
Sie möchten, dass Ihre Verkaufsdisplays auch unter grellem Großraumbeleuchtungslicht höchste Qualität ausstrahlen, aber sich auf flache digitale Proofs zu verlassen, führt oft zu verwaschenen, falsch ausgerichteten Katastrophen in der eigentlichen Produktionslinie.
Beim Offsetdruck wird ein eingefärbtes Bild von einer Druckplatte auf ein Gummituch und anschließend auf die Druckoberfläche übertragen. Für Wellpappendisplays wird diese lithografische Folie anschließend auf dicke Wellpappe kaschiert. Dadurch werden hochauflösende Grafiken gewährleistet, die hohen Belastungen standhalten, ohne an Bildqualität einzubüßen.

Die Definition im Lehrbuch zu verstehen ist einfach, aber die Umsetzung dieser Theorie in die Praxis, beispielsweise in einer geschäftigen Fabrikhalle voller nasser Klebstoffe und schwerer Maschinen, erfordert knallharte Ingenieurdisziplin.
Welche Schritte umfasst der Offsetdruck?
Der Weg von einem digitalen PDF (Portable Document Format) zu einem massiven, tragenden Versandbehälter für den Einzelhandel ist turbulent und erfordert in jeder einzelnen Phase mechanische Präzision.
Die Schritte des Offsetdrucks umfassen die Plattenherstellung, die Bildübertragung auf einen Gummizylinder, den Hochgeschwindigkeits-Bogentransport und die abschließende Aushärtung. In der Displayherstellung wird das bedruckte Deckblatt litholaminiert. Dabei wird es von automatisierten Kaschiermaschinen auf Wellpappe geklebt, bevor durch präzises Stanzen die fertige, flach verpackte Einheit entsteht.
Im Lehrbuch werden diese Schritte zwar übersichtlich beschrieben, doch die physikalische Realität des Aufklebens von Papier auf dicke Wellen führt zu mechanischem Chaos, wenn man nicht genau darauf achtet.
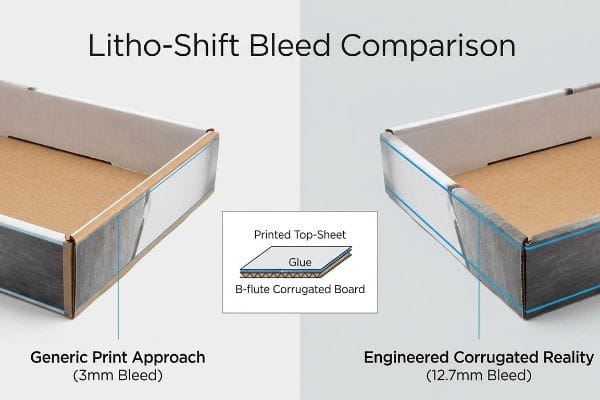
Die Realität der Bearbeitung von "Litho-Shift Bleed"
Bei der Prüfung von Stanzvorlagen meiner Kunden stelle ich immer wieder fest, dass Grafikdesigner standardmäßige Beschnittzugaben von 3,17 mm (0,125 Zoll) auf Wellpappen-Displaydateien anwenden. Sie gehen davon aus, dass die automatischen Kaschiermaschinen das bedruckte Deckblatt perfekt auf die dicke B-Welle ausrichten. Diese vereinfachte Annahme ignoriert die komplexen physikalischen Prozesse der Litho-Laminierung, bei der schwere Bogen durch Hochgeschwindigkeits-Klebewalzen gezogen werden.
Das ist nicht nur Theorie – ich sehe das in der Praxis, wenn eine Standard-Beschnittdatei in die Laminieranlage gelangt. Beim Aufbringen des Deckblatts auf eine 32ECT-Wellpappe (Kantenstauchtest) kommt es zwangsläufig zu einer mechanischen Toleranzverschiebung. Als wir die 3-mm-Beschnittdatei eines Kunden auf unserer 6-Farben-Heidelberg-Druckmaschine testeten, führte die leichte Verschiebung der Wellpappe zu unschönen, freiliegenden, braunen Kartonkanten an den gefalteten Trays. Ich habe den Druckvorgang sofort gestoppt und einen Mindestbeschnitt von 12,7 mm (0,5 Zoll) über die Schnittlinie hinaus vorgeschrieben. Indem wir die Designer mathematisch dazu zwangen, den Hintergrund der Grafik zu erweitern, erhielten meine Druckmaschinenbediener eine technische Sicherheitsmaßnahme gegen Verschiebungen beim Laminieren. Diese präzise Korrektur in der Druckvorstufe garantiert eine makellose Grafikumhüllung, verhindert ästhetische Beanstandungen durch den Einzelhandel und erspart Kunden einen kompletten Nachdruck, der ihre Gewinnmargen zunichtemachen würde.
