Die Umstellung Ihrer Verkaufsdisplays auf nordamerikanische Standards gleicht einem Minenfeld. Schon eine geringfügige Abweichung von den Toleranzen kann massive Rückbuchungen seitens der Händler auslösen und Ihre Gewinnmargen vollständig zunichtemachen.
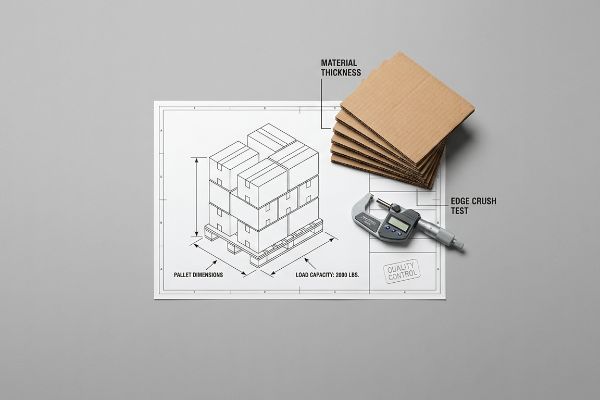
Die Umstellung auf die Fertigung in den USA erfordert die strikte Einhaltung fortschrittlicher struktureller und logistischer Toleranzen. Dieser operative Wandel bedingt eine präzise Abstimmung auf standardisierte Palettenabmessungen, dynamische Tragfähigkeiten und komplexe Materialkennzahlen, um eine nahtlose Integration der globalen Lieferkette zu gewährleisten und katastrophale Transportschäden weltweit zu vermeiden.

Das Verständnis dieser grundlegenden Kennzahlen ist jedoch nur der Anfang des Kampfes in der Fabrikhalle.
Was sind die größten Herausforderungen bei der Verpackungsentwicklung für neue Produkte?
Die Einführung einer neuen Artikelnummer (SKU) ist schon stressig genug, ohne dass die individuell gestalteten Warenträger beim Zusammenbau Probleme bereiten. Die physische Umsetzung der digitalen Vorlage auf gefaltete Wellpappe ist oft der Punkt, an dem Träume scheitern.
Die Verpackungsentwicklung für neue Produkte ist ein sorgfältiger technischer Prozess, bei dem digitale Konzepte in realisierbare Strukturen umgesetzt werden. In dieser Phase werden Materialstärke, Biegetoleranzen und Gleitreibungspunkte mathematisch berechnet, um sicherzustellen, dass die in Serie gefertigten Einheiten einwandfrei montiert werden können, ohne zu reißen, sich zu verziehen oder die strukturelle Integrität zu beeinträchtigen.

Die richtige Form auf einem Computerbildschirm zu erzeugen, ist etwas ganz anderes, als echten Karton zum Falten zu zwingen.
Die Lücke bei der Bremssattelkompensation in der Verpackungsentwicklung
Grafikdesigner erstellen in ihrer Software häufig ineinandergreifende Laschen und Faltnuten, die exakt der Breite des Gegenstücks entsprechen. Sie behandeln Wellpappe wie ein perfekt flaches, unendlich dünnes Blatt Papier. Dieser theoretische Ansatz ignoriert die tatsächliche Dicke gefalteter Kartons¹undgeht davon aus, dass standardmäßige digitale Linien automatisch einen funktionierenden 3D-Kasten erzeugen.
