
Beeinträchtigen Ihre hochwertigen Oberflächenveredelungen versehentlich die Überlebensrate Ihrer Verpackungen beim Transport? Die Wahl der falschen Haptik wirkt sich nicht nur auf die Attraktivität im Regal aus, sondern bestimmt auch die Dynamik Ihrer Lieferkette.
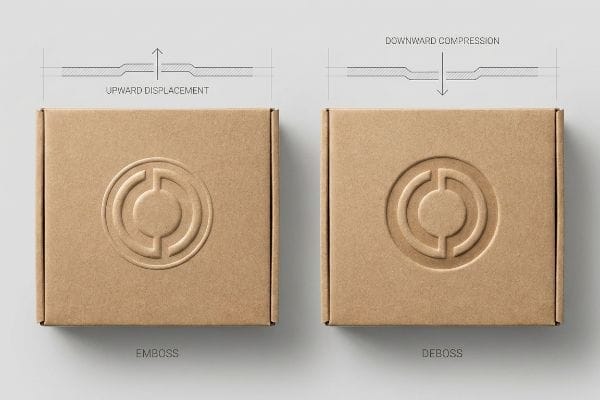
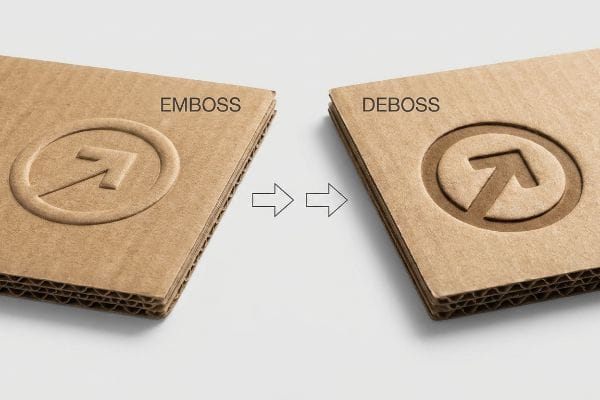
Der Unterschied zwischen Prägen und Entgraten liegt in der Richtung der Materialverformung. Beim Prägen werden die Papierfasern nach oben gedrückt, wodurch die äußere Deckschicht dünner wird und erhabene Spitzen entstehen. Beim Entgraten hingegen wird das Trägermaterial nach unten komprimiert, wodurch die inneren Wellen zu einem festen Block verdichtet werden, ohne die natürliche Elastizität der Oberfläche stark zu beeinträchtigen.
Bevor Sie für Ihr nächstes Großflächenprojekt eine luxuriöse Oberflächenveredelung festlegen, müssen Sie verstehen, wie diese physikalischen Veränderungen mit der Geometrie von Schwerlastkonstruktionen interagieren.
Worin besteht der Unterschied zwischen Tiefprägung und Reliefprägung?
Viele Grafikdesigner betrachten taktile Oberflächen als austauschbar, dabei kehren sie die mechanische Belastung, die direkt auf die porösen Papierfasern einwirkt, vollständig um.
Der mechanische Unterschied zwischen Tiefprägung und Reliefprägung liegt ausschließlich in der Wellenverformung. Bei der Reliefprägung wird die Deckschicht des Papiers stark gedehnt, um Erhebungen zu erzeugen, während bei der Tiefprägung die innere Wellenstruktur zu einem dichten, festen Block zusammengepresst wird, um denselben ästhetischen Schatteneffekt zu erzielen.
Das Verständnis dieser grundlegenden Richtungsänderung ist unerlässlich, um genau vorhersagen zu können, wie sich Ihre Einzelhandelsverpackung unter einer dynamischen Palettenlast von 1133,9 kg (2500 lbs) verhalten wird.
Die technischen Mechaniken hinter der gerichteten Verschiebung
Man kann sich die Kartonunterlage wie ein straff über einen starren Rahmen gespanntes Gummiband vorstellen. Drückt man nach außen, wird dieses Band dauerhaft bis an seine Bruchgrenze gedehnt. Drückt man nach innen, wird das weiche Material fester gegen den festen Untergrund gepresst. Diese grundlegende mechanische Unterscheidung bestimmt, wie viel Restfestigkeit der Karton unter starker vertikaler Belastung behält .