| Metrik/Merkmal | Generischer Druckansatz | Konstruierte Wellblechrealität |
|---|---|---|
| Beschnittzugabe | 0,125 Zoll (3,17 mm)1 | 0,5 Zoll (12,7 mm)2 |
| Laminierungsverschiebung | Führt oft zu Blinken3 | 100% durch die Sicherheitsmarge abgedeckt |
| Kommerzielle Auswirkungen | Hohes Risiko ästhetischer Ablehnung | Keine freiliegenden, rohen Brettkanten |
Ich lasse nicht zu, dass auch nur ein Millimeter Nachlässigkeit in der Druckvorstufe eine Großproduktion ruiniert. Durch die Einhaltung strenger Beschnittzugaben sorge ich für einen reibungslosen Produktionsablauf und garantiere, dass Ihre Displays aus jedem Blickwinkel makellos aussehen.
🛠️ Harveys Schreibtisch: Weisen Ihre aktuellen Displays unschöne, unsaubere Kartonkanten auf, weil die Montagemaschinen Ihres Lieferanten nicht richtig ausgerichtet sind? 👉 Kostenlose Prüfung Ihrer Stanzformstruktur ↗ – Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Welche Nachteile hat der Offsetdruck?
Um eine makellose Auflösung zu erzielen, ist der Einsatz von Chemikalien mit einem hohen Risiko verbunden, die die strukturelle Integrität Ihrer Kartondisplays bereits vor dem Versand beeinträchtigen können.
Zu den Nachteilen des Offsetdrucks zählen hohe Einrichtungskosten, längere Bearbeitungszeiten für die Druckplattenherstellung und strenge Auflagenvorgaben. Darüber hinaus führt die Verwendung wasserbasierter Klebstoffe im nachfolgenden Lithografie-Laminierungsprozess zu extremer Feuchtigkeit, die bei unzureichender Einhaltung strenger Aushärtungsprotokolle zu starkem Verzug des Kartons führen kann.
Während sich die Beschaffungsteams über die hohen Vorlaufkosten für die Werkzeuge den Kopf zerbrechen, ist es die versteckte physische Gefahr der Feuchtigkeitsverformung, die Einzelhandelskampagnen tatsächlich zum Scheitern bringt.
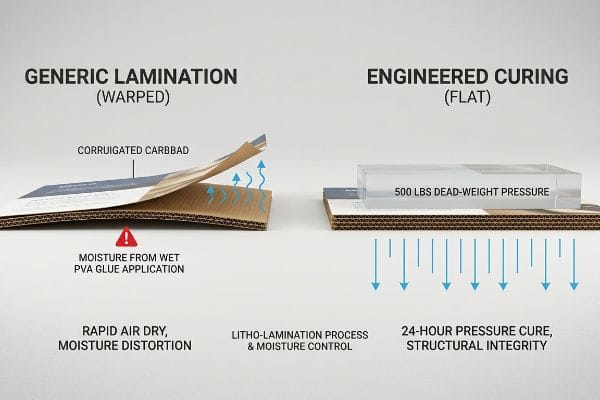
Die Bedrohung durch die „Feuchtigkeitsverformung von PVA“
Selbst erfahrene Designer übersehen diesen blinden Fleck oft beim Erstellen flacher Vektor-CAD-Dateien (Computer-Aided Design). Sie gehen davon aus, dass das Aufbringen eines hochwertigen bedruckten Deckblatts auf eine starre B-Welle-Wellpappe automatisch zu einer perfekt ebenen Anzeigefläche führt. Dabei ignorieren sie völlig die flüchtige chemische Realität der Litholaminierung, die maßgeblich auf nassen, wasserbasierten Klebstoffen beruht, welchesich über große, poröse Oberflächen verteilen.
