
Sich auf digitale Direktausgangstechnik zu verlassen, mag wie ein Trick für schnelle Markteinführungen im Einzelhandel erscheinen, bis die Markenfarben unter dem grellen Neonlicht von Kaufhausketten .
Zu den Nachteilen des Digitaldrucks zählen geringere Produktionsgeschwindigkeiten, höhere Stückkosten bei größeren Stückzahlen, eingeschränkte Genauigkeit bei Pantone-Sonderfarben und Probleme mit der Oberflächenspannung auf Wellpappe. Für Prototypen ist er zwar hervorragend geeignet, doch für große Verkaufsdisplays ist die traditionelle Offset-Lithografie-Laminierung erforderlich, um eine präzise Markenkonsistenz und strukturelle Haltbarkeit zu gewährleisten.

Der Wechsel von einem hellen digitalen Monitor zu einem physischen Testliner offenbart brutale Realitäten der Fertigung, die in herkömmlichen Marketing-Dashboards völlig ignoriert werden.
Was sind die Nachteile des Digitaldrucks?
Marken drängen ständig auf digitale Direktdruckverfahren, um Werkzeugkosten zu sparen, und gehen davon aus, dass ein Standardprozess nahtlos zu ihrem Corporate-Styleguide passt.
Die Nachteile des Digitaldrucks liegen typischerweise in den erheblichen Einschränkungen bei der Farbabstimmung auf unbeschichtetem Testpapier. Da Digitaldruckmaschinen ausschließlich mit CMYK-Halbtonpunkten anstelle von vorgemischter Sonderfarbe arbeiten, wirken vollflächige Logos oft körnig oder verwaschen, wenn sie unter grellem Lagerlicht direkt auf unversiegelte Wellpappe aufgebracht werden.

Entfernt man die Schutzschicht eines hochwertigen digitalen Proofs, so offenbart die reine Physik der Papierfasern schonungslos genau diesen Fehler.
Die CMYK-Halbton-Schlammfalle
Bei der Prüfung von Stanzvorlagen von Kunden sehe ich immer wieder, wie Marketingteams ihre Firmenlogos in Standard-CMYK-Formate (Cyan, Magenta, Gelb, Schwarz) für den digitalen Direktdruck umwandeln. Sie erwarten, dass der Vierfarbdruck die brillante Leuchtkraft ihrer hintergrundbeleuchteten Büromonitore perfekt wiedergibt. Der Standard-Vierfarbdruck basiert jedoch auf winzigen, sich überlappenden Rasterpunkten, die ungleichmäßig von porösen Wellpappenfasern absorbiert werden,noch bevor das Display im Einzelhandel erhältlich ist.
In meiner Produktionsstätte erlebe ich regelmäßig, wie diese theoretische Annahme bereits beim ersten Testlauf scheitert. Im letzten Quartal verlangte ein Kunde, dass wir sein leuchtend oranges Logo mit unserer digitalen CMYK-Druckmaschine bedrucken, um die Kosten für herkömmliche Druckplatten zu sparen. Bei der Messung des Druckergebnisses unter D50-Inspektionslicht zeigte sich, dass das poröse 32-ECT-Testpapier (Edge Crush Test) die Farbe ungleichmäßig aufgenommen hatte. Dadurch sank die visuelle Dichte um satte 14,8 % und das Papier wirkte trüb und verwaschen. Durch den Wechsel vom direkten Digitaldruck zu einem Vollfarbverfahren, bei dem die optische Punktmischung durch eine präzise gemischte PMS-Sonderfarbe (Pantone Matching System) ersetzt wurde, konnte ich die satte Pigmentfüllung wiederherstellen. Diese einfache Materialanpassung garantierte eine hohe Markensichtbarkeit aus 6,09 m Entfernung und eliminierte das Risiko von Rückbelastungen durch den Händler. Gleichzeitig blieb der große logistische Vorteil der flachen Verpackung der Wellpappe erhalten, wodurch 70 % des Frachtvolumens eingespart wurden.
