
Die Regale im Einzelhandel sind ein hart umkämpftes Schlachtfeld, und Traditionsmarken können es sich nicht leisten, billig auszusehen. Billige Kartonverpackungen schaden dem Ruf etablierter Marken sofort und beweisen, dass die Stabilität genauso wichtig ist wie das visuelle Design.
Ja. Hochwertige POS-Displays unterstützen Traditionsmarken durch den Einsatz hochdichter, mikrogeriffelter Strukturen, rissfreier Laminierfolien und UV-Direktpolymerisation. Diese speziell entwickelten Elemente garantieren eine luxuriöse, visuelle Wirkung und ermöglichen gleichzeitig den hohen ROI der Flatpack-Logistik im Vergleich zu teuren, fest installierten Displays.
Um die Kluft zwischen dem Prestige einer jahrhundertealten Marke und den modernen Lieferketten im Einzelhandel zu überbrücken, bedarf es einer ausgeklügelten Strukturierung und nicht nur hübscher Grafiken auf einem Standardkarton.
Was sind die Nachteile von POS-Displays?
Ein schlecht konstruiertes Display ist ein Nachteil, der sich als Marketingvorteil tarnt. Der Hauptnachteil entsteht, wenn bei der Beschaffung Ästhetik und Statik getrennt betrachtet werden.
Die größten Nachteile von POS-Displays entstehen, wenn die Beschaffungsteams die strukturelle Integrität zugunsten einer ansprechenden Optik vernachlässigen. Die Reduzierung der Materialdichte, um teure Laminierungen zu finanzieren, führt bei Seetransporten mit hoher Belastung zu katastrophalen Druckbrüchen in der unteren Materialschicht und damit zu massiven Rückbelastungen für die Einzelhändler.

Die wahrgenommene Anfälligkeit temporärer Händler ist ausschließlich auf selbstverschuldete, fehlerhafte Budgetierungsfallen im B2B-Bereich zurückzuführen.
Die Kompressionsfalle „Kosmetische Abwertung“
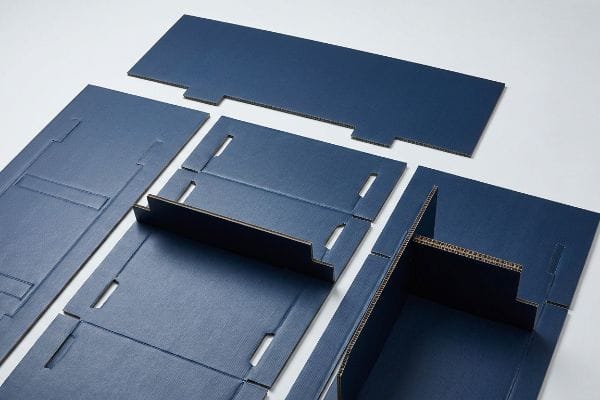
Bei der Prüfung von Stanzformen für Kunden sehe ich immer wieder die Folgen isolierter Kosteneinsparungen. Käufer wünschen sich ein luxuriöses, traditionelles Erscheinungsbild und fordern teure, vollflächige Folienkaschierungen. Um diesen optischen Aufwand zu kompensieren, wird heimlich das Trägermaterial von einer robusten 32ECT-Platte (Kantenbruchfestigkeit) auf eine dünne 26ECT-Platte der Güteklasse1. Man geht davon aus, dass eine glänzende Oberfläche einen hohlen Kern ausgleicht und ignoriert dabei die extremen Belastungen in mehrstöckigen Lagerhallen.
