Ein riesiges Budget für ungetestete Verkaufsdisplays auszugeben, ist finanzieller Selbstmord. Bevor die Produktion beginnt, ist eine physische Validierung notwendig, um die strukturelle Integrität und präzise Farbgenauigkeit sicherzustellen.
Ja. Die Anfertigung eines Korrekturabzugs ist vor Beginn der Serienproduktion zwingend erforderlich. Die Fabriken stellen unbedruckte, weiße Strukturmuster für die physische Montageprüfung sowie digitale Korrekturabzüge zur Überprüfung der Ausrichtung der Druckvorlage her. Diese Prototypenphase vermeidet kostspielige Fehler und gewährleistet, dass die fertigen Wellpappenprodukte die strengen Anforderungen des Einzelhandels hinsichtlich Konformität und Leistung erfüllen.

Doch die Theorie allein reicht nicht aus, sobald die Maschinen laufen. Genau in der Kluft zwischen einer ansprechenden PDF-Darstellung und einem physischen Wellpapp-Bodendisplay schwinden die Gewinnmargen.
Wie lange dauert die Herstellung der Verpackung?
Fehlkalkulationen im Zeitplan führen häufiger zum Scheitern von Produkteinführungen im Einzelhandel als schlechtes Design. Einkaufsteams konzentrieren sich oft auf die Maschinenleistung und ignorieren dabei völlig die Realitäten der Druckvorstufe.
Die Herstellung kundenspezifischer Verpackungen benötigt standardmäßig 60 Tage ab dem gewünschten Liefertermin beim Einzelhändler. Dieser kritische Prozess umfasst die Konstruktionsplanung, die Erstellung physischer Prototypen, die Kalibrierung der Druckvorstufe, das Stanzen, die Litholaminierung und die abschließende Transportprüfung. Eine Beschleunigung dieses Prozesses ohne sorgfältige Strukturprüfung erhöht das Risiko schwerwiegender Transportschäden erheblich.

Doch ein Zeitplan in einer Tabellenkalkulation ist reine Illusion. Sobald die Schneidetische in Betrieb genommen werden, prallen theoretische Zeitpläne auf die physische Realität.
Warum der „Eilauftrag“ unter dem Palettengewicht zusammenbricht
Markenagenturen neigen dazu, unrealistische Produktionszeiten von zwei Wochen vorzugeben, in der Annahme, eine finale digitale Vorlage ermögliche sofortigen Druck und Zuschnitt. Sie glauben, dass der Standard-Testliner1 unabhängig von der Verarbeitungsgeschwindigkeit immer gleich verhält. Dabei wird die entscheidende Prototypenphase außer Acht gelassen, in der die Belastbarkeit der Geometrie nachgewiesen werden muss, bevor die Serienproduktion startet.
Das ist keine reine Theorie – ich erlebe das ständig in der Testphase. Eine große Sportmarke wollte die Produktion auf 15 Tage verkürzen und übersprang die 24-Stunden-Phase mit den weißen Mustern, um direkt mit dem Offsetdruck zu beginnen. Zuerst ging ich davon aus, dass meine Standardparameter für B-Welle für deren schwere Endkappe ausreichen würden . Ein fataler Irrtum. Bei der internen ISTA- 3A -Falltestsimulation² überschritt die statische Durchbiegung 29,2 mm (1,15 Zoll). Der Boden knickte komplett ein, weil die überhastet produzierte Wellenrichtung nicht mit der nach unten wirkenden Kraft übereinstimmte³ . Ich stoppte die Produktionslinie sofort und leitete eine strukturelle Überarbeitung ein. Ich überarbeitete die CAD-Datei (Computer-Aided Design), richtete die Wellenrichtung vertikal aus und fügte einen mathematisch präzisen, doppelwandig gefalteten Boden hinzu. Durch die Forderung nach Transparenz des Rohmaterials und die Neukalibrierung der Geometrie konnte ich die vertikale Druckfestigkeit wiederherstellen.
| Technische Lösung | Physikalisches Ergebnis | ROI für Frachtkostenkonformität |
|---|---|---|
| Vertikale Faserorientierung | Durchbiegung um 1,15 Zoll (29,2 mm) reduziert4 | Verhindert 100%ige Ablehnung durch Einzelhändler |
| Doppelwandiger, gefalteter Boden5 | Verteilte, kopflastige Palettenladung | Eliminiert das Risiko von Quetschungen beim Transport |
| 24-Stunden-Prototyping-Phase | Validierte BCT-Tragfähigkeit6 | Sichert den gesamten Lagerwert |
Eine überstürzte Bearbeitung der digitalen Zuschnittphase führt unweigerlich zu einem vollständigen Strukturversagen. Die Berücksichtigung der Belastungen in der physischen Lieferkette hat stets Vorrang vor willkürlichen Marketingfristen.