| Metrik/Merkmal | Direkter digitaler CMYK-Farbfilter | Protokoll für Sonderfarben |
|---|---|---|
| Farbanwendung | Halbton-Optische Mischung2 | Vorgemischte Feststoffflut3 |
| Faserabsorption | Hoher Dichteverlust4 | Niedrige Dichtfläche |
| Sichtbarkeit im Einzelhandel | Verwaschenes visuelles Korn | Starker Kontrasteffekt |
Ich weigere mich, zuzulassen, dass verwaschene Halbtongrafiken eine hochwertige Markteinführung im Einzelhandel ruinieren. Die Verwendung von satten Volltonfarben stellt sicher, dass Ihre Markenidentität auch unter der grellen Beleuchtung großer Kaufhausregale erhalten bleibt, ohne Ihre logistischen Gewinnmargen zu beeinträchtigen.
🛠️ Harveys Schreibtisch: Wirken Ihre Markenfarben auf rohen Wellpappkartons blass und körnig? 👉 Kostenlose Farbkalibrierungsprüfung anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Was sind 5 Nachteile des digitalen Marketings?
Einzelhändler experimentieren häufig damit, physische Warenträger durch digitale Marketingbildschirme zu ersetzen, in der Annahme, dass Pixel auf lange Sicht günstiger sind als der Platzbedarf physischer Waren.
Zu den fünf Nachteilen des digitalen Marketings im Einzelhandel zählen eine starke kognitive Überlastung, hohe Hardware-Wartungskosten, fehlende haptische Produktinteraktion, geringe Ablenkung des Publikums und die Unfähigkeit, physische Warenbestände sicher zu lagern. Kunden ignorieren passive digitale Bildschirme konsequent, während physische Aktionsflächen am Regalende eine unmittelbare, greifbare Produktinteraktion und Impulskäufe fördern.

Ein leuchtender Bildschirm mag zwar auf einer Beschaffungsübersicht beeindruckend aussehen, aber er spiegelt die tatsächliche räumliche Anordnung der Waren in einem Ladenlokal überhaupt nicht wider.
Das Versagen der räumlichen Einbindung im 3-3-3-Konzept
Selbst erfahrene Marketingteams konzipieren digitale Marketingkampagnen im stationären Handel häufig ausschließlich für die Nahansicht auf Monitoren und ignorieren dabei die Realität, wie Kunden in einem belebten Kaufhaus ihre Einkaufswagen schieben. Sie verkennen die grundlegende 3-3-3-Regel des Einzelhandelsmarketings⁵., die besagt, dass ein Werbemittel aus einer Entfernung von 9,14 Metern (360 Zoll) die Aufmerksamkeit auf sich ziehen muss. Ohne die markante 3D-Struktur eines physischen Displays geht ein flacher Bildschirm im Hintergrundrauschen des Geschäfts unter und bietet keinerlei visuelle Wahrnehmung
In meiner Einrichtung erlebe ich regelmäßig, wie Kunden versuchen, gescheiterte digitale Kampagnen im stationären Handel zu retten, indem sie in letzter Minute physische Displays aus Wellpappe anfordern. Eine Marke für Jagdausrüstung setzte kürzlich teure digitale Endkappen ein, nur um festzustellen, dass die Kunden die Bildschirme komplett ignorierten. Die theoretische Digitalstrategie scheiterte, da sie keinerlei haptische Produktbindung ermöglichte und die 5,62 kg schweren Armbrustzubehörteile nicht tragen konnte. Bei der Entwicklung des Ersatzdisplays optimierte ich die Regalergonomie mathematisch, um die optimale Trefferzone von 1270 mm (50 Zoll).Die vordere Haltekante wurde gekürzt, um eine Produktsichtbarkeit von 85 Prozent zu gewährleisten.Diese gezielte strukturelle Maßnahme verwandelte einen passiven digitalen blinden Fleck in einen aktiven Merchandising-Motor, steigerte die Impulskäufe sprunghaft und rettete das gesamte Werbebudget des dritten Quartals vor dem Totalausfall.
| Metrik/Merkmal | Bildschirm für digitales Marketing | Physisches POS-Display |
|---|---|---|
| Kundenbindung | rein visuell | Taktile 3D-Disruption |
| Gangstörungen | Flache Hintergrundmischung | Aggressive Stanzgeometrie |
| Produkthalterung | Lagerkapazität Null | Hohe dynamische Belastbarkeit |
Ich sehe täglich, wie teure digitale Bildschirme in riesigen Großhandelsmärkten völlig ignoriert werden. Um tatsächliche Verkäufe zu erzielen, braucht man eine durchdachte Ladengestaltung, die dem Kunden das Produkt direkt zugänglich macht.