Ich bewerte diese Anforderungen an taktiles Design ausschließlich unter dem Gesichtspunkt der Materialdichte und der vertikalen Lastverteilung. Bei der Konstruktion einer robusten Verkaufseinheit, wie beispielsweise einer PDQ- Schale (Product Display Quarter), ist die Einhaltung der strengen Anforderungen des 32-ECT-Kantenstauchtests mein wichtigstes Anliegen. Durch das Herunterdrücken des schweren Metallstempels zur Komprimierung der Rillen bleibt die strukturelle Integrität der Platte erhalten, während gleichzeitig auch unter hellem Ladenlicht ein kontrastreiches taktiles Feedback gewährleistet wird. Indem die Elastizität der Außenfolie bewusst erhalten bleibt, behält die vollständig montierte Box ihre maximale Stoßfestigkeit gegenüber üblichen Belastungen im Verkaufsraum.
| Taktile Richtung | Faserwirkung | ECT-Auswirkungen |
|---|---|---|
| Nach außen (Prägung) | Dehnt und verdünnt das Außenfutter2 | Hohes Risiko der Degradation3 |
| Nach innen (Prägung) | Verdichtet die inneren Rillen4 | Erhält die strukturelle Integrität |
| Flach (nur Druck) | Keine mechanische Veränderung | 100%ige Retention im Vergleich zum Ausgangswert |
Ich lasse niemals zu, dass die ästhetische Textur die dynamischen Nutzlastgrenzen beeinträchtigt. Durch die mathematische Auswahl der korrekten Auftreffrichtung für das Zielsubstrat garantiere ich die maximale vertikale Stabilität der Verpackung.
🛠️ Harveys Schreibtisch: Beeinträchtigen Ihre schweren Kassenbehälter Ihre Versandkosten-ROI, noch bevor sie den Laden erreichen? 👉 Fordern Sie einen kostenlosen Verhältnisrechner an ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Gilt Prägung als Luxusdruck?
Hochwertige Ausstattungen signalisieren den Verbrauchern zweifellos einen hohen Markenwert, doch die heimliche Finanzierung dieser Ausstattungen führt oft zu höchst gefährlichen Kompromissen bei den Materialien tief in der Lieferkette.
Ja. Prägung gilt als Luxusdruckverfahren, das die haptische Markenwahrnehmung aktiv steigert. Die Umsetzung dieses hochwertigen 3D-Effekts erfordert jedoch teure Spezialwerkzeuge und langsamere automatisierte Verarbeitungsgeschwindigkeiten. Aufgrund dieser hohen Kosten nehmen Einkaufsteams häufig unsichtbare, aber gefährliche strukturelle Abstriche vor, um die ästhetische Investition finanziell auszugleichen.

Eine Verbesserung der kosmetischen Schicht ist mathematisch sinnlos, wenn die Grundstruktur katastrophal zusammenbricht, bevor der Verbraucher die Verpackung überhaupt berührt.
Die Falle für kosmetische ECT-Abwertung
Bei der Prüfung von Stanzlinien beobachte ich immer wieder, wie Einkaufsteams die kritische Faserdichte⁵ zugunsten teurer, vollflächiger, haptischer Laminierungen opfern . Sie gehen davon aus, dass eine hochwertige Beschichtung eines minderwertigen Standard-Wellkartons dessen schwachen Kern künstlich kompensiert. Dies ist ein massiver logistischer blinder Fleck, der die harten physikalischen Gegebenheiten der Topload-Distribution in realen Lieferketten völlig außer Acht lässt⁶ .
Das ist keine bloße Theorie – ich erlebe es regelmäßig in der Testumgebung, wenn Hersteller heimlich ihr Basismaterial von robustem 32 ECT auf empfindliches 26 ECT reduzieren, nur um sich die maßgefertigten Messingwerkzeuge leisten zu können. In meiner Einrichtung teste ich diese kostenoptimierten Einheiten routinemäßig mit einem hydraulischen Mullen-Tester, und die Ergebnisse sind verheerend. Ein kürzlich entwickelter 26-ECT-Prototyp mit starker Außenstruktur knickte bei exakt 64,5 kg (142,3 lbs) Druck nach unten ein und zerdrückte sichtbar die inneren Rillen. Meine zwanzigjährige Erfahrung in der Testumgebung hat mir gezeigt, dass man die Gesetze der Physik beim Transport nicht überlisten kann. Ich entfernte die teure Strukturstruktur komplett, verwendete wieder reines 32-ECT-Kraftpapier und erzielte den Premium-Reflex durch eine hochpräzise abgestimmte, glänzende Wasserbeschichtung. Diese Umstellung verhinderte nicht nur das Einknicken des Basismaterials, sondern verkürzte auch die Montagezeit beim Co-Packing um 42 Sekunden pro Einheit. Dadurch sparten die Kunden bei einer Standardproduktion 3.250 US-Dollar an Arbeitskosten und sicherten gleichzeitig eine hundertprozentige Überlebensrate beim Transport.