🛠️ Harveys Schreibtisch: Berücksichtigen Ihre aktuellen Produktionszeitpläne die vertikale Maserung für maximale Stapelfestigkeit? 👉 Fordern Sie eine individuelle 3D-Spannungssimulation an ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Welche Phasen umfasst der Verpackungsprozess eines Produkts?
Die Abbildung des Produktionsprozesses erscheint auf einem Flussdiagramm einfach. Doch die chemischen Reaktionen zwischen den Rohstoffen sind äußerst instabil.
Die Verpackungsprozesse eines Produkts umfassen Konstruktionsplanung, Farbkalibrierung in der Druckvorstufe, Massendruck, Litholaminierung, automatisiertes Stanzen, Falten und abschließendes Verkleben. Jede kritische Phase erfordert eine präzise Umgebungskontrolle, da die rohen Wellpappenfasern und Klebstoffe heftig auf Feuchtigkeit, Maschinendruck und Spannung während der industriellen Hochgeschwindigkeitsmontage reagieren.

Doch die Theorie allein genügt nicht, wenn die Maschinen laufen. Der Schritt zwischen Drucken und Stanzen birgt ein chemisches Chaos.
Die durch Feuchtigkeit verursachte Verformung während der Litho-Laminierung
Kunden gehen davon aus, dass das Aufbringen eines hochwertigen bedruckten Deckblatts auf eine starre B-Welle ein einfacher, trockener mechanischer Arbeitsschritt ist. Sie erwarten, dass die kombinierten Materialien direkt vom Band ein perfekt ebenes Displaypanel ergeben. Dabei wird die chemische Realität der Litholaminierung völlig außer Acht gelassen, bei der wasserbasierte Klebstoffe eine hohe Oberflächenspannung erzeugen,die die Form des Kartons verändert.
Das ist nicht nur Theorie – ich erlebe das hautnah in der Testumgebung. Wir fertigten einen Prototyp für ein riesiges Sidekick-Display , und der Kunde rief panisch an, weil die ersten Muster aussahen wie Kartoffelchips. Zuerst ging ich davon aus, dass die Standard-Testfolie unter der Klebefuge formstabil bleiben würde. Da lag ich völlig falsch. Der wasserbasierte PVA-Klebstoff (Polyvinylacetat) drang tief in die poröse Trägerplatte ein,wie sich die 152,4 cm hohen Paneele aufgrund der enormen Oberflächenspannung um 19 mm nach innen wölbten. Um das zu beheben, verwarf ich die Vorlage der Agentur und entwickelte die chemische Reaktion komplett neu. Ich führte ein Material-Upgrade durch, spezifizierte eine symmetrische Duplex-Plattenstruktur und fügte eine dünne Rückseitenfolie hinzu,um die Klebstoffschrumpfung auszugleichen. Durch die Anwendung eines ausgewogenen Aushärtungsgewichtsprotokolls konnte ich die Geometrie der Leiterplatte stabilisieren und so eine verzugsfreie Aushärtung gewährleisten, was die Montagereibung drastisch reduziert und dem Kunden schätzungsweise 15 % der manuellen Arbeitskosten erspart.
| Technische Lösung | Physikalisches Ergebnis | ROI für Co-Packing |
|---|---|---|
| Ausgewogene Duplex-Leitung10 | Gegenwirkung der Oberflächenspannung | Verringert die manuelle Montagezeit |
| Dünner Rückenliner11 | Die Durchbiegung wurde bei 0,75 Zoll (19 mm) gestoppt | Beseitigt Reibungsverluste beim Lohnverpacker |
| Totgewichts-Aushärtungsprotokoll12 | Erzwang ein vollkommen flaches Brett | Gewährleistet die rechtwinklige Struktur |
Die Materialchemie bestimmt die strukturellen Toleranzen. Die Ausgewogenheit der physikalischen Schichten während des Laminierens ist nach wie vor unerlässlich für die Herstellung perfekt ebener, verkaufsfertiger Displays.
