When executing a retail rollout, corrugated merchandisers are your frontline soldiers. But turning flat cardboard into a load-bearing sales engine requires strict engineering, not just pretty artwork.
A Custom Temporary Point of Purchase Display is a structurally engineered corrugated merchandiser designed for short-term retail campaigns. These units, typically lasting four to twelve weeks, physically hold product inventory while utilizing high-contrast graphics and strategic aisle positioning to disrupt shopper navigation and drive immediate impulse purchases.

But knowing the theoretical definition won't save your bottom line when a fully loaded tray collapses on a humid warehouse floor. Let's strip away the marketing fluff and look at the actual physics of retail packaging.
How Much Do Point of Purchase Displays Cost?
Pricing a corrugated display isn't just about quoting ink and paper. The real cost hides in the structural compromises made to hit an artificial budget.
It depends. The cost of Point of Purchase Displays fluctuates based on structural board grades, specialized prepress tooling, and litho-lamination finishes. While procurement teams often fixate on raw unit price, the true financial calculation must include downstream logistical savings, automated co-packing efficiency, and absolute protection against transit damage chargebacks.

But relying on a theoretical spreadsheet quote is dangerous when the machines start running.
The Hidden Price of the "ECT Downgrade" Trap
Procurement teams frequently try to offset the high cost of premium cosmetic finishes, like full-coverage foil laminations, by secretly downgrading the base corrugated board's rating. It seems like a smart accounting move to drop from a 32 ECT (Edge Crush Test) to a cheaper 26 ECT board1 to save a few pennies per unit, assuming the heavy foil film will provide enough structural rigidity2.
This isn't just theory—I deal with this on the testing floor. A client once forced a downgraded 26 ECT spec to afford a luxury matte finish. At first, I assumed the lighter testliner would hold up under standard retail conditions. I was dead wrong. During our ISTA 3A (International Safe Transit Association) transit simulation3, the BCT (Box Compression Test)4 load-cell flatlined at just 187.5 lbs (85 kg). The structural flutes had zero internal density, causing the entire bottom tier to visibly bow outward and catastrophically buckle under simulated pallet weight. I immediately stripped out the expensive foil, mathematically restored the material to a virgin 32 ECT standard, and replaced the finish with a high-solid gloss aqueous coating.
| Engineered Solution | Physical Result | Financial ROI |
|---|---|---|
| Restore 32 ECT base5 | Restores core flute compression | Eliminates costly transit damages |
| Remove foil lamination | Stops rigid surface micro-fracturing6 | Cuts raw material budget |
| Apply high-solid aqueous | Maintains high-contrast retail gloss | Ensures absolute recyclability compliance7 |
I refuse to let cosmetic bloat cannibalize your structural integrity. Upgrading your board grade while optimizing coatings is the only way I can guarantee your displays survive the brutal logistics chain without triggering massive retailer chargebacks.
🛠️ Harvey's Desk: Are your current displays secretly using downgraded testliner to hide expensive cosmetic printing costs? 👉 Request a BOM Audit ↗ — I review every structural file personally within 24 hours.
How to Make a Point of Purchase Display?
Manufacturing a corrugated merchandiser requires bridging the gap between digital artwork and physical material science. It is a precise sequence of structural cutting, gluing, and folding.
Making a Point of Purchase Display involves engineering a custom dieline, applying high-resolution graphics via litho-lamination, and utilizing automated CNC (Computer Numerical Control) routing or steel rule dies to cut and crease the corrugated substrate. Finally, the structural components are flat-packed or pre-assembled for efficient retail distribution.
But knowing the theory isn't enough when the ambient factory humidity starts interfering with the adhesives.
