
If you are launching a new product line, committing to a mass production run without physically holding a structural prototype is a massive supply chain risk.
Yes. Ordering a sample of gift packaging requires submitting a structural dieline to your manufacturing partner. Factories typically produce a physical white prototype using automated cutting tables within 24 hours. This initial unprinted mockup allows buyers to verify exact dimensions, structural integrity, and product fit before mass production begins.

But knowing the theoretical dimensions on a digital PDF isn't enough when the automated machines actually start punching corrugated board.
How to make a gift packaging?
To engineer a structure that survives global logistics, you need to strip the aesthetics away and focus strictly on the underlying geometry.
Making a gift packaging involves precise CAD (Computer-Aided Design) engineering rather than just flat artwork. Structural designers must calculate physical board thickness tolerances, apply humidity buffers, and optimize cut paths. This mathematical approach guarantees the structural integrity required to survive global shipping and harsh retail environments.
But building a flawless digital model in a climate-controlled office often creates a dangerous blind spot when translated to the raw physical forces of the production floor.
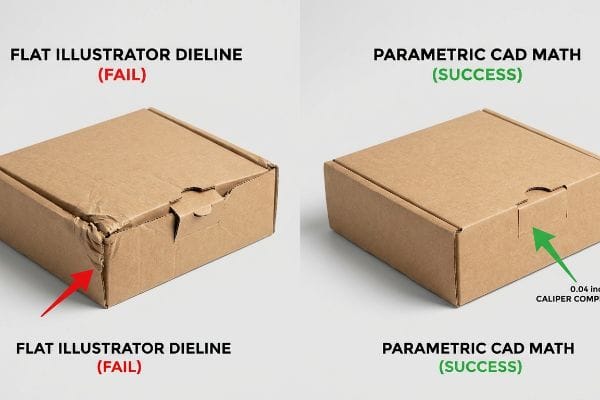
Why Flat Illustrator Dielines Fail on the Factory Floor
Graphic branding agencies consistently design complex interlocking tabs and slots directly in Adobe Illustrator at the exact same width as the mating panel. They treat the substrate as an infinitely thin, theoretical line, completely failing to calculate the physical caliper of the folded board1.
This isn't just theory—I deal with this exact friction on the prototyping floor. I recently supervised a test run for a heavy-duty retail unit where the agency submitted a flat 2D file for a 3mm (0.11 inches) B-flute board2. At first, I assumed the co-packing team could simply force the tabs into the pre-cut slots. I was dead wrong. When a thick corrugated panel folds 90 degrees, the material physically stretches and consumes surface area3. As the assembly crew pushed the interlocking mechanisms together, the tight slots brutally crushed the internal flutes and tore the top sheet, while the loud hiss of the automated vacuum table in the background felt like a countdown to a missed deadline. The base buckled at just 187.5 lbs (85 kg) on the vibration tester because the compromised corners couldn't distribute the load.
I immediately halted the test and pulled the files into my structural software to engineer a parametric pivot. I artificially widened the receiving slots by exactly 0.04 inches (1.01 mm)4 to apply a strict Caliper Compensation algorithm, adding specific bend allowance tolerances to account for the board's physical radius. This simple mathematical correction completely eliminated the friction during assembly, allowing the panels to slide together seamlessly and lock perfectly square without compromising the internal paper fibers. By enforcing this micro-tolerance adjustment, I ensured the co-packing assembly time dropped by an estimated 25 seconds per unit, eliminating thousands in manual labor fees during a standard holiday rollout.
| Dieline Engineering | Structural Result | Assembly ROI |
|---|---|---|
| Zero Caliper Compensation5 | Flute crushing and torn top sheets | Severe manual assembly delays |
| 0.04 inch Slot Expansion6 | Frictionless 90-degree folding | Drops co-packing time by 25s7 |
| Parametric CAD Math | Perfectly square, locked corners | Eliminates material waste cost |
I refuse to push an amateur flat file straight to the cutting table because ignoring board thickness will inevitably turn your premium unboxing experience into a torn, unusable mess.
