
Ich sehe immer wieder Teams, die kurz vor dem Verpacken scheitern. Die Dateien sehen zwar gut aus, aber die Kartons versagen beim Druck. Ich behebe dieses Problem mit klaren Stanzformen, die einwandfrei drucken.
Ja. Ich kann Ihnen eine druckfertige Stanzform bereitstellen und Ihr Team bei der Anpassung unterstützen. Eine Stanzform ist die flache Vorlage, die Schnitt, Rillen, Beschnittzugabe, Klebestellen und Sicherheitsabstände anzeigt. Wenn Sie sich genau daran halten, lassen sich Ihre Displays problemlos drucken, falten und versenden.

Sie sind hier, um eine klare Antwort und einen schnellen Weg zu finden. Ich werde es einfach und praxisnah halten und mich dabei auf Kartonaufsteller für Einzelhandel, Messen und Club-Stores konzentrieren.
Was ist eine Stanzlinie im Verpackungsbereich?
Viele Teams verwechseln Artwork mit Struktur. Mir ist das bei einem meiner ersten Projekte auch passiert. Die Farben waren zwar perfekt, aber das Display brach im Laden zusammen. Ich musste schmerzlich lernen, dass die Struktur beim Druck entscheidend ist.
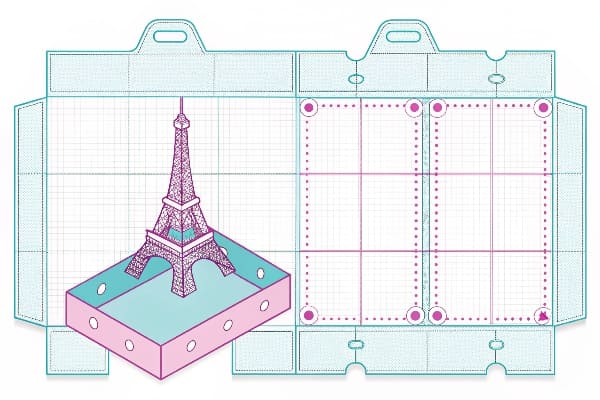
Eine Stanzform ist eine zweidimensionale technische Vorlage für eine dreidimensionale Verpackung oder ein Display, die Schnittkanten, Faltkanten, Klebezonen, Beschnittzugaben und Sicherheitsbereiche kennzeichnet, damit Drucker, CAD-Zentren und Verpackungsmitarbeiter sie korrekt herstellen können.

Warum die Stanzlinie 1 für Kartonaufsteller 2
Eine Stanzform ist keine Kunst, sondern eine Karte. Sie zeigt den Stanzformenherstellern, wo die Messer und Rillen platziert werden. Sie gibt den Druckern vor, wie weit die Farbe über den Schnitt hinausragen muss (Beschnittzugabe) und wie weit der Text innerhalb des Schnittbereichs liegen muss (Sicherheitsrand). Sie zeigt der Montage, wo der Klebstoff hält und wo die Laschen einrasten. In meiner Fabrik in Shenzhen fertigt mein Team wöchentlich Boden-, Paletten- und Thekendisplays. Wir beginnen mit der Auswahl der Kartonqualität und der Tragfähigkeit, entwerfen dann die Struktur in CAD und exportieren anschließend die Stanzform für Design und Druckvorstufe. Diese Vorgehensweise spart Zeit und vermeidet Nacharbeiten. Meine Kunden aus der Jagd- und Outdoor-Ausrüstungsbranche benötigen enge Zeitpläne. Eine korrekte Stanzform verhindert fehlgeschlagene Transporttests und verpasste Markteinführungen.
Legende für gängige Stanzlinienschichten
| Ebene / Markierung | Zweck | Typischer Stil |
|---|---|---|
| Schnittlinie | Messerweg | Vollton magenta (Überdruck) |
| Falte/Rille | Faltlinien | Gestricheltes Cyan |
| Bluten | Tinte hinter dem Beschnitt | 3–5 mm Außenschnitt |
| Sicherheit | Text innerhalb des | 3–5 mm Innenschnitt |
| Klebebereich | Klebezone | 20–25% Farbfleck |
| Reg-Marken | Drücken Sie die Steuerung | Schwarze Registrierung |
Wie erstellt man eine Stanzform für Verpackungen?
Ich halte den Prozess kurz und straff. Ich beginne mit den Lade- und Einzelhandelsregeln. Ich wähle die Leiterplatte aus. Ich modelliere die Struktur. Grafiken füge ich erst hinzu, wenn die Stanzlinie stabil ist.
