
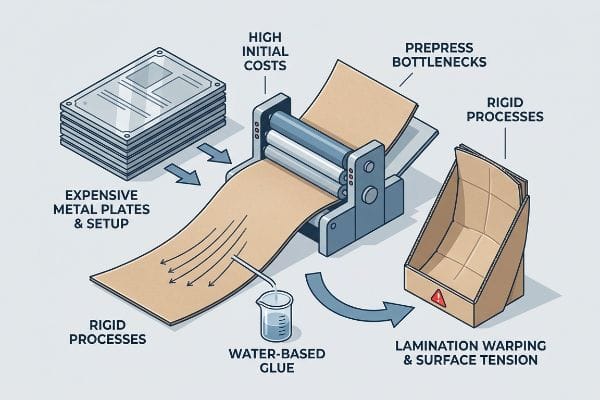
Wer bei der Gestaltung von Verkaufsdisplays, riskiert versteckte chemische Spannungen in seiner Lieferkette, massive Engpässe in der Druckvorstufe und hohe Einrichtungskosten.
Zu den Nachteilen des Lithografiedrucks zählen hohe Anfangsinvestitionskosten, teure Metallplatten und die Notwendigkeit von Nassklebeverfahren. Die Litho-Laminierung verwendet naturgemäß wasserbasierten Klebstoff auf großen Kartonflächen, wodurch eine immense Oberflächenspannung entsteht, die die strukturelle Integrität beeinträchtigen kann, wenn sie nicht sorgfältig unter präzisen Werksbedingungen ausgehärtet wird.
Während der Offsetdruck eine unbestreitbare visuelle Wiedergabetreue bietet, ist das Verständnis seiner physikalischen Grenzen die einzige Möglichkeit, zu verhindern, dass eine hochwertige Grafik eine robuste Kartonkonstruktion zerstört.
Was sind die Nachteile der Lithographie?
Die Hauptschwachstelle ist nicht die Tinte, sondern die reine Mechanik, nasses Papier mit der starren Wellenstruktur zu verbinden.
Die Nachteile der Lithografie resultieren hauptsächlich aus strukturellen Laminierungsproblemen. Da lithografische Druckmaschinen auf ein separates Deckblatt drucken, sind wasserbasierte Polyvinylacetat-Klebstoffe erforderlich, um die Platten auf gewellte Trägermaterialien zu montieren. Dadurch ist die gesamte Anzeigetafel starker Feuchtigkeitsaufnahme, Faserquellung und mechanischer Verformung ausgesetzt.
Wenn man die theoretische Schönheit eines digitalen Proofs außer Acht lässt, offenbart die Fabrikhalle die brutale chemische Realität der Nasslaminierung.
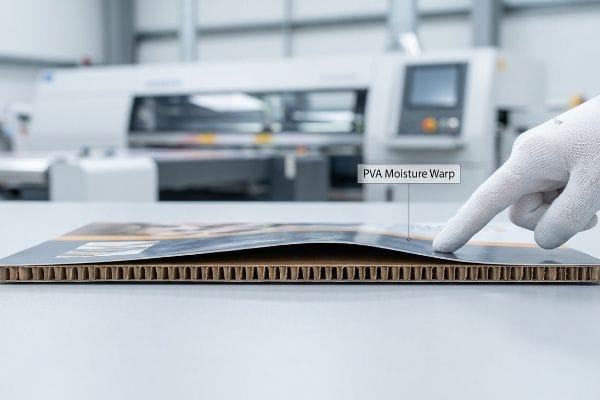
Die PVA-Feuchtigkeitsverzugsverformung
Bei der Überprüfung von Displayprogrammen unserer Kunden stelle ich immer wieder fest, dass Marken die chemischen Gegebenheiten der Litho-Laminierung völlig ignorieren. Sie gehen fälschlicherweise davon aus, dass das Aufbringen eines hochauflösenden Druckbogens auf eine starre Wellpappe eine perfekt ebene Strukturplatte ergibt. Dabei vergessen sie, dass traditionelle Litho-Verfahren den Einsatz von wasserbasierten PVA-Klebstoffen (Polyvinylacetat)¹ auf riesigen Flächen erfordern. Ohne entsprechende technische Vorkehrungen greift diese Feuchtigkeit das Fasernetzwerk des Papiers² anundbeeinträchtigt so die Stabilität, noch bevor der Stanzvorgang beginnt.