In meiner Produktionsstätte sehe ich regelmäßig die Folgen, wenn der nasse PVA-Klebstoff (Polyvinylacetat) auf Standard-Testfolien trifft. Beim Auftragen und Aushärten in der Fabrikluft schrumpft der Kleber. Dadurch entsteht eine enorme Oberflächenspannung, die dazu führt, dass sich die gesamte 152,4 cm hohe Seitenwand sichtbar verzieht und sich wie ein Kartoffelchip nach innen wölbt. Aus Erfahrung wusste ich, dass das Ignorieren dieser chemischen Eigenschaften zu Displays führt, die im Handel nicht stabil stehen können. Um dem entgegenzuwirken, habe ich in meinen zwanzig Jahren Erfahrung in der Produktion ein strenges Aushärtungsprotokoll entwickelt. Nach der Laminierung werden die nassen Platten 24 Stunden lang unter exakt 226,7 kg schweren Druckplatten gestapelt, um eine ebene und stabile Aushärtung zu gewährleisten. Durch diese strikte Einhaltung der Fertigungsvorgaben kann ich die Montagezeit für die Lohnverpackung um 42 Sekunden pro Einheit reduzieren, die Reibung durch verzogene Platten eliminieren und die für die hohen Belastungen im Großhandel.
| Metrik/Merkmal | Preisgünstige Standardausgabe | Fokus auf technische Laminierung |
|---|---|---|
| Aushärtung des Klebstoffs | Schnell luftgetrocknet5 | 24-Stunden-Totgewichtsdruck6 |
| Plattengeometrie | Verformt sich wie ein Kartoffelchip | Vollkommen flach und quadratisch |
| Montagegeschwindigkeit | Verlangsamt durch verzerrte Schlitze | Reibungslose Co-Packing-Abwicklung |
Die Gesetze der Physik lassen sich beim Mischen von nassem Klebstoff mit Papierfasern nicht überlisten. Ich kontrolliere die Verformung durch Feuchtigkeit bereits in der Fabrikhalle, damit Sie im Verkaufsraum keine Probleme mit schiefen Auslagen haben.
🛠️ Harveys Schreibtisch: Stehen Ihre Hochregale schief oder biegen sie sich durch, weil Ihr Lieferant die Laminierung zu schnell ausgehärtet hat? 👉 Fordern Sie Ihren kostenlosen Trinkgeldrechner an ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Was ist besser, Offset- oder Digitaldruck?
Der Kampf zwischen traditionellen Druckplatten und modernen Tintenstrahldüsen bestimmt grundlegend, wie sich Ihre Markenfarben unter der grellen Leuchtstoffröhrenbeleuchtung im Einzelhandel verhalten.
Welches Verfahren besser geeignet ist, hängt vom Umfang der Kampagne ab. Offsetdruck ist die beste Wahl für hohe Auflagen, die absolute Farbgenauigkeit und strukturelle Laminierung erfordern. Digitaldruck eignet sich besser für schnelles Prototyping, sehr kleine Werbeaktionen und extreme Individualisierung, bei denen die Vermeidung der Kosten für physische Druckplatten von größter Bedeutung ist.

Die Wahl der richtigen Methode ist nicht nur eine Frage der Preisgestaltung; sie ist vielmehr eine Übung in optischer Physik und Tintenabsorption.
Die technischen Mechanismen hinter der CMYK-Halbtonsättigung
Bei der Bewertung dieser beiden dominanten Transferverfahren ist es entscheidend zu verstehen, wie die Tinte mit porösen Wellpappensubstraten interagiert. Digitale Systeme basieren ausschließlich auf dem CMYK-7- Verfahren (Cyan, Magenta, Gelb, Schwarz), bei dem mikroskopisch kleine Punkte übereinander geschichtet werden, um die optische Illusion einer einheitlichen Farbe zu erzeugen. Traditionelle Offsetdruckmaschinen hingegen können vorgemischte Sonderfarben verwendenunddas Papier mit einer einzigen, ununterbrochenen Schicht dichten Pigments bedecken.