| Beschaffungsstrategie | Bewertung des Grundmaterials | Transitausfallrate |
|---|---|---|
| Budgetumverteilung | 26 ECT (Herabgestuft) | Geschätztes Quetschrisiko von 40 % |
| Alternative zur Hybridbeschichtung | 32 ECT (Virgin Kraft) | Überleben ohne Schaden |
| Ausgewogene Ingenieursleistung | 32 ECT + Punkttaktil | Geringfügige Maschinenstillstandszeiten |
Ich verbiete es strikt, die Qualität von Bauplatten herabzustufen, um heimlich kosmetische Aufwertungen zu finanzieren. Wahrer Luxus besteht darin, ein makelloses, selbstbewusst vermarktetes Produkt zu liefern, das auch die logistischen Herausforderungen problemlos meistert.
🛠️ Harveys Schreibtisch: Beeinträchtigen Ihre Premium-Verpackungen heimlich Ihren Versand-ROI, noch bevor sie im Laden ankommen? 👉 Strukturelle Schwächen analysieren ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Ist Prägen oder Tiefprägen teurer?
Bei der Preisgestaltung für taktile Oberflächen geht es nicht nur darum, glänzende Messingformen anzubieten; es erfordert die Berechnung der versteckten B2B-Kosten für die Maschineneinrichtung und die langfristige strukturelle Ermüdung.
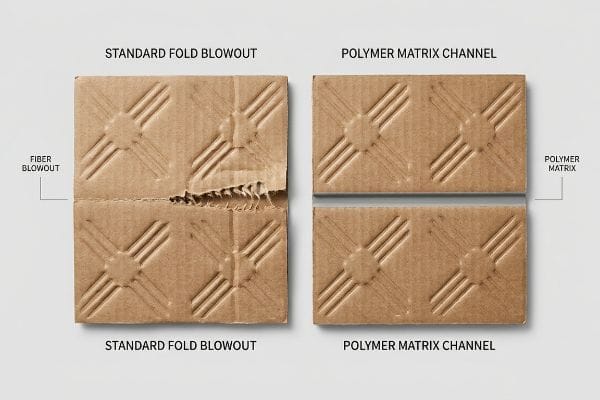
Die Kosten für Prägung oder Tiefprägung hängen stark von der erforderlichen Werkzeugtiefe und der Substratdicke ab. Im Allgemeinen ist die Außenstrukturierung bei schweren Wellpappenmaterialien etwas teurer, da spezielle Polymermatrixkanäle benötigt werden, um ein Brechen der überdehnten Papierfasern während des automatisierten Stanzens und Faltens zu verhindern.
Die wahre finanzielle Belastung wird schnell deutlich, wenn ein starker nach außen gerichteter Anstieg zufällig auf eine kritische, tragende Falte im Fabrikboden trifft.
Die Realität des Faserdehnungs-Ausbruchs
Bei der Erstellung von Finanzprognosen für hochwertige Oberflächenveredelungen stelle ich immer wieder fest, dass Käufer die mechanische Spannung an den primären Ecken völlig ignorieren. Die Tiefenstrukturierung mit 3D-Druckverfahren nutzt sogenannte Stempel7 , die die Rohkartonfasern stark dehnen und ausdünnen, um den gewünschten optischen Effekt zu erzielen. Befindet sich diese doppelt beanspruchte Zone zu nah an einer primären Faltkante, wird das geschwächte Material zu einer tickenden Zeitbombe, die die Kompressionsgrenze des gesamten Umkartons8.
