
Sie starten eine groß angelegte Marketingkampagne, doch versteckte Strukturkosten schmälern stillschweigend Ihre Gewinnmargen. Wenn Ihre Verpackung im Handel versagt, ist Ihr gesamtes Marketingbudget dahin.
Faktoren, die die Kosten von POS-Displays (Point of Purchase) beeinflussen, sind unter anderem die Auswahl der Rohstoffe, lithografische Druckverfahren, die Komplexität der Konstruktion und die Optimierung des Logistikaufwands. Spezielle Elemente wie feuchtigkeitsbeständige Beschichtungen, Präzisionsstanzwerkzeuge und die Montagezeit im Rahmen der Lohnverpackung wirken sich direkt auf Ihr endgültiges Produktionsbudget aus.
Doch die Berechnung dieser theoretischen Ausgaben in einer Tabellenkalkulation ist etwas ganz anderes als die Bewältigung der unerbittlichen physischen Realitäten in der Fabrikhalle.
Welche Faktoren können die Kosten einer Printanzeige beeinflussen?
Agenturen gehen oft davon aus, dass für Wellpappe. Sie verkennen, dass die chemische Zusammensetzung von Rohkarton die finanzielle Realität von hochauflösenden Grafiken für den Einzelhandel grundlegend verändert.
Faktoren, die die Kosten für Printanzeigen auf Wellpappendisplays beeinflussen, sind unter anderem der Tintenverbrauch, die Rüstzeit der Druckmaschine und die Wahl zwischen Standard-CMYK-Druck (Cyan, Magenta, Gelb, Key) und speziellen Pantone-Sonderfarben. Hochwertige Grafiken für den Einzelhandel erfordern eine präzise Farbkalibrierung und maßgeschneiderte Werkzeuge, um Probleme mit der Tintenaufnahme zu vermeiden.

Doch die Theorie allein reicht nicht aus, wenn die Sechsfarben-Offsetdruckmaschine tatsächlich großformatige Bogen verarbeitet.
Warum Standard-CMYK in der Fertigung versagt
Marketingteams konvertieren häufig Firmenlogos in Standard-Digitalformate, in der Annahme, dass der Vierfarbdruck nahtlos mit ihren Monitoren übereinstimmt. Sie gehen davon aus, dass Vierfarbdruck die kostengünstigste Methode für Kampagnen im Einzelhandel ist. Beim Bedrucken von unbehandeltem, porösem Testliner-Karton werden die standardmäßigen, überlappenden Rasterpunkte jedoch ungleichmäßig von den Papierfasern absorbiert¹.Diese optische Überblendung versagt auf unversiegelten Kartons vollständig²,was unter dem grellen Licht von Leuchtstoffröhren im Einzelhandel zu einem trüben, verwaschenen Erscheinungsbild führt.
Das ist nicht nur Theorie – ich erlebe das täglich in der Testumgebung, wenn ich die Farben großer US-Marken anpasse. Eine Branding-Agentur hat kürzlich für eine nationale Markteinführung eine Standardprozessvorlage in Eile fertiggestellt und erwartete makellose Farbtreue bei knappem Budget. Zuerst ging ich davon aus, dass unsere Standard-Wasserlackierung den 32ECT-Testliner (Edge Crush Test) ausreichend versiegeln würde, um die Punktstruktur zu erhalten. Ich lag völlig falsch. Nachdem die ersten 500 Bogen durch die Heidelberg-Druckmaschine gelaufen waren, habe ich die Messwerte des Spektralphotometers ausgewertet; die Delta-E-Abweichung lag aufgrund extremer Punktzunahmeder. Ich musste die gesamte Druckvorstufe umstellen. Ich ersetzte die optische Punktmischung komplett durch einen präzise gemischten PMS-Sonderfarbenauftragauch15 Minuten Kalibrierungszeit pro Druckvorgang, senkte die Gesamtdruckkosten und ersparte dem Kunden schätzungsweise 12 % Farbverschwendung.