Sie können eine Stanzform erstellen, indem Sie Größe und Belastung definieren, die Plattenqualität auswählen, ein 3D-CAD-Netz erstellen, eine 2D-Vorlage exportieren, Beschnittzugabe und Sicherheitsabstand hinzufügen, Ebenen beschriften und einen Testschnitt durchführen.

Schritt-für-Schritt-Prozess, den ich in der Produktion anwende
Ich beginne mit den Rahmenbedingungen. Ein großer Einzelhändler begrenzt möglicherweise Höhe, Grundfläche und die Größe der transportfähigen Palette. Ich notiere Produktgewicht und Schwerpunkt. Ich wähle eine Wellpappensorte, die der Belastung und Haltbarkeit entspricht. Mit CAD-Software 3 entwerfe ich das Netz: Laschen, Laschen und Verschlüsse. Ich simuliere Falten und Belastungen. Ich exportiere die Stanzform 4 als Vektorpfade. Ich füge einen Anschnitt außerhalb aller Schnitte hinzu und lege einen transparenten Sicherheitsabstand innerhalb fest. Ich definiere Sonderfarben für Schnitt und Rille. Ich füge Klebeflächen und Einsteckschlitze hinzu. Barcodes und Montagenummern füge ich auf separaten Ebenen hinzu. Ich drucke ein weißes Muster auf einem CAD-Plotter. Ich führe Belastungs- und Falltests durch. Kleine Fehler korrigiere ich jetzt, nicht erst nach dem Druck. Wenn die Struktur freigegeben ist, übergebe ich die Stanzform an die Designer. Diese platzieren die Grafiken auf einer verknüpften Ebene, nicht auf den Strukturebenen. Wir führen einen Preflight-Test in PDF/X durch. Wir fertigen einen gedruckten Prototyp an. Nach der Freigabe starten wir die Serienproduktion.
Werkzeugkette und Prüfungen
| Bühne | Werkzeug | Kontrollpunkt |
|---|---|---|
| CAD-Netzwerk | ArtiosCAD / Impact / Illustrator + Plugins | Klapp-SIM, Tab-Fit |
| Dieline-Export | PDF (Vektoren), gesperrte Sonderfarben | Überdruck bei technischen Linien |
| Kunstplatzierung | Illustrator / InDesign | Blutungen und Sicherheitsvorkehrungen wurden beachtet |
| Probe | CAD-Tisch / Plotter | Passen, verladen, transportieren |
| Druckvorstufe | Ruhe in Frieden mit dem Fangen | Tintenabdeckung, Barcode-Zone |
| Drücken | Litho/Direktdruck | Farbe, Registrierung, Zerdrücken |
Warum heißt es Stanzlinie?
Das fragen Kunden oft. Der Begriff klingt abstrakt. Ist er aber nicht. Er stammt von dem Werkzeug, das die Form ausschneidet. Dieses Werkzeug ist die Matrize.
Sie wird als Stanzlinie bezeichnet, weil sie den vom Stanzwerkzeug zurückgelegten Pfad und die Positionen der Rilllinien anzeigt, damit Werkzeugmacher und Drucker das physische Werkzeug herstellen und den Druck ausrichten können.

Ein kurzer Blick in die Geschichte und wie der Name die Praxis prägt
Eine Matrize 5 ist ein Werkzeug. Bei Wellpappe handelt es sich oft um eine flache Unterlage mit Stahlleisten für Messer und Rillen. Bei Hochgeschwindigkeitsverarbeitung kann es ein Drehzylinder sein. Die Stanzlinie 6 ist die Zeichnung, die die Position dieser Leisten festlegt. Die Bezeichnung hat sich eingebürgert, da die Zeichnung die Matrize steuert. In meinem Werk fertigt unser Werkzeugmacher die Matrize anhand der freigegebenen Stanzlinie, nicht anhand der Druckvorlage. Ist die Stanzlinie fehlerhaft, ist auch die Matrize fehlerhaft. Ist die Matrize fehlerhaft, führt die Druckmaschine zu Materialverschwendung. Deshalb sperre ich die Stanzlinienebene und untersage Änderungen durch Personen außerhalb der Druckvorstufe. Ich versehe Versionen mit Datum und Kartonqualität. Ich füge einen kleinen QR-Code hinzu, der zu einem Montagevideo führt. So falten die Mitarbeiter im Handel die Ware gleich beim ersten Mal richtig, und Retouren werden vermieden.
Begriff, Werkzeug und Arbeitsablauf
| Konzept | Was es ist | Warum es wichtig ist |
|---|---|---|
| Sterben | Messer und Anritzwerkzeug | Bestimmt die Schnittgenauigkeit |
| Stanzlinie | Technische Zeichnung | Anleitungen zur Stanzformenherstellung und Kunst |
| Regelhöhe | Stahllinealdicke | Beeinträchtigt Quetsch- und Faltfestigkeit |
| Bereitmachen | Presseeinrichtung | Spart Zeit und Papier |
| Anmeldung | Farbausrichtung | Schützt Kanten und Text |
Welche Normen gelten für Stanzformen?