🛠️ Harvey's Desk: Do you know if your current dieline mathematically factors in the physical bend allowance for your specific flute thickness? 👉 Get Your Structural CAD Overhaul ↗ — I review every structural file personally within 24 hours.
What is a box of gifts called?
Terminology in the manufacturing sector directly dictates the machinery, the raw material pipeline, and ultimately the unit cost.
A box of gifts is typically called a rigid presentation box or a premium folding carton. In commercial manufacturing, these structural units often utilize micro-flute corrugated materials paired with laminated top sheets. This hybrid construction delivers high-end visual appeal while maintaining necessary load-bearing strength for pallet transport.

However, just asking a supplier for a "premium box" is dangerously vague until you define the chemical and structural layers that actually create that premium feel.
The Engineering Mechanics behind Premium Carton Finishes
When clients walk onto my factory floor and ask me how we eliminate the cheap, industrial look of standard shipping cartons, I always point them toward the lamination line. A true premium unit relies on hiding the aggressive, load-bearing corrugated flutes8 beneath an optically flat, high-fidelity printing surface.
I usually show product managers two different physical samples side-by-side under the harsh inspection lights. One is printed directly onto porous, 32 ECT (Edge Crush Test) kraft testliner9, and the other uses a specialized litho-lamination process. I hand them the first box, and you can visually see and physically feel the "washboard effect10"—the ugly, ribbed texture where the internal flutes telegraph right through the thin paper, distorting the brand logo. To fix this, I completely isolate the structural physics from the graphic aesthetics.
Instead of printing directly on the structural base, I specify a high-grade SBS (Solid Bleached Sulfate) top sheet11. We print the graphics onto this ultra-smooth, bright white substrate first. Then, as the smell of the water-based PVA (Polyvinyl Acetate) adhesive fills the curing room, we mechanically mount that pristine graphic layer onto a dense, low-profile E-flute board12. When I hand clients the corrected sample, the tactile difference is immediate. The surface feels like a sheet of polished glass, yet beneath that elegant shell lies the rigid, crush-resistant architecture needed to survive the harsh drop-offs at standard US retail receiving docks. By engineering this hybrid structure, I protect the brand's luxury positioning without sacrificing the ruthless compression strength required for supply chain survival.
| Material Architecture | Visual & Tactile Result | Brand ROI |
|---|---|---|
| Direct Print on Testliner | Visible washboard ribbing13 | Erodes luxury brand equity |
| E-Flute + Testliner | Minor surface telegraphing14 | Limits graphic print resolution |
| Litho-Lam on SBS15 | Optically flat, glass-like finish | Secures high-end retail placement |
I never rely on heavy, bulky materials to achieve a premium feel; true luxury in commercial packaging is achieved through precise chemical lamination and micro-flute engineering.
🛠️ Harvey's Desk: Are your premium folding cartons secretly suffering from structural show-through when placed under harsh fluorescent retail lighting? 👉 Claim Your 1-on-1 Packaging Audit ↗ — 100% confidential. Your unreleased retail designs are safe with me.
What is gift box packaging?
Creating an impactful presentation format requires balancing the theatrical nature of the unboxing with strict compliance to global sustainability mandates.
Gift box packaging is a specialized structural container engineered to deliver an elevated unboxing experience while protecting fragile retail items. High-quality designs integrate custom inserts, secure friction locks, and precise dimensional tolerances to prevent internal product shifting without relying on excessive plastic bubble wrap or generic fillers.

But relying on old-school, multi-material components to secure high-end items creates massive friction for brands trying to meet modern recycling standards.
The Structural Reality behind Mono-Material Unboxing
There is a stubborn myth among marketing teams that an elite unboxing experience absolutely requires heavy magnetic closures, thick EVA foam inserts, or molded plastic blister clips. I constantly have to intercept these over-engineered concepts during the initial CAD review phase and explain the severe logistical and environmental penalties16 they carry.
When a client insists on gluing rare-earth magnets or plastic hinges into a corrugated structure, I bring them over to our teardown bench to demonstrate the "Mono-Material Mandate." I show them exactly how mixed materials instantly disqualify their packaging from single-stream recycling programs17, triggering massive fines or outright rejection18 from environmentally strict big-box retailers. I don't just complain about the problem; I show them the engineered alternative. I pull out a custom-designed E-flute insert that utilizes "Origami-style" structural paper locks.
