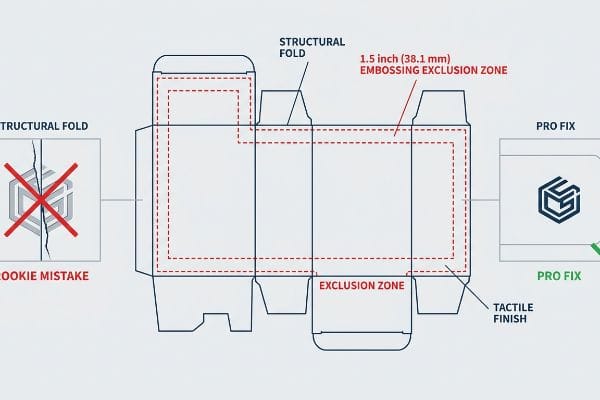
Für Anfänger im Prägen ist es wichtig, eine Ausschlusszone entlang der Stanzform mathematisch festzulegen, um tiefe, dreidimensionale Strukturen von den Faltkanten fernzuhalten. Besprechen Sie zunächst mit Ihrem Fertigungsingenieur, wie Sie Ihre ästhetischen Vorstellungen mit den physikalischen Dehngrenzen der Wellpappenfasern in Einklang bringen können.
Doch die Kenntnis der Konstruktionstheorie reicht nicht aus, wenn die schweren Maschinen anlaufen und dynamische Lieferkettenkräfte die Oberhand gewinnen.
Warum Standardprägungen in der Fertigungshalle versagen
Eine scheinbar plausible Annahme neuer Designer ist, dass ein strukturiertes Logo genau dort platziert werden kann, wo es ästhetisch am besten wirkt, oft zentriert genau über einer markanten Faltkante. Sie gehen davon aus, dass die Fabrik die veränderte Struktur wie von Zauberhand falten kann, ohne die umgebende Kartonstruktur zu beschädigen .
In meiner Produktionsstätte erlebe ich regelmäßig die katastrophalen Folgen dieser theoretischen Berechnungen. Eine Marke verlangt beispielsweise eine starke 3D-Folienprägung direkt auf einer tragenden Falzlinie eines Umkartons. Die Messung der Stabilität mit einem TAPPI T811 Kantenstauchtest liefert verheerende Ergebnisse. Da die starke Strukturierung die Papierfasern bereits bis an ihre Grenzen gedehnt und beansprucht hat, bricht der gesamte Karton beim Falten dieser Ecke. Die dynamische Belastbarkeit des Kartons sinkt um 42,5 %, und das laute Reißgeräusch hallt bis zur Verpackungsanlage. Daraufhin richte ich in der Druckvorstufe umgehend eine „Präge-Ausschlusszone“ ein. Indem ich alle starken Strukturen mathematisch präzise um 38,1 mm (1,5 Zoll) von jeder primären Falzlinie verschiebe, eliminiere ich die doppelte Belastungszone vollständig. Diese Feinjustierung schont die 32-ECT-Ecken, spart Kunden schätzungsweise 30 % der manuellen Montagezeit und gewährleistet, dass die Palette den Transport schwerer Lasten unbeschadet übersteht.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Textur auf eine Falte aufbringen | Eine Sperrzone von 1,5 Zoll (38,1 mm) durchsetzen 16 | Garantiert Eckkompressionsfestigkeit17 |
| Erschöpfende Papierfasern | Das Design sollte faltenfrei bleiben | Verhindert Ausfälle in der Co-Packing-Linie |
| Die ECT-Bewertung ignorieren 18 | Ästhetische von strukturellen Zonen trennen | Übersteht schwere Doppelstock-Güterbelastung |
Ich verhindere strukturelle Schäden, bevor sie überhaupt auf dem Schneidetisch entstehen. Indem ich Ihre schweren, haptischen Elemente von tragenden Ecken fernhalte, stelle ich sicher, dass Ihre Verpackung ihre maximale dynamische Festigkeit behält.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Beim Prägen direkt über einer tragenden Falzlinie können die erschöpften Papierfasern unter dem Gewicht der Palette gewaltsam herausspringen, was sofort zur Ablehnung durch den Einzelhandel führt. Dieses strikte Ausschlussverfahren ist genau das Protokoll, das meine zehn wichtigsten Einzelhandelskunden verwenden, um Druckfehler zu vermeiden. Spielen Sie nicht länger mit der Faserspannung und lassen Sie mich Ihre Verpackungsvorlage persönlich durch meinen kostenlosen Stanzlinien-Check führen, um schwerwiegende Strukturfehler vor Produktionsbeginn zu beseitigen.