Standards gewährleisten die Sicherheit von Projekten, insbesondere bei engen Zeitvorgaben. Im B2B-Bereich setzen wir auf einfache Regeln statt auf Spekulationen. Ich verwende für jeden Käufer dieselbe Checkliste.
Halten Sie sich an klare Standards: korrekte Kartonqualität, minimaler Beschnitt und Sicherheitsabstand, gesperrte Sonderfarben-Techniklinien, Barcode-Ruhezonen, Palettenabstände und Export in druckfertiges PDF/X mit umrandeten Stanzlinienebenen.
Praktische Standards, die ich bei jedem Projekt durchsetze
Ich orientiere mich bei der Plattenauswahl an der Belastung. Einwelliges E- oder B-Wellen-Plattenmaterial eignet sich für leichte Bausätze. Doppelwelliges BC-Plattenmaterial ist für schwere Bodeneinheiten geeignet. Mein minimaler Beschnitt beträgt 3 mm für Litho-Laminierung und 5 mm für Direktdruck. Der Sicherheitsabstand beträgt mindestens 3 mm zu jeder Schnittkante und 6 mm in der Nähe von Perforationen. Schnittlinien werden als Sonderfarbe mit dem Namen „CUT“ (100 % Deckkraft) und Überdrucken definiert. Falzlinien werden als „CREASE“ (gestrichelt, ebenfalls Überdrucken) definiert. Klebeflächen werden mit 20–25 % Deckkraft schattiert. Barcode-Bereiche werden durch einen sauberen, unbedruckten Bereich geschützt. Für Großmärkte werden Palettenabstände definiert und Verzurrmarkierungen hinzugefügt. Der Export erfolgt als PDF/X-4 8 mit eingebetteten Schriften und Bildern mit einer effektiven Auflösung von 200–300 ppi. Die Vorabprüfung wird anhand einer Checkliste durchgeführt. Es wird ein Weiß- und ein bedruckter Prototyp erstellt. Die Ergebnisse von Belastungs- und Falltests werden protokolliert. Die Freigabe erfolgt durch den Käufer. Die Datei wird gesperrt und nur bei Änderungsaufträgen wieder geöffnet.
Meine Standard-Checkliste
| Artikel | Regel | Bestanden/Nicht bestanden-Notizen |
|---|---|---|
| Board-Note | Passt zu Beladung und Haltbarkeit | |
| Bluten | 3–5 mm | |
| Sicherheit | ≥3 mm (≥6 mm nahe der Perforation) | |
| Technische Linien | Punkt, Überdruck, beschriftet | |
| Klebezonen | Markiert, keine Tinte im Klebstoff | |
| Barcodes | Freie Ruhezone | |
| PDF/X | Schriftarten und Bilder sicher | |
| Prototypen | Weiß + bedruckt, getestet |
Abschluss
Eine gute Stanzform spart Zeit, Geld und stärkt das Markenvertrauen. Ich erstelle sie zuerst, teste sie frühzeitig und lege sie fest, bevor ich die Grafik erstelle. So funktioniert Ihr Display auch in der Praxis.
Das Verständnis von Stanzformen ist entscheidend für ein effektives Verpackungsdesign, um Genauigkeit in der Produktion zu gewährleisten und kostspielige Fehler zu vermeiden. ↩
Die Erforschung des Herstellungsprozesses von Kartonaufstellern kann Einblicke in effektive Marketingstrategien und Gestaltungstechniken liefern. ↩
Folgen Sie diesem Link, um die besten CAD-Softwarelösungen zu entdecken, die Ihren Verpackungsdesignprozess optimieren können. ↩
Lernen Sie, wie Sie eine effektive Stanzform erstellen, die für eine erfolgreiche Verpackungsproduktion unerlässlich ist. ↩
Die Auseinandersetzung mit dem Konzept einer Matrize kann Ihr Wissen über Fertigungsprozesse erweitern und die Produktionseffizienz steigern. ↩
Das Verständnis der Stanzformen ist entscheidend für eine präzise Stanzformenherstellung und die Vermeidung kostspieliger Druckfehler. ↩
Die richtige Auswahl des Kartons kann die Haltbarkeit und Effektivität Ihrer Verpackung verbessern. ↩
Die Erkundung von PDF/X-4 kann Ihre Druckqualität verbessern und die Kompatibilität über verschiedene Plattformen hinweg gewährleisten. ↩