Das ist keine bloße Theorie – ich habe es letzten Monat schmerzlich erfahren müssen, als ich einen stark strukturierten Bodenaufsteller testete . 2022 bat ich meinen leitenden Verpackungsingenieur Mark, das vom Kunden vorgeschriebene Design mit vollflächiger, nach außen gewölbter Kante auf 32 ECT C-Wellen-Karton zu validieren. Die anfängliche CAD-Geometrie (Computer-Aided Design) sah auf dem Bildschirm perfekt aus, doch als der automatische Faltarm auf die vorgekerbte Falz traf, hörte ich förmlich das laute, scharfe Knacken der herausgesprengten Zellulosefasern. Die obere Trägerschicht riss entlang der vertikalen, tragenden Kante exakt 4,5 mm (0,18 Zoll) ein und zerstörte damit die BCT-Bewertung (Box Compression Test), noch bevor das Produkt darin Platz fand. Ich investiere Zeit und Geld in meinem Testlabor, damit Sie im Einzelhandel keine Gewinneinbußen erleiden. Wir stoppten den Prototyp sofort, kalibrierten die Druckeinstellungen neu und installierten einen speziell angefertigten Polymerkanal, um die Faserspannung während des Aufpralls dynamisch zu steuern. Diese Werkzeuganpassung um 0,4 mm (0,01 Zoll) verhinderte nicht nur das Ausbrechen der Ecken, sondern garantierte auch, dass die Basis einer dynamischen Belastung von 1133,9 kg (2500 lbs) standhalten konnte, wodurch die Marke vor einer katastrophalen Rückbuchung von 45.000 US-Dollar durch einen nationalen Einzelhändler bewahrt wurde.
| Taktiler Prozess | Werkzeugkomplexität | Kostenauswirkungen |
|---|---|---|
| Standarddruck | Flachstahl-Stanzform | Basis-Fabrikkosten |
| Flacher Relief | Standard-Abformplatte | +12 % Maschineneinrichtung10 |
| Tiefe 3D-Prägung | Kundenspezifische Polymermatrix11 | +28 % Werkzeuginvestition12 |
Ich weigere mich, unüberlegte ästhetische Entscheidungen eine Lieferkette mit hohem Durchsatz ruinieren zu lassen. Indem ich markante Texturen vollständig von funktionalen Faltzonen trenne, schütze ich sowohl die Rohpapierfasern als auch das Gesamtbudget der Kampagne.
🛠️ Harveys Schreibtisch: Führt Ihre aktuelle Stanzschablone zu starker taktiler Belastung direkt über den tragenden Ecken? 👉 Fordern Sie eine kostenlose Sichtlinienanalyse an ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Worin besteht der Unterschied zwischen geprägten und vertieften Einladungen?
Der Übergang von robusten Logistikverpackungen zu edlem Briefpapier verändert die grundlegenden mechanischen Eigenschaften des Papiersubstrats grundlegend.
Der Unterschied zwischen geprägten und vertieften Einladungen liegt ausschließlich in der optischen Erhebung auf dünnem Karton. Geprägte Einladungen zeichnen sich durch elegante, erhabene Buchstaben aus, die dem Betrachter entgegenragen, während bei vertieften Einladungen die Typografie in den festen Baumwollkarton eingeprägt wird. So entsteht ein tiefer Abdruck, ohne die Stabilität der flachen Struktur zu beeinträchtigen.

Während flaches Briefpapier nicht die dynamischen Nutzlastanforderungen eines Versandunternehmens im Einzelhandel erfüllt, erfordert es dennoch höchste mikroskopische Präzision beim Prägen mit hoher Wucht.
Die Bearbeitungsprinzipien für kleine Werkstücke
Stellen Sie sich das Stempeln einer Einladung vor wie das Abdrücken eines starren Metallfußabdrucks in frischen Schnee. Da hochwertiges, einlagiges Einladungspapier nicht die hohlen, luftgefüllten Wellen von schwerem, industriell gewelltem Material aufweist, absorbieren die festen Papierfasern den immensen mechanischen Druck gleichmäßig<sup>13</sup>. Dadurch können die schweren Messingstempel mikroskopisch kleine, gestochen scharfe typografische Details<sup>14</sup> , die auf dickerem Karton sofort zerdrückt oder abgelöst würden.