Das ist nicht nur Theorie – ich erlebe es immer wieder in der Praxis, wenn theoretische Excel-Budgets auf die physikalische Realität treffen. Kürzlich habe ich in meinem Werk eine hochwertige Kosmetikschale , bei der der Käufer die Innenstruktur entfernt hatte, um eine Heißprägefolie verwenden zu können. Unter der hydraulischen Presspresse knickte diese starre Folie bei exakt 85 kg (187,4 lbs) Druck von oben ein, da der Zellulosekern nicht die nötige Festigkeit besaß, um das Gewicht zu verteilen. Ich entfernte die Folie vollständig und entwickelte ein neues 32-ECT-Substrat,das mit einem hochglänzenden, wasserbasierten Lackbeschichtet. Der CNC-Bearbeitungstisch von Kongsberg bestätigte, dass diese dickere, einheitliche Platte auch unter hoher Belastung perfekt rechtwinklig blieb. Durch die Wiederherstellung der dynamischen Strukturintegrität des Materials konnte ich die Ausfallrate von 8,4 % beim Transport eliminieren und das Rückbuchungsrisiko für den Einzelhändler vollständig beseitigen, während gleichzeitig die hochwertige Optik erhalten blieb.
| Metrik/Merkmal | Generische Beschaffung | Konstruierte Realität |
|---|---|---|
| Plattendichte | Herabgestuft auf 26ECT4 | Virgin 32ECT5 |
| Ästhetisches Finish | Teurer Folienfilm | Glänzende wässrige Beschichtung6 |
| Frachtüberleben | Hohes Kompressionsrisiko | Null-Schaden-Validierung |
Ich weigere mich, die Tragfähigkeit der Konstruktion für kosmetische Verbesserungen zu beeinträchtigen. Der Schutz Ihrer Traditionsmarke erfordert ein Verkaufsdisplay, das den harten Anforderungen der Logistikkette standhält, und nicht nur eines, das im Konferenzraum gut aussieht.
🛠️ Harveys Schreibtisch: Beeinträchtigen Ihre schweren Kassenbehälter Ihre Versandrendite bereits, bevor sie überhaupt im Geschäft ankommen? 👉 Kostenlose Frachtdichteanalyse anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Wer liefert üblicherweise POS-Displays?
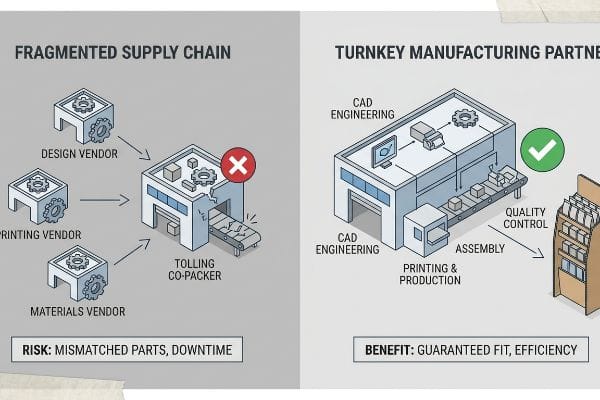
Die Suche nach einem Lieferanten ist nicht das Problem; die Suche nach einem konsolidierten Fertigungspartner hingegen schon. Fragmentierte Lieferketten sind der stille Killer von Markteinführungen im Einzelhandel.
Partner für schlüsselfertige Fertigung liefern in der Regel POS-Displays und steuern den gesamten Prozess von der CAD-Konstruktion bis zur Endmontage. Lohnverpacker hingegen montieren lediglich unterschiedliche Komponenten verschiedener Zulieferer, was erhebliche Betriebsrisiken birgt, wenn Toleranzabweichungen zu Störungen in den automatisierten Maschinen führen.
Die Abhängigkeit von einem Flickenteppich spezialisierter Zulieferer führt unweigerlich dazu, dass kleinere Fehlkalkulationen massive Projektverzögerungen zur Folge haben.
Die „Mauthaftungs-Fragmentierungsfalle“
Ich prüfe regelmäßig Lieferketten, in denen Traditionsmarken versuchen, die Stückkosten durch fragmentierte Beschaffung künstlich zu senken. Sie kaufen bedruckte Deckblätter bei einer Druckerei, Rohwellpappe von einem lokalen Werk und liefern alles zur Endmontage an einen Lohnverpacker. Dieses Lohnfertigungsmodell isoliert die Haftung vollständig; kein einzelner Lieferant ist für die endgültige geometrische Toleranz des fertigen Produkts verantwortlich, wodurch die Marke im Falle von Passproblemen voll schutzlos ist.