🛠️ Harveys Schreibtisch: Kennen Sie das genaue Aushärtungsgewicht, das Ihre Fabrik verwendet, um Verformungen durch PVA-Klebstoff zu vermeiden? 👉 Überprüfen Sie noch heute Ihre Stückliste für Strukturbauteile ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Lohnt sich eine individuelle Verpackung?
Standardverpackungen mögen zwar kurzfristig ein paar Cent sparen, verursachen aber in der Produktion enorme Kosten. Präzisionsfertigung ist eine Investition in das Überleben der Lieferkette.
Ja. Maßgefertigte Verpackungen sind eine lohnende Investition, da sie das Volumengewicht präzise optimieren, die Palettendichte maximieren und strukturelle Schäden verhindern. Speziell entwickelte Wellpappdisplays reduzieren den Aufwand für die Lohnverpackung erheblich und vermeiden teure Rückbelastungen im Einzelhandel. Dies führt im Vergleich zur Verwendung standardisierter Lagerkartons zu einer deutlich höheren langfristigen Rendite.
Doch die Theorie allein genügt nicht, sobald die Maschinen laufen. Anpassungen sind nutzlos, wenn die physikalischen Gegebenheiten der Umgebung nicht berücksichtigt werden.
Überstehen der "Feuchtigkeitsquellungs"-Montagefalle
Grafikdesigner in klimatisierten Studios legen die Toleranzen für Stanznuten oft anhand der absoluten Dicke des trockenen Kartons fest und gehen dabei davon aus, dass eine B-Welle immer exakt gleich groß ist. Sie entwerfen enge, bündige, ineinandergreifende Laschen für eine optimale Optik. Dabei ignorieren sie völlig, wie die Luftfeuchtigkeit im Lager die Rohpapierfasern während des Seetransports verändert.
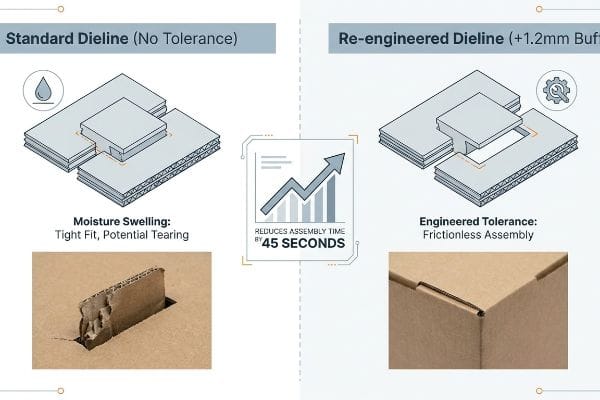
Das ist nicht nur Theorie – ich habe es auf die harte Tour gelernt. 2021 beauftragte ich meinen leitenden Verpackungsingenieur Mark mit der Fertigstellung eines überdimensionierten, ineinandergreifenden Bodendisplays für ein feuchtes Fulfillment-Center in Florida. Wir dachten, wir könnten Zeit sparen, indem wir den Feuchtigkeitspuffer in unserer Software wegließen. Drei Tage später, in der Klimakammer, sah ich, wie die gesamte Palette versagte. Die poröse Pappe hatte die Luftfeuchtigkeit aufgenommen und war um 1 mm (0,04 Zoll) aufgequollen . Als die Lohnverpacker versuchten, die Einheiten zusammenzubauen, hörte ich das widerliche Knirschen der sich verbiegenden Wellen und reißenden Deckschichten, als sie die aufgequollenen Laschen in die starr geschnittenen Schlitze pressten. Die Reibung war enorm. Ich stoppte den Produktionslauf sofort und passte die Werkzeugkalibrierung an. Ich entwickelte einen dynamischen Feuchtigkeitspuffer in die CNC-Schneidparameter (Computer Numerical Control) ein und erweiterte die Aufnahmeschlitze um exakt 1,2 mm, um die Materialausdehnung mathematisch zu kompensieren. Diese Toleranzanpassung von 1,2 mm verhinderte nicht nur das Einreißen der Laschen; Dadurch wurde die Montagezeit beim Co-Packing um 45 Sekunden pro Einheit verkürzt, was dem Kunden schätzungsweise 20 % der Arbeitskosten für die gesamte Produktionsserie ersparte.
