Die Gestaltung eines Verkaufsdisplays ist ein tolles Gefühl – bis die Fabrik Ihre Datei ablehnt. Falls Sie vor einem chaotischen Gewirr aus farbigen Vektoren stehen, kann ich Ihnen helfen, es zu entschlüsseln.
Das Lesen einer Stanzform erfordert das Verständnis der präzisen visuellen Sprache von Verpackungsvorlagen. Sie müssen die verschiedenen Linienfarben und Strichmuster erkennen, die den automatisierten Fertigungsmaschinen genau vorgeben, wo sie Materialien schneiden, falten oder perforieren sollen, um so flache Grafiken in funktionale, dreidimensionale Verkaufsdisplays zu verwandeln.
Zu wissen, wo man seine Grafiken platziert, ist nur die halbe Miete; erst das Verständnis dafür, wie sich diese Linien in der Fabrikhalle verhalten, schützt die Gewinnmargen.
Wie sehen Stanzlinien aus?
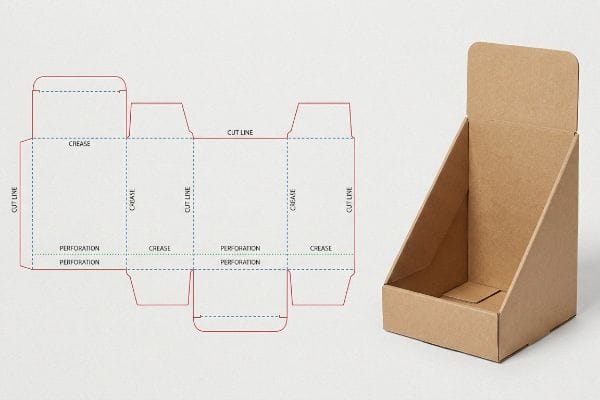
Auf den ersten Blick sehen Strukturdateien aus wie ein architektonisches Drahtmodell, das direkt über Ihre farbenfrohen Markengrafiken gelegt wurde.
Eine Stanzlinie sieht aus wie ein hochpräzises Netz aus farbigen Vektorlinien, das direkt auf Ihre Verpackungsgrafik gelegt wird. Typischerweise stellen magentafarbene Linien physische Schnitte dar, während cyanfarbene Linien Faltungen kennzeichnen. Sie dienen als verbindliche mathematische Vorlage für automatisierte Routing-Tabellen und industrielle Stanzmaschinen.

Die Linien auf einem Bildschirm zu sehen ist einfach, aber ihnen die richtige digitale Sprache zuzuordnen, ist der Punkt, an dem die meisten Kampagnen schon vor dem Start scheitern.
Sonderfarbenwerkzeuge in Stanzformen
Grafikteams übermitteln ihre Strukturdateien häufig mit standardmäßigen CMYK-Linien (Cyan, Magenta, Gelb, Schwarz), um die Schnittlinien für das Display zu kennzeichnen. Sie gehen davon aus, dass die Schneidemaschinen die Grenzen automatisch erkennen, da die schwarzen Linien auf ihren Monitoren deutlich sichtbar sind. Dieser rein visuelle Ansatz ignoriert jedoch völlig, wie automatisierte CNC-SchneidetischeLaserbrenner Daten tatsächlich verarbeiten.