Meine zwanzigjährige Erfahrung in der Produktion hat mir genau gezeigt, wie diese Fragmentierung Zeitpläne zerstört. Ein Kunde brachte mir ein gescheitertes Projekt, bei dem seine separate Stanzmaschine die Dicke einer B-Welle – etwa 3,04 mm (0,12 Zoll) – nicht berücksichtigt hatte. Als sein externer Lohnverpacker versuchte, die Schlitze zu falten, rissen die steifen Papierfasern stark ein, was zu einem verheerenden Maschinenstillstand und einem Produktionsausfall von sage und schreibe 45 Minuten führte. Ich implementierte umgehend ein schlüsselfertiges Konsolidierungsprotokoll in meinem Werk. Indem ich die chemische PVA-Klebstoffkaschierung, die automatisierte Abstreifmatrix und die physische Verpackung unter einem Dach vereinte , konnte ich den genauen Feuchtigkeitsgehalt und die Biegetoleranzen kontrollieren. Diese nahtlose Materialintegration reduzierte die Montagezeit des Lohnverpackers um schätzungsweise 32 Sekunden pro Einheit und rettete so effektiv den Saisonstart und die Gewinnmargen.
| Beschaffungsmodell | Toleranzhaftung | Auswirkungen auf die Lieferkette |
|---|---|---|
| Mautversammlung | Marken tragen Risiko | Hohe Maschinenstillstandszeiten10 |
| Unterschiedliche Anbieter | Nicht zusammenpassende Bremssättel11 | Zerrissene Plattenfasern12 |
| Turnkey-Partner | Passgenauigkeit wird vom Hersteller garantiert | Reibungsloses Co-Packing |
Ich vereine das gesamte Engineering- und Fertigungsökosystem unter einem Dach. Sollte es in der Fertigungslinie zu Abweichungen von den geometrischen Toleranzen kommen, ist es mein Problem, die Reparatur zu beheben – nicht Ihres, die Kosten dafür zu tragen.
🛠️ Harveys Schreibtisch: Schadet Ihre fragmentierte Lieferkette heimlich Ihren Gewinn durch unerwartete Vertragsstrafen aufgrund von Ausfallzeiten Ihrer Lohnabfüller? 👉 Fordern Sie eine umfassende Konsolidierungsanalyse an ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Worin besteht der Unterschied zwischen POS- und POP-Displays?
Der Einzelhandel setzt strenge Zonenvorschriften durch, die auf menschlicher Ergonomie und Lagerlogistik basieren. Eine Verwischung dieser Grenzen führt sofort zur Ablehnung im Geschäft.
Der Hauptunterschied zwischen POS- und POP-Displays liegt in den strengen räumlichen Vorgaben. POS-Displays (Point of Sale) unterliegen den ADA-Richtlinien und müssen eine maximale Reichweite von 38,1 bis 121,9 cm (15–48 Zoll) im Kassenbereich vorschreiben. POP-Displays (Point of Purchase) sind hingegen strikt an die Vorgaben für die Palettenlogistik (121,9 × 101,6 cm bzw. 48 × 40 Zoll) gebunden.

Das Verständnis dieser unterschiedlichen mechanischen Umgebungen ist die absolute Voraussetzung, bevor mit der Tragwerksplanung begonnen werden kann.
Die räumliche Beschränkung „ADA vs. GMA“
Selbst etablierte Designagenturen präsentieren häufig skalierbare, platzsparende Display-Programme, in der Annahme, dass sich ein großes Bodendisplay einfach um 50 % verkleinern lässt, um es an einer Kasse zu platzieren. Dieser ästhetisch orientierte Ansatz ignoriert jedoch völlig die starren, unumstößlichen rechtlichen und logistischen Rahmenbedingungen der US-amerikanischen Einzelhandelsarchitektur<sup>13</sup>. Der Erfolg eines Displays hängt ausschließlich von seiner mechanischen Kompatibilität mit dem jeweiligen Aufstellungsort ab.
