Ich stehe vor demselben Problem wie viele andere Marken: Ein Display muss für zwei Märkte geeignet sein. Nacharbeiten kosten Zeit und Geld. Ich verwende ein Master-Stanzsystem und passe es für beide Märkte an.
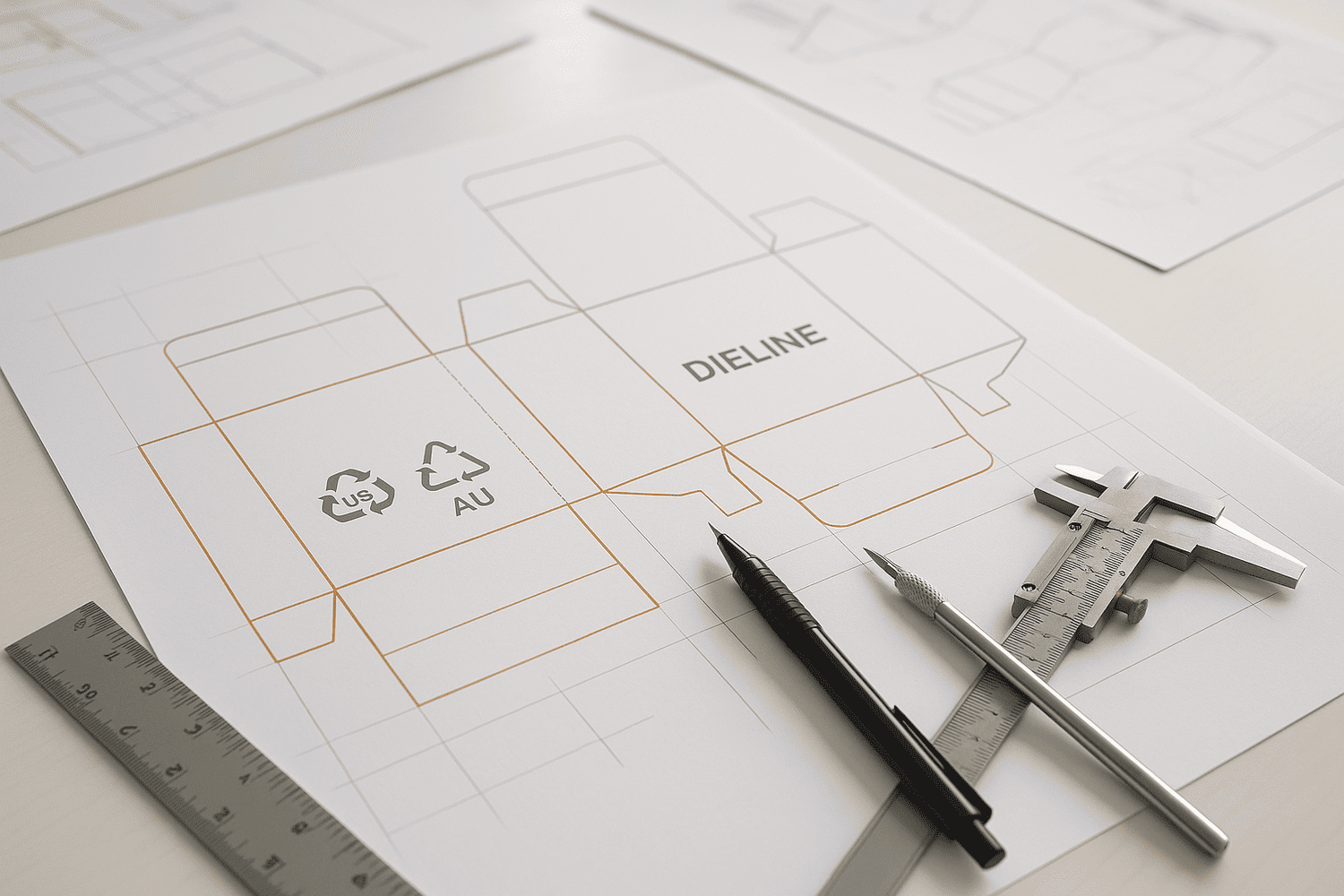
Erstellen Sie eine Master-Stanzform in Vektor-CAD, verwenden Sie zwei Einheiten (mm und Zoll), reservieren Sie GS1-Barcode-Zonen für EAN-13 und UPC-A, ordnen Sie die Stanzform australischen 1165×1165 mm und US-amerikanischen 48×40″ Paletten zu, legen Sie Beschnittzugaben, Sicherheitsabstände und Rillzugaben fest und validieren Sie die Stanzform anhand eines physischen Prototyps.