In stark frequentierten Einzelhandelsumgebungen ist maximaler visueller Kontrast unerlässlich. Bei der Verwendung digitaler Druckmaschinen auf unbeschichtetem Testpapier werden die überlappenden Rasterpunkte ungleichmäßig von den unberechenbaren Papierfasern absorbiert<sup>9</sup>. Diese ungleichmäßige Absorption führt bei genauer Betrachtung durch Kunden oft zu einem körnigen, verwaschenen Erscheinungsbild. Um diese Einschränkung der optischen Farbmischung zu umgehen, nutzen moderne Lithografie-Systeme die Spot-Color-Flood-Strategie<sup>10</sup>. Durch das Mischen einer spezifischen Pantone-Farbe und deren Auftrag über eine spezielle Druckplatte erzeugt die Maschine einen dichten, perfekt gleichmäßigen Farbauftrag. Dadurch wird die Rasterkörnung vollständig eliminiert. In der Produktion wirkt sich dies direkt auf die Markenwahrnehmung aus: Ihr Kernlogo behält seine exakte Unternehmensfarbe auch aus 6 Metern Entfernung (20 Fuß/609,6 cm), was die Sichtbarkeit im Regal maximiert und die Premium-Wahrnehmung des Produkts schützt.
| Metrik/Merkmal | Digitaler CMYK-Prozess | Lithographische Spotfarbe |
|---|---|---|
| Pigmentzufuhr | Überlappende Halbtonpunkte | Vollton-Vormischungsflut |
| Faserabsorption | Stark verstreut und körnig | Glatt und vollkommen dicht |
| Beste Anwendung | Variable Daten und Prototypen | Exakte Markenübereinstimmung in großen Mengen |
Bevor ich ein Projekt in den Druck gebe, analysiere ich dessen grafische Intention. Indem ich die Farbauftragsphysik exakt auf Ihre spezifischen Markenanforderungen abstimme, garantiere ich eine hohe Sichtbarkeit im Einzelhandel.
🛠️ Harveys Schreibtisch: Wirkt Ihr Firmenlogo verwaschen und blass, weil Ihr Lieferant digitalen CMYK-Druck auf unbeschichtete Wellpappe aufzwingt? 👉 Fordern Sie eine Analyse der Auswirkungen von Sonderfarben an ↗ – ohne Zwischenhändler. Sie sprechen direkt mit Statikern.
Wird Offsetdruck heute noch verwendet?
Trotz des rasanten Aufstiegs digitaler Alternativen bleiben die traditionellen schweren Eisendruckpressen das unbestrittene Rückgrat des globalen großflächigen Einzelhandels.
Ja. Offsetdruck ist auch heute noch weit verbreitet, da er nach wie vor die kostengünstigste Methode für die Herstellung von kommerziellen Verpackungen in großen Auflagen darstellt. Seine unübertroffene Fähigkeit, eine präzise G7-Graustufen-Farbkalibrierung auch bei globalen Großauflagen beizubehalten, macht ihn unverzichtbar für Marken, die große Einzelhändler mit strengen Compliance-Standards beliefern.

Man könnte meinen, altmodische Druckplatten seien überholt, aber die Hochgeschwindigkeits-Lithografie ist die einzige Möglichkeit, mathematisch absolute Markenkonsistenz zu garantieren.
Das Farbkalibrierungsprotokoll „G7 Master“
Eine Angebotsanfrage, die blindlings Digitaldruck fordert, um Plattenkosten zu sparen, ignoriert oft die strengen Anforderungen multinationaler Handelsketten. Viele Einkaufsteams gehen fälschlicherweise davon aus, dass eine digitale Datei bei verschiedenen internationalen Lieferanten denselben Farbcode erzeugt. Diese fehlerhafte Annahme berücksichtigt jedoch nicht die physikalischen Faktoren wie Tintenviskosität, Luftfeuchtigkeit und Papierporosität<sup>11</sup>, die das visuelle Ergebnis bei der Massenproduktion erheblich beeinflussen.