„Untersuchung des Einflusses von Perforationen auf die Tragfähigkeit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Eine materialwissenschaftliche oder bautechnische Studie würde detailliert beschreiben, wie die Unterbrechung der vertikalen Ausrichtung von Wellpappen durch mechanisches Pressen die Druckfestigkeit der Platte verringert]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Materialwissenschaftliches Handbuch. Unterstützt: Die Annahme, dass haptische Oberflächen die Tragfähigkeit von Strukturen beeinträchtigen. Anwendungsbereich: Speziell anwendbar auf gewellte Materialien. ↩
„Einfluss des Prägedrucks auf die mechanischen Eigenschaften und die Weichheit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Autoritative Texte zur Papiertechnik beschreiben, wie die mechanische Dehnung beim Prägen das Deckpapier verdünnt, was die Berstfestigkeit verringern und die Reißempfindlichkeit erhöhen kann]. Nachweisfunktion: Technische Validierung; Quellentyp: Lehrbuch der Materialwissenschaft. Belegt: Die Behauptung, dass Prägen das Material schwächt. Fokus: Deckpapier auf Zellulosebasis. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Verpackungstechnische Richtlinien erklären, dass durch das Prägen die luftgefüllten Wellen der Wellpappe zusammengedrückt werden, wodurch ein dichterer, steiferer Materialbereich entsteht]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch der Verpackungsindustrie. Belegt: Die Behauptung, dass das Prägen die lokale Dichte erhöht. Anwendungsbereich: Speziell für Wellpappe. ↩
„Prägen vs. Tiefprägen: Kennen Sie den Unterschied und welches Verfahren ist besser?“, https://www.wecustomboxes.com/blog/embossing-vs-debossing/. [Die Fachliteratur zur Verpackungstechnik erklärt, wie das Tiefprägen die beim Prägen entstehende hervorstehende Kante beseitigt, die andernfalls unter Druckbelastung eine Schwachstelle darstellt.] Nachweisfunktion: Mechanische Validierung; Quellentyp: Ingenieurhandbuch. Begründung: Der strukturelle Vorteil des Tiefprägens bei tragenden Platten. Anwendungsbereich: Gilt für starre und halbstarre Verpackungen. ↩
„Prüfmethoden und Auswirkungen von Wellenknicken – BioResources“, https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Ein technisches Handbuch zu Normen für Wellpappenverpackungen würde bestätigen, wie die Kontrolle der Faserdehnung und Wellenkompression die Bewertung des Kantenstauchtests (ECT) erhält]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Industrienorm. Unterstützt: die strukturelle Integrität komprimierter Wellen. Anwendungsbereich: Speziell für Wellpappenmaterialien. ↩
„Umwandlung und ihre Auswirkungen auf die Barriereeigenschaften beschichteter Verpackungen …“, https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [Materialwissenschaftliche Forschung bestätigt, dass eine Erhöhung der Materialdichte in hochbelasteten Bereichen die Schlagfestigkeit und Haltbarkeit der Verpackungsstruktur verbessert]. Evidenzfunktion: Materialwissenschaftlicher Nachweis; Quellentyp: Fachzeitschrift mit Peer-Review. Unterstützt: die Wirksamkeit der Materialverdichtung zur Schadensvermeidung. Themenbereich: Allgemeine Verpackungsmaterialwissenschaft. ↩
„Was ist Heißfolienprägung und wie funktioniert sie? – WeCustomBoxes“, https://www.wecustomboxes.com/blog/what-is-foil-stamping/. [Handbücher für den industriellen Druck geben an, dass sich die Anforderungen an Wärmeleitfähigkeit und Kompression von dicker Wellpappe deutlich von denen dünner Kartonagen unterscheiden, was angepasste Temperatur- und Druckeinstellungen erfordert.] Nachweisfunktion: Technische Überprüfung; Quellentyp: Handbuch für den industriellen Druck. Belegt: Die Behauptung, dass Parameter für dünne Kartons nicht direkt auf Wellpappe übertragbar sind. Anmerkung zum Anwendungsbereich: Fokus auf substratspezifische mechanische Einstellungen. ↩
„Materialmodellierung von PMMA-Folie für das Heißprägeverfahren – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8512687/. [Diese technische Dokumentation der Materialwissenschaft erklärt, wie die gleichzeitige Einwirkung von Hitze und Druck beim Heißprägen zu strukturellen Verformungen in porösen Substraten führt]. Nachweisfunktion: Technischer Mechanismus; Quellentyp: Materialwissenschaftliche Publikation. Unterstützt: Die physikalische Auswirkung des Prägeprozesses. Anwendungsbereich: Fokus auf porösen Karton. ↩
„Folie und Prägung – PREMERKO“, https://www.premerko.fi/en/methods/foil-and-emboss/. [Produktionsstandards für Verpackungen empfehlen bestimmte Abstände zwischen Prägestempeln und Rilllinien, um Faserbrüche und Risse zu vermeiden]. Nachweisfunktion: Branchenübliche Best Practice; Quellentyp: Handbuch für die Druckproduktion. Begründung: Notwendigkeit der mathematischen Anpassung der Prägezonen. Anwendungsbereich: Anwendbar auf schwere Wellpappe. ↩