🛠️ Harveys Schreibtisch: Erreicht Ihre aktuelle digitale oder hybride Kampagne im Einzelhandel nicht die gewünschte Kundenfrequenz im belebten Gang? 👉 Fordern Sie Ihre kostenlose Sichtbarkeitsanalyse an ↗ — 100 % vertraulich. Ihre unveröffentlichten Ladenkonzepte sind bei mir sicher.
Ist Digitaldruck gut?
Über die Einschränkungen von Halbtonpunkten hinaus verändert die Umgehung von Engpässen in der Druckvorstufe durch plattenfreie Technologie grundlegend, wie schnell Sie auf die Anforderungen des Einzelhandels reagieren können.
Ja. Digitaldruck eignet sich hervorragend für schnelles Prototyping, kurze Testläufe im Einzelhandel und um teure Engpässe bei der Druckvorstufe zu umgehen. Durch den Einsatz spezieller Flachbett-Arrays härtet flüssige Tinte sofort zu einem festen Polymerfilm aus und ermöglicht so kontrastreiche Grafiken direkt auf Trägermaterialien – ohne das hohe Risiko von Feuchtigkeitsschäden.
Wenn man die herkömmlichen, feuchtigkeitsintensiven Klebstoffe aus dem Herstellungsprozess entfernt, verändert sich das physikalische Verhalten des Kartons dramatisch.
Der Vorteil der sofortigen Polymerisation
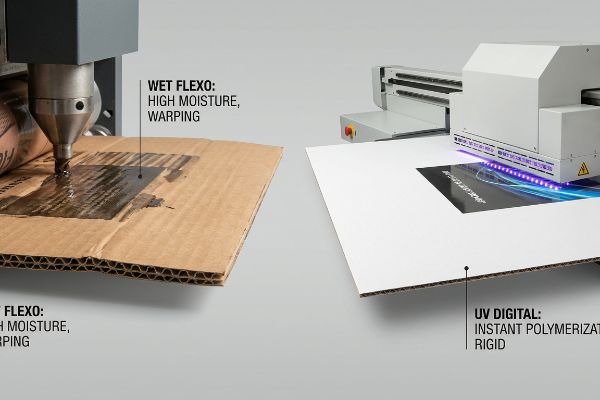
Die traditionelle Litho-Laminierung erfordert das Aufbringen eines bedruckten Deckblatts auf dicke B-Wellen-Kartonsmit wasserbasierten PVA-Klebstoffen (Polyvinylacetat). Dieser Nassklebprozess führt den Rohpapierfasern große Mengen an Feuchtigkeit zu, was bei unzureichender Aushärtung unter hoher Belastung zu starker Verformung nach innen führen kann. Der digitale Flachbettdruck eliminiert diese chemische Gefahr vollständig, indem die Tinte direkt auf das Rohmaterial aufgetragen wird. Dadurch entfällt die Laminierung, und die Wellen bleiben vollkommen trocken und formstabil.