| Tintenstrategie | Physikalisches Ergebnis | Finanzieller ROI |
|---|---|---|
| Prozess-Halbton | Die Tinte dringt in die Papierfasern ein5 | Löst Rückbuchungen durch Einzelhändler |
| Wässrige Vorbeschichtung | Leichte Reduzierung der Punktzunahme6 | Verlängert die Trocknungszeit der Produktion |
| Spot-Farbflut | Klare Farbdichte | Reduziert den Tintenverbrauch um 12 %7 |
Ich lasse nicht zu, dass verwaschene Rastergrafiken eine hochwertige Produkteinführung ruinieren. Indem ich digitale Annahmen außer Acht lasse und den Druckprozess an die tatsächlichen physikalischen Gegebenheiten von Wellpappe anpasse, sticht Ihre Marke selbst aus sechs Metern Entfernung makellos hervor.
🛠️ Harveys Schreibtisch: Wirken Ihre aktuellen Verkaufsdruckgrafiken auf Wellpappen-Testliner verwaschen und körnig? 👉 Lassen Sie eine Stücklistenprüfung durchführen ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Welche Nachteile haben platzsparende Displays?
Marken schätzen die Flexibilität temporärer Verkaufsstrukturen, doch sie unterschätzen selten die physikalischen Schwächen, die sich aus der Kombination von Papier mit flüssigen Klebstoffen unter wechselnden Klimabedingungen ergeben.
Nachteile von POS-Displays sind typischerweise ihre extreme Anfälligkeit gegenüber Luftfeuchtigkeit, ihre begrenzte Belastbarkeit unter hoher Last und ihre Anfälligkeit beim Transport. Wellpappenkonstruktionen können schnell an Druckfestigkeit verlieren oder sich verziehen, wenn sie nicht präzise auf die spezifischen Bedingungen im Lager und im Verkaufsraum abgestimmt sind.

Sie können die schönsten Grafiken der Welt entwerfen, aber die Physik kümmert sich nicht um Ihr Design, sobald der Klebstoff auf die Platte trifft.
Die verborgene Chemie der Strukturverzerrung
Kunden gehen davon aus, dass die Montage eines hochwertig bedruckten Deckblatts auf einer starren B-Welle-Wellpappe ein perfekt ebenes Display ergibt. Sie ignorieren die chemischen Gegebenheiten der Litholaminierung, die maßgeblich auf wasserbasierten PVA-Klebstoffen (Polyvinylacetat) beruht . Wird der nasse Klebstoff großflächig aufgetragen, absorbiert die Wellpappe die Feuchtigkeit . Beim Trocknen in der Fabrikluft baut sich eine immense Oberflächenspannung auf, die die gesamte Struktur zu verformen droht .
Das ist keine reine Theorie – ich erlebe das jede Woche in der Testumgebung. Ein Einkaufsteam beschwerte sich kürzlich über einen früheren Lieferanten, dessen massive 1524 mm (60 Zoll) breite Seitenwände im Lager des Logistikdienstleisters (3PL) ankamen und aussahen wie verbogene Kartoffelchips. Zuerst ging ich davon aus, dass die übliche flache Stapelung auf Paletten ausreichen würde, um unser Kraftpapier während des Aushärtens flach zu halten. Ich lag völlig falsch. Ich beobachtete, wie sich die Platten über Nacht in unserer Klimakammer sichtbar um 11,4 mm (0,45 Zoll) nach innen wölbten und roch die starke Feuchtigkeit, die vom Klebstoff verdunstete. Ich verwarf den Standardarbeitsablauf und entwickelte ein strenges Aushärtungsverfahren mit Eigengewicht. Ich ersetzte die einseitige Trägerfolie durch eine doppelseitige Kartonkonstruktion und fügte eine dünne Rückseitenfolie hinzu, um die Oberflächenspannung von der anderen Seite chemisch auszugleichen. Durch diesen strengen Feuchtigkeitsausgleich konnte ich die Durchbiegung vollständig beseitigen, die Displays perfekt lotrecht positionieren und dem Kunden eine geschätzte Ausschussquote von 30 % beim Aufbau im Einzelhandel ersparen.