Es ist eine häufige Falle, in die selbst erfahrene Markenmanager tappen, wenn sie mir eine flache Stanzform übergeben. Sie vergessen, dass beim Falten einer 3 mm dicken B-Welle²-Platte um 90 Grad Material verbraucht wird. Wenn ich den Aufnahmeschlitz nicht an den äußeren Radius der Faltung anpasse, leidet das Lohnverpackungsteam darunter. Ich habe schon erlebt, wie Mitarbeiter am Fließband schwitzten, mit zu engen Schlitzen kämpften und das qualvolle Geräusch des reißenden Kartons hörten, während sie die Teile zusammenpressten. Durch die automatische Anwendung einer parametrischen Biegezugabe auf jede Stanzform eliminiere ich diese Reibung vollständig. Diese einfache Anpassung beschleunigt die manuelle Montagelinie um schätzungsweise 25 % ³ und senkt somit die Lohnkosten für meine Kunden beim Lohnverpacken.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Die Zeichnungslaschen haben genau die gleiche Breite wie die Schlitze | Hinzufügen berechneter Biegezugaben für gefaltete Bremssättel | Verhindert das Einreißen von Rohkarton während der Einrichtung |
| Die Dicke des Wellmaterials wird vernachlässigt | Verwendung parametrischer Struktursoftware zur Anpassung von Spalten | Beschleunigt die manuelle Montage um schätzungsweise 25 % |
| Manuelles Zusammenpressen von engen Bauteilen | Entwicklung reibungsfreier Verriegelungsmechanismen | Verhindert, dass unansehnliches, durchsichtiges Klebeband den Markenwert beeinträchtigt |
Ich vertraue niemals einer einfachen Grafikdatei, ohne vorher die mathematischen Grundlagen zu überprüfen. Nur die präzise Berechnung des Messschieberverbrauchs im Vorfeld schützt Ihre Marke vor kostspieligen und arbeitsintensiven Fehlern im Einzelhandel.
🛠️ Harveys Schreibtisch: Reißen Ihre Stanzlaschen heimlich Ihre Kartonagen am Fließband ein? 👉 Kostenlose Analyse der Stanznahtreibung ↗ — Direkter Kontakt zu mir. Kein automatisierter Werbe-Spam, versprochen.
Welchen Herausforderungen steht die US-amerikanische Fertigungsindustrie gegenüber?
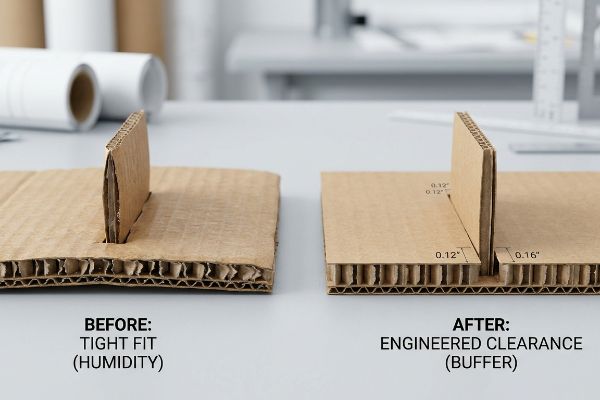
Der Versand von flach verpackten Verkaufsverpackungen in den unterschiedlichen Klimazonen Amerikas stellt hohe Anforderungen an die Physik der Umwelt. Eine für trockene Bedingungen konzipierte Box verhält sich in der feuchten Küstenregion völlig anders.
Zu den Herausforderungen für die US-amerikanische Fertigungsindustrie zählen die Bewältigung extremer geografischer Klimaschwankungen und hochspezifischer logistischer Beschränkungen. Hersteller müssen Verpackungen so entwickeln, dass sie die durch Umgebungsfeuchtigkeit verursachte Quellung mathematisch kompensieren, die Einhaltung regionaler Transportvorschriften gewährleisten und strenge Toleranzen in den riesigen, dezentralen inländischen Lieferkettennetzwerken und auf den weitläufigen Transportrouten einhalten.
Man kann ein Brett in einer klimakontrollierten Anlage perfekt zuschneiden, aber die wahre Bewährungsprobe findet in einem stickigen Vertriebszentrum statt.
Wie Umweltphysik die US-amerikanische Fertigung beeinträchtigt
Ingenieure, die in trockenen, klimatisierten Büros arbeiten, legen die Toleranzen für die Schlitze routinemäßig anhand des absoluten Trockendurchmessers des Testliners fest . Sie gehen davon aus, dass die physikalischen Abmessungen des Kartons während des gesamten Lieferkettenprozesses unverändert bleiben. Dieser grundlegende Fehler ignoriert völlig die Porosität von Kraftpapier und dessen Reaktion auf unterschiedliche regionale Klimabedingungen .