Selbst erfahrene Designer übersehen diesen blinden Fleck oft. Ständig erhalte ich Dateien, bei denen die Schnittpfade lediglich schwarze Linien sind. Die RIP-Software (Raster Image Processor) interpretiert dieses CMYK-Schwarz als druckbare Farbe²undverschmilzt die Struktur direkt mit der Grafikebene. Das Ergebnis ist ein bedrucktes Blatt mit sichtbaren schwarzen Konturen, aber ohne Schnitte. Der laute Unterdruck des Schneidetisches verstummt, da die Maschine stoppt. Ich behebe dieses Problem durch eine sorgfältige Vorabprüfung der Dateien. So stelle ich sicher, dass Volltonfarben³ dargestellt werdenmit, wodurch die Klingen das Material präzise erfassen und Ihre Druckvorlage makellos bleibt. Diese einfache Anpassung in der Druckvorstufe verhindert massiven Ausschuss und sorgt für einen reibungslosen Produktionsablauf.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK-Schwarz für Schnittlinien | Absolute Sonderfarben zuweisen4 | Verhindert teuren Druckabfall |
| Verschmelzung von Struktur und Kunstwerk | Linien auf einer separaten Ebene isolieren5 | Gewährleistet einen sauberen Eingriff der Klinge |
| Angenommen, Maschinen lesen visuelle Linien | Vorflugprüfung in der RIP-Software6 | Hält die Einführungspläne ein |
Ich lasse nicht zu, dass ein einfacher Layerfehler Ihren Druckauftrag ruiniert. Indem ich Ihre Strukturpfade in separate Sonderfarben aufteile, beseitige ich Engpässe in der Druckvorstufe und garantiere Ihnen einen perfekten Druck ohne unschöne schwarze Ränder.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob Ihre Vektorpfade den richtigen Sonderfarben zugeordnet sind? 👉 Ich prüfe Ihre Datei ↗ – Direkter Zugriff auf meinen Schreibtisch. Garantiert kein automatisierter Werbe-Spam.
Was ist eine Stanzlinie im Verpackungsbereich?
Diese Datei dient nicht nur als visuelle Orientierungshilfe, sondern bildet das buchstäbliche architektonische Fundament Ihrer gesamten Marketingkampagne im Einzelhandel.
Eine Stanzlinie in der Verpackungsindustrie ist eine präzise mathematische Schablone, die exakt festlegt, wo Wellpappe geschnitten, gefalzt oder perforiert wird. Sie fungiert als entscheidende technische Verbindung zwischen flachen 2D-Grafiken und stabilen, dreidimensionalen Produkten, die den anspruchsvollen Bedingungen internationaler Logistik und Lagerhaltung standhalten.

Wer diese Vorlage nur als Vorschlag und nicht als starre mathematische Norm betrachtet, riskiert einen kompletten strukturellen Zusammenbruch.
Verschiebung der Bremssattelkompensations-Matrizenlinie
Markenteams verwenden häufig einfache Grafiksoftware, um ineinandergreifende Laschen und Schlitze in exakt der Breite der Gegenplatte zu zeichnen. Sie erstellen diese digitalen Dateien isoliert und gehen davon aus, dass eine perfekt ebene Linie nahtlos in eine perfekt gefaltete Schachtel übersetzt wird. Dieser digitale Idealismus berücksichtigt jedoch nicht die tatsächliche Dicke derPlatte in der Produktion verwendeten
Wenn man eine 2,79 mm dicke B-Welle (8 exakt um 90 Grad biegt, wird Material verbraucht. Wird der Aufnahmeschlitz nicht entsprechend verbreitert, um den äußeren Radius der Falte auszugleichen, verbiegt sich das Display stark. Ich habe schon oft beobachtet, wie Lohnverpacker am Fließband schwitzten und mit dem Widerstand des ungebrauchten Kraftkartons kämpften, um eine Lasche in einen eigentlich zu engen Schlitz zu zwängen. Ich verwende parametrische Designsoftware, um automatisch Algorithmen zur Korrektur der Biegetoleranz auf jede Falte anzuwenden und so die exakte Biegetoleranz(9) Dadurch lassen sich die vorbefüllten Trays nahtlos zusammenfügen, was schätzungsweise 15 % der manuellen Arbeitskosten einspart.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Die Laschen passen exakt in die Schlitze | Mathematische Biegezugaben anwenden | Verhindert Durchbiegen und Einreißen des Sockels |
| Die Dicke der Materialplatte wird vernachlässigt | Parametrische Bremssattelkompensation | Beseitigt Reibungsverluste in der Montagelinie |
| Reine Softwareentwicklung | Toleranzen für die physikalischen Nuten erstellen | Senkt die Kosten für manuelle Arbeit schnell |
Ich gestalte jede Datei so, dass sie den physikalischen Eigenschaften des Materials gerecht wird. Durch die Anpassung der Nuttoleranzen vor Beginn der Werkzeugfertigung wird eine reibungslose Montage gewährleistet, wodurch unschönes Klebeband im Verkaufsraum überflüssig wird.