Ich konzipiere Hochgeschwindigkeits-Fertigungsläufe, die streng auf den Dickenbegrenzungen des Substrats und den physikalischen Eigenschaften der Fasern basieren. Bei einlagigem Einladungspapier sinkt das Risiko eines katastrophalen Versagens der Kartons durch Kompression auf null<sup>15</sup>, sodass sich die Druckvorstufenteams voll und ganz auf die visuelle Tiefe und den exakten Farbauftrag konzentrieren können. Dieses dichte Material erfordert jedoch, dass jede Richtungsverschiebung präzise berechnet werden muss, um ein Einrollen der flachen Außenkanten zu vermeiden. Ob mit einer nach außen oder nach innen gerichteten Prägung – die enorme Kraft der Metallmatrize dehnt die Baumwollfasern lokal<sup>16</sup>. Die Kontrolle dieser immensen Oberflächenspannung gewährleistet, dass die fertige Karte für den Versand perfekt eben bleibt und die zerstörerischen kinetischen Kräfte, die bei der Logistik schwerer Wellpappe häufig auftreten, vollständig vermieden werden.
| Substrattyp | Taktile Toleranz | Strukturelle Funktion |
|---|---|---|
| Wellpappkarton | Niedrig (Zerdrückt leicht) | Lasttragende Logistik |
| Einlagiger Karton17 | Hoch (Vollfaser) | Ästhetische Präsentation |
| Starre SBS-Platte18 | Mittel (Oberflächendehnung) | Leichte Einzelhandelsverpackung |
Ich bearbeite einlagigen Karton mit derselben mikrometergenauen Präzision wie ein Schwergutversender. Durch die mathematische Abstimmung des Stanzdrucks wird ein makelloses, ebenes Ergebnis erzielt, ohne die darunterliegenden Papierfasern zu verziehen.
🛠️ Harveys Schreibtisch: Leiden Ihre Sekundärverpackungsschichten nach einem Tiefprägevorgang unter unvorhersehbarem Oberflächenverzug? 👉 Kostenlose Materialtoleranzprüfung anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Denken Sie daran: Die Wahl zwischen einer nach innen gewölbten oder nach außen gewölbten Kante ist nicht nur eine Frage des persönlichen Geschmacks; sie bestimmt mathematisch, ob Ihre tragenden Ecken unter der Scherkraft schwerer Lasten nachgeben. Allein im letzten Monat half meine Strukturanalyse drei Marken, über 10.000 US-Dollar an Ausschuss und Rückbelastungen durch Händler zu vermeiden. Wenn Sie sichergehen wollen, dass Ihre Oberflächenbeschaffenheit die Druckfestigkeit Ihrer Kartons nicht beeinträchtigt, lassen Sie mich Ihre Konstruktionsdaten persönlich einer kostenlosen Lastdichteanalyse unterziehen, bevor Sie die nächste Großproduktion freigeben.
„Einfluss des Prägedrucks auf mechanische Eigenschaften und Weichheit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Materialtechnische Untersuchungen an Wellpappe quantifizieren, wie die Faserverformung beim Prägen und Entprägen die vertikale Tragfähigkeit verändert]. Nachweisfunktion: Technischer Nachweis; Quellentyp: Technische Norm. Unterstützt: Die Aussage, dass die haptische Oberflächenbeschaffenheit die Restfestigkeit beeinflusst. Anwendungsbereich: Fokus auf die Architektur von Wellpappe. ↩
„Auswirkungen der Prägung auf die Flüssigkeitsaufnahme von Toilettenpapier“, https://bioresources.cnr.ncsu.edu/resources/impact-of-embossing-on-liquid-absorption-of-toilet-tissue-papers/. [Eine materialwissenschaftliche Studie zur Papierverformung würde erklären, wie die Auslenkung nach außen Zugspannungen erzeugt, die die Dicke der äußeren Schicht verringern.] Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Mechanische Wirkung der Prägung. Anwendungsbereich: Speziell für poröse oder gewellte Substrate. ↩
„Vereinfachte Modellierung der Kantenstauchfestigkeit von mehrlagigen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9821909/. [Normen für Verpackungstechnik quantifizieren den Verlust der vertikalen Druckfestigkeit (ECT), wenn Faserstrukturen durch Prägung beeinträchtigt werden.] Nachweisfunktion: Metrische Überprüfung; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Auswirkungen der Prägung auf die ECT. Anmerkung zum Anwendungsbereich: Fokus auf die strukturelle Tragfähigkeit. ↩