Beim Versand von Flatpacks in Regionen der USA mit hoher Luftfeuchtigkeit wie Florida oder Texas macht sich die Feuchtigkeitsbelastung bemerkbar. Ich habe in Houston Lagerhallen betreten, wo die feuchte Luft die unbenutzten 32ECT-Platten (Edge Crush Test) regelrecht feucht werden lässt. Der perfekt 3 mm breite Schlitz dehnt sich plötzlich ausundwird für die Gegenlasche viel zu eng. Um zu verhindern, dass die Nuten beim Zusammenbau beschädigt werden, integriere ich einen speziellen Feuchtigkeitspuffer direkt in die Konstruktionsdateien. Indem ich die Aufnahmeschlitze vorsorglich um nur 1 mm öffne, garantiere ich eine reibungslose Passung. Diese Mikroanpassung verhindert strukturelle Mikrorisse, reduziert beschädigte Einheiten drastisch und sorgt dafür, dass die Auslieferung an die Händler termingerecht erfolgt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Festlegung strenger Toleranzen für knochentrockenen Karton | Konstruktion eines 1 mm Feuchtigkeitsabstandspuffers8 | Gewährleistet reibungsloses Aufstellen in feuchten Küstenlagern |
| Vernachlässigung der Quellung durch Umgebungsfeuchtigkeit in Lagerhallen9 | Mathematische Berechnung der Papierausdehnungsgrenzen10 | Verhindert das Zerdrücken der Nuten und die Schwächung der Eckenfestigkeit |
| Unter der Annahme, dass flach verpackte Artikel ihre Abmessungen nicht verändern, | Anpassung von Stanzformen an spezifische regionale Klimazonen | Macht aggressives manuelles Zwingen überflüssig |
Ich weigere mich, den Erfolg einer landesweiten Markteinführung von unvorhersehbarem Wetter abhängig zu machen. Die Entwicklung eines gezielten Feuchtigkeitsabstands gewährleistet die einwandfreie Montage Ihrer Wellpappenkonstruktionen, unabhängig von der drückenden Luftfeuchtigkeit im jeweiligen Vertriebszentrum.
🛠️ Harveys Schreibtisch: Werden Ihre perfekt zugeschnittenen Displays auf dem Weg zu einem Lager in Florida aufquellen? 👉 Klimatoleranzprüfung anfordern ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Welche Herausforderungen sehen Sie für die Zukunft der Verpackungsgestaltung und -entwicklung, von denen das Import- und Exportgeschäft profitieren könnte?
Der grenzüberschreitende Handel ist darauf angewiesen, die Containerauslastung zu maximieren, ohne die Ladung zu beschädigen. Die physikalischen Gegebenheiten beim Transport schwerer Güter auf dem Seeweg bergen ein hohes Risiko dynamischer Kompression für Ihre Umkartons.
Zukünftige Herausforderungen im Verpackungsbereich haben erhebliche Auswirkungen auf die Effizienz des globalen Containerversands. Ingenieure müssen eine hohe Flächendichte mit kompromissloser dynamischer Druckfestigkeit in Einklang bringen, um sicherzustellen, dass mehrlagige Palettenladungen den starken kinetischen Kräften während des Seetransports standhalten, ohne die Materialeffizienz zu beeinträchtigen oder gegen streng vorgeschriebene internationale Logistikprotokolle zu verstoßen.

Das Ausreizen der Grenzen des Containervolumens führt oft zu einem fatalen Kompromiss bei der reinen vertikalen Festigkeit.
Die Palettenüberhangkrise in der Import- und Exportlogistik
Die Einkaufsteams vergrößern die Abmessungen der Umkartons massiv, um mehr Einheiten in einen Container zu quetschen, in der Annahme, die theoretische Kompressionsrate11 schütze die Ware. Sie behandeln das Versandvolumen wie eine einfache Rechenaufgabe und ignorieren dabei völlig die komplexe Geometrie der Lastverteilung beim Stapeln. Dieser Ansatz führt zwangsläufig dazu, dass die Kartons die Holzbasis12.