| Laminierungsprozess | Strukturelles Ergebnis | ROI einrichten |
|---|---|---|
| Aushärtung an der Umgebungsluft | 11,4 mm Einwärtswölbung10 | Fehlgeschlagene Montage im Verkaufsraum |
| Standard-Flachstapel | Geringe Oberflächenspannung | Verlangsamt die Geschwindigkeit beim Co-Packing |
| Duplex Back-Liner | Perfekt lotrechte Paneele | Eliminiert eine Ausschussquote von 30 %11 |
Ich verlasse mich nicht auf Glück, wenn es um nasse Klebstoffe und Papierfasern geht. Durch die mathematische Balance der Oberflächenspannung auf beiden Seiten der Platte stelle ich sicher, dass Ihre Displays den Transport von meiner Fabrik bis zum Verkaufsraum unbeschadet überstehen.
🛠️ Harveys Schreibtisch: Berechnet Ihr aktueller Displaylieferant die Restfeuchte des Klebstoffs vor dem Versand in feuchte Klimazonen? 👉 Fordern Sie eine individuelle Strukturspannungssimulation an ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Welche Faktoren beeinflussen die Marketingkosten?
Marketingbudgets geraten häufig außer Kontrolle, nicht wegen Medieneinkäufen, sondern aufgrund versteckter Ineffizienzen in der Produktion. Schlecht kalibrierte Werkzeuge ruinieren Materialien und treiben den Stückpreis in die Höhe.
Faktoren, die die Marketingkosten im stationären Einzelhandel beeinflussen, sind unter anderem versteckte Werkzeugkosten, Verzögerungen bei der Maschinenkalibrierung und Materialausschussquoten. Unpräzise Stanzformen führen zu Fertigungsreibung, wodurch Fabriken langsamer arbeiten und teure Leiterplatten verschwendet werden müssen. Dies treibt letztendlich das Gesamtbudget Ihrer Werbekampagne in die Höhe.
Alle konzentrieren sich auf das Agenturhonorar, aber der eigentliche finanzielle Verlust entsteht, wenn die Stahlregel auf den Karton trifft.
Die Bearbeitungsreibung, die Ihr Budget aufbläht
Designer gehen fälschlicherweise davon aus, dass eine einfache Falzlinie in einer CAD-Datei automatisch eine perfekte 90-Grad-Faltung für den Lohnverpacker erzeugt. Dabei ignorieren sie die enorme mechanische Kraft, die zum Stanzen dicker Wellpappe mit einem Stanzwerkzeug erforderlich ist. Ohne die korrekte maschinelle Profilierung knicken die inneren Wellen ein und reißen das bedruckte Deckblatt12, was die Optik beeinträchtigt und die Tragfähigkeit13.
Das ist nicht nur Theorie – ich habe das in unserer eigenen Produktion schmerzlich erfahren müssen. 2022 bat ich meinen leitenden Verpackungsingenieur Mark, eine neue Club Store-Schale aus hochsteifem E-Wellen-Karton herzustellen. Wir dachten, wir könnten Zeit sparen, indem wir auf die spezielle Rillmatrix verzichteten und mit Standard-Stanzdruck arbeiteten. Drei Stunden nach Produktionsbeginn hörte ich das widerliche, trockene Knirschen brechender Papierfasern, die vom Rotationsschlitzer kamen. Ich zog ein Blatt heraus und sah massive Litho-Risse entlang jeder einzelnen Falzlinie, die die gesamte Stapelkapazität von 68 kg (150 lbs) beeinträchtigten. Wir stoppten die Maschinen sofort. Ich verbrachte vier Stunden direkt an der Schneideplattform und tauschte die flachen Platten gegen spezielle Polymer-Rillkanäle aus, die als Präzisionsamboss dienten. Ich stellte den Hydraulikdruck so ein, dass die Neuware-Fasern beim Prägen genau gedehnt und nicht gebrochen wurden. Diese Werkzeugkalibrierung verhinderte nicht nur das Brechen der Fasern; Dadurch konnten die Rohlinge ohne Widerstand gefaltet werden, was die Montagezeit um 18 Sekunden pro Einheit verkürzte und dem Kunden Tausende an versteckten Strafkosten für manuelle Arbeit ersparte.