Das ist nicht nur Theorie – ich sehe das immer wieder in der Testumgebung, wenn Marken versuchen, ein digitales Muster an eine Serienproduktion von 10.000 Einheiten anzupassen. Ohne strenge mechanische Kontrollen kann sich ein Firmenrot im Laufe einer langen Schicht subtil in ein trübes Orange verwandeln. Um dieses Problem zu lösen, habe ich die Spektralphotometer-Messwerte ausgewertet und nachgewiesen, dass wir keinen Substratwechsel benötigten; es genügte, die G7 Master-Farbkalibrierungsmethode12 auf unserer Offsetdruckmaschine. Durch die exakte mathematische Abschneidekurve in unserer Druckvorstufen-RIP-Software (Raster Image Processor) passt meine Druckmaschine die Farbtasten automatisch an, um die strengen Delta-E-Toleranzen13. Nachdem das Einkaufsteam die Kalibrierung freigegeben hatte, erledigte die Maschine den Rest. Durch die konsequente Anwendung dieser strengen Farbberechnung konnte ich sicherstellen, dass die Marke katastrophale Rückbelastungen von strengen Einzelhändlern vermied und ihre Gewinnmargen schützte, während gleichzeitig in 500 verschiedenen Filialen identische Displays bereitgestellt wurden.
| Metrik/Merkmal | Unkalibrierter Massendruck | G7 Kalibrierte Lithographie |
|---|---|---|
| Farbkonsistenz | Driftet bei längeren Fahrten sichtbar | Mathematisch gesperrtes Delta-E14 |
| Maschinensteuerung | Manuelles visuelles Raten | Spektrophotometer-Datenschleifen15 |
| Ergebnis im Einzelhandel | Hohes Risiko der Ablehnung durch die Anzeige | 100% Markeneinheitlichkeit bestätigt16 |
Ich verlasse mich bei der Freigabe Ihrer Markenfarben nicht auf subjektive Einschätzungen. Ich setze auf eine präzise mathematische Kalibrierung, um sicherzustellen, dass Ihre Displays im Verkaufsraum optimal zur Geltung kommen.
🛠️ Harveys Schreibtisch: Gefährden uneinheitliche Markenfarben in verschiedenen Produktionschargen Ihre Kundenbeziehungen im Einzelhandel? 👉 Kostenlose Druckvorstufen-Farbanalyse anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Ob wir nun die Anschnitte der Druckvorstufe mathematisch anpassen, um Verschmierungen durch Lithografie zu vermeiden, oder eine 24-stündige Aushärtung mit Gewichten erzwingen, um Feuchtigkeitsverzug zu verhindern – die Beherrschung des Offsetdruckverfahrens ist der entscheidende Unterschied zwischen langlebigen Verkaufsdisplays und zusammengefallenen Kartonverpackungen. Allein im letzten Monat half mein Struktur-Audit drei Marken, über 10.000 US-Dollar an Ausschuss und Rückbelastungen durch Händler zu vermeiden. Sind Sie es leid, dass theoretische Designs in der Produktion scheitern? Dann lassen Sie mich Ihre Strukturdateien persönlich einem kostenlosen Struktur-Audit unterziehen, der speziell auf die Gegebenheiten in der Fabrik zugeschnitten ist.
„Wie bestimme ich den benötigten Beschnitt?“, https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Ein Handbuch für den kommerziellen Druck oder eine Branchennorm bestätigt den standardmäßigen 1/8-Zoll-Beschnitt für allgemeine Druckanwendungen.] Nachweisfunktion: Faktenprüfung; Quellentyp: Technisches Handbuch. Unterstützt: Messung des Basis-Beschnitts. Anwendungsbereich: Gilt für Standard-Papierdrucke. ↩
„Wie wir Anschnitt in unseren kundenspezifischen Designs nutzen – CompanyBox“, https://companybox.com/blog/how-we-use-bleed-in-our-custom-designs/. [Verpackungstechniknormen schreiben erhöhte Anschnittanforderungen für Wellpappenrohlinge vor, um die mechanische Verschiebung beim Stanzen auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technische Norm. Betrifft: Anschnittanforderung für Wellpappe. Anwendungsbereich: Speziell für großformatige, tragende Versandverpackungen. ↩