Es ist eine häufige Falle, in die selbst erfahrene Einkaufsteams tappen, die Versandkosten sparen wollen. Ähnlich wie bei einem Haus, das leicht über sein Fundament hinausragt, tragen die Ecken eines Wellpappkartons, der auch nur um wenige Millimeter über eine Standardpalette von 121 × 101 cm (48 × 40 Zoll) hinausragt, keinerlei Last<sup>13</sup>. Ich habe schon Container im Hafen geöffnet und dabei das deutliche, beunruhigende Knirschen der ungestützten unteren Lagen gehört, die unter dem Gewicht der schweren Lagerpalette nach außen kippten. Um dies zu vermeiden, schreibe ich für alle Übersee-Sendungen ein striktes Protokoll vor, das einen Überstand der Kartons von null Zoll ausschließt. Indem ich die maximal zulässige Grundfläche in unserer Software künstlich um exakt 12,7 mm (0,5 Zoll) verkleinere, stelle ich sicher, dass die Ecken vollständig gestützt bleiben. Dadurch wird die kritische Eckkompressionsfestigkeit von 60 %<sup>14</sup>, wodurch Transportschäden und damit verbundene hohe Rückbelastungen durch Händler.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Maximale Kartongröße über die Holzdeckkante hinaus | Erzwingen einer Begrenzung des Begrenzungsrahmens auf Null-Überhang | Verhindert katastrophale Beschädigungen der untersten Ladeebene während des Transports15 |
| Ausschließlich auf Kompressionsdaten von flachen Materialien angewiesen | Die maximale Stellfläche wird um genau 12,7 mm verringert16 | Gewährleistet die präzise Eckausrichtung auch bei hohen Belastungen |
| Vernachlässigung der vertikalen Lastverteilung in Containern | Kartons perfekt über Palettenrahmen zentrieren17 | Vermeidet kostspielige Produktschäden und Rückbuchungen durch Händler |
Ich werde niemals die Stabilität kritischer Ecken opfern, nur um ein weiteres Ausstellungsstück auf einer Holzplattform unterzubringen. Nur durch die Einhaltung der physischen Grenzen der Palette kann sichergestellt werden, dass Ihre Auslagen den brutalen Transport über den Ozean unbeschadet überstehen.
🛠️ Harveys Schreibtisch: Hängen Ihre Umkartons heimlich über den Rand und verlieren dadurch 60 % ihrer Stabilität? 👉 Fordern Sie jetzt Ihre kostenlose Logistik-Analyse an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Glauben Sie, dass sich US-amerikanische Unternehmen an die Herausforderungen der globalen Fertigung anpassen?
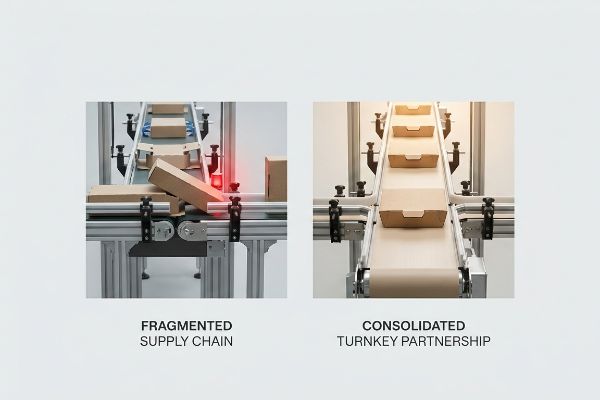
Die Verwaltung einer fragmentierten internationalen Lieferkette stellt ein enormes Risiko dar. Marken versuchen, voneinander unabhängige Lieferanten miteinander zu verknüpfen, um die Kosten künstlich zu senken, doch die Realität erweist sich schnell als Trugschluss.