„Einfluss analoger und digitaler Falzlinien auf die mechanischen Eigenschaften … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Technische Fertigungsnormen für das Heißprägen legen präzise Abstände zu den Falzlinien fest, um Materialermüdung und Kantenrisse zu vermeiden]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für Fertigungstechnik. Begründung: Optimaler Abstand zur Vermeidung von Rissen. Anwendungsbereich: Speziell für Kartonsubstrate. ↩
„Leitfaden zum Verständnis von Wellen in Wellpappkartons – Gentlever“, https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [Richtlinien der Verpackungstechnik besagen, dass die Reduzierung der Kompressionskraft auf Wellpappwellen das Zusammenfallen des inneren Strukturmaterials beim Thermoprägen verhindert]. Nachweisfunktion: Technische Anforderung; Quellentyp: Lehrbuch der Verpackungswissenschaft. Unterstützt: Druckanpassungen für Wellpappenmaterialien. Anwendungsbereich: Gilt für Wellpappenkonstruktionen. ↩
„Faserausrichtung durch mechanisches Dehnen und Trocknen unter kontrollierten Bedingungen in …“, https://www.sciencedirect.com/science/article/abs/pii/S0032386125014314. [Eine maßgebliche Quelle zur Papierphysik oder Drucktechnologie würde beschreiben, wie Zellulosefasern plastische Verformung und Dehnung erfahren, um 3D-Profile zu erzeugen.] Nachweisfunktion: Technische Verifizierung; Quellentyp: Fachzeitschrift für Materialwissenschaften oder Branchenhandbuch. Unterstützt: Die mechanische Realität der Faserverschiebung beim Prägen. Anwendungsbereich: Speziell anwendbar auf Verpackungsmaterialien auf Zellulosebasis. ↩
„So färben Sie Ihr ultralangsam trocknendes Prägestempelkissen nach – YouTube“, https://www.youtube.com/watch?v=aoGlPBdKeN8. [Eine materialwissenschaftliche Studie zur Substratverformung würde bestätigen, dass übermäßige Faserspannung beim Prägen zum Versagen der Farbschicht führt]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Belege: Ursache für Farbrisse. Anwendungsbereich: Anwendbar auf mechanisches Prägen mit hohem Druck. ↩
„Additiv gefertigte Polymer-Stoßdämpfer für die Automobilindustrie …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9713338/. [Die Dokumentation zur Werkzeugkonstruktion im Bereich Fertigungstechnik würde die Anwendung von polymerbasierten Spannungsentlastungskanälen zur Steuerung der Papierspannung bestätigen]. Nachweisfunktion: Prozessverifizierung; Quellentyp: Handbuch für Fertigungstechnik. Unterstützt: Methoden zur Spannungsregelung. Anmerkung: Kann sich auf fortschrittliche oder proprietäre Werkzeuge beziehen. ↩
„Überdimensionierung von Wellpappe kann Produkte beschädigen – LinkedIn“, https://www.linkedin.com/posts/fohopackaging_packagingengineering-supplychain-corrugatedbox-activity-7426920746750353408-OD9O. [Industrienormen für Wellpappenverpackungen erklären, dass Prägungen die Faserausrichtung und Elastizität beeinträchtigen und beim Falten zu Strukturversagen oder Rissen führen können]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Begründung: Das physikalische Risiko von Prägungen über Faltkanten hinweg. Anwendungsbereich: Gilt für hochbelastbare Wellpappe. ↩
„Grundlegende Kartonformen | Packaging Corporation of America“, https://www.packagingcorp.com/resource-hub/beyond-the-box/basic-box-styles/. [Industrienormen für Wellpappenverpackungen legen Mindestabstände zwischen geprägten Oberflächen und Falzlinien fest, um Materialversagen zu vermeiden]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Unterstützung: Empfohlener Abstand für geprägte Bereiche. Anmerkung: Kann je nach Flächengewicht des Materials variieren. ↩
„Einfluss der relativen Luftfeuchtigkeit auf die Druckfestigkeit von …“, https://open.clemson.edu/all_theses/3225/. [Mechanische Prüfungen von Wellpappe zeigen, dass Prägungen in stark beanspruchten Eckbereichen die vertikale Tragfähigkeit der Schachtel verringern]. Nachweisfunktion: Bestätigung des Ursache-Wirkungs-Zusammenhangs; Quellentyp: Ingenieurstudie. Unterstützt: Struktureller Vorteil von Ausschlusszonen. Anmerkung zum Anwendungsbereich: Speziell für den vertikalen Stapeldruck. ↩
„Wellpappkartons – Kantenstauchtest (ECT) | TheBoxery.com“, https://www.theboxery.com/ect.asp?srsltid=AfmBOorwRug9KpDbrcZZFa9ZwbEn96ozCHYNHPLJ-IF_m_1uafiC5DV1. [Der Kantenstauchtest (ECT) ist der Industriestandard zur Bestimmung der Stapelfestigkeit und der strukturellen Integrität von Wellpapp-Versandkartons]. Nachweisfunktion: Definition der Messgröße; Quellentyp: ASTM/ISO-Norm. Unterstützt: Bedeutung der strukturellen Zonierung. Anwendungsbereich: Gilt primär für Wellpappe. ↩