In meinem Werk erlebe ich regelmäßig, dass Einkaufsteams massive, 152,4 cm hohe Seitenwände fordern, die im Lithografieverfahren bedruckt werden, um eine maximale grafische Wirkung zu erzielen – und dabei die chemische Oberflächenspannung völlig ignorieren. Das ist keine bloße Theorie, sondern Realität in der Testumgebung: Der nasse PVA-Klebstoff schrumpft und erzeugt eine immense Oberflächenspannung,die dazu führt, dass sich eine Standard-Einwandplatte wie ein Kartoffelchip stark nach innen wölbt. Dies resultiert in einem verheerenden Abfall der vertikalen Belastbarkeit um 4,2 %TAPPI -Kantenstauchtest (Technical Association of the Pulp and Paper Industry) T811. Nachdem mir das Einkaufsteam die Anpassung ihrer vereinfachten Tabelle gestattet hatte, implementierte ich ein strenges Aushärtungsgewichtprotokoll. Ich stapelte die frisch laminierten Platten 24 Stunden lang unter präzise beschwerten Platten, um eine gleichmäßige Aushärtung zu erzwingen, und führte eine ausgewogene Doppelplattenstruktur ein, um der Polymerspannung entgegenzuwirken. Durch die Neutralisierung dieser nach innen gerichteten Verformung konnte ich sicherstellen, dass die Ecken ihre volle rechtwinklige Festigkeit behielten. Dadurch wurde das Risiko des Umkippens kopflastiger Verkaufsdisplays beseitigt und dem Kunden die sofortigen Ablehnungsgebühren der Einzelhändler erspart. Gleichzeitig wurde die enorme Leistungsfähigkeit der Flatpack-Logistik beibehalten, bei der ein Container mit unverformter, flacher Wellpappe vier Container mit vollständig montierten, starren Displays ersetzt.
| Metrik/Merkmal | Generischer Litho-Ansatz | Konstruierte Realität |
|---|---|---|
| Klebstoffhärtung | Luftgetrocknete Aushärtung bei Raumtemperatur | 24-Stunden-Totgewichtsdrücken5 |
| Oberflächenspannung | Ignoriert, was zu einer Verformung des Boards führt6 | Ausgewogene Duplex-Rückwand |
| Ausbeute bei Kantenquetschung | Tropfen unter Feuchtigkeitsstress | Behält 100 % der Elektrokrampffestigkeit7 |
Ich weigere mich, die Nasschemie die physikalischen Gesetze außer Kraft setzen zu lassen. Ein hochwertiger Lithografiedruck ist völlig wertlos, wenn die PVA-Spannung Ihren robusten Verkaufsständer dauerhaft verbiegt, noch bevor er die Versandrampe erreicht.
🛠️ Harveys Schreibtisch: Biegen sich Ihre hohen, litholaminierten Seitenwände heimlich nach innen und beeinträchtigen dadurch Ihre dynamische Tragfähigkeit? 👉 Fordern Sie eine kostenlose Ebenheitsprüfung an ↗ — Ich prüfe jede Statikakte persönlich innerhalb von 24 Stunden.
Was ist besser, ein Druck oder eine Lithografie?
Die Wahl zwischen Digitaldruck und traditioneller Lithografie hängt ausschließlich vom Umfang Ihrer Handelskampagne und der erforderlichen Markteinführungsgeschwindigkeit ab.
Der Vergleich zwischen einem Standarddruck und einer Lithografie hängt vom jeweiligen Herstellungsverfahren ab. Die Lithografie nutzt geätzte Metallplatten und Offsetzylinder, um eine unübertroffene, hochpräzise Farbkonsistenz für große Auflagen zu erzielen. Im Gegensatz dazu verwendet der digitale Direktdruck UV-härtende Flüssigpolymere, wodurch Einrichtungszeiten entfallen und eine hohe Flexibilität für Kleinauflagen ermöglicht wird.

Um die richtige logistische Entscheidung zu treffen, muss man den Marketingjargon beiseite lassen und sich konkret ansehen, wie die Tinte physikalisch mit dem Kartonsubstrat interagiert.
Der Vorteil der Sofortpolymerisation im Vergleich zum High-Fidelity-Standard
Aus rein fertigungstechnischer Sicht lösen die traditionelle Litho-Laminierung und der UV-Direktdruck auf Karton völlig unterschiedliche mechanische Probleme. Bei der Lithografie wird eine hauchdünne Farbschicht auf ein separates, beschichtetes Deckblatt aufgetragen, das anschließend auf die Wellpappenstruktur geklebt wird. Dies garantiert maximalen Glanz und absolute Delta-E-Farbkonsistenz über Zehntausende von Einheiten<sup>8</sup>. Der moderne Digitaldruck hingegen umgeht den zweiten Laminierungsschritt vollständig, indem flüssige Tinte direkt auf das rohe Wellpappenmaterial aufgetragen wird<sup>9</sup>.