Das ist nicht nur Theorie – ich habe das letzten Monat schmerzlich erfahren müssen, als ich in unserem Forschungs- und Entwicklungslabor eine neue Hybrid-POS-Basis (Point of Sale) testete. Ich bat meinen leitenden Verpackungsingenieur Mark, eine Charge robuster Thekenschalen mit handelsüblichen wasserbasierten Direktfarben auf unserer älteren Flexodruckmaschine zu bedrucken. Ich erinnere mich noch genau an den stechenden, säuerlichen Geruch der nassen Farbe, als das Testpapier die Feuchtigkeit aufnahm und die 1,5 mm dicke E-Welle sich sofort ablösteund unter dem Mullen-Tester bei nur 64,54 kg Kraft einknickte. Wir schalteten sofort auf unsere UV-Flachbett-CNC-Linie (Computer Numerical Control) um. Durch den Einsatz von Druckköpfen in Kombination mit UV-Lichtarrays, die zu einem festen Polymerfilm aushärtenMillisekunden , umgingen wir die Faserabsorption vollständig. Ich investiere Zeit und Geld in meinem Testlabor, damit Sie im Einzelhandel keine Gewinneinbußen hinnehmen müssen. Diese Maschinenkalibrierung rettete nicht nur die strukturelle Integrität; Dadurch verkürzte sich unser Prototyping-Zyklus um 48 Stunden, sodass der Kunde frühzeitig die Zustimmung der Einzelhändler erhielt und einen umfassenden nationalen Rollout vorzeitig realisieren konnte.
| Metrik/Merkmal | Nassflexodruckverfahren | UV-Digitaldruck |
|---|---|---|
| Feuchtigkeitseinfluss | Hohe Faserquellung12 | Keine Flüssigkeitsaufnahme |
| Aushärtungsgeschwindigkeit | 24-Stunden-Gewichtssperre13 | Sofortige Polymerisation14 |
| Einrichtungskosten | Hohe Kennzeichengebühren | Kein Werkzeug erforderlich |
Ich setze stark auf UV-Digital-Flachbettdrucker, um flexible Einzelhandelskampagnen vor Verzögerungen in der Druckvorstufe zu bewahren. Wenn Sie schnell hochauflösende Muster benötigen, ohne die Kompressionsfestigkeit Ihrer Leiterplatte zu beeinträchtigen, ist die Sofortpolymerisation unerlässlich.
🛠️ Harveys Schreibtisch: Beeinträchtigen lange Verzögerungen in der Druckvorstufe und hohe Werkzeugkosten Ihre Fähigkeit, Prototypen für neue Ladenstrukturen zu entwickeln? 👉 Kostenlose 24-Stunden-Überprüfung digitaler Muster ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Was ist besser, Digitaldruck oder Siebdruck?
Die Wahl zwischen diesen beiden unterschiedlichen Applikationsmethoden hängt von der Balance zwischen hoher grafischer Flexibilität in hoher Geschwindigkeit und dicken, haptischen Oberflächenveredelungen ab.
Siebdruck eignet sich besser für das Auftragen dicker, hochviskoser Spezialbeschichtungen wie Spot-UV-Lackierungen oder Metallic-Grundierungen und bietet eine unübertroffene haptische Haltbarkeit. Digitaldruck hingegen ist besser geeignet für schnelle, plattenlose variable Daten und komplexe, mehrfarbige Fotovorlagen, bei denen schnelles Prototyping und flexible Kampagnenabwicklung die wichtigsten logistischen Prioritäten sind.

Ein umfassendes Verständnis der Wechselwirkung dieser beiden unterschiedlichen Tintenauftragssysteme mit dem Rohpapiersubstrat ist unerlässlich, bevor Stanzformen für die Massenproduktion finalisiert werden können.
Die technischen Mechaniken hinter der Registrierung von hochviskosen Materialien
Der Siebdruck funktioniert im Prinzip wie ein physikalisches Schablonenverfahren, bei dem dicke Schichten hochviskoser Farbe durch ein Siebgewebe direkt auf den Bedruckstoff gepresst werden. Diese mechanische Bewegung ermöglicht extrem dichte Farbschichten und Speziallacke, die mit digitalen Druckköpfen nicht ohne Verstopfung aufgetragen werden könnendiesesaufwendige analoge Verfahren für jede einzelne Farbe oder Beschichtung ein separates Sieb, was es im Vergleich zum agilen, pixelgenauen Drucken mit einem digitalen Flachbettdrucker unflexibel und zeitaufwendig macht.