Ich verkaufe B2B-Displays und schreibe daher direkt aus der Produktion. Ich entwickle, teste und versende. Mein Team unterstützt mich mit schnellen Mustern, kostenlosen Anpassungen und Festigkeitsprüfungen. Meine Praxiserfahrungen teile ich im Folgenden.
Wie erstellt man Stanzformen?
Ich beginne mit der Festlegung des Aufstellungsortes. Ich notiere die Händlerrichtlinien, die Palettengröße, das Produktgewicht und den Barcode-Typ. Anschließend erstelle ich ein Design für ein Master-Display.
Ich definiere Produkt- und Einzelhandelsgrenzen, wähle Karton und Wellenform aus, lege Schnitt- und Rillebenen fest, achte auf Beschnittzugabe und Sicherheitsabstand, plane UPC/EAN-Zonen, palettiere für Australien und die USA, erstelle ein Muster und führe vor dem Druck einen Belastungstest durch.

Meine schrittweise Bauanleitung
Ich gestalte die Arbeitsschritte einfach und übersichtlich für mein Team und für Einkäufer, die Wert auf Schnelligkeit legen. Um Fehler zu vermeiden, notiere ich alle Werte in Millimetern und Zoll. Außerdem sperre ich Barcode-Ruhezonen, da US-Einkäufer UPC-A, viele australische hingegen EAN-13 verwenden. Ich palettiere die Ware immer frühzeitig . US-Lager erwarten eine Grundfläche von 48 × 40 Zoll, während australische Distributionszentren oft 1165 × 1165 mm (CHEP) planen. Beide Pläne speichere ich in der Masterdatei und kennzeichne sie. Auch die Stabilität plane ich von Anfang an ein. Jagdausrüstung und Outdoor-Werkzeuge sind schwerer, daher verwende ich größere Klebelaschen und breitere Füße für Bodenaufsteller. Ich führe Fall- und Vibrationstests , da beim Transport die schwächsten Füße zuerst Schaden nehmen. Ich lasse schnell einen digitalen Probedruck anfertigen, um Farbe und Textgröße für ältere Kunden zu bestätigen. Ich mache eine Kleinserie, um die Montagezeit in der Produktion zu überprüfen. Ich achte auf saubere Stanzlinien, damit das Verkaufspersonal die Beschriftung in Sekundenschnelle lesen kann.
| Schritt | Was ich mache | Warum das wichtig ist (AU + US) |
|---|---|---|
| 1 | Produktgröße/-gewicht definieren3 | Einsturz und Kippen verhindern |
| 2 | Regeln für den Einzelhandel sperren | Passend zu Walmart/Target und Coles/Woolworths |
| 3 | Wähle Brett und Flöte | Ausgewogene Kosten, Druck, Stärke |
| 4 | Schnitt/Falte/Blutung einstellen | Sauberer Druck und schnelle Einrichtung |
| 5 | Barcode-Reservierungszonen | UPC-A (USA) / EAN-13 (Australien) Ruhezonen |
| 6 | Kartenpaletten | US 48×40″ / AU 1165×1165 mm passend |
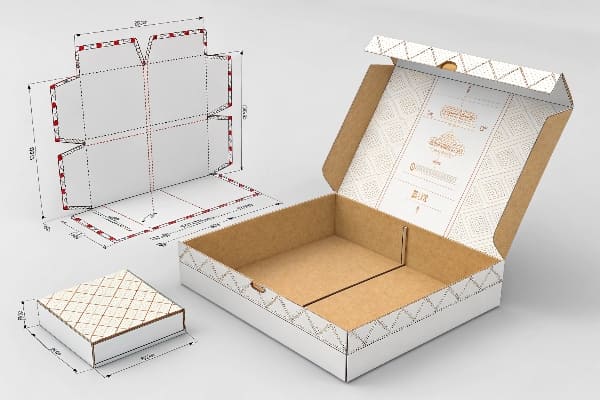
| 7 | Prototyp & Test4 | Fehler vor dem Massendruck erkennen |
Welche Richtlinien gelten für die Speiseröhrenbildung?