| Werkzeugkalibrierung | Physikalisches Ergebnis | Arbeits-ROI |
|---|---|---|
| Standard-Flachschlag | Schwere Litho-Rissbildung | Entspricht nicht den visuellen Markenstandards |
| Hochdruckstanze | Zerdrückte Innenrillen | Verringert die Stapelkapazität |
| Polymermatrix-Amboss | Makellose 90-Grad-Faltung | Verkürzt die Montage um 18 Sekunden |
Ich verabscheue es, mitanzusehen, wie teure Marketingkampagnen aufgrund mangelhafter Werkzeugkonstruktion scheitern. Durch die präzise Bestimmung des mechanischen Anschlagdrucks schütze ich die Integrität Ihrer Platine und halte Ihre versteckten Marketingkosten vollständig im Rahmen.
🛠️ Harveys Schreibtisch: Verschwenden versteckte Montageverzögerungen Ihr Marketingbudget, weil Ihre Platten sich nicht falten lassen? 👉 Kostenlose Stanzlinienoptimierung anfordern ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Was kostet der Betrieb eines Pop-up-Stores?
Die Finanzierung eines temporären Verkaufsraums ist schon teuer genug, ohne dass zusätzlich noch überhöhte Montagekosten anfallen. Wenn die Verpackungsstruktur nicht perfekt zusammenpasst, schnellen die Betriebskosten in die Höhe.
Die Kosten für den Betrieb eines Pop-up-Displays hängen stark von externen Lohnverpackern, dem Frachtvolumen und der Effizienz der verwendeten Baumaterialien ab. Bei ungenauen Toleranzen der temporären Bodenaufsteller erhöht sich der manuelle Montageaufwand drastisch, sodass Marken erhebliche Überstundenzuschläge zahlen müssen, nur um ihre Produkte verkaufsfertig zu machen.
Marken investieren Tausende in die Verkaufsfläche, ignorieren aber völlig die millimetergenauen Berechnungen, die ihren Arbeitsaufwand bestimmen.
Der Montage-Albtraum der Bremssattel-Unwissenheit
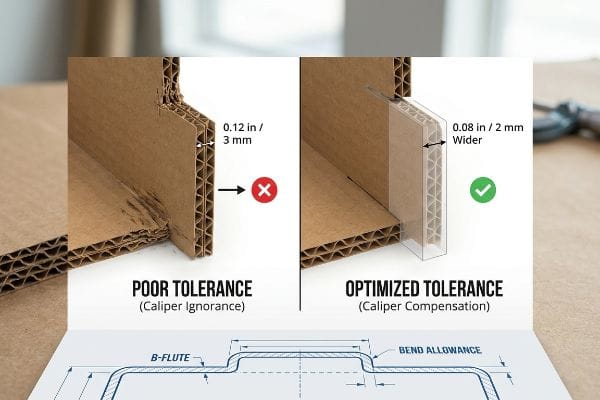
Grafikdesigner konstruieren häufig ineinandergreifende Laschen und Falzschlitze mit exakt der gleichen Breite wie das Gegenstück. Dabei berücksichtigen sie jedoch nicht die Dicke des gefalteten Wellkartons, beispielsweise einer B-Welle mit 3 mm (0,12 Zoll)¹⁴. Beim Falten dicken Materials um 90 Grad verringert sich das Volumen, wodurch ein nicht angepasster Aufnahmeschlitz zu starker Reibung führt.