Der wesentliche technische Unterschied liegt in der Aushärtungschemie und den Werkzeuganforderungen. Offsetlithografie erfordert teure, individuell geätzte Aluminiumplatten<sup>10</sup> und nasse PVA-Klebstoffe. Dies führt zu einem erheblichen Engpass in der Druckvorstufe, senkt aber die Stückkosten bei großvolumigen Rollouts im Einzelhandel deutlich. Im Gegensatz dazu nutzt der Flachbett-Digitaldruck eine sofortige Polymerisationsreaktion<sup>11</sup>. Spezielle Druckköpfe tragen flüssige Tinte auf, die durch UV-Licht in Millisekunden, in denen sie auf den porösen Karton trifft, zu einem festen, widerstandsfähigen Polymerfilm ausgehärtet wird. Dadurch wird ein Durchbluten der Tinte in die Papierfasern vollständig verhindert, was ein gestochen scharfes Bild ohne zusätzliche Deckschicht gewährleistet. Da Metallplatten und lange Trocknungszeiten für Klebstoffe entfallen, bietet dieses Direktdruckverfahren eine beispiellose Flexibilität. Ingenieure können so schnell Prototypen und Kleinserien von Strukturdisplays erstellen und produzieren, ohne die mit Nasslaminierung verbundenen Risiken chemischer Verformungen einzugehen.
| Metrik/Merkmal | Litho-Laminierung | UV-Digital-Flachbett |
|---|---|---|
| Werkzeugkosten | Hochwertige Metallplatten | Null physische Plattenkosten12 |
| Substratprozess | Beschichtete Platte auf Karton geklebt | Direkt-zu-Bord-Jet-Anbindung |
| Aushärtungsmechanismus | Verdunstungstrocknung13 | Sofortige UV-Polymerisation14 |
Ich rate Käufern stets, ihr Druckverfahren direkt an die Geschwindigkeit ihrer Lieferkette anzupassen. Bei großen Auflagen sollte man Litho-Laminierung verwenden, um die Farbtreue der Marke optimal zu schützen, während UV-Digitaldruck zum Einsatz kommen kann, wenn es auf Geschwindigkeit ankommt.
🛠️ Harveys Schreibtisch: Steigt Ihre aktuelle Druckmethode die Mindestbestellmengen und bremst Ihre schnellen Werbeaktionen aus? 👉 Kostenlose Druckmethodenanalyse ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Ist der Offsetdruck besser als der Digitaldruck?
Die Behauptung, ein Verfahren sei überlegen, ist eine Falle; die Lithotechnik ist zwar aufgrund der höheren Stückzahlen wirtschaftlich vorteilhaft, birgt aber während der eigentlichen Stanzphase erhebliche Risiken hinsichtlich der mechanischen Toleranz.
Ja. Der Offsetdruck ist dem Digitaldruck in Bezug auf Farbkonsistenz bei hohen Auflagen überlegen, erfordert aber deutlich größere Fertigungstoleranzen. Da beim Offsetdruck ein einzelnes bedrucktes Blatt auf dicke Wellen geklebt wird, ist er sehr anfällig für mechanische Verschiebungen der Laminierung und benötigt daher großzügige Beschnittzugaben, um freiliegende Kanten zu vermeiden.
Was Grafikdesigner am Computerbildschirm konzipieren, lässt sich selten nahtlos in die chaotische, rasante Realität einer Litho-Laminierungs-Montagemaschine übertragen.
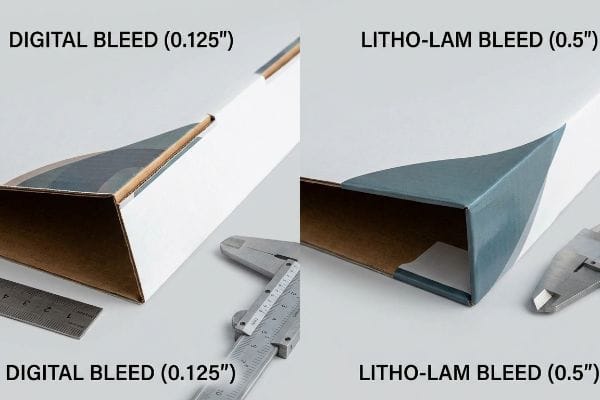
Das Litho-Shift-Bleed-Mandat
Bei der Auswertung von Druckvorstufendateien stelle ich immer wieder fest, dass Grafikdesigner standardmäßige 3,17 mm (0,125 Zoll) Beschnittzugabe für den Digitaldruck auf dickes Wellpappen-Displaymaterial anwenden. Sie gehen fälschlicherweise davon aus, dass ein lithografisch laminiertes Deckblatt mit derselben mikroskopischen Präzision gestanzt werden kann wie ein Digitaldruck direkt auf Karton. Dabei verkennen sie, dass das physische Verfahren des Zerkleinerns und Verklebens von nassem Papier auf dicken Karton zwangsläufig automatisierte Montageanlagen erfordert. Dies führt zu einer deutlich größeren Toleranz, die beim Standard-Digitaldruck vollständig vermieden wird .