Ich schreibe Regeln auf, bevor ich zeichne. Regeln sparen mir später Stunden. Ich lege klare Ebenen, Sicherheitsbereiche und Kennzeichnungsanforderungen für beide Märkte fest.
Verwenden Sie eindeutige Lagenbezeichnungen, Doppeleinheiten, 3–5 mm Beschnittzugabe, 5–8 mm Sicherheitsabstand, Barcode-Ruhezonen, Hinweise zu Rillen/Maserung, Palettenpläne, Klebezonen und Montagepfeile; validieren Sie dies mit einem Muster und einem Falltest.
Marktübergreifende Regeln, auf die ich mich stütze
Ich halte Richtlinien bereit, an die sich meine Designer und Druckteams ohne Rätselraten halten können. Der Beschnitt beträgt 3–5 mm und wird bei starkem Wellpappenpapier, wo die Passerabweichung höher ist, auf 6 mm erhöht. Sicherheitsabstände von 5–8 mm zu den Schnittkanten und 10 mm zu den Stoßkanten werden markiert. Die Wellenrichtung wird zur Unterstützung vertikaler Belastungen vermerkt. Der Barcodebereich bleibt unbedruckt, um eine Ruhezone zu gewährleisten. UPC-A- und EAN-13-Optionen werden in die Druckvorlage eingetragen, sodass die Marke später ohne Neuzeichnung wählen kann. Paletten- und Gangbeschränkungen werden hinzugefügt, da in US-Lagerhallen und australischen Distributionszentren unterschiedliche Wendungen und Stapelmuster vorkommen. Einfache Montagepfeile werden hinzugefügt, damit das Ladenpersonal schnell aufbauen kann. Recyclingkennzeichnungen werden auf Anfrage entsprechend den jeweiligen Marktrichtlinien angebracht . Die Farben werden mit einem kostengünstigen digitalen Proof geprüft. Ein Transporttest an Ecken und Füßen wird durchgeführt. Die Freigabe erfolgt erst nach erfolgreicher Prüfung des Prototyps.
| Thema | UNS | Australien | Meine Regel |
|---|---|---|---|
| Barcode | UPC-A | EAN-13 (GS1)7 | Beide Platzhalter beibehalten |
| Palettenbasis | 48×40″ | 1165 × 1165 mm | Map beide in Datei |
| Einheiten | Zoll üblich | Millimeter üblich | Immer beide anzeigen |
| Bluten | 3–5 mm | 3–5 mm | Auf 6 mm auf Wellblech 8 |
| Sicherheit | 5–8 mm | 5–8 mm | 10 mm in der Nähe von Schlössern |
| Flöte/Getreide | Hinweis zur Beladung | Hinweis zur Beladung | Vertikale Kanneluren für Säulen |
| Etiketten | Einzelhändlerspezifisch | Einzelhändlerspezifisch | Halten Sie ein kostenloses Compliance-Gremium bereit |
Was ist eine Stanzform?
Eine Stanzform ist nicht nur eine Form. Sie besteht aus mehreren Schichten. Diese Schichten geben Messern, Rillmaschinen, Druckern und Verpackungsmaschinen die Anweisungen.
Eine Stanzformstruktur ist eine mehrschichtige Datei, die Schneiden, Rillen, Perforieren, Kleben, Drucken und Notizen trennt, sodass Konstruktion, Werkzeugbau und Produktion denselben Plan ohne Rätselraten lesen können.