As I fold the flat board, the crisp, tactile "snap" of the paper fibers engaging into a rigid, 3D friction lock proves my point instantly. We rely entirely on precise die-cutting geometry to trap the product securely19, replacing three separate vendor components with a single, highly engineered sheet of recyclable corrugated board. By stripping out the bloated, multi-material bill of materials, I completely eliminate the secondary sourcing delays and drastically reduce the overall unit weight, ensuring the brand maintains its luxury unboxing feel while achieving 100% curbside recyclability20.
| Structural Mechanism | Environmental Reality | Compliance ROI |
|---|---|---|
| EVA Foam & Plastic Clips | Fails single-stream recycling21 | Triggers retailer compliance fines |
| Rare-Earth Magnets | Mixed-material separation required22 | Slows down manual assembly speed |
| Origami Paper Locks | 100% Curbside recyclable23 | Eliminates multi-vendor sourcing costs |
I engineer out complex plastics and magnets not just to satisfy environmental checklists, but because aggressive structural geometry is simply a smarter, leaner way to protect your product.
🛠️ Harvey's Desk: Are you still paying excess labor rates to manually insert environmentally toxic plastic blister packs into your unboxing experience? 👉 Request a Mono-Material Feasibility Study ↗ — No account managers in the middle. You talk directly to structural engineers.
Does the Container Store have gift boxes?
Sourcing generic retail boxes for a commercial rollout often leads to catastrophic failures once those units hit automated warehouse environments.
Yes. The Container Store has gift boxes, but standard retail purchases rarely meet industrial wholesale specifications. Pre-made consumer boxes often prioritize surface aesthetics over dynamic load capacity. Large-scale retail rollouts require custom-engineered packaging designed for optimal pallet density, automated assembly, and strict supply chain compression testing.

While a high-gloss finish looks fantastic on a boutique shelf, it introduces severe physical liabilities when stacked 50 units high inside a shaking shipping container.
Why Standard Gloss Coatings Fail Pallet Physics
Procurement teams love to select fully flood-coated, high-gloss UV boxes from retail catalogs, assuming the bright, reflective finish will automatically boost brand perception. They completely ignore the invisible physics of surface friction24, prioritizing a theoretical marketing win over fundamental logistics engineering.
This isn't just theory—I deal with this oversight on the testing floor. A client recently shipped me a pallet of generic, full-UV gift boxes they wanted us to co-pack for a national holiday campaign. At first glance, the artwork popped beautifully. But the moment we stacked them onto a standard 48×40 inch (121.9×101.6 cm) GMA wood pallet, disaster struck. The heavy layer of rigid UV varnish completely obliterated the paper's natural grip. When we engaged the forklift to simulate transit vibration, the frictionless, glassy slide of the top-heavy boxes caused the entire load to instantly shift off-center. A massive column of boxes cascaded onto the concrete floor because the static friction coefficient of the gloss was practically zero.
I immediately intervened and stripped the aesthetic bloat from the manufacturing specs. Instead of a full flood coat, I engineered a "Spot UV Friction Fix." I transitioned the main structural body to a matte, scratch-resistant lamination that provided a high-grip, interlocking surface tension between the stacked cartons25. I then applied high-viscosity Spot UV strictly to the primary logo to maintain the premium flash. By balancing the friction physics with targeted aesthetics, I eliminated the risk of pallet collapse26, ensuring the master shippers could survive high-speed automated loading without requiring excessive, costly layers of plastic shrink wrap.
| Coating Strategy | Physical Friction Level | Logistics ROI |
|---|---|---|
| Full Flood UV Gloss | Zero grip, acts like ice | Causes catastrophic pallet collapse27 |
| Uncoated Kraft | High grip, absorbs moisture28 | Reduces premium brand perception |
| Matte Body + Spot UV | High surface tension grip | Eliminates transit shifting damage29 |
I refuse to let an unchecked aesthetic decision compromise the structural stability of an entire container load; physics must always dictate the final surface finish.