„Abschätzung der Druckfestigkeit von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Eine Strukturanalyse der gerichteten Verschiebung würde beschreiben, wie der nach innen gerichtete Druck die Wellenstruktur komprimiert und so die lokale Materialdichte erhöht.] Nachweisfunktion: Technische Validierung; Quellentyp: Statischer Ingenieurbericht. Unterstützt: Mechanische Wirkung der Prägung. Anwendungsbereich: Beschränkt auf gewellte oder geschichtete Papiermaterialien. ↩
„Formfaserverpackungen in den USA: Beschaffungspreise, Daten und …“, https://www.ibisworld.com/united-states/procurement/molded-fiber-packaging/20955790/. [Branchenfallstudien oder Beschaffungsanalysen würden den Trend zur Reduzierung der Spezifikationen für Wellpappe dokumentieren, um bei der Hinzufügung teurer haptischer Oberflächen Kosten zu sparen]. Nachweisfunktion: Überprüfung der Branchenpraxis; Quellentyp: Fachpublikation. Belege: Das Auftreten von strukturellen Abstrichen zur Finanzierung ästhetischer Verbesserungen. Anmerkung: Trends können je nach Branche variieren. ↩
„Der ultimative Leitfaden für Wellpappkartons – Shorr Packaging“, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Materialwissenschaftliche Lehrbücher für Verpackungstechnik erklären, dass die vertikale Druckfestigkeit unabhängig von der Oberflächenbehandlung von der Faserdichte und der Wellengeometrie abhängt]. Nachweisfunktion: Technischer Nachweis; Quellentyp: Ingenieurwissenschaftliches Lehrbuch. Begründung: Das Versagen kosmetischer Oberflächenbehandlungen bei der strukturellen Verstärkung. Anwendungsbereich: Gilt speziell für den vertikalen Stapeldruck. ↩
„CMT-Prägung – Columbia Marking Tools“, https://columbiamt.com/Stamps/Embossing-Dies.html. [Die technischen Spezifikationen für die Hochreliefprägung erläutern den mechanischen Prozess der physikalischen Verdrängung und Ausdünnung von Substratfasern mithilfe von Prägestempelpaaren]. Nachweisfunktion: Technischer Mechanismus; Quellentyp: Technisches Handbuch. Unterstützt: Der physikalische Prozess der Materialverformung. Anwendungsbereich: Gilt für die Texturierung mit hoher Tiefe. ↩
„[PDF] Der Einfluss von Rilllinien auf die Druckfestigkeit von …“, https://repository.rit.edu/cgi/viewcontent.cgi?article=1071&context=japr. [Verpackungstechnische Normen beschreiben, wie lokale Materialverdünnungen oder Spannungsrisse an Strukturfalten die Bewertung des Box Compression Test (BCT) verringern]. Nachweisfunktion: Strukturelle Auswirkung; Quellentyp: Industrienorm. Unterstützt: Den Zusammenhang zwischen haptischen Oberflächen und strukturellem Versagen. Anwendungsbereich: Speziell in Bezug auf die Integrität des Umkartons. ↩
„Kundenspezifische Polybeutel und Verpackungsmaterialien für automatisierte Systeme“, https://tensionautomation.com/packaging/packaging-materials/. [Ein technisches Handbuch oder eine technische Verpackungsrichtlinie erläutert, wie polymerbasierte Kanäle oder Einsätze zur Druckverteilung und zur Reduzierung der Faserdehnung beim Tiefprägen auf Wellpappe eingesetzt werden]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch der Branche. Unterstützt: Die Verwendung spezieller Materialien zur Verhinderung des Herausbrechens von Zellulosefasern. Anwendungsbereich: Anwendbar auf dickwandige Wellpappe. ↩
„Prägedruck für Werbeartikel: Prozess und … – GiftAFeeling“, https://www.giftafeeling.com/blogs/imprinting-techniques/debossing_printing_process?srsltid=AfmBOoohTufQ3iOk6oNJOnckkSA3k4nCjHZVZCRHOw5LRP0Z-AxXcTUR. [Ein branchenüblicher Leitfaden für Druck und Weiterverarbeitung würde die typischen Mehrkosten für die Einrichtung von Flachprägungen im Vergleich zum Standarddruck bestätigen.] Nachweisfunktion: quantitative Validierung; Quellentyp: Branchenvergleich; Unterstützung: Kostenvergleich zwischen Druck und Prägung. Anmerkung: Die Prozentsätze können je nach Anbieter variieren. ↩