Das ist nicht nur Theorie – ich habe es letztes Jahr schmerzlich erfahren müssen, als ich meinen leitenden Druckvorstufeningenieur Mark bat, einen Testlauf für ein komplexes, ineinandergreifendes Bodendisplay mit der Standard-Digitalstanze eines Kunden durchzuführen. Der Fehler trat direkt beim Aufziehen auf. Das Design basierte auf einem minimalen Anschnitt, wobei die mechanische Verschiebung des automatisierten Laminierbandes 16 völlig außer Acht gelassen wurde . Ich erinnere mich noch genau an das laute, wiederholte Klacken der Stanzform, die durch den dicken Karton stanzte, gefolgt von der sofortigen Erkenntnis, dass sich das Deckblatt beim Kleben leicht verschoben hatte. Die Folge waren unschöne, braune Papierkanten, die entlang der gut sichtbaren 90-Grad-Falzlinien des Hauptkopfes deutlich sichtbar waren. Um dies zu beheben, habe ich den Auftrag sofort zurück in die RIP-Software (Raster Image Processor) geladen, die mechanische Verschiebung der Laminierbänder mathematisch neu berechnet und einen strikten Mindestanschnitt von 12,7 mm (0,5 Zoll) 17 über jede physische Schnittlinie hinaus festgelegt. Dieser massive, obligatorische Beschnitt dient als technisches Sicherheitsnetz gegen Laminierungsverschiebungen und garantiert, dass die gedruckte Grafik jede Kante perfekt umschließt. Dadurch wird ein optischer Mangel vermieden, der bei der Einführung hochwertiger Kosmetikprodukte zu einer 100%igen Ablehnungsquote seitens der Einzelhändler geführt hätte .
| Metrik/Merkmal | Generische digitale Anschnittsanzeige | Litho-Lam Realität |
|---|---|---|
| Blutungsmarge | 0,125 Zoll (3,17 mm)18 | Mindestens 0,5 Zoll (12,7 mm)19 |
| Randabdeckung | Fehler beim Blechwechsel | 100% optische Kantenumhüllung |
| Maschinentoleranz | Statische Mikropräzision | Dynamische Laminierungsdrift20 |
Ich investiere Zeit und Geld in meiner Druckvorstufe, damit Sie im Einzelhandel keine Gewinneinbußen erleiden. Sie müssen die mechanische Abweichung der Laminiermaschine unbedingt beachten, um gravierende optische Fehler zu vermeiden.
🛠️ Harveys Schreibtisch: Programmieren Ihre Agenturdesigner versehentlich Kantenübergänge im Lithografie-Verfahren in Ihre großflächigen Verkaufsdisplays ein? 👉 Fordern Sie eine kostenlose Toleranzprüfung für Stanzformen in der Druckvorstufe an ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Wie oft kann man einen Lithographiestein verwenden?
Während in der historischen Lithografie beständiger Kalkstein verwendet wurde, beruht die moderne Wellpappenherstellung auf sich schnell zersetzenden Aluminiumplatten und porösen Holzschneidformen, die keinesfalls ewig halten können.
Moderne Lithografiewerkzeuge sind nicht unbegrenzt verwendbar. Während historische Lithografiesteine wiederverwendbar waren, verwendet die industrielle Wellenlithografie dünne Aluminium-Druckplatten und Stanzformen aus Holz und Stahl. Diese hochempfindlichen Werkzeuge unterliegen starkem mikroskopischem Verschleiß, Verformungen durch Luftfeuchtigkeit und Materialermüdung, weshalb häufige Austauschzyklen erforderlich sind, um die Qualität im Einzelhandel zu erhalten.

Der Versuch, die Lebensdauer Ihrer physischen Fertigungsanlagen zu verlängern, um ein paar Dollar im Voraus zu sparen, ist der schnellste Weg, eine Massenmarkteinführung im Einzelhandel zu sabotieren.
Die Werkzeugverschleißfalle
Bei der Prüfung langfristiger Lieferverträge für Displaymaterialien stelle ich immer wieder fest, dass Einkaufsabteilungen von meinem Werk verlangen, dieselben Lithoplatten und Stanzwerkzeuge für mehrere saisonale Nachbestellungen wiederzuverwenden , um eine Standardwerkzeuggebühr zu vermeiden. Sie behandeln Fertigungswerkzeuge als dauerhafte, unzerstörbare Güter, anstatt zu erkennen, dass es sich um Bauteile handelt, die sich im Laufe der Zeit abnutzen. Dabei ignorieren sie die Tatsache, dass Standard-Stahlstanzwerkzeuge in rohes Sperrholz eingebettet sind <sup>21</sup> und dass versetzte Aluminiumplatten bei der Hochgeschwindigkeits- und abrasiven Blechzuführung mikroskopisch kleine Oberflächenkratzer <sup>22</sup> aufweisen
In meinem Betrieb erlebe ich regelmäßig, wie Einkäufer mit sechs Monate alten Werkzeugen eine dritte oder vierte Nachbestellung fordern und dabei die physikalischen Gegebenheiten eines nicht klimatisierten Lagers völlig ignorieren. Das ist keine bloße Theorie – ich sehe es in der Testhalle, wenn ich eine alte, poröse Holzstanzplatte verwende, die ein halbes Jahr lang die Luftfeuchtigkeit der Fabrik aufgenommen hat. Das Holz quillt auf und verzieht sich, wodurch die Stahlfalzmesser23 aus ihrer exakten 90-Grad-Ausrichtung geraten. Bei der Messung des ersten Prägevorgangs mit einem digitalen Mikrometer stelle ich eine katastrophale Abweichung von 1,01 mm (0,04 Zoll) an einer primären, tragenden Falz24fest, wodurch die strukturelle Druckfestigkeit der Platte sofort gefährdet wird. Nachdem mir das Einkaufsteam erlaubt hatte, ihre veraltete Kosteneinsparungsvorgabe aufzugeben, führte ich ein obligatorisches Protokoll für neue Werkzeuge ein. Ich schreibe strikt vor, dass für jede größere Produktionscharge eine brandneue Stahlstanzform per Laser gebrannt und neue Offsetplatten geätzt werden. Durch die ausschließliche Verwendung von frischem Metall garantiere ich absolute Schnittgenauigkeit und sorge dafür, dass sich die Montagezeit für die Endverpackung dank reibungsloser, perfekt rechtwinkliger Laschenverriegelung um bis zu 25 % reduziert.