Als Bauingenieur trenne ich die CAD-Pipelines für diese beiden Umgebungen grundsätzlich, da ihre physikalischen Grundlagen völlig gegensätzlich sind. Ein Standgerät muss der immensen kinetischen Energie eines tonnenschweren Gabelstaplers standhalten; daher ist seine Grundkonstruktion mathematisch an die Standard-Holzpalettengrenze14 , um Überhänge und Druckverluste zu vermeiden. Ein Thekengerät befindet sich in einem beengten, stark frequentierten Verkaufsbereich. Seine Geometrie muss die gesetzlich vorgeschriebenen Reichweiten einhalten, um die Barrierefreiheit für Rollstuhlfahrer zu gewährleisten15, während sein Verhältnis von Tiefe zu Höhe streng begrenzt ist, um ein Umkippen zu verhindern, wenn ein eiliger Kunde versehentlich dagegenstößt. Die korrekte Konstruktion eines Geräts bedeutet, seine statischen Berechnungen direkt mit den räumlichen Vorgaben des Einzelhändlers abzugleichen.
| Metrik/Merkmal | Kaufstelle | Verkaufsstelle |
|---|---|---|
| Räumlicher Anker | 48×40 Zoll Palette16 | Grundfläche der Arbeitsplatte |
| Kernkonformität | Schwerlastlogistik | Reichweitengrenzen nach vorne17 |
| Primärstreitkräfte | Vertikale Palettenbeladung | Kundenreibung |
Ich betrachte Boden- und Thekenelemente niemals als austauschbare ästhetische Konzepte. Die Berücksichtigung der spezifischen technischen Gegebenheiten dieser Verkaufsbereiche garantiert die uneingeschränkte Zustimmung der Leiter von Großmarktketten.
🛠️ Harveys Schreibtisch: Verstoßen Ihre verkleinerten Thekendisplays heimlich gegen die strengen räumlichen Vorschriften des Einzelhandels? 👉 Fordern Sie eine kostenlose ADA-Reichweitenprüfung an ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Wie wähle ich den richtigen Anbieter für POS-Displays aus?
Bei der Partnerwahl geht es nicht darum, die niedrigsten Angebote in Tabellenkalkulationen zu vergleichen. Es geht vielmehr darum, deren Engagement für präzise Werkzeugfertigung zu überprüfen.
Die Wahl des richtigen Anbieters für POS-Displays erfordert die Überprüfung seiner Werkzeugfertigung und Materialqualität. Ein zuverlässiger Partner verlangt für jede Produktionscharge neue, lasergeschnittene Stanzformen aus Stahl und beugt so Fehlschnitten und Materialverschlechterungen vor, die bei Billiganbietern mit wiederverwendeten, feuchtigkeitsgeschädigten Holzstanzformen häufig auftreten.

Die wahren Kosten eines Billiglieferanten verbergen sich stets in der verminderten mechanischen Qualität der zweiten und dritten Nachbestellungen.
Die Qualitätsfalle „Werkzeugverschleiß“
Selbst erfahrene Einkaufsteams tappen oft in die Falle, die Kosten für Werkzeugkonstruktionen als einmalige, dauerhafte Investition zu betrachten. Sie gehen davon aus, dass ein Stanzwerkzeug, das am ersten Tag zugeschnitten wird, über Jahre hinweg bei wiederholten Nachbestellungen einwandfrei funktioniert. Dabei ignorieren sie die Realität in der Fabrikumgebung, wo Standard-Stanzwerkzeuge aus Stahlklingen bestehen, die in hochporöse Sperrholzplatten eingebettet sindund stark auf Schwankungen der Umgebungsbedingungen reagieren.