🛠️ Harveys Schreibtisch: Sind Ihre Nuten mathematisch ausreichend breit für einen gefalteten B-Nut-Radius? 👉 Toleranzprüfung anfordern ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Welche Regeln gelten für die Stanzlinie?
Die Erstellung einer funktionalen Vorlage erfordert die Einhaltung strenger betrieblicher Grenzen, die vorschreiben, wie die Tinte auf den Rohkarton trifft.
Die Regeln für Stanzlinien erfordern die Einhaltung spezifischer Beschnittzugaben, exakter Sonderfarben und präziser Toleranzen. Die strikte Befolgung dieser technischen Richtlinien gewährleistet, dass Ihr Druckmotiv ausreichend über die Schnittlinien hinausragt und somit beim automatisierten Hochgeschwindigkeitslaminieren und der Fertigung keine braunen Kartonkanten sichtbar bleiben.
Man könnte meinen, ein üblicher Sicherheitsabstand im kommerziellen Druckwesen reiche aus, um sich abzusichern, aber bei dicker Wellpappe gelten ganz andere Regeln.
Das Litho-Shift-Bleed-Mandat
Viele Einkaufsteams genehmigen Dateien mit den Standardeinstellungen für den Anschnitt im kommerziellen Druck, wobei das Artwork typischerweise um ca. 3,17 mm/cm (0,125 Zoll) über den Rand hinausragt. Für dünne Visitenkarten ist das völlig ausreichend, daher wird logischerweise angenommen, dass es auch für große Versandkartons. Dabei werden jedoch die geringen mechanischen Toleranzen bei der Litho-Laminierungaußer, bei der bedruckte Deckblätter auf dicke Kartons geklebt werden.
Die Litho-Laminierung ist ein aufwendiger und oft unsauberer Prozess. Beim automatisierten Aufziehen verschieben sich die Platten naturgemäß. Mit einem Standardrand reicht dieser minimale Überstand bei Weitem nicht aus, um diese mechanische Verschiebung auszugleichen. Das Ergebnis sind unschöne, braune, freiliegende Kanten am fertigen, gefalteten Display. Der optische Eindruck ist störend; ich habe schon hochwertige Präsentationsfolien , die ruiniert wurden, weil der klebrige, nasse PVA-Klebstoff die Deckfolie um wenige Millimeter verschoben hatte. Um dies zu verhindern, halte ich einen strikten Überstand von 12,7 mm (0,5 Zoll) über die Schnittlinie hinaus ein. So entsteht quasi ein Sicherheitsnetz, das jede freiliegende Kante vollständig umschließt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von handelsüblichen Anschnitten | Einen Beschnittzugabe von 0,5 Zoll einhalten | Entfernt unschöne, braune Ränder |
| Ignorieren der Schicht der Laminiermaschine | Errichten Sie ein technisches Sicherheitsnetz | Schützt die Ästhetik hochwertiger Marken |
| Enge Kunstwerke die Linien berühren lassen | Hintergründe über die Grenzen hinaus erweitern | Verhindert kostspielige Ablehnungen beim Stapeldruck |
Dateien, die diese grundlegende Anforderung nicht erfüllen, lehne ich bereits in der Druckvorstufe ab. Indem Sie Ihr Team dazu anhalten, die Hintergründe der Grafiken zu erweitern, stellen Sie sicher, dass Ihre Darstellung aus jedem Blickwinkel makellos aussieht und Ihre Markenwerte umfassend geschützt sind.