Das ist nicht nur Theorie – ich erlebe das ständig in der Testumgebung, wenn wir Agenturdateien übernehmen. Ein Kunde schickte mir kürzlich eine flache Stanzform für ein riesiges Pop-up-Elementund beschwerte sich, dass zwei Mitarbeiter bei der vorherigen Charge 15 Minuten für die Montage eines einzigen Elements benötigt hatten. Ich riss die oberste Schicht des beschädigten Prototyps ab und fühlte die völlig zerdrückten Rillen, wo die Laschen in zu enge Schlitze gezwängt worden waren. Zuerst nahm ich an, dass man Standard-Testliner einfach mit Kraft einsetzen könnte, ohne dass er reißt. Ich lag völlig falsch. Der Boden brach bei einem Druck von 38,7 kg (85,5 lbs), weil die geschwächten Verbindungen unter der BCT (Box Compression Test)15 . Ich las die Mikrometerwerte ab und bewies, dass wir keine teuren Kunststoffverstärkungsclips brauchten – eine mathematische Korrektur mit dem Messschieber genügte. Ich überarbeitete die Geometrie komplett und erweiterte jeden Aufnahmeschlitz um exakt 2 mm (0,08 Zoll), um den äußeren Faltradius16. Durch die Einhaltung dieser extrem präzisen Toleranz konnte ich die Reibung in den Verbindungen eliminieren, die Montagezeit für die Lohnverpackung auf nur 3 Minuten verkürzen und Tausende von Dollar an verschwendeter Arbeitsleistung aus ihrem Budget entfernen.
| Toleranzentwicklung | Physikalisches Ergebnis | Logistik-ROI |
|---|---|---|
| Schlitze mit exakter Breite | Starke Gelenkreibung | Vervierfacht die Montagezeit17 |
| Kunststoffverstärkungen | Künstliche Gelenkstärke | Erhöht die Materialkosten in der Stückliste18 |
| Bremssattelkompensation | Reibungslose Verriegelungslaschen | Senkt die Lohnkosten19 |
Ich lasse nicht zu, dass ungenaue Millimeterberechnungen Ihr Budget für Pop-up-Displays belasten. Durch die Optimierung der Steckplatztoleranzen für die exakte Platinendicke lassen sich Ihre Displays mühelos zusammenstecken, was Ihre Gewinnmargen in der Fertigung erhöht.
🛠️ Harveys Schreibtisch: Wendet Ihr Statiker automatisch Biegezugaben auf Ihre Stanzlinien an, um Reibung beim Zusammenpacken zu vermeiden? 👉 Lassen Sie Ihre statischen Berechnungen prüfen ↗ — Ich prüfe jede Statikdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sie können sich für einen Lieferanten entscheiden, der die chemischen Gegebenheiten der Feuchtigkeitsaufnahme ignoriert. Doch wenn der wasserbasierte Klebstoff Ihre Displaypaneele wie Kartoffelchips verformt, führt das zu sofortigen Ablehnungen durch den Einzelhandel und vernichtet Ihren gesamten Werbe-ROI. Genau diese technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 2 mm bei einer großen nationalen Markteinführung vor Produktionsbeginn auf. Verschwenden Sie nicht länger Ihr Marketingbudget für fehlerhafte Displays und lassen Sie mich persönlich Ihre nächste Markteinführung planen, um sicherzustellen, dass Ihre Verkaufsflächenstrukturen einwandfrei montiert werden und die Lieferkette unbeschadet überstehen.