Bei der Entwicklung hochwertiger Faltschachteln oder Wellpappaufstellermüssen Konstrukteure die Schnittpunkte von Spot-UV-Lackierung oder Strukturierungen mit den Standardgrafiken präzise planen. Da Polymerfolie aufgetragen wirddickere, erfordert die perfekte Ausrichtung über der digital bedruckten Basisschicht höchste Aufmerksamkeit hinsichtlich der Passergenauigkeit. Um die geringfügigen mechanischen Abweichungen zwischen den beiden Druckmaschinen auszugleichen, wird in der Druckvorstufe eine Toleranz von 0,5 mm (0,02 Zoll) berücksichtigt. präziseDiese Kalibrierung in der Druckvorstufe gewährleistet, dass die hochviskose Siebdruckschicht die Digitaldruckfarbe nahtlos überlappt und keine mikroskopisch kleinen Lücken des unbedruckten Papiers durchscheinen. Durch die Trennung der komplexen, haptischen Bearbeitung auf die Siebdruckmaschine und der schnellen Farbbearbeitung auf die Digitaldruckmaschine können die Ingenieure die optimalen mechanischen Eigenschaften beider Systeme nutzen und so eine makellose Präsentation im Einzelhandel erzielen.
| Metrik/Merkmal | Digitaldruck | Siebdruck |
|---|---|---|
| Tintenviskosität | Niedrige Mikrotröpfchen | Hochmaschige Lieferung18 |
| Variable Daten | Hochflexibel | Unmögliche feste Schablone19 |
| Taktile Beschichtungen | Begrenzte Leistungsfähigkeit | Hervorragend geeignet für punktuelle UV-Strahlung20 |
Ich rate Einkaufsteams stets, die Maschine an die spezifischen Anforderungen der Kampagne hinsichtlich Reibung und Ästhetik anzupassen. Digitale Drucksysteme eignen sich für Geschwindigkeit und fotorealistische Klarheit, während traditioneller Siebdruck die richtige Wahl ist, wenn eine starke haptische Wirkung gefragt ist.
🛠️ Harveys Schreibtisch: Sind Ihre hochwertigen UV-Spotlackierungen verschwommen und beeinträchtigen die Optik Ihrer Verkaufsdisplays? 👉 Fordern Sie eine kostenlose Druckvorstufenprüfung an ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sich auf unüberprüfte Annahmen im Digitaldruck zu verlassen, kann Ihre Kampagne schnell zum Scheitern bringen und aus verwaschenen CMYK-Halbtonbildern und mangelhafter Druckvorstufe hohe Rückbuchungsgebühren im Einzelhandel verursachen. Genau diese technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 2 mm für eine große nationale Markteinführung vor Produktionsbeginn auf. Lassen Sie nicht zu, dass unkalibrierte Pixel Ihre Rentabilität beeinträchtigen; ich persönlich prüfe Ihre Strukturdateien kostenlos im Rahmen einer Druckvorstufe für Wellpappe ↗, um sicherzustellen, dass Ihre nächste große Großhandelslieferung perfekt farblich abgestimmt, strukturell einwandfrei und bereit ist, im Großhandelsregal zu glänzen.