| Metrik/Merkmal | Alte, wiederverwendete Werkzeuge | Neues Werkzeugprotokoll |
|---|---|---|
| Grundmaterial | Feuchtigkeitsverzogenes Sperrholz25 | Frisch lasergeschnittenes Brett |
| Klingenausrichtung | Schwere mechanische Abweichung26 | Absolute wahre Nullabweichung |
| Laschenbaugruppe | Hohe Reibung, Reißen | Reibungslose, saubere Laschenverriegelung27 |
Ich werde niemals zulassen, dass ein verzogenes Stück uraltes Holz die Stabilität eines robusten Verkaufsregals gefährdet. Die Investition in neue Metallwerkzeuge ist eine unerlässliche Versicherung, keine optionale Ausgabe.
🛠️ Harveys Schreibtisch: Verwendet Ihr aktueller Lieferant heimlich feuchtigkeitsgeschädigte Stanzwerkzeuge wieder und verlangsamt so die Montage Ihrer Wellpappendisplays? 👉 Fordern Sie eine kostenlose Werkzeugstrukturprüfung an ↗ — Ich prüfe jede Strukturdokumentation persönlich innerhalb von 24 Stunden.
Abschluss
Wer die brutalen physikalischen Realitäten von nassem PVA-Foliengewebe, mechanischer Laminierungsverschiebung und Werkzeugverzug ignoriert, riskiert einen erheblichen Verlust an Versand-ROI, noch bevor die Waren überhaupt im Handel erhältlich sind. Genau diese technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 2 mm bei einer großen nationalen Markteinführung vor Produktionsbeginn auf. Lassen Sie nicht länger zu, dass unsichtbare Fertigungstoleranzen Ihre Kampagne sabotieren. Ich persönlich prüfe Ihre Strukturdateien im Rahmen meines kostenlosen Litho-Lam-Prepress- und Werkzeug-Audits ↗, um Ihnen eine reibungslose Co-Packing-Verpackung und eine makellose Umsetzung im Einzelhandel mathematisch zu garantieren.
„Wasserbasierte Laminierung | Geruchsarme flexible Verpackungen“, https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOooKg4cBx0YDUfj315v5U088Gb2s9fknKx50qXgmy2HQ5MJ_APtl. [Industriestandards für die Litholaminierung dokumentieren die Notwendigkeit von wasserbasiertem Polyvinylacetat für die Verklebung bedruckter Deckschichten mit Wellpappe]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Verpackungsindustriestandard. Unterstützung: Chemische Anforderungen der Lithografie. Anwendungsbereich: Traditionelle Nassklebeverfahren. ↩
„Einfluss der Faserzusammensetzung und der Trocknungsbedingungen auf die Biegesteifigkeit …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-fiber-composition-and-drying-conditions-on-the-bending-stiffness-of-paper/. [Materialwissenschaftliche Studien erklären, wie Feuchtigkeit aus wässrigen Klebstoffen in Zellulosefasern eindringt, was zu Quellung und verringerter Struktursteifigkeit führt]. Evidenzfunktion: Kausalmechanismus; Quellentyp: materialwissenschaftliche Fachzeitschrift. Unterstützt: feuchtigkeitsbedingter Faserabbau. Anwendungsbereich: betrifft Zellulosepapiersubstrate. ↩
„Verzugsbeseitigung bei Wellpappe durch geeignete Verfahren …“, https://www.linkedin.com/posts/dancan-biari-53a135163_corrugated-packaging-cardboard-activity-7435791310604820480-L0io. [Datenblätter zu den chemischen Eigenschaften von Polyvinylacetat beschreiben den Schrumpfungsprozess während der Wasserverdunstung, der mechanische Spannungen im Substrat verursacht]. Nachweisfunktion: mechanische Erklärung; Quellentyp: Datenblatt zu den chemischen Eigenschaften/Fachzeitschrift für Materialwissenschaften. Beleg: die Hauptursache des Verzugs. Anwendungsbereich: speziell für wasserbasierte Klebstoffe. ↩
„Vollflächige Messungen im Kantenstauchtest von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. [Technische Berichte über die Eigenschaften von Wellpappe würden den Zusammenhang zwischen klebstoffbedingtem Verzug und der Reduzierung der Werte im Kantenstauchtest (ECT) bestätigen]. Nachweisfunktion: quantitative Verifizierung; Quellentyp: technische Norm/Industriebericht. Unterstützt: den Einfluss der PVA-Schrumpfung auf die strukturelle Festigkeit. Anwendungsbereich: spezifisch für die Prüfung nach T811. ↩