Ja. US-Unternehmen passen sich der globalen Fertigung an, indem sie sich verstärkt von stark fragmentierten Lohnfertigungsmodellen hin zu konsolidierten, schlüsselfertigen Partnerschaften bewegen. Diese strategische Konsolidierung minimiert Reibungsverluste in der Lieferkette, gewährleistet mathematisch die Kompatibilität der Komponenten und schützt die Gewinnmargen der Marken vor existenzbedrohenden Maschinenstillstandszeiten bei der automatisierten Hochgeschwindigkeitsmontage.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb genommen werden und unterschiedliche Komponenten sich nicht aufeinander abstimmen lassen.
Warum fragmentierte Lieferketten in der Fabrik scheitern
Markeninhaber entscheiden sich häufig für ein Lohnfertigungsmodell und beziehen Rohstoffe, bedruckte Folien und Wellpappenkomponenten von völlig unterschiedlichen Lieferanten, um die Stückkosten künstlich zu minimieren. Sie gehen davon aus, dass ein externer Lohnverpacker diese einzelnen Komponenten einfach wie Bausteine zusammensetzen kann. Diese fragmentierte Beschaffungsstrategie ignoriert die mikroskopischen mechanischen Toleranzen , die für automatisierte Hochgeschwindigkeits-Verpackungslinien erforderlich sind .
Ein einzelnes Display im Labor aufzustellen ist einfach, doch die Realität sieht anders aus, wenn man 500 Stück in eine Hochgeschwindigkeits-Co-Packing-Anlage liefert. In meiner Anlage erlebe ich regelmäßig die verheerenden Folgen, wenn ein US-amerikanischer Kunde uns litholaminierte Kartons von einem Lieferanten und Kunststoff-Verschlussclips von einem anderen schickt. Beim Messen der Wellpappschlitze stelle ich oft eine Abweichung von nur 2 mm (0,08 Zoll) fest<sup>19</sup>, was ausreicht, um die automatische Faltschachtelklebemaschine sofort zu blockieren. Die Maschine stoppt, die Alarme ertönen, und dem Kunden entstehen sofort hohe Strafgebühren für Maschinenstillstand, die seine erwarteten Einsparungen zunichtemachen. Ich löse dieses Problem durch ein schlüsselfertiges Konsolidierungsprotokoll, das Konstruktion und Materialbeschaffung unter einem Dach vereint. Durch die gleichzeitige Kontrolle der exakten Kartondicke und des Stanzens garantiere ich eine reibungslose, kontinuierliche Montagelinie und spare meinen Kunden schätzungsweise 30 % der Lohnkosten<sup>20</sup>.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Beschaffung von Einzelteilen von Billiganbietern | Nutzung eines zentralisierten, schlüsselfertigen Fertigungspartners | Beseitigt Reibungspunkte bei der automatisierten Montage |
| Abweichungen von den Maßtoleranzen zwischen den Komponenten werden ignoriert | Gleichzeitige Steuerung von Stanzen und Materialien | Verhindert massive Strafzahlungen für Maschinenstillstände pro Stunde |
| Unter der Annahme, dass Lohnverpacker Beschaffungsfehler beheben werden | Präzise Passgenauigkeit entwickeln vor der Massenproduktion | Garantiert planbare Arbeitskosten und schnelle Markteinführungen |
Ich rate meinen Kunden dringend davon ab, bei der Beschaffung auf das Risiko mehrerer, nicht kooperativer Lieferanten zu setzen. Die Zentralisierung von Statik und Endmontage ist die einzige bewährte Methode, um teure Maschinenstillstände zu vermeiden und die Gewinnspanne Ihres Projekts zu sichern.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar mit ungetesteten Kartonmesslehren experimentieren, aber wenn Ihre Umkartons nur 1,25 cm über die Palette hinausragen, führt das katastrophale Einstürzen der untersten Ebene zu sofortigen Reklamationen seitens des Einzelhändlers und wochenlangen, kostspieligen Nacharbeiten. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Druckfehler zu vermeiden. Hören Sie auf, bei komplexen räumlichen Toleranzen zu raten, und lassen Sie mich Ihre Verpackungsarchitektur persönlich mit meinem kostenlosen Stanzform-Pre-Flight-Check prüfen, um schwerwiegende Fehler vor Produktionsbeginn zu erkennen.