„[PDF] 1. Punktzunahme ist die Vergrößerung der Rasterpunktgröße durch die Absorption von Tinte in …“, https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Ein technischer Leitfaden zu Verpackungsdrucksubstraten würde erklären, wie die hohe Porosität von Rohwellpappe zu Tintenverlauf und ungleichmäßiger Absorption von Rasterpunkten führt]. Belegfunktion: Technischer Mechanismus; Quellentyp: Handbuch der Druckindustrie. Unterstützt: Die Behauptung, dass der CMYK-Prozessdruck auf unversiegeltem Karton fehlschlägt. Anmerkung zum Anwendungsbereich: Bezieht sich speziell auf unversiegelte Wellpappensubstrate. ↩
„Halbton“, https://en.wikipedia.org/wiki/Halftone. [Technische Handbücher zum Digitaldruck erklären, wie CMYK-Verfahren Halbtonpunkte nutzen, um durch optische Überblendung im Auge des Betrachters einen kontinuierlichen Tonwert zu simulieren]. Belegfunktion: technische Definition; Quellentyp: Lehrbuch für Druckwesen. Unterstützt: den Mechanismus der digitalen Farbanwendung. Anwendungsbereich: gilt für Standard-Halbton-Digitalverfahren. ↩
„CMYK vs. Sonderfarben im Verpackungsdruck“, https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Industrielle Drucknormen für Sonderfarben beschreiben den Auftrag vorgemischter Farben als Volltonfarben, um Farbkonsistenz und Deckkraft zu gewährleisten]. Nachweisfunktion: Prozessdefinition; Quellentyp: Druckindustrienorm. Unterstützt: die Anwendungsmethode von Sonderfarbenprotokollen. Anwendungsbereich: Typisch für Sieb- oder Offsetdruck. ↩
„Beschichtungen & Tintenabsorption | American Print and Bindery – Goodprint“, https://goodprint.com/blogs/print-bind-closer-look/the-science-behind-ink-absorption. [Materialwissenschaftliche Untersuchungen zur Substratporosität würden bestätigen, dass die Absorption digitaler Tinte in unbehandelte Fasern zu einem messbaren Verlust der optischen Dichte führt]. Nachweisfunktion: Leistungskennzahl; Quellentyp: materialwissenschaftliche Publikation. Unterstützt: den Einfluss der Faserabsorption auf die Qualität des Digitaldrucks. Anwendungsbereich: speziell für poröse, unversiegelte Substrate. ↩
„Was besagt die Dreierregel im Visual Merchandising?“, https://proportionlondon.com/blog/what-is-the-rule-of-three/. [Ein maßgeblicher Leitfaden für Einzelhandelsdesign oder ein Merchandising-Handbuch sollte die 3-3-3-Regel definieren und die erforderliche Entfernung von 360 Zoll für die visuelle Erfassung bestätigen]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Branchenstandard. Unterstützt: Die spezifischen räumlichen Anforderungen für eine effektive Warenpräsentation im Einzelhandel. Anwendungsbereich: Gilt primär für stark frequentierte Großflächenmärkte. ↩
„Kapitel 2: Die richtige Displayhöhe für Ihre Kunden wählen“, https://www.creativedisplaysnow.com/guides/understanding-the-retail-customer/chapter-2-how-to-choose-the-right-display-height-for-your-customers/. [Autoritative Standards für Einzelhandelsdesign und ergonomische Studien definieren den optimalen Höhenbereich für die „Aufmerksamkeitszone“, in der Kunden am häufigsten hinschauen und nach Produkten greifen.] Nachweis: Technische Spezifikation; Quellentyp: Ergonomische Forschung oder Handbuch für Einzelhandelsdesign. Unterstützung: Optimierung der Regalhöhe zur Steigerung der Kundenbindung. Hinweis: Die optimale Höhe kann je nach Größe der Zielgruppe leicht variieren.] ↩
„Die Bedeutung von nahezu Echtzeit-Sichtbarkeit im Regal – Circana“, https://www.circana.com/post/the-importance-of-near-real-time-on-shelf-visibility. [Quantitative Studien im Bereich Visual Merchandising belegen den Zusammenhang zwischen der Höhe der Regalkante und dem Anteil des Produkts, der für einen Kunden aus einem Standardwinkel sichtbar ist.] Nachweisfunktion: Metrische Validierung; Quellentyp: Studie im Bereich Visual Merchandising. Belegt: Die Behauptung, dass strukturelle Modifikationen der Regalkante die Produktsichtbarkeit direkt erhöhen. Anmerkung: Der Prozentsatz variiert je nach Produktabmessungen.] ↩