„[PDF] DIE WAHRE URSACHE DER PUNKTZAHL? – Technologie-Coaching“, https://www.tcbvba.be/index_htm_files/21%20The%20Real%20Source%20of%20dot%20gain.pdf. [Ein maßgeblicher Leitfaden zur Substratporosität und Punktzunahme erklärt, wie unversiegelte Fasern zu ungleichmäßiger Tintenaufnahme führen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für die Druckindustrie. Anwendungsbereich: Probleme der Tintenaufnahme beim Wellpappendruck. Anwendungsbereich: Beschränkt auf unversiegelte Testliner-Substrate. ↩
„Fehleranalyse von Wellpappkartons – Read Consulting“, https://readconsulting.com/cardboard-box-failure/. [Studien zur Lichtstreuung und Farbsättigung in porösen Materialien erklären den Farbverlust auf unversiegelten Kartons]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Visuelle Qualitätsminderung von Rohkarton. Anwendungsbereich: Gilt für unversiegelte Substrate. ↩
„Was ist Punktzuwachs beim Drucken? Ursachen, Arten und wie man ihn behebt | PSD“, https://www.printingsuppliesdirect.com/blogs/news/what-is-dot-gain-in-printing?srsltid=AfmBOoo5_ks7FRqNPbY_0rx6YfjndFJ-Yc4mzxlB4l4IC0MpJG9TU6Lf. [Fachliteratur zum Flexo- und Offsetdruck erklärt, wie poröse Wellpappensubstrate das Verlaufen der Farbe verursachen, was den Punktzuwachs deutlich erhöht und die Farbgenauigkeit beeinträchtigt]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch der Druckindustrie. Beleg: Ursache von Farbabweichungen auf Karton. Anmerkung zum Umfang: Fokus auf die Substratporosität. ↩
„PMS vs. CMYK für Verpackungen: Was ist besser? – PAX Solutions“, https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Technische Leitfäden zur Farbwiedergabe bestätigen, dass Pantone-Sonderfarben eine gleichmäßigere Deckkraft bieten und die Punktzunahmeprobleme vermeiden, die beim CMYK-Prozessdruck auf saugfähigen Materialien auftreten]. Nachweisfunktion: Überprüfung der technischen Lösung; Quellentyp: Farbmanagementstandard. Unterstützt: die Überlegenheit von Sonderfarben gegenüber CMYK für hochwertige Grafiken im Einzelhandel. Anwendungsbereich: Anwendbar auf stark absorbierende Substrate. ↩
„Auswirkungen von Wellpappe und Rasterpunktverformungen“, https://www.academia.edu/60461055/Print_uniformity_of_corrugated_board_in_flexo_printing_effects_of_corrugated_board_and_halftone_dot_deformations. [Materialwissenschaftliche Untersuchungen an porösen Substraten erklären die Kapillarwirkung, die zum Auslaufen von Rasterfarbe in unbeschichtete Wellpappenfasern führt]. Nachweisfunktion: Nachweis eines physikalischen Mechanismus; Quellentyp: materialwissenschaftliche Fachzeitschrift. Beleg: Das Versagen von Prozessrasterdrucken auf Rohkarton. Anmerkung zum Anwendungsbereich: Betrifft insbesondere unbeschichtete, recycelte Wellpappe. ↩
„Was ist wässrige Beschichtung für bedruckte Kartons?“, https://www.wecustomboxes.com/blog/what-is-aqueous-coating/. [Die technische Dokumentation zur Druckchemie erklärt, wie wässrige Vorbeschichtungen poröse Kartonfasern versiegeln, um das Verlaufen der Tinte zu minimieren und die Punktzunahme zu reduzieren]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Lehrbuch für Drucktechnik. Belege: Die physikalische Wirksamkeit der Vorbeschichtung. Anmerkung: Die Ergebnisse hängen von der Viskosität der verwendeten Beschichtung ab. ↩