🛠️ Harveys Schreibtisch: Sind Ihre Druckvorlagenhintergründe ausreichend, um den Offsetdruck zu überstehen? 👉 Druckvorstufen-Beschnittprüfung anfordern ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
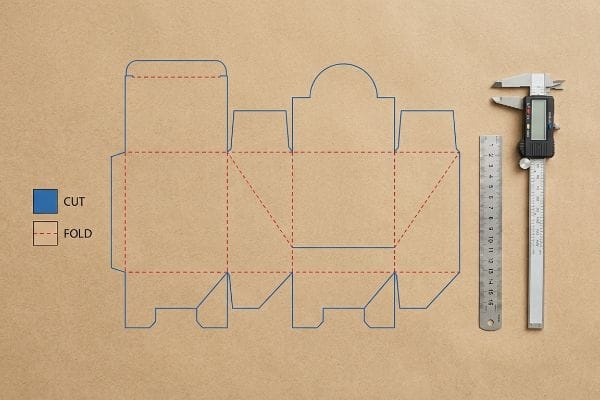
Was bedeutet eine gestrichelte Linie auf einer Stanzlinie?
Bei der Überprüfung Ihrer statischen Berechnungen werden Sie verschiedene gestrichelte und perforierte Linien bemerken, die die innere Geometrie darstellen.
Eine gestrichelte Linie markiert den exakten Falt- oder Knickpfad auf einer Strukturvorlage. Diese Markierungen weisen industrielle Stanzmaschinen an, das Material sicher zu stauchen und zu biegen, ohne die Papierfasern zu beschädigen. So können auch dicke Wellpappen unter hoher Lagerbelastung stabile, dreidimensionale Strukturen bilden.
Doch die Theorie allein genügt nicht, wenn die Maschinen anlaufen und die Papierfasern unter Druck tatsächlich zu reißen beginnen.
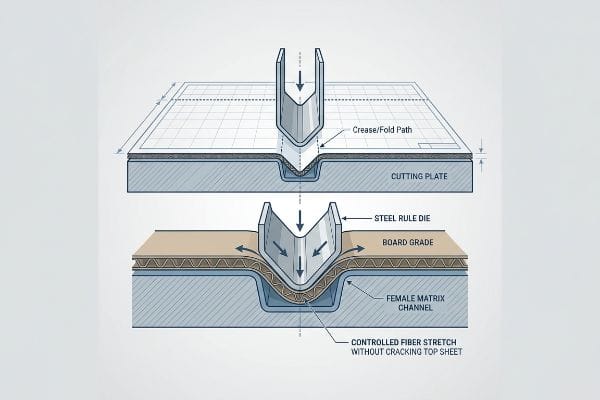
Das Faltmatrix-Profilierungsprotokoll
Käufer betrachten häufig eine digitale PDF-Datei und gehen fälschlicherweise davon aus, dass eine einfache gestrichelte Vektorlinie automatisch einen sauberen, perfekten 90-Grad-Faltwinkel garantiert. Sie vertrauen der Softwaredarstellung blind und erwarten, dass sich der Karton mühelos wie normales Druckerpapier falten lässt. Dabei wird jedoch fälschlicherweise angenommen, dass die Stabilität des Deckblatts unbegrenzt ist, und der enorme Kraftaufwand, der für die Handhabung von robusten Transportverpackungen erforderlich ist,.wird
Das ist keine bloße Theorie – ich sehe es in der Testumgebung, wenn ein Stanzwerkzeug mit hoher Geschwindigkeit auf ein 32ECT-Testpapier trifft. Ohne präzise Widerstandskontrolle knicken die inneren Rillen ein und reißen das bedruckte Deckblatt – ein Phänomen, das als Litho-Cracking bekannt ist<sup>13</sup>. Die Messung des Schadens ist brutal: Stanzstaub vermischt sich mit zersplitterter Farbe an jeder wichtigen Falzstelle. Ich behebe dieses Problem durch die Installation spezieller, direkt auf der Stanzplatte montierter Rillkanäle. Dieser Polymerkanal wirkt wie ein Amboss und steuert präzise die Dehnung der Papierfasern beim Stanzvorgang. Dadurch sinkt die Ausschussrate auf null, und Kunden sparen schätzungsweise 12 % der Kosten für Ersatzmaterial<sup>14</sup>.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Angenommen, Linien falten sich perfekt | Installieren Sie weibliche Matrixkanäle | Verhindert Litho-Rissbildung an der Deckschicht15 |
| Den Widerstand der Papierfasern außer Acht lassen | Den Stahlstempelschlag steuern16 | Sorgt für einwandfreie Header-Grafiken |
| sich auf Standard-Stahlregeln verlassen | Profil des genauen Board-Bremssattels | Verhindert strukturelle Mikrorisse17 |
Ich überlasse die Genauigkeit Ihrer Faltgenauigkeit niemals dem Zufall. Durch die mathematische Profilierung der Faltmatrix, abgestimmt auf Ihre spezifische Boardqualität, garantiere ich eine saubere und dauerhafte Faltung, selbst bei extremen Palettenlasten im Club-Store-Bereich.