🛠️ Harvey's Desk: Have you calculated the exact static friction coefficient of your current gloss coating before palletizing your heavy master cartons? 👉 Optimize Your Pallet Load Dynamics ↗ — I review every structural file personally within 24 hours.
Conclusion
You can choose an agency that designs pretty flat graphics, but when a full UV-gloss master carton collapses under a 600 lbs (272 kg) dynamic load during transit, causing severe buckling that triggers an immediate retailer rejection, your marketing budget vanishes instantly. This exact engineering review recently caught a fatal 2mm (0.07 inches) tolerance error for a major national rollout before production. Stop bleeding margin on theoretical designs and let me personally Engineer Your Next Retail Rollout ↗ to guarantee maximum supply chain compliance.
"Top Tips for Tab and Slot Design for Sheet Metal Part Assembly", https://www.youtube.com/watch?v=DHcrX_ZnByA. [Technical manuals on structural packaging design specify that material thickness, or caliper, must be accounted for in dielines to ensure tabs fit into slots without buckling. Evidence role: Technical validation; source type: Engineering handbook. Supports: The necessity of factoring in substrate thickness for structural integrity. Scope note: Primarily applies to rigid and semi-rigid folding cartons.] ↩
"Corrugated Board and Material Grades – flute – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Industry standards for corrugated packaging specify the nominal thickness and characteristics of B-flute material]. Evidence role: Factual verification; source type: Material specification sheet. Supports: Technical dimensions of the board. Scope note: Thickness may vary slightly by manufacturer. ↩
"[PDF] The Bending Stiffnesses of Corrugated Board", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Engineering manuals on structural packaging explain the concept of bend allowance and how material displacement occurs during 90-degree folds]. Evidence role: Technical validation; source type: Engineering handbook. Supports: The physical reason flat dielines fail. Scope note: Applies specifically to thick-walled corrugated materials. ↩
"Manufacturing Tolerances | Sierra Circuits", https://www.protoexpress.com/kb/manufacturing-tolerances/. [Technical manuals on structural packaging design provide standard offset values for slot widths to account for board caliper and material compression]. Evidence role: technical validation; source type: engineering specification. Supports: the use of micro-tolerances to ensure seamless assembly. Scope note: Actual measurements depend on the specific board grade and thickness. ↩
"The Thought Behind Managing Caliper – Paper 360", https://paper360.tappi.org/2022/08/12/the-thought-behind-managing-caliper/. [Technical manuals on corrugated board engineering explain how failing to account for material thickness leads to structural deformation and tearing]. Evidence role: technical cause-effect; source type: engineering textbook. Supports: the risk of flute crushing. Scope note: specific to folded corrugated materials. ↩
"Dieline, A Tool for Generating Box Design Templates – cefBox", https://www.cefbox.com/dielines. [An authoritative packaging engineering guide would verify the specific tolerance values required for slot expansion to facilitate effortless folding]. Evidence role: technical specification; source type: industry standard. Supports: the specific dimension needed for frictionless folding. Scope note: may vary by material gauge. ↩
"Improve Packaging Line Efficiency", https://itbpackaging.com/packaging-optimization/improve-packaging-line-efficiency/. [Operational benchmarks or case studies in logistics would quantify the time savings achieved per unit through optimized structural engineering]. Evidence role: performance metric; source type: industry whitepaper. Supports: the ROI of precision dielines. Scope note: results depend on package volume and labor efficiency. ↩
"Litho-Laminated vs. Digital Printing: An Industrial Buyer's Guide to …", https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Industry technical manuals on packaging engineering detail how laminating a top liner over corrugated fluting creates the smooth surface required for high-end graphics. Evidence role: technical verification; source type: industry manual. Supports: use of lamination for visual quality. Scope note: applies specifically to premium corrugated cartons.] ↩
"The Difference Between 200# Test and 32ECT | Packaging Design", https://pack-design.com/whats-the-difference-between-200-test-and-32ect/. [Technical specifications for Edge Crush Test (ECT) standards define the load-bearing capacity and porosity of kraft liners in corrugated board]. Evidence role: technical specification; source type: material science datasheet. Supports: the structural properties of the porous sample. Scope note: ECT values are standardized by TAPPI]. ↩