The Chemical Reality of PVA Moisture Warp
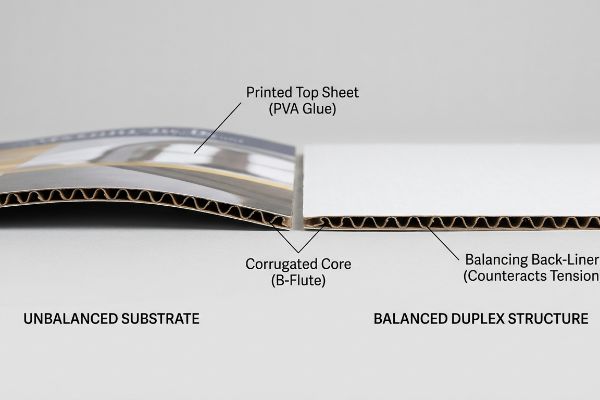
Even veteran designers often assume that mounting a high-quality printed top-sheet to a rigid B-flute corrugated board will naturally result in a perfectly flat display panel. They view the manufacturing process through a digital lens, ignoring the physical chemistry of water-based PVA (Polyvinyl Acetate) adhesives used during high-speed litho-lamination8.
This isn't just theory—I deal with this on the testing floor. During a major prototype run for a tall floor stand, we applied standard PVA glue across the 60-inch (152.4 cm) side panels. As the wet glue cured in the ambient factory air, I could literally smell the moisture flashing off. The massive surface tension caused the entire substrate to warp9 and bow inwards like a potato chip, failing our strict 0.5-inch (12.7 mm) deflection tolerance. I had to throw out the initial agency renders and run the chemistry from scratch. I engineered a strict balanced duplex board structure, adding a thin back-liner10 to the opposite side to perfectly counteract the PVA's curing tension, mathematically pulling the board back into a perfectly flat, plumb state.
| Engineered Solution | Physical Result | Assembly ROI |
|---|---|---|
| Duplex back-liner addition | Counteracts PVA adhesive tension11 | Prevents panel warping rejection |
| Controlled 24-hour curing12 | Normalizes board moisture content | Guarantees perfectly straight assembly |
| High-viscosity glue swap | Reduces water absorption rates13 | Speeds up machine run time |
I don't trust standard adhesive applications when engineering large-format retail panels. By mathematically balancing the surface tension of your substrates, I ensure every single display stands perfectly straight under harsh club store lighting.
🛠️ Harvey's Desk: Does your litho-laminated packaging arrive with a slight inward bow that ruins the structural alignment? 👉 Claim a 1-on-1 Structural 3D Stress Simulation ↗ — 100% confidential. Your unreleased retail designs are safe with me.
What Is the Difference Between POS and POP Displays?
Understanding retail terminology prevents catastrophic layout failures. The distinction dictates where your unit legally and logistically exists within the store environment.
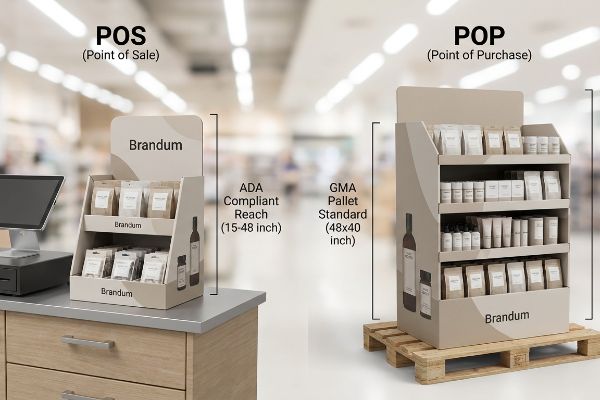
A POS (Point of Sale) display sits directly at the checkout counter to capture immediate micro-impulses, while a POP (Point of Purchase) display occupies standard floor aisles to merchandise larger volumes. The primary difference is their strict physical footprint and their proximity to the final cash register transaction.
But confusing these two concepts in the CAD (Computer-Aided Design) software will trigger massive compliance rejections on the retail floor.
The "ADA vs. GMA" Spatial Constraint
Many trading companies frequently pitch a scalable design concept, suggesting that a large POP floor display can simply be mathematically reduced by 50% to serve as a POS counter display. They treat the engineering like a simple digital vector resize, completely ignoring the strict legal and logistical boundaries14 that govern these two distinct retail zones in the United States.