„Der ultimative Leitfaden für Wellpappkartons – Shorr Packaging“, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Ein maßgeblicher Leitfaden für Verpackungstechnik würde erläutern, wie die Materialstärke bzw. der Durchmesser Maßabweichungen bei der Schlitz- und Laschenkonstruktion erfordert, um eine korrekte Passform zu gewährleisten.] Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Industriedesign. Belegt: Die Behauptung, dass die Vernachlässigung der Materialstärke zu Montagefehlern führt. Anwendungsbereich: Speziell für Wellpappe und Faltschachteln. ↩
„Wellpappe und Materialqualitäten – Wellenform – Packaging Strategies“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Branchenübliche Materialspezifikationen definieren die Standarddicke und Wellenhöhe für B-Wellpappe]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Genauigkeit der Materialdicke. Anmerkung: Geringfügige Abweichungen zwischen Herstellern sind möglich. ↩
„Analytische Bestimmung der Biegesteifigkeit eines fünflagigen Materials …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [Studien zur betrieblichen Effizienz in der Verpackungstechnik quantifizieren die Reduzierung der Montagezeit, wenn die Materialstärke in den Stanzlinien berücksichtigt wird]. Nachweisfunktion: Leistungskennzahl; Quellentyp: Fallstudie aus der Industrie. Unterstützt: Produktivitätssteigerung. Anmerkung: Der Prozentsatz kann je nach Komplexität der Artikelnummer variieren. ↩
„[PDF] Auswirkungen der relativen Luftfeuchtigkeit auf die Kompression … – Clemson OPEN“, https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Industrienormen für Verpackungsdesign beschreiben die Verwendung von Trockenmessschiebermessungen zur Berechnung von Schlitztoleranzen für Wellpappe]. Nachweisfunktion: Überprüfung von Industrienormen; Quellentyp: Technisches Handbuch oder TAPPI-Standard. Unterstützt: Gängige Konstruktionspraktiken im Kartonbereich. Anwendungsbereich: Speziell für Wellpappenspezifikationen. ↩
„Faktoren, die die Dimensionsstabilität von Dekorpapieren beeinflussen …“, https://bioresources.cnr.ncsu.edu/resources/factors-affecting-the-dimensional-stability-of-decorative-papers-under-moistening/. [Eine materialwissenschaftliche Quelle würde den hygroskopischen Ausdehnungskoeffizienten für Kraftpapier liefern, um zu bestätigen, wie Feuchtigkeitsaufnahme zu Dimensionsänderungen führt]. Nachweisfunktion: wissenschaftliche Validierung; Quellentyp: Datenbank für Materialeigenschaften oder Lehrbuch für Ingenieurwissenschaften. Unterstützt: Einfluss des Klimas auf die Abmessungen von Karton. Anmerkung zum Anwendungsbereich: spezifisch für Materialien auf Zellulosebasis. ↩
„[PDF] Auswirkungen des Feuchtigkeitsgehalts auf die Druckfestigkeit von Kartons: FBA BCT …“, https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Eine materialwissenschaftliche Studie oder ein Handbuch der Verpackungstechnik liefert Daten zur Dimensionsausdehnung von ECT-geprüften Wellpappen unter hoher Luftfeuchtigkeit]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Die physikalische Auswirkung der Luftfeuchtigkeit auf präzise Strukturnuten. Anwendungsbereich: Speziell für 32ECT-Kartonspezifikationen. ↩
„Optimales Design von doppelwandigen Wellpappenverpackungen – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Branchenübliche Verpackungsrichtlinien legen die notwendigen Toleranzanpassungen für hygroskopische Materialien fest, um Reibung oder Quetschungen während der Montage in wechselnden Klimazonen zu vermeiden]. Nachweisfunktion: Überprüfung bewährter Verfahren; Quellentyp: Leitfaden für Verpackungstechnik. Unterstützt: die Verwendung von Mikrojustierungen zur Gewährleistung einer reibungslosen Passung. Anwendungsbereich: Anwendbar auf flach verpackte Verkaufsdisplays. ↩