„Herstellung von Klebstoffen für Wellpappen – Pkg Solutions“, http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. [Technische Richtlinien für die Litholaminierung legen die Dauer und den Druck fest, die für die Stabilisierung von PVA-Klebstoffen ohne Verzug erforderlich sind.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Unterstützt: Optimierter Aushärtungsprozess für starre Wellenstrukturen. Anwendungsbereich: Gilt für hochwertige, technisch gefertigte Wellpappenlösungen. ↩
„Identifizierung geometrischer Merkmale von Wellpappe mittels …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10346967/. [Die materialwissenschaftliche Literatur zur hygroskopischen Ausdehnung beschreibt, wie eine unausgeglichene Oberflächenspannung durch Feuchtigkeitszufuhr zu Krümmungen in Verbundplatten führt]. Nachweisfunktion: Kausalmechanismus; Quellentyp: wissenschaftliches Lehrbuch. Unterstützung: Ursache von Verzugsverzerrungen in der Lithografie. Anwendungsbereich: Speziell für die Nasspapierapplikation auf Wellpappe. ↩
„Abschätzung der Kantenstauchfestigkeit von Wellpappe mittels …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [Standardisierte Prüfdaten von TAPPI oder ASTM würden Vergleichswerte für die Festigkeitserhaltung im Kantenstauchtest (ECT) unter verschiedenen Klebstoffhärtungsbedingungen liefern]. Nachweisfunktion: Leistungskennzahl; Quellentyp: Technischer Standard. Unterstützt: Strukturelle Integrität von technischen Wellpappen. Anmerkung zum Anwendungsbereich: Bezieht sich speziell auf die Kennzahl des Kantenstauchtests. ↩
„Digitaldruck vs. Lithografie: Was ist der Unterschied? – Solopress“, https://www.solopress.com/blog/print-inspiration/digital-vs-lithographic-printing-whats-the-difference/. [Ein technisches Handbuch oder eine farbwissenschaftliche Publikation würde bestätigen, dass die Lithografie bei der Massenproduktion eine geringere Delta-E-Abweichung aufweist als digitale Alternativen]. Nachweisfunktion: Technische Validierung; Quellentyp: Technischer Standard. Belegt: Die Überlegenheit der Lithografie hinsichtlich der Farbkonsistenz. Anwendungsbereich: Gilt speziell für industrielle Großserien. ↩
„Welches Druckverfahren eignet sich am besten für Wellpappenverpackungen?“, https://www.assetliquidity.net/blog/what-printing-process-is-best-for-corrugated-packaging. [Technische Spezifikationen von Herstellern digitaler Druckmaschinen bestätigen, dass der UV-Direktdruck auf Karton die Notwendigkeit eines separaten gestrichenen Deckblatts überflüssig macht.] Nachweisfunktion: Prozessverifizierung; Quellentyp: Technische Spezifikation des Herstellers. Unterstützt: die Effizienz digitaler Druckprozesse. Anwendungsbereich: beschränkt auf die UV-Direktdrucktechnologie auf Karton. ↩
„Wie sind die Druckplatten für den Offsetdruck? – Rotatek“, https://rotatek.com/plates-offset-printing/. [Eine maßgebliche Quelle für Drucktechnologie würde die spezifischen Plattenmaterialien und das chemische Ätzverfahren der Offsetlithografie detailliert beschreiben]. Belegfunktion: Faktenprüfung; Quellentyp: Branchenhandbuch. Begründung: die hohen Kosten und die Komplexität der Druckvorstufe. Anmerkung: bezieht sich auf traditionelle Offsetdruckstandards. ↩
„Forschungsfortschritte bei selbstheilenden Polymeren für die UV-Härtung …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10748115/. [Technische Dokumentationen zu UV-härtbaren Tinten erklären die photochemische Reaktion, bei der flüssige Monomere durch UV-Bestrahlung in einen festen Polymerfilm umgewandelt werden]. Nachweisfunktion: Technischer Mechanismus; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Geschwindigkeit und Haltbarkeit des Direktdrucks auf Karton. Anwendungsbereich: Speziell für UV-härtende digitale Systeme. ↩
„Understanding the Cost Differences Between Digital and Litho“, https://www.pdi.co.uk/insights/understanding-the-cost-differences-between-digital-and-litho-printing. [Vergleiche zwischen Digital- und Offsetdruck bestätigen, dass digitale Arbeitsabläufe die Notwendigkeit physischer Druckplatten umgehen und somit die Einrichtungskosten senken]. Belegfunktion: Wirtschaftliche Tatsache; Quellentyp: Druckkostenanalyse. Unterstützt: Kosteneffizienz des Digitaldrucks. Anmerkung: Bezieht sich auf Werkzeuge für die Druckvorstufe. ↩