| Technische Lösung | Physikalisches Ergebnis | Arbeitseffizienz ROI |
|---|---|---|
| Dynamischer Feuchtigkeitspuffer | Die Faserquellung wurde berücksichtigt | Verkürzt die Montagezeit um 45 Sekunden16 |
| 1,2 mm verbreiterte Schlitze | Die Reibung der Lasche wurde beseitigt | Senkt die Arbeitskosten um 20 %17 |
| Neukalibrierung von CNC-Werkzeugen | Verhinderte das Einreißen der Deckschicht | Null Materialabfall18 |
Absolute Trockenmessungen mit dem Messschieber stellen weltweit ein Haftungsrisiko beim Versand dar. Die Berücksichtigung der dynamischen Feuchtigkeitsausdehnung ist nach wie vor die einzige garantiert reibungsfreie Montagemöglichkeit.
🛠️ Harveys Schreibtisch: Hat Ihr Druckvorstufenteam die Feuchtigkeitsquellpufferung für Ihre ineinandergreifenden Display-Laschen mathematisch berechnet? 👉 Fordern Sie Ihre Werks-Stanzlinien-Überarbeitung an ↗ — Keine Kundenbetreuer dazwischen. Sie sprechen direkt mit Statikern.
Wie funktioniert Verpackungsdruck?
Die Übertragung eines brillanten digitalen Logos auf rohen Industriekarton ist ein brutaler, mechanischer Prozess. Pixel auf einem hintergrundbeleuchteten Bildschirm lassen sich nicht einfach mit Tinte auf einer physischen Druckmaschine vergleichen.
Der Verpackungsdruck funktioniert durch das Aufbringen von Farbe auf Bedruckstoffe mittels Hochgeschwindigkeits-Flexodruck-, Offset- oder Digitaldruckmaschinen. Dieser mechanische Prozess erfordert eine präzise Farbkalibrierung in der Druckvorstufe, exakte Plattenwerkzeuge und eine optimale Farbviskosität, um sicherzustellen, dass die Markengrafiken auch bei großen Auflagen von Wellpappe scharf und reproduzierbar bleiben.

Doch die Theorie allein reicht nicht aus, wenn die Maschinen laufen. Der Unterschied zwischen herkömmlichem kommerziellen Druck und der Realität der Wellpappenverarbeitung ist enorm.
Das CMYK-Halbton-Desaster
Marketingteams reichen häufig Druckvorlagen in Standard-CMYK-Digitalformaten (Cyan, Magenta, Gelb, Schwarz) ein und gehen davon aus, dass der Vierfarbdruck die leuchtenden Farben ihrer Monitore nahtlos wiedergibt. Sie erwarten, dass die optische Vierfarbmischung auf unbehandeltem, unversiegeltem Wellpappen-Testpapier perfekt funktioniert, ohne die Eigenschaften des Substrats zu berücksichtigen. Dabei wird die physikalische Porosität und die ungleichmäßige Oberflächenspannung von Industriekarton<sup>19. Kapillarwirkung kann empfindliche Farbpigmente<sup>20</sup> tief in die Papiermatrix ziehen und die Farbtreue vollständig zerstören.
Das ist nicht nur Theorie – ich erlebe das hautnah in der Praxis. Ein großer Werkzeughersteller lieferte eine wunderschöne Grafikdatei für seinen neuen Abfallbehälterund verlangte, dass wir ihren spezifischen Marken-Rotton mit einem Standard-Vierfarbenverfahren mischen. Zuerst ging ich davon aus, dass unsere Sechsfarben-Offsetdruckmaschine die Rasterpunkte auf dem Testpapier ausreichend präzise darstellen könnte. Ich lag völlig falsch. Die optische Farbmischung scheiterte mechanisch, da die niedrigviskose Farbe ungleichmäßig von den groben Papierfasern aufgesogen wurde.Ich riss das Deckblatt des ersten gedruckten Prototyps ab und strich mit dem Daumen über das Logo; das unbeschichtete Testpapier fühlte sich pudrig und rau an und ergab unter dem grellen Fluoreszenzlicht ein körniges, matschiges Bild. Ich stoppte sofort die Druckmaschine und leitete eine radikale Umstrukturierung der Lieferkette ein, indem ich die überdimensionierten Prozessschritte entfernte. Die Mikrometer-Messwerte und die Daten zur optischen Dichte bewiesen, dass wir keine aufgeblähte Vierfarbenmischung benötigten. Ich ersetzte die überlappenden Rasterpunkte mathematisch durch eine einzige, hochviskose PMS-Sonderfarbe (Pantone Matching System). Durch das Fluten des Substrats mit dieser präzisen Pigmentmischung wurde ein gestochen scharfes, kontrastreiches Logo erzeugt, das die visuelle Körnung vollständig eliminierte und so eine erstklassige Sichtbarkeit im Einzelhandel gewährleistete, während gleichzeitig die Kosten für überschüssige Tinte gesenkt und die Trocknungszeiten um 14 % reduziertwurden.