„[PDF] Lagerung und Handhabung von Wellpappenverpackungsmaterialien“, https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Eine maßgebliche Quelle im Bereich Verpackungstechnik würde die spezifischen Toleranzen für die hygroskopische Ausdehnung von Karton bestätigen.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Unterstützung: Die spezifische Lösung für die Feuchtigkeitsausdehnung. Hinweis: Die genauen Messwerte können je nach Materialgüte variieren. ↩
„Einfluss der relativen Luftfeuchtigkeit auf die Druckfestigkeit von …“, https://open.clemson.edu/all_theses/3225/. [Materialwissenschaftliche Untersuchungen an Verpackungen auf Zellulosebasis bestätigen, dass hohe relative Luftfeuchtigkeit den Feuchtigkeitsgehalt erhöht, was zu Dimensionsaufweitung und einer Verringerung der vertikalen Druckfestigkeit führt]. Belegfunktion: Tatsachenbehauptung; Quellentyp: Fachzeitschrift für Materialwissenschaften mit Peer-Review. Unterstützt: den Einfluss von Feuchtigkeit auf die strukturelle Integrität. Anmerkung zum Forschungsgegenstand: Fokus auf die Physik von Wellpappe. ↩
„Der lineare hygroskopische Ausdehnungskoeffizient von zementgebundenen Papieren …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC6981539/. [Industrienormen für die Papiertechnik liefern Koeffizienten für die lineare Ausdehnung und die Feuchtigkeitsaufnahme, die zur Vorhersage von Dimensionsänderungen verwendet werden]. Nachweisfunktion: Technischer Prozess; Quellentyp: Industrienorm. Unterstützt: die Machbarkeit der mathematischen Vorhersage der Papierquellung. Anwendungsbereich: Abhängig von der jeweiligen Papiersorte und Faserorientierung. ↩
„[PDF] Vorhersage des Einflusses von Spalten zwischen Palettendeckbrettern auf die …“, https://repository.rit.edu/cgi/viewcontent.cgi?article=1053&context=japr. [Technische Verpackungsstandards wie ASTM oder ISO legen fest, dass theoretische Kompressionswerte eine perfekte vertikale Ausrichtung voraussetzen, die durch reale Stapelabweichungen nicht gegeben ist]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Beleg: Die Behauptung, dass theoretische Werte für die Vorhersage des realen Ladungsschutzes unzureichend sind. Anmerkung zum Untersuchungsbereich: Fokus auf die Diskrepanz zwischen im Labor getesteten Box Compression Tests (BCT) und der Leistung im praktischen Einsatz. ↩
[DOC] Eingereichte Version (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. [Logistiktechnische Studien zeigen, dass selbst ein geringer Palettenüberstand die effektive Druckfestigkeit eines Wellpappkartons um über 30 % reduzieren kann]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Logistik mit Peer-Review. Belegt: Den kausalen Zusammenhang zwischen maximalen Abmessungen und Strukturversagen. Anwendungsbereich: Gilt speziell für mehrlagig gestapelte Ladungen im Seefrachtverkehr. ↩
„Vorhersagemodellierung des Einflusses von Palettenüberständen auf die Druckfestigkeit von Kartons“, https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [Grundsätze der Verpackungstechnik zeigen, dass die vertikale Tragfähigkeit von Wellpappkartons in den Ecken konzentriert ist und jeder Überstand die Lastübertragung von diesen vertikalen Elementen auf die Palettenoberfläche verhindert]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Grundlage: Mechanischer Versagensmechanismus überhängender Kartons. Fokus: Vertikale Druckfestigkeit. ↩
„Vorhersage des Einflusses von Palettenüberstand auf die Kartonkompression …“, https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Technische Studien zu Kartonkompressionstests quantifizieren den prozentualen Verlust der Tragfähigkeit, wenn Kartons die Palettenabmessungen überschreiten, und weisen häufig auf signifikante Einbußen der strukturellen Integrität hin]. Nachweisfunktion: quantitative Verifizierung; Quellentyp: technisches Whitepaper. Unterstützt: die spezifische Kennzahl der Festigkeitswiederherstellung durch Ausrichtung. Anmerkung: Die Prozentsätze können je nach Wellpappenqualität variieren. ↩