„Auswirkungen von Feuchtigkeit im Laminierprozess – AICC Now“, https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Dokumentation der Druckindustrie beschreibt den Prozess, bei dem Lösungsmittel oder Wasser aus der Druckfarbe verdunsten, um das lithografische Blatt zu trocknen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Lehrbuch für Drucktechnik. Träger: Trocknungsmechanismus der Lithografie. Anwendungsbereich: Speziell für traditionelle Offset-/Lithografieverfahren. ↩
Funktionsprinzip von UV-Flachbettdruckern: Vom Druckkopf zur UV-Härtung, https://seniorprinter.com/uv-flatbed-printer-working-principle-from-print-head-to-curing/. [Ein technisches Handbuch oder ein Branchenleitfaden zur UV-Härtung erklärt, wie ultraviolettes Licht eine chemische Reaktion auslöst, die die Tinte sofort aushärtet]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchen-Whitepaper. Unterstützt: UV-Härtungsgeschwindigkeit im digitalen Druck. Anwendungsbereich: Gilt für UV-härtende Tinten. ↩
„Litholaminierung vs. Digitaldruck: Ein Leitfaden für industrielle Einkäufer …“, https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Technische Spezifikationen für Wellpappen-Kaschiermaschinen würden die mechanische Abweichung (Drift) quantifizieren, die dem Laminierprozess im Vergleich zur festen Passgenauigkeit des direkten Digitaldrucks inhärent ist]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Maschinenspezifikationshandbuch. Unterstützt: die Behauptung, dass die Litholaminierung größere Beschnittzugaben erfordert. Anwendungsbereich: Anwendbar auf die Herstellung von Displays aus dicker Wellpappe. ↩
„Litholaminiermaschinen – Lamina System“, https://www.laminasystem.com/machines/litho-laminating-machines. [Technische Handbücher zur Wellpappenherstellung beschreiben detailliert, wie mechanische Abweichungen in den Laminierbändern zu einer Fehlausrichtung zwischen dem bedruckten Bogen und der Wellpappe führen]. Nachweisfunktion: Technische Erklärung; Quellentyp: Technisches Handbuch der Branche. Belege: Der Kausalmechanismus für die Laminierverschiebung. Anmerkung: Der Grad der Verschiebung variiert mit dem Alter und der Wartung der Anlage. ↩
„Die Bedeutung des Beschnitts im Verpackungsdesign verstehen“, https://epacflexibles.com/understanding-the-importance-of-bleed-in-packaging-design/?srsltid=AfmBOopEhRIjk_vPUk4MuHKQT3yxE9luMUHkDpFPwvsEb-m6w_L6m6lg. [Richtlinien für die Druckvorstufe bei der Litholaminierung in hohen Auflagen schreiben erweiterte Beschnittzugaben vor, um Passerabweichungen während des Klebevorgangs auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Richtlinien für die Druckvorstufe. Belege: Die spezifische Kennzahl zur Vermeidung von Gratbildung. Anmerkung: Die spezifischen Zugaben können je nach Komplexität des Stanzvorgangs variieren. ↩
„Beschnittzugabe 101: Was sie ist und wie sie verwendet wird – Binders, Inc.“, https://www.bindersinc.com/resources/what-is-bleed-printing. [Branchenübliche Druckrichtlinien bestätigen 0,125 Zoll als Mindestbeschnittzugabe für den Digitaldruck]. Nachweisfunktion: Faktenprüfung; Quellentyp: Branchenstandard; Unterstützung: Normen für digitale Beschnittzugabe. Anwendungsbereich: Standard für die meisten kommerziellen Digitaldrucke. ↩
„Lithografische Laminierung“, https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopP56SqmwO_MOU1TaNgmDy9eNK5CC3S973mfDw_HfP0PlI7QEip. [Technische Spezifikationen von Verpackungsingenieuren bestätigen, dass die Litholaminierung deutlich größere Beschnittzugaben erfordert, um mechanische Verschiebungen auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch; Betrifft: Anforderungen an die Beschnittzugaben bei der Litholaminierung. Anwendungsbereich: Spezifisch für Litholaminierungsprozesse. ↩
„Behebung von Overlay-Drift bei fortschrittlichen IC-Substraten (AICS) …“, https://semiengineering.com/addressing-total-overlay-drift-in-advanced-ic-substrate-aics-packaging/. [Die technische Dokumentation zu Laminierprozessen erläutert die physikalischen Abweichungen und Materialbewegungen, die beim Verbinden bedruckter Folien mit Substraten auftreten]. Nachweisfunktion: Technische Erläuterung; Quellentyp: Technisches Lehrbuch; Unterstützung: Toleranzrisiken von Litho-Laminiermaschinen. Anwendungsbereich: Betrifft die physikalische Verbindungsphase der Produktion. ↩