Ich sehe die Folgen dieser Schwachstelle immer dann, wenn Marken versuchen, fehlerhafte Nachbestellungen in meine Produktionsstätte zu verlagern. Ein Kunde brachte ein hochwertiges Heritage-Display, das in der dritten Produktionscharge aufgrund stark dejustierter Verriegelungsnasen nicht montiert werden konnte. Ich maß die alten Werkzeuge des Kunden und stellte fest, dass die Holzbasis während der sechsmonatigen Lagerung im Lager Luftfeuchtigkeit aufgenommen hatte, wodurch sich das Holz um 3,55 mm verzogen und das eingebettete Metall stark verrostet war. Die Schnitte waren unsauber, sodass die Papierauskleidung abplatzte. Ich führte umgehend mein neues Werkzeugherstellungsverfahren ein. Mithilfe automatisierter CAD-Laserschneidanlagen fertigte ich für diese Charge eine brandneue Stanzplatte und bog neue Stahllineale, wodurch der unnötige Aufwand für manuelle Nachbearbeitung vollständig vermieden wurde. Diese Feinjustierung der Lieferkettenprozesse garantierte höchste Präzision und reduzierte die Montagezeit um beachtliche 25%.
| Werkzeugprotokoll | Mechanische Realität | Auswirkungen nachgelagerter Bereiche |
|---|---|---|
| Wiederverwendete Holzformen | Feuchtigkeitsbedingte Verformung21 | Unsaubere, ungenaue Schnitte |
| Lagerung bei Umgebungsbedingungen | Rostende Stahlklingen22 | Zerstörte Papierfasern |
| Neue Laserwerkzeuge | Absolute CNC-Präzision23 | Reibungslose Montage |
Ich weigere mich, den millionenschweren Rollout einer Traditionsmarke auf ein Stück verzogenes Sperrholz zu setzen. Die Investition in neue Werkzeuge für jede Produktionscharge ist der einzige Weg, eine reibungslose Skalierbarkeit zu gewährleisten.
🛠️ Harveys Schreibtisch: Beeinträchtigen alternde, verzogene Stanzwerkzeuge heimlich die Stabilität Ihrer umfangreichen saisonalen Nachbestellungen? 👉 Lassen Sie eine Risikoanalyse zum Werkzeugverschleiß durchführen ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Um zu verhindern, dass schwere, von oben beladene Verkaufsregale unter logistischer Belastung zusammenbrechen, ist die strikte Einhaltung der physikalischen Gesetze von Wellpappe und neuer Fertigungstoleranzen unerlässlich. Eine solche technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 2 mm für eine große nationale Markteinführung vor Produktionsbeginn auf. Damit Ihre Traditionsmarke den harten Realitäten der Lieferketten im Einzelhandel standhält, biete ich Ihnen persönlich eine kostenlose Strukturprüfung. Schützen Sie Ihren Markenwert, indem Sie unentdeckte geometrische Fehler lange vor Beginn der Massenproduktion beheben.
„Understanding Shipping Box Strength – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOpSSl8fQKqM6ssS22IIpUhcxxzn6XD3lnfEv2QRZvmLouRBOG6e. Überprüfung des Unterschieds in der mechanischen Festigkeit zwischen 32-ECT- und 26-ECT-Wellpappe zur Validierung der Behauptung über strukturelle Beeinträchtigungen. Nachweisfunktion: Technische Überprüfung; Quellentyp: Materialdatenblatt. Unterstützt: Die Auswirkungen der Reduzierung der ECT-Werte auf die Tragfähigkeit. Anwendungsbereich: Gilt für Normen für Wellpappe. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Die Industriestandards für den Kantenstauchtest (Edge Crush Test, ECT) liefern empirische Daten zur Stapelfestigkeit und Tragfähigkeit von Wellpappe. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Unterstützung: Die Verwendung von 32 ECT als Basiswert für die Aufrechterhaltung der strukturellen Integrität von POS-Displays. Hinweis: Die Leistung variiert je nach Deck- und Mittelpapierqualität. ↩