🛠️ Harveys Schreibtisch: Wissen Sie, ob Ihr aktueller Lieferant seine Rillmatrizen profiliert, um Risse in der Tinte zu vermeiden? 👉 Senden Sie mir Ihre Stanzformdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar einen günstigeren Anbieter wählen, doch wenn sich beim Litholaminieren die Wellenkanten Ihrer hochwertigen Kopfzeilen verschieben, führen die entstehenden optischen Mängel zu sofortigen Reklamationen seitens des Einzelhandels und vernichten Ihre gesamte Gewinnspanne. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Reklamationen zu vermeiden. Hören Sie auf, bei den Toleranzen zu raten, und lassen Sie mich Ihre Dateien persönlich durch meinen kostenlosen Stanzform-Audit ↗ , um schwerwiegende Strukturfehler vor Produktionsbeginn zu erkennen.
„Sonderfarben vs. CMYK-Farben: Wesentliche Unterschiede erklärt“, https://unicopacking.com/en/new/spot-color-vs-process-color.html. [Industriestandards für die Verpackungsproduktion legen fest, dass CNC-Schneidesysteme zur Interpretation der Schnittpfade Sonderfarbenattribute oder spezifische Vektorpfade anstelle von CMYK-Werten verwenden]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für die Verpackungsproduktion. Unterstützt: Die Notwendigkeit spezieller Werkzeugfarben anstelle von Standard-CMYK-Schwarz. Anwendungsbereich: Beschränkt auf automatisiertes Strukturschneiden. ↩
„CMYK vs. Sonderfarben: Welches Verfahren ist das beste? | Prime Line Packaging“, https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Ein maßgeblicher Leitfaden für Prepress-RIP-Software würde erklären, dass CMYK-Werte im Gegensatz zu Sonderfarben, die technischen Schneideebenen zugeordnet werden können, als Bilddaten für den Farbauftrag interpretiert werden.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Begründung: Warum CMYK-Linien die Schneidemaschinen nicht auslösen. Anwendungsbereich: Gilt für die meisten gängigen kommerziellen Druck-RIPs.] ↩
„Vom Design zum Proof: Ein Leitfaden für Stanzlinien bei Verpackungen“, https://admiralpkg.com/post/dielines. [Branchenstandards für Verpackungsdesign schreiben die Verwendung bestimmter Sonderfarben vor, um technische Stanzlinien von der Druckvorlage für automatisierte Schneidetische zu unterscheiden.] Nachweisfunktion: Branchenstandard; Quellentyp: Fachrichtlinien. Unterstützt: die Anforderung an nicht-CMYK-Strukturpfade. Anmerkung: Die Farbbezeichnungen können je nach Druckerei variieren.] ↩
„Was ist der Unterschied zwischen Sonderfarben (PMS) und CMYK für …?“, https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging. [Technische Druckvorstufenhandbücher erklären, dass Sonderfarben für Stanzmaschinen erforderlich sind, um Schnittpfade von CMYK-Grafiken zu unterscheiden.] Nachweisfunktion: Technische Überprüfung; Quellentyp: Technisches Handbuch. Beleg: Die Notwendigkeit von Sonderfarben für Strukturdateien. Anwendungsbereich: Gilt für professionelle Offset- und Digitaldruck-Workflows.] ↩
„Leitfaden zur Verpackungsdesignvorbereitung: Grafikdateien, Stanzlinien & Beschnittzugabe“, https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Branchenstandards für Strukturverpackungen schreiben vor, dass Stanzlinien auf separaten Ebenen liegen müssen, um Überlappungen mit Grafiken zu vermeiden und eine präzise maschinelle Verarbeitung zu gewährleisten.] Nachweisfunktion: Überprüfung bewährter Verfahren; Quellentyp: Designrichtlinie. Unterstützt: Die Anforderung der Ebenentrennung in Strukturdateien. Anwendungsbereich: Standardpraxis in Adobe Illustrator und CAD-Software.] ↩