„3M 8518 Laminat verursacht grünlichen Farbstich – Signs101.com“, https://www.signs101.com/threads/3m-8518-laminate-causing-greenish-color-shift.102142/. [Industrielle Oberflächenbearbeitungsrichtlinien erklären, wie eine fehlerhafte Laminierung sichtbare Schnittkanten oder Grate am fertigen Produkt verursacht]. Beweisfunktion: Kausalzusammenhang; Quellentyp: Industrieprozessrichtlinie. Belege: Negative Folgen unzureichender Laminierungsränder. Anmerkung: Bezieht sich auf ästhetische Mängel in der Oberflächenbearbeitung. ↩
„Wasserbasierte Laminierung | Geruchsarme flexible Verpackungen“, https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOoqaZszz7MOYyeid4SjD5R6ncR-y4kb8U4Q8xL4-GhFP59tQ3JEf. [Ein Industriestandard für die Verpackungsherstellung wird die Verwendung wasserbasierter Klebstoffe zum Verkleben bedruckter Bögen mit Wellpappensubstraten detailliert beschreiben]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: den chemischen Prozess der Litholaminierung. Anwendungsbereich: insbesondere die Feuchtigkeitseinführungsphase. ↩
„Schmelzklebstoffe für die Verklebung von Kartondisplays“, https://www.mbadhesives.com/en/adhesives-glues-cardboard-displays. [Die technische Dokumentation zur Klebstoffchemie erklärt, wie die schnelle Verdunstung während der Lufttrocknung zu ungleichmäßiger Spannung und nachfolgender Verformung führt]. Nachweisfunktion: Kausalmechanismus; Quellentyp: Materialwissenschaftliche Publikation. Belege: Zusammenhang zwischen schneller Trocknung und Plattenverformung. Anwendungsbereich: Speziell für PVA- oder wasserbasierte Klebstoffe. ↩
„[PDF] Präzisionsdruckmessung – AMETEK Calibration“, https://www.ametekcalibration.com/-/media/ametekcalibration/download_links/pressure/deadweight%20testers/deadweight-tester-precision-pressure-measurement-guide-us.pdf. [Eine maßgebliche Quelle für industrielle Laminierung würde den erforderlichen Druck und die Dauer für eine sichere Klebeverbindung ohne Verformung angeben]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für die industrielle Fertigung. Belegt: Die Notwendigkeit eines längeren Anpressdrucks für die Planheit der Struktur. Anwendungsbereich: Gilt für großformatige Kartondisplays. ↩
„Sonderfarben vs. CMYK-Farben: Wesentliche Unterschiede erklärt“, https://unicopacking.com/en/new/spot-color-vs-process-color.html. [Ein technischer Leitfaden zum Tintenstrahldruck würde bestätigen, dass Standard-Digitalsysteme die CMYK-Prozessmischung zur Farbannäherung nutzen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Digitale Farbverarbeitung. Anwendungsbereich: Ausgenommen sind spezielle Systeme mit erweitertem Farbraum. ↩
„Sonderfarbe – Wikipedia“, https://en.wikipedia.org/wiki/Spot_color. [Standards der Druckindustrie bestätigen, dass lithografische Druckmaschinen separate Platten verwenden, um vorgemischte Sonderfarben für eine hohe Farbdichte und deckende Farbgebung aufzutragen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Lehrbuch. Unterstützt: Offset-Farbdruck. Anmerkung: Bezieht sich auf die traditionelle plattenbasierte Lithografie. ↩
„Was ist Punktzuwachs beim Drucken? | Rehan Siddique hat zu diesem Thema gepostet“, https://www.linkedin.com/posts/rehan-siddique-440b5a1b1_dotgain-printing-activity-7371590745176260608-LryZ. [Technische Leitfäden zu Inkjet-Substraten beschreiben die hohe Porosität und unregelmäßige Faserstruktur von unbeschichtetem Testliner, was zu ungleichmäßigem Tintenverlauf und Punktzuwachs führt]. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliches Handbuch. Unterstützung: Die Ursache für Körnigkeit beim Digitaldruck auf unbeschichtetem Papier. Anwendungsbereich: Beschränkt auf unbeschichtete, poröse Substrate. ↩