„Leitfaden 101 zur Litholaminierung für den Verpackungsdruck“, https://gleepackaging.com/litho-lamination-for-packaging-printing/. [Branchenhandbücher für Wellpappenverpackungen beschreiben das Standardverfahren der Litholaminierung, bei dem vorbedrucktes Papier mithilfe von Klebstoffen auf Wellpappe geklebt wird]. Nachweisfunktion: Prozessverifizierung; Quellentyp: Handbuch der Verpackungsindustrie. Unterstützt: Die Definition der traditionellen Litholaminierung. Anwendungsbereich: Gilt für konventionelle Offsetlithografie-Workflows. ↩
„Die Hauptursachen für verzogene Abdeckplatten – Bindwel“, https://bindwel.com/the-primary-causes-of-warped-cover-boards/. [Die technische Dokumentation zur Klebstoffanwendung erklärt, wie wasserbasierte Klebstoffe zum Aufquellen der Fasern und zum Verziehen des Substrats führen, was mechanischen Druck zum Glätten erfordert]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für die Fertigungstechnik. Belege: Der kausale Zusammenhang zwischen Nassklebstoffen und Materialverformung. Anwendungsbereich: Speziell für wasserbasierte PVA-Klebstoffe. ↩
„Leitfaden zu Oberflächenfehlern von Karton und Druckqualität von Versandkartons“, https://www.linkedin.com/pulse/paperboard-surface-defects-shipping-box-print-quality-ricky-fang-cms2e. [Verpackungstechnische Quellen sollten bestätigen, dass wasserbasierte Druckfarben in Wellpappenrohlinge eindringen und Klebeverbindungen beeinträchtigen können, was zu Delamination führt.] Nachweisfunktion: Faktischer Mechanismus; Quellentyp: Handbuch für Verpackungstechnik. Begründung: Das Risiko feuchtigkeitsbedingter Strukturschäden. Anwendungsbereich: Speziell für dünnwellige Wellpappe. ↩
„Wie UV-Licht flüssige Tinte in feste Drucke verwandelt – kenteer“, https://kenteer.com/uv-ink-curing-mechanism-how-uv-light-transforms-liquid-ink-into-solid-prints/. [Ein technischer Leitfaden zu UV-härtenden Tinten erklärt die durch UV-Strahlung ausgelöste schnelle Polymerisation, die einen festen Film bildet]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Lehrbuch der Materialwissenschaften. Unterstützt: Den Mechanismus der sofortigen Polymerisation. Anwendungsbereich: Gilt für UV-härtende Formulierungen. ↩
„Vorübergehende Verformung und Quellung von Papier durch wässrige Farben …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9906801/. [Fachartikel zu Substratwechselwirkungen beschreiben, wie flüssige Druckfarben während des Flexodrucks eine Ausdehnung der Zellulosefasern bewirken und dadurch die Dimensionsstabilität beeinträchtigen können]. Nachweisfunktion: Erklärung des Mechanismus; Quellentyp: Fachzeitschrift für Druckwissenschaft. Unterstützt: Einfluss von Feuchtigkeit im Nassflexodruck. Anwendungsbereich: primär anwendbar auf zellulosebasierte Substrate. ↩
„Flexodruck – ein Überblick | ScienceDirect Topics“, https://www.sciencedirect.com/topics/engineering/flexographic-printing. [Industrienormen für den wasserbasierten Flexodruck legen die erforderliche Dauer für die Feuchtigkeitsverdunstung und Substratstabilisierung fest, um Verformungen zu vermeiden]. Nachweisfunktion: Validierung von Kennzahlen; Quellentyp: Handbuch der Druckindustrie. Begründung: die langsamere Aushärtungsgeschwindigkeit von Nassflexodruckverfahren. Anmerkung: Die Dauer kann je nach Substratporosität und Umgebungsfeuchtigkeit variieren. ↩
„Die Wissenschaft hinter effizienter Tintenpolymerisation in der LED-UV-Härtung …“, https://goodiuv.com/the-science-behind-efficient-ink-polymerization-in-led-uv-curing-systems/. [Eine maßgebliche Quelle zur UV-Härtung erklärt, wie Fotoinitiatoren bei UV-Bestrahlung eine sofortige Polymerisation auslösen und so die Trocknungszeit eliminieren]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Lehrbuch der Materialwissenschaften. Unterstützt: den Vorteil der schnellen Aushärtung beim UV-Digitaldruck. Anwendungsbereich: Speziell für UV-härtbare Tinten. ↩