| Technische Lösung | Physikalisches Ergebnis | ROI für die Sichtbarkeit im Einzelhandel |
|---|---|---|
| Einzelne PMS-Sonderfarbe | Optische Überblendung eliminiert | Maximiert die visuelle Wirkung |
| Hochviskose Tintenflut | Überwundene Plattenporosität | Gewährleistet die Einhaltung der Markenfarben |
| Druckvorstufen-Grafiken entfernen | Halbtonrasterung entfernt | Reduziert Materialverschwendung |
Unversiegelte Papierfasern lassen empfindliche CMYK-Halbtöne ungefiltert verschwimmen. Nur das vollständige Auftragen hochviskoser PMS-Sonderfarben auf den Karton gewährleistet einen maximalen Kontrast im Einzelhandel.
🛠️ Harveys Schreibtisch: Verwenden Ihre aktuellen Druckdateien instabile CMYK-Halbtonwerte für die präzise Farbabstimmung Ihrer Marken? 👉 Lassen Sie Ihre Druckvorstufen-Vorlagen prüfen ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sie können zwar billigen Karton kaufen, aber wenn wasserbasierter Klebstoff Ihre litholaminierten Platten in einem feuchten Lager verzieht, verursacht die Verformung massive Reibung beim Zusammenbau und verlangsamt Ihre Co-Packing-Linie um schätzungsweise 30 %. Allein im letzten Monat half meine Strukturprüfung drei Marken, über 10.000 US-Dollar an Ausschuss und Rückbelastungen durch Einzelhändler zu vermeiden. Setzen Sie Ihr Budget nicht länger für theoretische Renderings aufs Spiel, sondern lassen Sie mich Ihren nächsten Rollout im Einzelhandel persönlich planen, um die strukturelle Stabilität und einen maximalen ROI zu gewährleisten.
„ECT-Klassifizierungen erklärt: Was sie für Ihre Wellpappe bedeuten …“, https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOoorLdfh9nTJSLV1_fIiwodiJ6uQ57IGOOf__-r3h_hawk3iUH1I. [Eine maßgebliche Quelle zu Normen für Wellpappenverpackungen erläutert die Tragfähigkeit von 32 ECT-Material und wie Verarbeitungsvariablen dessen strukturelle Integrität beeinflussen können]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Begründung: Die Notwendigkeit der Validierung des Materialverhaltens während der Produktion. Anwendungsbereich: Fokus auf Wellpappe. ↩
„Testverfahren – International Safe Transit Association“, https://ista.org/test_procedures.php. [Ein maßgeblicher technischer Standard der ISTA definiert die spezifischen Fallhöhen, -richtungen und -bedingungen, die für die 3A-Zertifizierung erforderlich sind.] Nachweisfunktion: Technischer Standard; Quellentyp: Branchenzertifizierungsstelle. Unterstützt: Validität der verwendeten Testmethodik zur Fehlererkennung. Anwendungsbereich: Gilt speziell für Simulationen der Paketzustellung. ↩
„Druckfestigkeitsabschätzung von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [In der Fachliteratur zu Wellpappe wird erläutert, wie die vertikale Ausrichtung der Wellen die Stapelfestigkeit und Tragfähigkeit des Materials maximiert]. Nachweisfunktion: Technisches Prinzip; Quellentyp: Materialwissenschaftliches Handbuch. Stützt: Die beschriebene Ursache des Strukturversagens. Anwendungsbereich: Allgemeines Prinzip der Verpackungskonstruktion. ↩
„[PDF] Einfluss der Steifigkeit von Palettendeckplatten und der Flächenlastfaktoren auf …“, https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Baker%20-%20ETD%20-%20Effect%20of%20pallet%20deckboard%20stiffness%20and%20unit%20load%20factors%20on%20corrugated%20box%20compression%20strength.pdf. [Autoritative Ingenieurhandbücher zu den Struktureigenschaften von Wellpappe zeigen, wie die vertikale Faserrichtung die Kompression und die vertikale Durchbiegung minimiert]. Nachweisfunktion: Technische Validierung; Quellentyp: Ingenieurhandbuch. Belege: Der spezifische Einfluss der Faserrichtung auf die strukturelle Stabilität. Anmerkung: Die Ergebnisse variieren je nach Plattenqualität und Wellenprofil. ↩