„Understanding RIP – Advanced Textiles Association“, https://www.textiles.org/2007/01/01/understanding-rip/. [Die Dokumentation der Raster Image Processor (RIP)-Software beschreibt detailliert, wie die Vorabprüfung sicherstellt, dass technische Markierungen und Schnittlinien vor der Produktion korrekt zugeordnet sind.] Nachweisfunktion: Workflow-Validierung; Quelltyp: Softwaredokumentation. Unterstützt: Die Funktion der RIP-Software bei der Überprüfung von Strukturdateien. Anwendungsbereich: Speziell für industrielle Print-to-Cut-Systeme.] ↩
„Was ist eine Stanzform in der Verpackung? Leitfaden, Spezifikationen & Vorlagen“, https://brillpack.com/what-is-dieline-in-printing-packaging/. [Eine maßgebliche Quelle für Verpackungstechnik würde erläutern, wie sich die Materialstärke auf die Falzzugaben und die Passgenauigkeit ineinandergreifender Komponenten auswirkt]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Handbuch für Verpackungstechnik. Belege: Die Notwendigkeit der Stärkekompensation bei der Stanzformgestaltung. Anwendungsbereich: Gilt speziell für Wellpappe und schwere Kartonagen. ↩
„Wellpappe und Materialqualitäten – Wellenform – Verpackungsstrategien“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Industrielle Verpackungsspezifikationen liefern standardisierte Messwerte für die Dicke von B-Wellen-Karton, um die Genauigkeit bei der Stanzformherstellung zu gewährleisten]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard; Belege: Materialabmessungen von B-Wellen-Karton. Anmerkung: Die tatsächliche Dicke kann je nach Hersteller geringfügig variieren. ↩
„[PDF] Die Biegesteifigkeiten von Wellpappe“, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Technische Handbücher für Faltmaterialien erläutern die mathematische Berechnung der Biegezugabe zur Berücksichtigung von Materialkompression und -expansion]. Nachweisfunktion: Ingenieurprinzip; Quellentyp: Technisches Handbuch; Unterstützung: die Verwendung von Algorithmen zur Kompensation der Biegezugabe im Konstruktionsdesign. Anwendungsbereich: Speziell für Materialien mit signifikanter Dicke im Verhältnis zum Faltradius. ↩
„Understanding Bleeds, Margins, and Trimming in Print Production“, https://www.ballantine.com/understanding-bleeds-margins-and-trimming-in-print-production/. [Branchenrichtlinien bestätigen, dass 0,125 Zoll der gängige Standard für Beschnittzugaben im Akzidenzdruck ist]. Nachweisfunktion: Faktennachweis; Quellentyp: Technisches Handbuch. Unterstützt: Allgemeine Branchenstandards für Beschnittzugaben. Anwendungsbereich: Gilt für Standard-Akzidenzdruckaufträge. ↩
„Lithografische Laminierung – Packlane“, https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqqBaD_YL6AHe8O7p7i4aRXVUHmGfqspDiLXBpkcqfGhatj3wRc. [Die technischen Spezifikationen für die Litholaminierung beschreiben detailliert, wie das Verkleben von Deckblättern mit Wellpappe zu strukturellen Verschiebungen führt, die erweiterte Beschnittzugaben erfordern]. Nachweisfunktion: Technische Erläuterung; Quellentyp: Fertigungsspezifikation. Begründung: Notwendigkeit spezieller Stanzlinienregeln bei der Litholaminierung. Anwendungsbereich: Speziell für schwere Kartonkonstruktionen. ↩