Schichten, die mich nie im Stich lassen
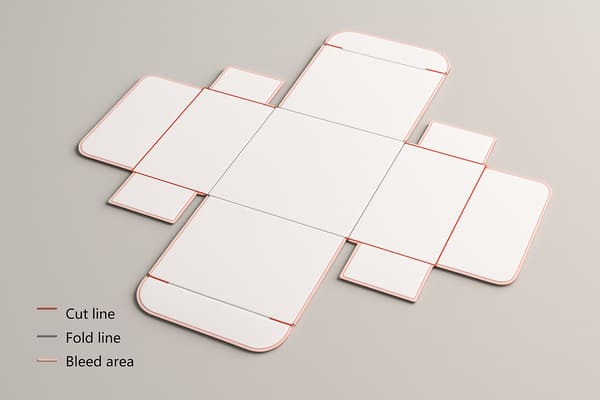
Ich achte auf strikte Farbvorgaben und Linienarten. Schnittlinien bleiben in einem durchgehenden Magenta und werden in den Proofs überdruckt. Falzlinien werden gestrichelt in Cyan dargestellt. Perforationen werden punktiert. Klebezonen erhalten eine weiche Farbfüllung. Druckgrafiken befinden sich auf einer eigenen Ebene und berühren niemals die Werkzeugebenen. Ich füge eine Montageebene mit Pfeilen und Nummern für das Verkaufspersonal hinzu. Außerdem gibt es eine Konformitätsebene 9 mit leeren Feldern für ARL- oder andere Recycling-Kennzeichnungen in Australien und für Hinweise zum US-Einzelhandel. Eine Palettenebene 10 mit Umrissen für beide Märkte ist ebenfalls vorhanden. Eine Messebene mit zwei Einheiten ist gesperrt. Eine Notizebene enthält Angaben zur Kartonqualität und Oberflächenbeschaffenheit, z. B. E-Welle, einwandig und matt (AQ-Lack). Diese Struktur beschleunigt die Übergabe. Die Druckvorstufe kann Grafiken einbinden, ohne die Schnittpfade zu verschieben. Die Werkzeugfertigung kann DXF-Dateien für den Stanzformenhersteller exportieren. Die Produktion kann die Klebepositionen auf einen Blick überprüfen.
| Schicht | Linie/Füllung | Zweck | Anmerkungen |
|---|---|---|---|
| Schneiden | Solide | Messerweg11 | Nicht überdrucken |
| Falte | Gestrichelt | Punktepfad | Punktegutschrift hinzufügen |
| Leistung | Punkt-Strich | Abrisspfad | Kontrolle der Reißfestigkeit |
| Kleber | Farbfüllung | Haftzonen12 | Überlappungsgrößen hinzufügen |
| CMYK/RGB | Grafik | Von Messern fernhalten | |
| Montage | Pfeile/Zahlen | Bauschritte | Hilfsteams in den Geschäften |
| Einhaltung | Leere Kartons | Etiketten | Für Bedürfnisse in Australien/USA |
| Farbpalettenkarte | Gliederungen | Stapeln | US-amerikanische und australische Fußabdrücke |
| Abmessungen | Doppeleinheiten | Schecks | Keine Skalierungsfehler |
Worin besteht der Unterschied zwischen Schablone und Stanzform?
Diese Begriffe werden oft verwechselt. Das führt zu kostspieligen Fehlern. Ich halte sie deshalb in meinen Unterlagen und in Gesprächen mit Käufern getrennt.
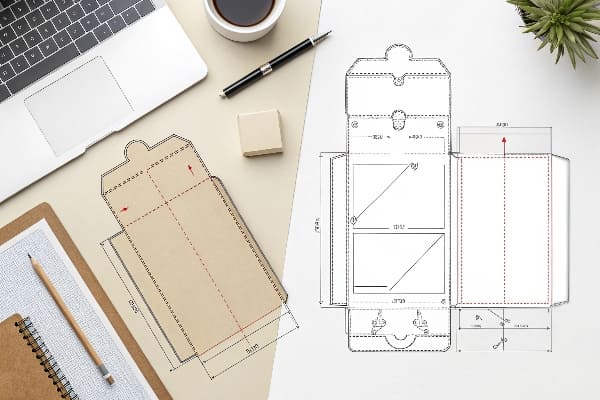
Eine Schablone dient als Ausgangslayout für Passform und Markenauftritt; eine Stanzform ist der endgültige, werkzeugfertige, mehrschichtige Pfad zum Schneiden, Rillen und Kleben. Schablonen dienen als Vorlage; Stanzformen werden gefertigt.
Wie ich es Teams und Käufern erkläre
verwende ich Vorlage 13. Eine Vorlage zeigt die Außenmaße, die groben Paneele und die mögliche Platzierung der Key-Art. Ich nutze sie, um Feedback zu sammeln und die Designfreigabe zu beschleunigen. Eine Vorlage ist flexibel und schnell. Ich gebe eine Vorlage niemals an einen Stanzformenhersteller weiter. Eine Stanzform 14 ist anders. Eine Stanzform ist präzise und fixiert. Sie enthält Schnitt-, Rill-, Perforations- und Klebeschichten. Außerdem beinhaltet sie Barcode-Bereiche, Farbpalettenpläne und Notizen. Sie ist werkzeugfertig. Ich gehe erst von der Vorlage zur Stanzform über, nachdem die Marke das 3D-Rendering und das Muster freigegeben hat. Das habe ich bei einem schweren Bodendisplay für eine Outdoor-Linie schmerzlich erfahren müssen. Ich habe die Vorlage zu schnell zur Werkzeugherstellung gebracht. Die Füße rissen beim Transport, weil keine zusätzliche Rillzugabe vorgesehen war. Ich habe das Display mit einer echten Stanzform neu aufgebaut, größere Füße und eine andere Rillenrichtung hinzugefügt, und das Display hat die Falltests bestanden. Seitdem achte ich darauf, dass die Namen in E-Mails, Dateinamen und Angeboten eindeutig sind.