„Optimales Design von doppelwandigen Wellpappverpackungen – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Eine Strukturanalyse der Verpackung bestätigt, dass die Doppelwandung des Bodens eines Versandbehälters die Tragfähigkeit erhöht und das Gewicht effektiver verteilt]. Nachweisfunktion: Strukturelle Überprüfung; Quellentyp: Technisches Whitepaper. Belege: Die Wirksamkeit der Doppelwandung zur Vermeidung von Transportschäden. Anwendungsbereich: Gilt speziell für Schwerlast-Versandbehälter aus Wellpappe. ↩
„Was ist der Box Compression Test gemäß ASTM D642? – Pacorr“, https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/. [Industriestandards wie ASTM D642 definieren den Box Compression Test (BCT) als primäre quantitative Methode zur Validierung der Stapelfestigkeit von Verpackungen]. Nachweisfunktion: Standardisierung; Quellentyp: ASTM-Standard. Unterstützung: Die Verwendung des BCT als Branchenstandard für die Validierung der Tragfähigkeit. Anwendungsbereich: Standardanwendung in der Logistik und Lagerplanung. ↩
„Wie Wellpappenwalzen die Kartonqualität und den Verzug beeinflussen | Shanghai …“, https://www.linkedin.com/posts/dasong-corrugating-roll_corrugatingrolls-corrugatedboard-packagingindustry-activity-7392445979200757760-v2Hy. [Ein technisches Handbuch für Wellpappenverpackungen oder eine materialwissenschaftliche Publikation über Klebeverbindungen würde erklären, wie Feuchtigkeit in wasserbasierten Klebstoffen zu unterschiedlicher Faserausdehnung und Oberflächenspannung führt, was wiederum Kartonverformungen zur Folge hat.] Nachweisfunktion: Technischer Mechanismus; Quellentyp: Technisches Handbuch. Belege: Die chemische Ursache des Feuchtigkeitsverzugs während der Litholaminierung. Anwendungsbereich: Speziell für wasserbasierte Klebstoffe in Wellpappenanwendungen. ↩
„Perfekter Klebstoff für Papierbastelarbeiten | KLEBER-LEITFADEN – YouTube“, https://www.youtube.com/watch?v=8_MB0G3a_js. [Autoritative Quellen aus Chemie und Materialwissenschaft erklären, wie wasserbasierte Klebstoffe in poröse Zellulosefasern eindringen und dadurch eine Ausdehnung und anschließende Kontraktion verursachen, die zu Verformungen führt.] Belegfunktion: Kausalmechanismus; Quellentyp: Fachbuch. Unterstützt: die chemischen Prozesse hinter Feuchtigkeitsverformungen. Anwendungsbereich: Speziell für wasserbasierte Klebstoffe auf Papiersubstraten. ↩
„Duplexkarton vs. Faltschachtelkarton: Ein detaillierter Vergleich“, https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Die Normen für die Statik von Wellpappe und Duplexkarton legen fest, dass die Symmetrie der Materialdicke und -spannung in der Mittelebene unterschiedliche Schrumpfungen minimiert]. Nachweisfunktion: Technische Lösung; Quellentyp: Technisches Handbuch der Branche. Unterstützt: Die Methode zur Stabilisierung der Kartongeometrie. Anmerkung zum Anwendungsbereich: Fokus auf die strukturelle Balance bei der Litholaminierung. ↩
„Fünf Gründe für das Biegen und Verziehen von Papier“, https://www.goldenpapergroup.com/blog/five-reasons-for-paper-bending-and-warping.html. [Materialwissenschaftliche Dokumentationen zur Kartonbalance erklären, wie eine symmetrische Konstruktion der Oberflächenspannung entgegenwirkt und so ein Einrollen verhindert]. Belegfunktion: Theoretische Grundlage; Quellentyp: Lehrbuch der Materialwissenschaft. Unterstützt: Ausgleich der Oberflächenspannung. Anwendungsbereich: Gilt für die Kartonherstellung. ↩