„Welche Beschichtung eignet sich für welche Verpackungsart?“, https://midatlanticpackaging.com/blog/what-coating-to-use-for-what-type-of-packaging-d66646/?srsltid=AfmBOop12PfljgJ9NQ9RVz3lI-FQFPDzQouIpqj3vc4ktLlXM6L46BFt. Die technischen Spezifikationen für wässrige Beschichtungen zeigen, wie diese eine hochwertige Oberfläche bieten, ohne die strukturelle Steifigkeit oder das Gewicht zu erhöhen, die bei manchen Laminierungen auftreten. Belegfunktion: Materialvergleich; Quellentyp: Datenblatt des Beschichtungsherstellers. Beleg: Die Aussage, dass wässrige Beschichtungen die dynamische Strukturintegrität des Substrats erhalten. Anmerkung: Die Auswirkungen können je nach Anwendungsverfahren variieren. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Die technischen Verpackungsspezifikationen geben die Bewertung des Kantenstauchtests (ECT) für 26ECT-Karton an und dokumentieren dessen geringere Druckfestigkeit im Vergleich zu höher bewerteten Kartons. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Beleg: Die strukturelle Anfälligkeit von Karton mit niedrigerer Bewertung. Anwendungsbereich: Spezifisch für Normen für Wellpappe. ↩
„Leitfaden zur Festigkeit von Wellpappkartons: Wellenarten, ECT-Werte & Wandstärke …“, https://anchorbox.com/corrugated-box-strength/. Autoritative Daten aus der Verpackungstechnik bestätigen die höhere vertikale Belastbarkeit von 32ECT-Vinylfaserkarton im Vergleich zu 26ECT. Nachweisfunktion: Leistungskennzahl; Quellentyp: Technisches Datenblatt. Beleg: Die überlegene strukturelle Integrität von Karton mit höherer Dichte. Anmerkung zum Anwendungsbereich: Fokus auf Kantenstauchtests. ↩
„Wasser- und UV-Beschichtungsdienste | Premium-Druckveredelungen“, https://thepackagingtree.com/aqueous-coating-and-uv-coating?srsltid=AfmBOooJNSfoU__KRE9nN0pVZ3kkrOjoz7fKbloLBSn-u_Pf3VEqywxx. Leitfäden für Druck und Weiterverarbeitung vergleichen die strukturellen Auswirkungen und die Kosteneffizienz von Wasserbeschichtungen gegenüber Folienbeschichtungen in Verkaufsdisplays. Nachweisfunktion: Materialvergleich; Quellentyp: Handbuch der Druckindustrie. Begründung: Die Präferenz für Wasserbeschichtungen in technischen Displays. Anwendungsbereich: beschränkt auf die kommerzielle Druckweiterverarbeitung. ↩
„GD&T: Die Grundlagen der geometrischen Bemaßung und Tolerierung“, https://formlabs.com/blog/gdt-geometric-dimensioning-and-tolerancing/. Technischer Nachweis, wie die Beschaffung von Komponenten von verschiedenen Lieferanten Lücken in der Qualitätskontrolle und der Verantwortlichkeit für die Passgenauigkeit der Endmontage verursacht. Nachweisfunktion: Technischer Nachweis; Quellentyp: Fertigungsqualitätssicherungsstandards. Belegt: Die Behauptung, dass die Stückwerkbeschaffung die Markenhaftung erhöht. Anwendungsbereich: Gilt speziell für die physische Montage von Verkaufsdisplays. ↩
„Wellpappe und Materialqualitäten – Verpackungsstrategien“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Ein maßgeblicher Industriestandard der Verpackungsindustrie bestätigt die typischen Durchmesser von B-Wellpappe. Nachweisfunktion: Technische Überprüfung; Quellentyp: Industriespezifikation. Belege: Die physikalischen Abmessungen der im beschriebenen Maschinenschaden verwendeten Materialien. Anmerkung: Geringfügige Abweichungen zwischen den Herstellern sind möglich. ↩
„PVA-Vinylklebstoffe für die Papier- und Kartonmontage“, https://www.mbadhesives.com/en/adhesives-glue-assembly-cardboard-industry. Die materialwissenschaftliche Dokumentation bestätigt die Anwendung und die Eigenschaften von Polyvinylacetat (PVA) als Standardklebstoff für die Laminierung in der Papier- und Kartonherstellung. Nachweisfunktion: Technischer Nachweis; Quellentyp: Materialwissenschaftliches Handbuch. Unterstützt: Das spezifische chemische Verfahren zur Sicherstellung der Materialintegration. Fokus: Die Klebeeigenschaften von PVA in Verpackungen stehen im Mittelpunkt. ↩