When clients ask me what this difference physically means, I usually point to the spatial constraints mapped out on my testing floor. I permanently separate the engineering pipelines for POP and POS units because they obey entirely different masters. A POP floor file must be strictly anchored to the 48×40 inch (121.9×101.6 cm) GMA (Grocery Manufacturers Association) wooden pallet limit15 to survive warehouse logistics and heavy dynamic loads. Conversely, a POS register file is strictly dictated by ADA (Americans with Disabilities Act) forward reach compliance, requiring a highly specific 15-to-48 inch (38.1-to-121.9 cm) access window16. If I just shrank a floor model to fit on a counter, the product engagement angle would violate accessibility laws, causing store managers to immediately pull the unit off the checkout lane.
| Engineered Solution | Physical Result | Compliance ROI |
|---|---|---|
| GMA pallet anchoring | Locks floor footprint to 48×4017 | Ensures seamless warehouse receiving |
| ADA reach optimization | Adjusts counter interaction height18 | Prevents legal register rejections |
| Strict pipeline separation | Stops dangerous scaling assumptions | Reduces CAD rework time |
I treat POS and POP as entirely separate mathematical ecosystems. By engineering your merchandisers to their specific regulatory constraints from day one, I eliminate the risk of catastrophic retail floor rejections.
🛠️ Harvey's Desk: Are your checkout counter units legally compliant with the latest ADA forward reach height restrictions? 👉 Get a Retail Framework Assessment ↗ — No account managers in the middle. You talk directly to structural engineers.
Who Can Create Displays in Your Store?
Getting your product into the building is only half the battle. The final assembly usually falls on hurried retail staff who have zero patience for complex instructions.
Store clerks, third-party merchandisers, or automated co-packing facilities typically assemble Point of Purchase Displays. Because retail environments suffer from high employee turnover and strict time constraints, these units must feature pre-glued, frictionless interlocking mechanisms that allow unskilled personnel to create the final structure within seconds.

But knowing the theory isn't enough when an overworked employee is trying to rip open your master carton.
The "Nested Friction" Clearance Hazard
It's a common trap that catches even experienced procurement teams: they design master shipping cartons to match the exact 1:1 exterior dimensions of their pre-filled retail trays. They assume a painfully tight fit provides maximum transit protection, forgetting that a 19-year-old store clerk will be the one tasked with violently extracting the heavy merchandiser in the middle of a crowded aisle.
This isn't just theory—I deal with this on the testing floor. During a routine unpacking audit for an automated co-packing client, I physically inspected a returned master carton. I ripped the top sheet off and felt the intense surface friction of the raw corrugated testliner. The 24-inch (60.9 cm) inner tray was totally vacuum-locked inside the 24-inch shipper. The resistance was so massive that when I tried to pull the unit out, the printed retaining lip completely tore. I immediately pulled the micrometer readings and proved we didn't need expensive plastic pull-tabs; I just needed to mathematically engineer an absolute minimum perimeter clearance buffer of 0.25 inches (6.3 mm)19. This broke the friction lock and stripped out the over-engineered waste.
| Engineered Solution | Physical Result | Operational ROI |
|---|---|---|
| 0.25-inch perimeter offset20 | Breaks corrugated surface friction | Eliminates manual unpacking tears |
| Removal of plastic tabs | Simplifies raw material BOM | Drops unit cost immediately |
| Dynamic nested tolerancing21 | Ensures frictionless tray extraction | Cuts clerk assembly time |
I engineer packaging for the reality of impatient human hands. By mathematically calculating precise extraction clearances, I guarantee your display makes it out of the box and onto the shelf in pristine condition.
🛠️ Harvey's Desk: Are your pre-filled retail trays getting damaged by store clerks aggressively ripping them out of tight master cartons? 👉 Claim a Dynamic Nesting Audit ↗ — I review every structural file personally within 24 hours.
Conclusion
You can negotiate the cheapest unit price on the market, but when your downgraded 26 ECT base catastrophically buckles under a humid warehouse load, the resulting pallet collapse will completely wipe out your campaign's profit margin. This exact engineering review recently caught a fatal 2mm (0.07 inches) tolerance error for a major national rollout before production. Stop hemorrhaging your marketing budget on invisible structural failures and let me personally Engineer Your Next Rollout ↗ to guarantee your corrugated merchandisers survive the supply chain.