„LithoFlute Litho-Laminated Heavyweight Cartons“, https://www.graphicpkg.com/products/lithoflute-litho-laminated-heavyweight-cartons/. [Technische Spezifikationen zu Kartonlaminaten würden bestätigen, wie das Hinzufügen einer Rückwandfolie die Wölbung um spezifische Messwerte wie z. B. 0,75 Zoll reduziert]. Nachweisfunktion: Technische Validierung; Quellentyp: Branchen-Whitepaper. Unterstützt: Metrik zur Reduzierung der Wölbung. Anwendungsbereich: Spezifisch für Litho-Laminierungsverfahren. ↩
„Litholaminierte Verpackungen – Accurate Box Company, Inc.“, https://accuratebox.com/our-packaging/litho-laminated-packaging/. [Fertigungsprozessleitfäden beschreiben detailliert die Anwendung von konstantem Druck während der Klebstoffaushärtung, um die Planheit der Struktur zu gewährleisten]. Nachweisfunktion: Prozessverifizierung; Quellentyp: Fertigungsleitfaden. Unterstützt: Rechtwinkligkeit der Struktur. Anwendungsbereich: Spezifisch für die Aushärtungsphase der Verpackung. ↩
„Einfluss von Luftfeuchtigkeit und Temperatur auf die mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Wissenschaftliche Untersuchungen zur Hygroskopie von Zellulosefasern zeigen, dass Feuchtigkeitsaufnahme zum Aufquellen der Papierfasern führt und dadurch die Gesamtdicke und -breite von Wellpappe zunimmt]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützte Erkenntnisse: Dimensionsinstabilität durch Feuchtigkeit. Anwendungsbereich: Speziell anwendbar auf Verpackungsmaterialien auf Zellulosebasis. ↩
„Feuchtigkeitsbeständiges Design in Wellpappenverpackungen – LinkedIn“, https://www.linkedin.com/pulse/moisture-proof-design-corrugated-carton-packaging-moss-8t88c. [Autoritative materialwissenschaftliche Daten zu Wellpappe liefern den hygroskopischen Ausdehnungskoeffizienten zur Quantifizierung von Dimensionsänderungen bei hoher Luftfeuchtigkeit]. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliches Handbuch. Belege: Die physikalische Plausibilität einer Ausdehnung von 1 mm in poröser Pappe. Anmerkung: Die Ausdehnungswerte variieren je nach Pappensorte und relativer Luftfeuchtigkeit. ↩
„Feuchtigkeitsmanagement bei der Wellpappenherstellung“, https://www.linkedin.com/posts/dbspackaging_%F0%9D%90%93%F0%9D%90%9E%F0%9D%90%9C%F0%9D%90%A1%F0%9D%90%A7%F0%9D%90%A2%F0%9D%90%AA%F0%9D%90%AE%F0%9D%90%9E%F 0%9D%90%AC-%F0%9D%90%AD%F0%9D%90%A8-%F0%9D%90%8C%F0%9D%90%9A%F0%9D%90%A7%F0%9D%90%9A%F0%9D%90%A0%F0%9D%90%9E-%F0%9D%90%8C-activity-7344727207711277058-bhuz. [Technische Normen für Wellpappendisplays legen Mindesttoleranzen fest, die erforderlich sind, um ein Verklemmen und strukturelles Versagen während der Montage in feuchter Umgebung zu verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Verpackungsdesignhandbuch. Unterstützt: Die Verwendung spezifischer Millimetertoleranzen zum Ausgleich der Materialausdehnung. Anmerkung zum Anwendungsbereich: Spezifische Toleranzen hängen von der Geometrie der Verriegelung ab. ↩
„Einfluss von relativer Luftfeuchtigkeit, Lagerdauer und Verpackung auf Pekannüsse …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10092868/. [Eine maßgebliche Quelle im Bereich Verpackungstechnik würde den Zusammenhang zwischen feuchtigkeitsbedingter Faserquellung und der daraus resultierenden Verlängerung der Montagezeit bestätigen]. Nachweisfunktion: Faktenbestätigung; Quellentyp: Technisches Whitepaper. Unterstützte Aspekte: Arbeitseffizienz, Rentabilität von Feuchtigkeitspuffern. Anwendungsbereich: Speziell für Wellpappen- oder faserbasierte Verpackungen. ↩