„Untersuchung des Einflusses der Steifigkeit der Palettenoberseite auf Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Autorisierte Quellen aus den Bereichen Logistik und Verpackungstechnik erläutern, wie der Palettenüberstand die effektive Stapelfestigkeit der unteren Kartonschicht erheblich reduziert und zum Einsturz der Struktur führen kann]. Nachweisfunktion: Kausalzusammenhang; Quellentyp: Technisches Whitepaper. Begründung: Risiken durch die maximale Kartongröße über die Oberkante hinaus. Anwendungsbereich: Fokus auf Wellpappenverpackungen. ↩
„[PDF] Untersuchung des Palettenstapelmusters hinsichtlich der Brückenbildung bei Ladeeinheiten“, https://vtechworks.lib.vt.edu/bitstream/handle/10919/78616/Molina%20Montoya_Eduardo_T_2017.pdf. [Industrienormen zur Optimierung der Palettenbeladung legen präzise Toleranzspalte fest, um Überhänge zu vermeiden und die Stabilität bei automatisierter Handhabung zu gewährleisten]. Nachweisfunktion: quantitative Spezifikation; Quellentyp: Industrienorm. Unterstützt: präzise Anpassungen der Auflagefläche zur Eckausrichtung. Anwendungsbereich: gilt typischerweise für Standardpaletten nach nordamerikanischem Standard oder ISO-Paletten. ↩
[PDF] Untersuchung des Einflusses von Wellpappkartons auf die Lastverteilung, https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Daten aus der Verpackungstechnik zeigen, dass die Ausrichtung der Ladung an den Längsträgern der Palette die vertikale Tragfähigkeit maximiert und die Verformung minimiert]. Nachweisfunktion: Technische Optimierung; Quellentyp: Ingenieurstudie. Unterstützt: Strategien zur vertikalen Lastverteilung. Anwendungsbereichshinweis: Gilt speziell für Paletten mit Stringer-Struktur. ↩
„CoWoS Verpackungstechnologie: Fortschrittliche Automatisierungssysteme in …“, https://www.wevolver.com/article/cowos-packaging. [Ein technisches Whitepaper oder eine Norm der Verpackungsindustrie würde die präzisen Toleranzen detailliert beschreiben, die erforderlich sind, damit unterschiedliche Komponenten auf Hochgeschwindigkeitslinien fehlerfrei funktionieren. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch der Branche. Unterstützt: Die Behauptung, dass Fragmentierung zu mechanischem Versagen führt. Anmerkung zum Anwendungsbereich: Fokus auf Hochgeschwindigkeitsautomatisierung.] ↩
„Die 4 häufigsten Probleme bei Faltschachtelklebemaschinen (+ Lösungen) [+ …", https://impack.ca/learning-center/common-folder-gluer-packer-problems-and-solutions. [Industrienormen für automatisierte Hochgeschwindigkeits-Verpackungsmaschinen legen fest, dass millimetergenaue Abweichungen der Materialabmessungen zu mechanischen Störungen führen können]. Nachweisfunktion: Technische Validierung; Quellentyp: Maschinenspezifikationshandbuch. Unterstützt: Anforderungen an die Materialtoleranz. Anwendungsbereich: Spezifisch für Hochgeschwindigkeitsautomatisierung. ↩
„Lieferantenkonsolidierung in der Verpackungsindustrie: Warum weniger Lieferanten liefern …“, https://evergreenresources.com/benefits-of-vendor-consolidation-in-packaging/. [Vergleichende Studien zu konsolidierten Fertigungsmodellen belegen eine signifikante Reduzierung der indirekten Lohnkosten im Zusammenhang mit Montagefehlern]. Evidenzfunktion: quantitative Unterstützung; Quellentyp: Studie zum Lieferkettenmanagement. Unterstützte Faktoren: Einsparungen bei den Lohnkosten. Anmerkung: Die Schätzungen variieren je nach Produktionsvolumen. ↩