"Understanding Shipping Box Strength – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoo2X9PriNrUTeT-Qp3ArEidKtOpsyITuJuYyZss7Qd_NDwyBeWp. Verification of industry-standard Edge Crush Test (ECT) ratings to confirm the relative strength and cost differences between 32 ECT and 26 ECT grades. Evidence role: technical specification; source type: packaging industry standard. Supports: the premise that reducing ECT rating lowers material cost. Scope note: applies to standard corrugated fiberboard. ↩
"Investigating the Effect of Perforations on the Load-Bearing Capacity …", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Technical analysis of whether surface laminations (like foil) provide significant structural reinforcement compared to the base corrugated board's ECT rating. Evidence role: technical validation; source type: materials science or packaging engineering guide. Supports: the claim regarding the perceived vs actual rigidity of laminated boards. Scope note: focuses on the mechanical properties of foil films. ↩
"ISTA Packaging Testing – Intertek", https://www.intertek.com/performance-testing/packaging/ista/. Confirmation that ISTA 3A is the global standard for simulating shipping and transit environments for retail goods. Evidence role: Technical validation; source type: Professional standard. Supports: The use of ISTA 3A to determine structural failure. Scope note: Applies to parcel-based logistics. ↩
"Compression Strength Estimation of Corrugated Board Boxes for a …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Technical documentation explaining the mathematical relationship between Edge Crush Test (ECT) and Box Compression Test (BCT) load capacity. Evidence role: Technical specification; source type: Material science guide. Supports: The correlation between board grade and structural failure. Scope note: Dependent on box dimensions. ↩
"Corrugated Board Specifications", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Technical verification of the Edge Crush Test (ECT) rating and its correlation with the core flute compression strength of corrugated cardboard. Evidence role: Technical specification; source type: Industry standard. Supports: The use of 32 ECT to maintain structural integrity. Scope note: Specific to corrugated board grades. ↩
"Understanding What Is Aqueous Coating For Printed Boxes", https://www.wecustomboxes.com/blog/what-is-aqueous-coating/. Material science explanation of how rigid foil laminations cause surface micro-fractures in corrugated substrates compared to flexible alternatives. Evidence role: Physical property analysis; source type: Technical whitepaper. Supports: The claim that removing foil lamination prevents micro-fracturing. Scope note: Focuses on mechanical stress in packaging. ↩
"[PDF] Voluntary Standard For Repulping and Recycling Coated or Treated …", https://www.fibrebox.org/assets/2025/07/2025_Voluntary_-Standard.pdf. Verification that high-solid aqueous coatings meet industry and regulatory standards for paper recyclability compared to plastic-based laminates. Evidence role: Regulatory compliance; source type: Environmental certification. Supports: The link between aqueous coatings and recyclability. Scope note: Based on current waste management guidelines. ↩
"Packaging water-based adhesives", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Authoritative industrial manufacturing guidelines verify the use of water-based PVA glues in the litho-lamination process for corrugated materials. Evidence role: factual verification; source type: technical manual or material science paper. Supports: the chemical composition of adhesives used in POP displays. Scope note: applicable to standard high-speed lamination. ↩
"How to Make a Cardboard Structure Stable? – PopDisplay", https://popdisplay.me/how-to-make-a-cardboard-structure-stable/. Technical documentation on adhesive chemistry explains how moisture absorption and surface tension during PVA curing cause dimensional instability in cellulose-based substrates. Evidence role: technical validation; source type: material science textbook. Supports: causal link between PVA curing and warping. Scope note: applies specifically to water-based adhesives on porous materials. ↩
"[PDF] Corrugated Board Twist Twist watt–causes and remedies – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. Packaging engineering manuals describe how balanced board construction and the addition of liners equalize tension on opposite surfaces to prevent curling. Evidence role: engineering methodology; source type: packaging industry standard. Supports: the efficacy of structural balancing in correcting warp. Scope note: focuses on mechanical tension equilibrium. ↩