„Wie Sie Produktionslinien- und Anlagenstillstände vermeiden“, https://atsindustrialautomation.com/blog-posts/how-to-avoid-assembly-line-and-equipment-downtime/. Kurze Erläuterung, wie fragmentierte Beschaffung in der Lohnfertigung zu erhöhten Maschinenstillstandszeiten aufgrund von Komponenteninkompatibilität führt. Nachweisfunktion: Technische Validierung; Quellentyp: Whitepaper aus dem Bereich Wirtschaftsingenieurwesen. Berücksichtigt: Auswirkungen der Lohnfertigung auf die Lieferkette. Anwendungsbereich: Speziell für die Montage von Verkaufsdisplays. ↩
„Zwei Bremssättel unterschiedlicher Hersteller – ein Problem? – BMW 2002 FAQ“, https://www.bmw2002faq.com/forums/topic/124775-two-different-brand-calipers-a-problem/. Dokumentation darüber, wie die Verwendung von Komponenten verschiedener Hersteller zu Toleranzabweichungen und nicht zusammenpassenden Bremssätteln führt. Belegfunktion: Faktennachweis; Quellentyp: Fertigungsqualitätsstandards. Unterstützung: Risiko der Beschaffung von Komponenten durch unterschiedliche Hersteller. Fokus: Präzisionspassung. ↩
„Überblick über Papier und papierbasierte Lebensmittelverpackungsmaterialien“, https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. Technische Analyse, wie mangelhafte Passung aufgrund unkoordinierter Beschaffung mechanische Spannungen verursacht, die während der Montage zum Reißen von Kartonfasern führen. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftlicher Bericht. Unterstützt: Einfluss unterschiedlicher Lieferanten auf die Materialintegrität. Anwendungsbereich: Gilt für Wellpappe. ↩
„ADA-Zugänglichkeitsstandards – Access-Board.gov“, https://www.access-board.gov/ada/. Überprüfung der Einhaltung der bundesstaatlichen ADA-Gesetze zur Zugänglichkeit und der Palettenlogistikstandards der GMA (Grocery Manufacturers Association), die die Ladengestaltung und -platzierung regeln. Nachweisfunktion: grundlegend; Quellentyp: regulatorische Richtlinie. Unterstützt: Vorhandensein verbindlicher räumlicher Beschränkungen im Einzelhandel. Anwendungsbereich: Gilt speziell für US-amerikanische Gewerbebetriebe. ↩
„48×40 GMA Paletten | Größter Palettenhersteller & -lieferant“, https://www.palletone.com/products/gma-pallets/. Autoritative Logistikstandards definieren die 48×40-Zoll-Palette als Branchenstandard, um Stabilität und Kompatibilität in Einzelhandelslagern zu gewährleisten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Grundlage für die Architektur von POS-Bodenelementen. Anwendungsbereich: Hauptsächlich anwendbar auf die nordamerikanische Einzelhandelslogistik. ↩
„ADA-Standards für barrierefreies Design, Titel III, Verordnung 28 CFR …“, https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Die ADA-Standards für barrierefreies Design legen präzise maximale und minimale Reichweiten für Elemente fest, die für Rollstuhlfahrer zugänglich sein müssen. Nachweisfunktion: Rechtsvorschrift; Quellentyp: Regierungsverordnung. Unterstützung: Räumliche Beschränkungen für Kassentheken. Anwendungsbereich: Bezieht sich speziell auf ADA Abschnitt 308. ↩
„Individuelle Palettendisplays für den Einzelhandel | Einfacher Aufbau“, https://blingblingpackaging.com/products/custom-pop-displays/custom-pallet-displays/. Überprüfung der branchenüblichen Abmessungen für GMA-Paletten, die als Basis für Verkaufsdisplays verwendet werden. Nachweisfunktion: Technische Spezifikation; Quellentyp: Logistikstandard. Unterstützung: Räumliche Verankerung für POS-Displays. Anwendungsbereich: Standard für die nordamerikanische Einzelhandelslogistik. ↩