„Der Einfluss der Tintenviskosität auf die Druckqualität | INX International“, https://www.inxinternational.com/blog/productivity/impact-ink-viscosity-print-quality. [Technische Dokumentation zur Tintenrheologie und zum Düsendurchmesser veranschaulicht die maximalen Viskositätsschwellen für Tintenstrahlköpfe im Vergleich zu den hochviskosen Pasten, die im Siebdruck verwendet werden]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für industrielle Drucktechnik. Belegt: Die Behauptung, dass der Digitaldruck durch die Tintenviskosität begrenzt ist. Anwendungsbereich: Betrifft insbesondere Piezo- und Thermotintenstrahltechnologien für den kommerziellen Einsatz. ↩
„Siebdruck vs. Digitaldruckqualität – PrintRAR“, https://printrar.com/comparison/screen-print-vs-digital-print-quality/. [Technische Dokumentationen zu Farbauftragsraten bestätigen, dass beim Siebdruck eine deutlich dickere Farb- oder Polymerschicht aufgetragen wird als beim digitalen Tintenstrahl- oder Tonerdruck mit seinem dünnen Film]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch der Druckindustrie. Begründung: Der mechanische Unterschied im Farbvolumen. Anwendungsbereich: Gilt speziell für hochviskose Spezialbeschichtungen. ↩
„Wie man Druckvorlagen für den Siebdruck vorbereitet: 4 wichtige Schritte zur Vermeidung von …“, https://screenprintingmag.com/how-to-trap-artwork-for-screen-printing-4-essential-steps-to-avoid-gaps-and-misregistration/. [Richtlinien für die Druckvorstufe definieren Toleranzen für die Passergenauigkeit, um mechanische Passerabweichungen bei der Kombination verschiedener Druckverfahren auf einem Substrat zu minimieren]. Nachweisfunktion: Industriestandard; Quellentyp: Technischer Leitfaden für die Druckvorstufe. Unterstützt: Die spezifische Kalibrierungsmetrik für die Passergenauigkeit. Anmerkung: Die Toleranz kann je nach Druckpräzision variieren. ↩
„Siebdruckfarben mischen: Viskosität und Farbgenauigkeit kontrollieren“, https://cndinggroup.com/screen-printing-ink-mixing-controlling-viscosity-and-color-accuracy/. [Ein technisches Handbuch zur Drucktechnik würde erklären, wie hochviskose Farben durch ein Sieb gepresst werden, um dicke, fühlbare Schichten zu erzeugen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Lehrbuch. Anwendungsbereich: Mechanismus der Farbzufuhr beim Siebdruck. Anmerkung zum Anwendungsbereich: Speziell für Anwendungen mit hochviskosen Farben. ↩
„Kontrolle der Variablen, die den Farbauftrag beim Siebdruck beeinflussen“, https://anatol.com/controlling-the-variables-that-affect-your-screen-printing-ink-deposit/. [Industriestandards für den Siebdruck bestätigen, dass die Verwendung einer statischen Emulsionsschablone die Möglichkeit ausschließt, Daten pro Druckvorgang zu verändern]. Nachweisfunktion: faktische Einschränkung; Quellentyp: Leitfaden für den industriellen Druck. Belegt: die Unfähigkeit des Siebdrucks, variable Daten zu verarbeiten. Anmerkung zum Anwendungsbereich: Hybride Digital-Siebdrucksysteme sind ausgeschlossen. ↩
„Siebdruck vs. Digitaler UV-Druck: Ein umfassender Industrievergleich …“, https://www.imagoprinter.com/en/blog/uv-led-printing/screen-printing-vs-digital-uv-printing-a-complete-industrial-technology-comparison/. [Eine vergleichende Analyse der Beschichtungstiefen zeigt, dass der Siebdruck die für Spot-UV-Effekte mit hohem Schichtaufbau erforderliche Farbschichtdicke erreicht, die der Digitaldruck nicht erzielen kann]. Nachweisfunktion: Vergleich der Leistung; Quellentyp: Technisches Whitepaper. Belege: Die Überlegenheit des Siebdrucks für haptische Beschichtungen. Fokus: Auftragsvolumen. ↩