"Corrugated Packaging Industry Glossary for Quality Control Teams", https://epssw.com/blog/corrugated-packaging-industry-glossary. Technical documentation on corrugated board structural engineering demonstrating how adding a duplex liner balances internal stresses caused by PVA drying. Evidence role: technical validation; source type: engineering manual. Supports: the use of duplex liners to prevent warping. Scope note: specifically applicable to PVA adhesives. ↩
"How long does PVA glue dry on wood, paper and cardboard? | lux-x", https://lux-x.com/en/novosti/skilki-sohne-klej-pva-na-riznih-poverhnyah/. Industry standards for adhesive curing times in paper-based packaging to achieve moisture equilibrium and prevent dimensional instability. Evidence role: specification validation; source type: manufacturing standard. Supports: the 24-hour curing timeline. Scope note: actual time may vary based on ambient humidity. ↩
"Preparation Of Corrugating Adhesives – Pkg Solutions", http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. Material science data comparing different viscosities of PVA glues and their penetration depth into porous cellulosic substrates. Evidence role: empirical proof; source type: chemical property sheet. Supports: the correlation between higher viscosity and reduced water absorption. Scope note: varies by glue formulation. ↩
"Retail POP vs. POS Displays: The Difference – TPH Global Solutions", https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/retail-pop-vs-pos-displays-what-you-need-to-know/. Verification of the specific US regulatory requirements (e.g., ADA accessibility and GMA spacing) that differentiate checkout zones from floor aisles. Evidence role: corroboration; source type: legal/industry standards. Supports: the claim that POS and POP zones have distinct legal constraints. Scope note: focused on US retail law. ↩
"48×40" GMA Pallets | Largest Pallet Manufacturer & Supplier", https://www.palletone.com/products/gma-pallets/. Verify the industry standard dimensions for GMA pallets to ensure logistical compatibility for floor displays. Evidence role: technical specification; source type: industry standard. Supports: the 48×40 inch footprint requirement. Scope note: Standard for North American retail logistics. ↩
"Chapter 9: Built-In Elements – Access-Board.gov", https://www.access-board.gov/ada/chapter/ch09/. Confirm ADA requirements for forward reach ranges to ensure retail displays are accessible to people with disabilities. Evidence role: legal compliance; source type: government regulation. Supports: the specific reach window for POS units. Scope note: Specific to US ADA accessibility guidelines. ↩
"What Are the GMA Pallet Guidelines for Food Industry Pallets?", https://www.kampspallets.com/gma-pallet-guidelines/. Verification of the standard dimensions for Grocery Manufacturers Association (GMA) pallets to confirm the 48×40 inch footprint. Evidence role: Technical specification; source type: Industry standard. Supports: Validating the floor footprint of GMA pallets. Scope note: Standard North American pallet size. ↩
"ADA Requirements for Retail Stores: Standards and Compliance", https://www.accessibilitychecker.org/blog/ada-requirements-for-retail-stores-standards-and-compliance/. Confirmation of the Americans with Disabilities Act (ADA) requirements regarding the maximum height for accessible service and transaction counters. Evidence role: Legal compliance; source type: Government regulation. Supports: ADA reach optimization specifications. Scope note: Specific to US federal accessibility law. ↩
"Estimation of the Compressive Strength of Corrugated Board Boxes …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Technical documentation on corrugated packaging tolerances confirms the necessary gap to prevent friction and vacuum-locking during extraction. Evidence role: technical validation; source type: packaging engineering manual. Supports: the specific clearance measurement required for effortless removal. Scope note: tolerances may fluctuate based on board caliper and moisture content. ↩
"Tolerance for Manufacturers'Joint on RSC – AICC Now", https://now.aiccbox.org/tolerance-for-manufacturers-joint-on-rsc/. Technical packaging specifications confirming that a specific perimeter offset minimizes surface-to-surface friction in corrugated materials. Evidence role: technical validation; source type: engineering manual. Supports: the claim that this offset breaks corrugated surface friction. Scope note: specific to corrugated fiberboard applications. ↩
"Nesting Trays – CoPack Connect", https://copackconnect.com/contract-packaging/nesting-trays/. Engineering guidelines on applying dynamic tolerances to nested components to ensure frictionless movement during extraction. Evidence role: design principle; source type: industry standard. Supports: the claim that dynamic tolerancing ensures frictionless tray extraction. Scope note: focused on industrial design for nested retail displays. ↩