„[PDF] RILLN UND FALZEN – BioResources“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Technische Dokumentation zur Wellpappenverarbeitung beschreibt den spezifischen Druck und die Kraft, die zum Erzeugen von Strukturrillen in hochbelastbaren Materialien erforderlich sind]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für Verpackungstechnik. Begründung: Die physikalische Realität der Materialbearbeitung. Anmerkung: Die genauen Werte hängen von der Wellengröße und der Kartonqualität ab. ↩
„Warum reißen Wellpappkartons beim Falten? – LinkedIn“, https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [In der technischen Dokumentation zum Versagen von Wellpappe wird Litho-Rissbildung als Bruch von Druckfarbe und Oberflächenfasern beim Biegen definiert]. Nachweisfunktion: technische Definition; Quellentyp: Handbuch für Verpackungstechnik. Unterstützung: Identifizierung von Oberflächenschäden. Anwendungsbereich: spezifisch für bedruckte Wellpappensubstrate. ↩
„Kurzanleitung zur Rillmatrix – Ultracrease Ltd.“, https://www.ultracrease.com/guide-on-crease-matrix/. [Industrielle Fallstudien zur Abfallreduzierung durch Präzisionsstanzen sollten die typischen prozentualen Einsparungen durch reduzierten Materialausschuss belegen]. Nachweisfunktion: quantitative Verifizierung; Quellentyp: Wirtschaftsbericht der Branche. Unterstützung: finanzielle Auswirkungen des Präzisionsrillens. Anmerkung: Die Einsparungen können je nach Materialstärke und -volumen variieren. ↩
„Probleme mit Rissbildung beim Verpackungsdruck mit Volltonfarben und UV-Lackierung“, https://printplanet.com/threads/package-printing-with-solids-and-uv-coating-having-cracking-issues.278760/. [Ein Leitfaden zur Verpackungsstruktur würde erläutern, wie die Matrizenkanäle den Druck verteilen, um ein Dehnen und Reißen der Farbe auf der äußeren Trägerschicht zu verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Branchenhandbuch. Belege: Vorteil der Matrizenkanäle. Anwendungsbereich: Speziell für lithografierte Substrate. ↩
„Ein umfassender Leitfaden für Haftetiketten für Verpackungen“, https://millionpack.com/pressure-sensitive-labels/. [Die Fachliteratur zur Stanzformenherstellung beschreibt, wie durch Kalibrierung der Aufprallkraft der Papierfaserwiderstand gesteuert wird, um ein Quetschen des Kartons zu vermeiden]. Nachweisfunktion: Erklärung des physikalischen Mechanismus; Quellentyp: Technisches Handbuch. Unterstützt: Steuerung des Faserwiderstands. Anmerkung zum Anwendungsbereich: Fokus auf die Kalibrierung der Stanzpresse. ↩
„Eine Studie über die Auswirkungen von Kupferwicklungsspezifikationen auf Leiterplatten …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC7340094/. [Technische Spezifikationen für das Stanzen zeigen, dass die exakte Abstimmung der Rillentiefe auf den Leiterplattendurchmesser einen Faserbruch im Inneren verhindert]. Nachweisfunktion: Technische Validierung; Quellentyp: Norm für Verpackungstechnik. Unterstützt: Präzisionsprofilierung mit Messschiebern. Anwendungsbereich: Gilt für Leiterplattenmaterialien mit hoher Dichte. ↩