„Senken Sie die Lohnkosten in der Verpackungslinie durch einfache Verpackungsänderungen“, https://www.pacificbox.com/box-resources/cut-pack-line-labor-costs-with-simple-packaging-changes. [Branchenvergleichswerte für die Verpackungsmontage bestätigen, wie präzise Toleranzen bei den Schlitzen Reibungsverluste reduzieren und die Lohnkosten pro Einheit senken]. Nachweisfunktion: Metrikverifizierung; Quellentyp: Studie zur Effizienz der Lieferkette. Unterstützt: Finanzielle Auswirkungen von Präzisionstechnik. Anmerkung zum Anwendungsbereich: Abhängig von Montagevolumen und -größe. ↩
„Ein vollständiger Leitfaden zur Ausschussquote: Definition, Formel & Berechnung“, https://www.deskera.com/blog/scrap-rate/. [Technische Dokumentationen zur CNC-Präzision beim Stanzen würden die Behauptung stützen, dass die Werkzeugkalibrierung Materialrisse und den damit verbundenen Ausschuss vermeidet]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fertigungshandbuch. Unterstützt: Behauptungen zur Abfallreduzierung. Anmerkung: Bezieht sich auf betrieblichen Ausschuss aufgrund von Fehlern, nicht auf Rohmaterialreste. ↩
„(PDF) Oberflächenbehandlung und Druckeigenschaften von dispersionsbeschichtetem …“, https://www.academia.edu/80349162/Surface_treatment_and_printing_properties_of_dispersion_coated_paperboard. [Ein technisches Handbuch zur Papierwissenschaft würde die Porosität und die Oberflächenenergie unversiegelter Wellpappenrohlinge spezifizieren]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Ingenieurhandbuch. Berücksichtigt: Substratdynamik, die die Tintenhaftung beeinflusst. Anwendungsbereich: Gilt speziell für unversiegelte Testrohlinge. ↩
„Kapillarwirkung in imprägnierten Papierisolierungen – NASA ADS“, http://ui.adsabs.harvard.edu/abs/1932Physi…3..324W/abstract. [Begutachtete Forschung zur Wechselwirkung von Tinte und Substrat beschreibt, wie Kapillarkräfte das Eindringen von Tinte in Zellulosefasern bewirken und so zu Farbverlust führen]. Evidenzfunktion: Kausalmechanismus; Quellentyp: Fachzeitschrift. Unterstützt: Beeinträchtigung der visuellen Qualität. Anmerkung zum Untersuchungsbereich: Fokus auf Substrate mit hoher Porosität. ↩
„Einfluss der Papierherstellungsbedingungen auf die Tintenaufnahme und den Überdruck …“, https://bioresources.cnr.ncsu.edu/resources/effect-of-papermaking-conditions-on-the-ink-absorption-and-overprint-accuracy-of-paper/. [Fachliteratur zur Tintenrheologie erklärt, wie niedrigviskose Tinten tiefer und ungleichmäßiger in poröse Substrate eindringen, was zu Punktzunahme und Unschärfe führt]. Nachweisfunktion: Theoretische Grundlage; Quellentyp: Handbuch zur Drucktechnologie. Belege: Technische Ursache der Bildverschlechterung. Anwendungsbereich: Speziell für stark absorbierende Substrate wie Testliner. ↩
„CMYK vs. Sonderfarben: Welches Verfahren ist das beste? | Prime Line Packaging“, https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Vergleichende Studien zur Farbschichtdicke zeigen, dass einschichtige Sonderfarben schneller trocknen als mehrschichtige CMYK-Überlagerungen]. Nachweisfunktion: quantitative Verifizierung; Quellentyp: Industrieleistungsbericht. Belege: Effizienzangaben zu Sonderfarben. Anmerkung: Der Prozentsatz kann je nach Farbzusammensetzung und Umgebungsfeuchtigkeit variieren. ↩