„Die Recyclingquote für Altpapier erreicht 93 % – je nachdem, wen man fragt“, https://www.wastedive.com/news/afpa-recycling-rate-corrugated-box-occ/690649/. [Eine Branchenvergleichsstudie oder ein Handbuch zur Druckproduktion würde die quantitativen Daten liefern, die die durch Vollfarbdruck im Vergleich zu Prozessrasterfarben erzielten Tinteneinsparungen belegen.] Nachweisfunktion: quantitative Validierung; Quellentyp: Branchenbericht. Unterstützt: den finanziellen ROI von Vollfarbstrategien. Anmerkung: Der Prozentsatz kann je nach Gesamtfläche variieren. ↩
„Litholaminierung – Klebstoffhersteller und -lieferant“, https://technicaladhesives.com/laminating/litho-laminating/. [Branchenspezifische technische Spezifikationen für Verpackungen bestätigen, dass PVA ein primärer Klebstoff im Litholaminierungsverfahren ist]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Branchenhandbuch. Belege: Chemische Zusammensetzung des Klebstoffs. Anwendungsbereich: Speziell für wasserbasierte Systeme. ↩
„[PDF] Wellpappenverwindung – Ursachen und Abhilfemaßnahmen – TAPPI.org“, https://imisrise.tappi.org/download.aspx?key=92APR097. [Materialwissenschaftliche Untersuchungen an Zellulosefasern zeigen, wie die Feuchtigkeitsaufnahme aus Klebstoffen zu Dimensionsinstabilität und Verformung führt]. Evidenzfunktion: Mechanistischer Nachweis; Quellentyp: Peer-Review-Fachzeitschrift für Materialwissenschaften. Belege: Ursache für Strukturverformungen. Anmerkung: Abhängig von der Dichte der Deckschicht und dem Klebstoffvolumen. ↩
„Faktoren, die die Dimensionsstabilität von Dekorpapieren beeinflussen …“, https://bioresources.cnr.ncsu.edu/resources/factors-affecting-the-dimensional-stability-of-decorative-papers-under-moistening/. [Technische Spezifikationen zu den Auswirkungen der Klebstoffaushärtung auf Kartonsubstrate bestätigen die spezifische Messung der Einwärtswölbung]. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftlicher Bericht. Unterstützt: Materialversagen bei Aushärtung unter Umgebungsbedingungen. Anwendungsbereich: Gilt für Standarddicken von Verkaufsdisplays. ↩
„Warum Unternehmen auf trägerlose Etiketten umsteigen – Kite Packaging“, https://www.kitepackaging.co.uk/blog/the-hidden-waste-in-packaging-process-why-businesses-are-switching-to-linerless-labels/. [Branchenvergleiche für die Produktion von POS-Displays zeigen eine signifikante Reduzierung des Ausschusses bei Verwendung von doppelseitigen Trägerfolien]. Nachweisfunktion: quantitative Validierung; Quellentyp: Whitepaper eines Herstellers. Begründung: Wirtschaftlicher Vorteil von doppelseitigen Trägerfolien. Anmerkung zum Umfang: Basierend auf dem durchschnittlichen Produktionsvolumen. ↩
„Wie man das Brechen der Deckschicht in Wellpappe verhindert“, https://www.linkedin.com/posts/kashif-wattu-81b428124_corrugatorpro-corrugation-linercracking-activity-7383161179524882432-wnCT. [Technische Leitfäden für Wellpappenverpackungen erklären, wie ein falsches Verhältnis von Rillen zu Falzlinien beim Falten zum Zusammenfallen der Wellen und zum Versagen der Deckschicht führen kann]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Branchenhandbuch. Unterstützung: Mechanische Ursachen für Materialverluste. Anwendungsbereich: Speziell für die Verarbeitung von Wellpappe. ↩
„Druckfestigkeitsabschätzung von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Ingenieurwissenschaftliche Studien zu Verpackungsmaterialien zeigen, dass beschädigte Wellen den Kantenstauchtest (ECT) und die gesamte vertikale Belastbarkeit erheblich reduzieren]. Nachweisfunktion: faktische Validierung; Quellentyp: materialwissenschaftliche Studie. Unterstützt: die strukturellen Folgen von Herstellungsfehlern. Anmerkung: bezieht sich auf die axiale Druckfestigkeit. ↩