„Tipps & Tricks für 3D-Prägefolder – YouTube“, https://www.youtube.com/watch?v=VEfCzgT-2hc. [Technische Spezifikationen für taktile 3D-Oberflächen würden die Verwendung von Polymermatrices für Tiefprägeanwendungen bestätigen]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fertigungsspezifikation; Unterstützung: Werkzeugkomplexität der 3D-Prägung. Anmerkung: Bezieht sich auf die Auswahl spezifischer Materialien für den Werkzeugbau. ↩
„Einfluss von Ultraschall auf die Prägeergebnisse von Karton“, https://bioresources.cnr.ncsu.edu/resources/influence-of-ultrasound-on-embossing-results-for-cardboard/. [Technische Preisdokumentation für 3D-Prägung würde die höheren Investitionen für Werkzeuge mit hohem Relief belegen]. Nachweisfunktion: quantitative Validierung; Quellentyp: Branchenvergleich; Unterstützung: Kostenvergleich zwischen Druck und 3D-Prägung. Anmerkung zum Anwendungsbereich: abhängig von Werkzeugmaterial und -tiefe. ↩
„Druckfestigkeit von Wellpappenverpackungen mit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. [Eine materialwissenschaftliche Quelle zum Thema Papiertechnik würde erklären, wie das Fehlen von Wellen eine gleichmäßige Kompression von festen Fasermatrizen unter hohem Druck ermöglicht]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Anwendungsbereich: Strukturelles Verhalten von Karton beim Stanzen. Anmerkung zum Umfang: Spezifisch für mechanische Verformung unter hohem Druck. ↩
„Inline-Präge- und Tiefprägewerkzeuge | Universal Engraving, Inc.“, https://universalengraving.com/product-pages/sheet-fed-dies/inline-embossing-debossing. [Technische Druckhandbücher empfehlen die Verwendung von Messingstempeln, da diese feine Kanten ermöglichen und hochauflösende Details auf dünnem Papier liefern.] Belegfunktion: Technische Spezifikation; Quellentyp: Handbuch der Druckindustrie. Begründung: Die Verwendung von Messingstempeln für hohe typografische Präzision. Anmerkung zum Umfang: Fokus auf die Haltbarkeit und Präzision des Werkzeugmaterials. ↩
„[PDF] Untersuchung der mechanischen Eigenschaften von Kartonverpackungen …“, https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. [Lehrbücher der Verpackungstechnik liefern Daten zur Druckfestigkeit und zu Versagensarten von einlagigen Kartonagen im Vergleich zu Wellpappe und zeigen die Vermeidung bestimmter Risiken eines Strukturkollapses auf]. Nachweisfunktion: Vergleichsmetrik; Quellentyp: Lehrbuch der Verpackungstechnik. Unterstützung: Substratstabilität. Anwendungsbereich: beschränkt auf Kartonagen mit geringer Dicke. ↩
„Studien zum Einfluss des Prägens auf die mechanischen Eigenschaften …“, https://ui.adsabs.harvard.edu/abs/2019AIPC.2113p0006W/abstract. [Eine maßgebliche Quelle im Bereich Papiertechnik oder Druckproduktion würde erklären, wie der Druck einer Matrize die Faserstrukturen dauerhaft verformt und verlängert, um ein Relief zu erzeugen.] Nachweisfunktion: Technischer Mechanismus; Quellentyp: Branchenhandbuch oder materialwissenschaftliche Publikation. Unterstützung: Mechanischer Prozess des Prägens/Tiefprägens. Anmerkung zum Untersuchungsbereich: Fokus auf Substrate auf Baumwollbasis. ↩
„Was ist Kartonpapier? Arten, Grammaturen und Verwendungsmöglichkeiten …“, https://ipacku.com/blog/what-is-cardstock-paper-types-uses-explained/?srsltid=AfmBOooAP9Mu7xPw14u0U9jiUpv9GrB-pJpxxY_Arh_Abjee7JzqdkMu. [Die technische Dokumentation zu Papiersubstraten erklärt, wie die hohe Faserdichte von einlagigem Karton im Vergleich zu Wellpappe eine höhere Beständigkeit gegen lokale Verformung bietet]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Materialtechnischer Leitfaden. Unterstützung: Hohe taktile Toleranz von Karton. Anmerkung: Variiert je nach Papiergewicht/g/m². ↩
„Vollbleichter Karton – Wikipedia“, https://en.wikipedia.org/wiki/Solid_bleached_board. [Industrienormen für Karton beschreiben die spezifischen Oberflächenstreck- und Stauchungseigenschaften von Vollbleich-Sulfat-Karton (SBS-Karton) für Einzelhandelsverpackungen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Materialdatenblatt. Anwendungsbereich: Oberflächenstreckungseigenschaften von SBS-Karton. Hinweis: Gilt für beschichtete Hartkartonplatten. ↩