„Unterschied zwischen Sonderfarben und CMYK-Farben“, https://www.deprintedbox.com/blog/spot-vs-process-color/. [Professionelle Drucknormen beschreiben die Verwendung separater Druckplatten für Sonderfarben, um eine 100%ige Farbdichte ohne die bei CMYK üblichen Raster- oder Halbtonmuster zu erreichen]. Nachweisfunktion: Prozessverifizierung; Quellentyp: Handbuch der Druckindustrie. Unterstützung: Beseitigung des Rastereffekts durch flächigen Einsatz von Sonderfarben. Anwendungsbereich: Speziell für den Offsetdruck. ↩
„Der Einfluss der Tintenviskosität auf die Druckqualität | INX International“, https://www.inxinternational.com/blog/productivity/impact-ink-viscosity-print-quality. [Ein technischer Leitfaden für den Druck oder eine materialwissenschaftliche Quelle würde detailliert beschreiben, wie Tintenviskosität, Luftfeuchtigkeit und Substratporosität die Pigmentabsorption und die Punktzunahme beeinflussen]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Handbuch für den industriellen Druck; Belege: Die Aussage, dass physikalische Variablen das visuelle Ergebnis verändern; Anwendungsbereich: Gilt primär für Umgebungen mit hohem Druckvolumen im analogen und digitalen Druck. ↩
„G7+ Kalibriertes Drucken: Was ist das und wie unterscheidet es sich von G7?“, https://www.inxinternational.com/blog/color-management/g7-calibrated-printing. [Eine branchenübliche Quelle wie IDEAlliance würde den technischen Rahmen der G7-Masterkalibrierung und ihre Rolle bei der Erzielung einer neutralen Graustufenbalance in verschiedenen Druckverfahren erläutern.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Die technische Gültigkeit der G7-Methode für Farbkonsistenz. Anwendungsbereich: Fokus auf visuelles Erscheinungsbild und Graustufenneutralität. ↩
„Toleranz im Flexo- und Offsetdruck | X-Rite Blog“, https://www.xrite.com/blog/tolerancing-in-flexo-and-offset-printing. [Autoritative Leitfäden zur Farbmessung definieren Delta-E als mathematische Standardkennzahl zur Messung des wahrgenommenen Farbunterschieds zwischen zwei Farben im professionellen Druck]. Nachweisfunktion: Technische Kennzahl; Quellentyp: Wissenschaftlicher/Industriestandard. Begründung: Die Verwendung von Delta-E als Maßstab für Farbgenauigkeit. Anmerkung: Akzeptable Toleranzwerte variieren je nach Hersteller und Anwendung. ↩
„[PDF] G7-Methode für die Kalibrierung und das Proofing von Indigodruckmaschinen“, https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1015&context=grc_fac. [Eine maßgebliche Quelle zur G7-Zertifizierung erklärt, wie Delta-E-Messungen verwendet werden, um ein konsistentes visuelles Erscheinungsbild über verschiedene Druckverfahren hinweg zu quantifizieren und zu gewährleisten]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Unterstützt: Farbkonsistenzmetriken von G7. Anmerkung: Delta-E ist die Standardmetrik für Farbunterschiede. ↩
„G7-Kalibrierungsworkflow – Fiery-Hilfe und -Dokumentation“, https://help.fiery.com/cws_cs/6.3/en-us/GUID-406EC5AA-33FA-4554-8716-B1FA352B2365.html. [Technische Handbücher für die G7-Master-Zertifizierung beschreiben die Integration von Spektralphotometern zur Erstellung von Datenrückkopplungsschleifen für die Echtzeit-Farbanpassung]. Nachweisfunktion: Technischer Prozess; Quellentyp: Zertifizierungsleitfaden. Unterstützt: Maschinensteuerungsmechanismus. Anwendungsbereich: Fokus auf die Hardware-Software-Integration in Offsetdruckmaschinen. ↩
„Der Wert von G7 für Markeninhaber“, https://idealliance.org/wp-content/uploads/2021/05/idea_whitepaper_G7_brandowners_final.pdf. [Branchenfallstudien zeigen, wie die G7-Kalibrierung Farbabweichungen minimiert, um die strengen Corporate-Identity-Richtlinien für großflächige Einzelhandelsketten zu erfüllen]. Nachweisfunktion: Ergebniskennzahl; Quellentyp: Branchenfallstudie. Anwendungsbereich: Qualitätssicherung im Einzelhandel. Anmerkung: Bezieht sich auf die Übereinstimmung mit Markenrichtlinien und nicht auf absolute mathematische Perfektion. ↩