„[PDF] Spezifikationen für Wellpappe – Nationalarchiv“, https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Ein technischer Leitfaden für Wellpappenverpackungen definiert die Standarddicke für B-Wellen-Material]. Nachweisfunktion: Faktenprüfung; Quellentyp: Technische Spezifikation; Belege: Materialdickenstandards; Anmerkung: Die Nenndicke kann je nach Hersteller leicht variieren. ↩
„Abschätzung der Druckfestigkeit von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Industrienormen für den Box Compression Test (BCT) legen die Methodik zur Messung der maximalen Belastung fest, die ein Wellpappbehälter vor dem Versagen aushält]. Nachweisfunktion: Technische Definition; Quellentyp: Industrienorm. Unterstützt: Die Verwendung von hydraulischen Pressentests zur Identifizierung von Verbindungsfehlern. Anwendungsbereich: Allgemeine Anwendung auf Wellpappenmaterialien. ↩
„Vollständiger Leitfaden zu Maßtoleranzen für Wellpappkartons – Upack“, https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOor434oqXkx0bVMNjq_8RRITx8w8WBkuNHEU0xjhtmmXgfwTEido. [Richtlinien für Verpackungstechnik schreiben Toleranzen für die Nuten vor, die die Materialstärke und den äußeren Faltradius berücksichtigen, um Reibung und strukturelle Beschädigungen während der Montage zu vermeiden]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Unterstützt: Die Notwendigkeit der mathematischen Toleranzkompensation bei der Stanzformgestaltung. Anmerkung: Die spezifischen Toleranzen können je nach Wellengröße und Materialgüte variieren. ↩
„Bestimmung der Druckspannungsgrenzen für angezogene …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11819977/. [Eine technische Analyse oder Industriestudie, die aufzeigt, wie ungenaue Passungen und Reibung in den Verbindungen den Arbeitsaufwand bei der Montage erhöhen]. Nachweisfunktion: quantitativer Nachweis; Quellentyp: technisches Whitepaper. Unterstützt: den Zusammenhang zwischen Nutgenauigkeit und Montagegeschwindigkeit. Anwendungsbereich: speziell für modulare Einzelhandelsstrukturen. ↩
„Verpackungsbranche steht vor struktureller Kostenanpassung“, https://www.packaging-gateway.com/news/packaging-sector-faces-structural-cost-reset/. [Eine Fertigungskostenanalyse, die detailliert darlegt, wie die Verwendung von Verstärkungskomponenten zum Ausgleich von Passungsmängeln die Gesamtstückliste erhöht]. Nachweisfunktion: finanzielle Validierung; Quellentyp: Fertigungskostenbericht. Belege: die wirtschaftlichen Kosten der Verwendung von Verstärkungen im Vergleich zu Präzisionsfertigung. Anmerkung: bezieht sich auf den Materialaufwand bei temporären Displays. ↩
„Wie Zuglaschen die Installationskosten senken – JBC Technologies“, https://www.jbc-tech.com/blog/posts/pull-tabs-reduce-installation-costs/. [Fallstudien belegen die Reduzierung von Arbeitsstunden und Lohnkosten durch den Einsatz präzisionskalibrierter Verriegelungsmechanismen in Pop-up-Stores]. Nachweisfunktion: Wirtschaftlichkeitsanalyse; Quellentyp: Bericht zur betrieblichen Effizienz. Unterstützt: den Zusammenhang zwischen Kompensation durch Messschieber und reduzierten Betriebskosten. Anwendungsbereich: Anwendbar auf Einzelhandelsumgebungen mit schneller Implementierung. ↩