„Verkaufs- und Serviceschalter – Access-Board.gov“, https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Technische Richtlinien zur maximalen Reichweite für Kunden, insbesondere im Hinblick auf die ADA-Konformität von Kassenschaltern. Nachweisfunktion: Überprüfung der Einhaltung gesetzlicher Bestimmungen; Quellentyp: Ergonomiestandard. Unterstützt: räumliche Beschränkungen für Kassendisplays. Anwendungsbereich: Fokus auf Barrierefreiheit. ↩
„Glossar der Fachbegriffe – Interstate Specialty Products“, https://www.interstatesp.com/die-cutting-glossary-terms/. Technischer Nachweis aus Normen der Verpackungstechnik oder des Werkzeugbaus hinsichtlich der Materialzusammensetzung von Stanzformen aus Stahl und der hygroskopischen Eigenschaften von Sperrholzplatten. Nachweisfunktion: Technischer Nachweis; Quellentyp: Branchenhandbuch. Begründung: Die Tatsache, dass Werkzeugmaterialien umweltbedingten Verformungen unterliegen. Anwendungsbereich: Bezieht sich speziell auf traditionelle Stanzformen mit Holzplatte. ↩
„4 Arten von Holzverzug (Ursprung + Behandlungsmöglichkeiten …), https://www.youtube.com/watch?v=NEHowi-_hvw. Technische Erklärung der hygroskopischen Eigenschaften von Holz, das in Stanzplatten verwendet wird, und wie Feuchtigkeitsaufnahme zu Dimensionsverzug führt. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliches Handbuch. Belege: Kausalzusammenhang zwischen Werkzeugverschleiß und Feuchtigkeit. Anwendungsbereich: Gilt für nicht stabilisierte Holzgrundlagen. ↩
„Steigerung der Fertigungseffizienz: Werkzeugleitfaden – Castek Aluminum“, https://castekusa.com/blog/boosting-manufacturing-efficiency-a-comprehensive-guide-to-production-tooling/. Eine industrietechnische Analyse, wie verbesserte Teiletoleranzen bei gestanzten Displays Montageaufwand und manuelle Justierungszeiten reduzieren. Nachweisfunktion: Validierung von Kennzahlen; Quellentyp: Studie zur Fertigungsproduktivität. Unterstützt: die Behauptung einer Effizienzsteigerung von 25 %. Anmerkung zum Anwendungsbereich: basiert auf der Komplexität der Verriegelungslaschen. ↩
„Verzug von Holz: Ursachen & Lösungen | Bay & Bent | Pennsylvania“, https://www.bayandbent.com/wood-warping. Technische Erklärung, wie die hygroskopische Natur von Holzformen bei der Wiederverwendung zu Dimensionsverzerrungen führt. Nachweisfunktion: Technische Validierung; Quellentyp: Fertigungshandbuch. Begründung: Die mechanische Realität des Holzformenabbaus. Anwendungsbereich: Speziell für organische Werkzeugmaterialien. ↩
„Bewertung des Einflusses von Prozessparametern auf die Schnittqualität in …“, https://www.sciencedirect.com/science/article/abs/pii/S1350449521002681. Metallurgische Analyse, wie Oberflächenoxidation an Schneidkanten die Reibung erhöht und zum Einreißen von Papierfasern führt. Nachweisfunktion: Ursache-Wirkungs-Verifizierung; Quellentyp: Bericht aus dem Bereich der industriellen Verfahrenstechnik. Unterstützt: den Zusammenhang zwischen Lagerbedingungen und Materialversagen. Anwendungsbereich: beschränkt auf Werkzeuge aus nicht rostfreiem Stahl. ↩
„Wie präzise ist Laserschneiden? Standardtoleranzen beim Laserschneiden“, https://www.accurl.com/blog/laser-cutting-accuracy/. Vergleichsdaten zu den engeren Toleranzen von CNC-Lasersystemen im Vergleich zu herkömmlichen mechanischen Werkzeugen. Nachweisfunktion: Leistungsbenchmark; Quellentyp: Technische Spezifikation. Beleg: Der Präzisionsvorteil von Laserwerkzeugen. Anwendungsbereich: Anwendbar auf computergesteuerte Fertigung. ↩