„Herstellung von Flachbett-Laserstanzformen für Wellpappe – Schritt-für-Schritt-Anleitung“, https://www.ytdiemaker.com/news/step-by-step-guide-to-the-flatbed-laser-die-template-manufacturing-process.html. [Technische Spezifikationen von industriellen Stanzwerkzeugen bestätigen, dass Stahlschablonen üblicherweise zur Stabilisierung in eine Sperrholz- oder MDF-Platte eingesetzt werden.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für die industrielle Fertigung. Unterstützung: Materialzusammensetzung der Stanzformen. Anwendungsbereich: Typisch für Anwendungen in der Wellpappenverpackungsindustrie. ↩
„[PDF] Lithographie Aluminiumplattenlithographie | Kunst an der WSU“, https://art.wsu.edu/documents/2023/08/aluminum-plate-lithography.pdf/. [Materialwissenschaftliche Daten zur Degradation von Aluminiumplatten im Offsetdruck dokumentieren den Einfluss von abrasivem Bogentransport und Farbreibung auf die Plattenlebensdauer]. Nachweisfunktion: Kausalmechanismus; Quellentyp: Technischer Artikel der Druckindustrie. Anwendungsbereich: Verschleißmechanismus von Druckplatten. Anmerkung zum Anwendungsbereich: Speziell für industrielle Hochgeschwindigkeitsdruckumgebungen. ↩
„Schneiden unter extremen Bedingungen: Optimierung der Sägeblattleistung“, https://bladesdirect.net/blogs/news/cutting-in-extreme-conditions?srsltid=AfmBOorqhHeE-md92Q8y4ya3Di1m–NNYJpozTWXr8ZjqTtFJ1C-MAHr. [Autoritative Leitfäden zur Werkzeugherstellung erklären, wie die hygroskopische Natur von Holzsubstraten bei hoher Luftfeuchtigkeit zu Dimensionsinstabilität und damit zu einer Verschiebung eingebetteter Stahllinien führt]. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliches Handbuch. Unterstützt: Der Mechanismus der Sägeblattverformung aufgrund von Holzverzug. Anwendungsbereich: Anwendbar in industriellen Umgebungen ohne Klimatisierung. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Verpackungstechnische Normen definieren die Toleranzgrenzen für die Faltgenauigkeit und wie Abweichungen über bestimmte Messwerte hinaus die vertikale Druckfestigkeit von Wellpappe beeinträchtigen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technische Norm. Belegt: den Zusammenhang zwischen Faltabweichung und Strukturversagen. Anwendungsbereich: Fokus auf tragende Faltungen in industriellen Verpackungen. ↩
„Wird sich mein Schneidebrett verziehen? Sechs Gründe, warum die Antwort ‚Nein‘ lautet“, https://treeboard.com/blog/will-my-cutting-board-warp/?srsltid=AfmBOooELRp4Yp74jDWDQ_dIsibsTK3ol6aKfzm3Hhf0ICCnxqNWbdyG. [Eine Quelle aus der Materialwissenschaft oder dem Wirtschaftsingenieurwesen würde erklären, wie die hygroskopische Natur von Sperrholz zu Dimensionsinstabilität und Verformung bei Stanzplatten führt]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Materialwissenschaftliches Handbuch. Unterstützt durch: Materialverschleiß alter Werkzeuge. Anmerkung zum Anwendungsbereich: Fokus auf Holzwerkstoffe. ↩
„Fehlerbehebung bei Stanzfehlern in Stanzprozessen“, https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. [Fertigungsnormen für das Stanzen würden die mechanische Abweichung und Fehlausrichtung von Stanzmessern nach wiederholten Verwendungszyklen quantifizieren]. Nachweisfunktion: metrische Verifizierung; Quellentyp: Fertigungsnorm. Unterstützt: Verschlechterung der Messerausrichtung bei wiederverwendeten Werkzeugen. Anmerkung zum Anwendungsbereich: Abweichung gemessen in Mikrometern oder Millimetern. ↩
„Falten von starren Verpackungen: Rillen, Falzlinien und …“, https://eliterigidboxes.com/blog/rigid-packaging-folding-creasing-fold-lines-and-assembly-best-practices/. [Richtlinien für die industrielle Verpackungsentwicklung definieren die spezifischen Reibungskoeffizienten und Toleranzen, die für eine saubere Laschenverriegelung während der Montage erforderlich sind]. Nachweisfunktion: Benchmark-Spezifikation; Quellentyp: Handbuch für industrielles Design. Unterstützt: Leistungsstandards für neue Werkzeuge. Anwendungsbereich: Abhängig von der jeweiligen Kartonqualität und -dicke. ↩