| Artikel | Vorlage | Stanzlinie |
|---|---|---|
| Zweck | Konzept und Passform | Fertigung und Werkzeugbau15 |
| Schichten | Minimal | Vollständiger Schnitt/Rillung/Perforation/Klebevorgang/Notizen |
| Genauigkeit | Ungefähr | Exakt mit Toleranzen |
| Dateiname | *_template.ai | *_dieline.ai (oder .dxf für Würfel) |
| Publikum | Marken-/Marketing-Strategie | Druckvorstufe/Werkzeugbau/Produktion16 |
| Änderungsrate | Hoch | Niedrig (kontrolliert) |
Abschluss
Eine Master-Stanzform, zwei Märkte. Ich entwerfe mit Doppeleinheiten, Barcode-Optionen, Palettenplänen und strengen Ebenen. Ich erstelle frühzeitig Prototypen. Ich schütze Zeit, Kosten und Vertrauen.
Die Nutzung dieser Ressource liefert Ihnen Erkenntnisse zur Optimierung Ihrer Logistik und zur Steigerung der Effizienz Ihrer Lieferkette. ↩
Das Verständnis dieser Tests kann dazu beitragen, dass Ihre Produkte den Transport unbeschadet überstehen, was die Langlebigkeit erhöht und die Kundenzufriedenheit steigert. ↩
Das Verständnis von Produktgröße und -gewicht ist entscheidend für die Unversehrtheit der Verpackung und die Vermeidung von Transportschäden. ↩
Die Entwicklung von Prototypen und Tests hilft, potenzielle Probleme frühzeitig zu erkennen und so langfristig Zeit und Ressourcen zu sparen. ↩
Das Verständnis der Bedeutung eines nicht bedruckten Barcodebereichs kann Ihr Verpackungsdesign verbessern und so ein besseres Scannen und eine höhere Konformität gewährleisten. ↩
Die Auseinandersetzung mit der Rolle von Recyclingkennzeichnungen kann Ihnen dabei helfen, sich an Marktrichtlinien anzupassen und die Nachhaltigkeit Ihrer Verpackungen zu fördern. ↩
Folgen Sie diesem Link, um die Bedeutung und die Anwendungsbereiche von EAN-13-Barcodes im Einzelhandel und in der Logistik zu verstehen. ↩
Erfahren Sie, wie Wellpappe die Haltbarkeit und Nachhaltigkeit von Verpackungen verbessert und sie dadurch ideal für verschiedene Anwendungsbereiche macht. ↩
Das Verständnis der Compliance-Ebenen ist entscheidend, um sicherzustellen, dass Ihre Entwürfe den Branchenstandards und Vorschriften entsprechen. ↩
Durch die Nutzung von Palettierungsebenen können Sie Ihre Verpackungseffizienz steigern und Ihre Versandprozesse optimieren. ↩
Das Verständnis der Messerführung ist für präzise Schnitte im Design unerlässlich und gewährleistet die einwandfreie Ausführung Ihrer Projekte. ↩
Die Untersuchung von Klebezonen trägt zur Optimierung der Verpackungseffizienz bei und gewährleistet starke Verbindungen in Ihren Designs. ↩
Die Nutzung von Vorlagen kann Ihren Design-Workflow verbessern und ihn effizienter und effektiver gestalten. ↩
Das Verständnis von Stanzformen ist entscheidend für eine präzise und effektive Verpackungsgestaltung, weshalb diese Ressource von unschätzbarem Wert ist. ↩
Folgen Sie diesem Link, um Einblicke in effektive Strategien und Techniken in der Fertigung und im Werkzeugbau zu gewinnen. ↩
Diese Ressource hilft Ihnen, die entscheidenden Funktionen der Druckvorstufe und des Werkzeugbaus für eine qualitativ hochwertige Produktion zu verstehen. ↩