"With corrugated boxes, you can measure success – Billerud", https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/washboarding. [Packaging engineering literature defines the washboard effect as the telegraphing of corrugated flutes through the liner paper]. Evidence role: technical definition; source type: packaging engineering manual. Supports: the description of surface distortion. Scope note: Typically occurs in thin or low-gsm liners]. ↩
"Solid bleached board", https://en.wikipedia.org/wiki/Solid_bleached_board. [An industry standard material specification confirms that SBS is a premium, coated white paperboard used for high-fidelity graphics in luxury packaging]. Evidence role: Technical specification; source type: Material datasheet. Supports: Suitability of SBS for high-end printing. Scope note: Applicable to premium folding cartons. ↩
"Understanding Shipping Box Strength – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorCsObZHCMvw81UwfeEF3D4g4kLMnwxp34zmMNZgcjXsdGlvS_D. [Technical specifications for micro-flute corrugated board demonstrate that E-flute provides a balance of printability and significant crush resistance for retail applications]. Evidence role: Structural performance claim; source type: Engineering manual. Supports: The use of E-flute for structural integrity in supply chains. Scope note: Specific to micro-flute characteristics. ↩
"How to fix the washboard effect in flexo printing – LinkedIn", https://www.linkedin.com/posts/britto-mariyanus-iruthayaraj-34b42312a_flexoprinting-corrugatedpackaging-printquality-activity-7339575064712855554-D7Ib. [An industry technical manual on corrugated board printing explains how direct printing on testliner reveals the underlying flute structure known as washboard ribbing]. Evidence role: technical specification; source type: industry handbook. Supports: The visual defect of direct printing on testliner. Scope note: Applies to non-laminated corrugated materials. ↩
"Corrugated Board And Micro Flute … – Shanghai DE Printed Box", https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php. [Packaging engineering guides describe surface telegraphing as the transfer of internal flute patterns to the outer surface, specifically in E-flute constructions]. Evidence role: technical specification; source type: engineering guide. Supports: The impact of E-flute on print resolution. Scope note: Specific to corrugated board architectures. ↩
"Litho Laminated Boxes – Custom Printed Boxes", https://www.boxcoop.com/box-styles/litho-laminated-boxes. [Technical specifications for premium packaging highlight that litho-lamination on SBS board eliminates surface texture for a glass-like finish]. Evidence role: material property; source type: manufacturing specification. Supports: The high-end visual quality of litho-lam on SBS. Scope note: Focuses on high-end retail packaging. ↩
"Blister Packaging: Environment, Sustainability and Materials", https://www.colorcon.com/education-insights/blister-packaging-environment-sustainability-and-materials. [Authoritative environmental reports and supply chain analyses would quantify the carbon footprint and recyclability challenges associated with multi-material packaging components]. Evidence role: technical verification; source type: sustainability report. Supports: the claim that over-engineered packaging materials increase waste and logistical complexity. Scope note: focused on the lack of mono-material recyclability. ↩
"What's New in Packaging Policy? Packaging Policy Roundup", https://sustainablepackaging.org/2026/04/29/packaging-policy-news/. [Industry guidelines on waste management confirm that non-cellulose contaminants like magnets or plastics prevent the processing of corrugated cardboard in single-stream facilities]. Evidence role: technical verification; source type: waste management standard. Supports: recyclability constraints. Scope note: applicable to most automated sorting facilities. ↩
"Rigid Plastic Packaging Container (RPPC) Violations and Penalties", https://calrecycle.ca.gov/plastics/rppc/enforcement/. [Corporate sustainability manuals from major retailers often specify financial penalties or vendor disqualification for packaging that violates mono-material requirements]. Evidence role: regulatory verification; source type: retail compliance policy. Supports: financial risks of poor design. Scope note: depends on specific retailer contracts. ↩
"Structural Packaging Design: Key Elements, Process, Applications …", https://packhit.com/packaging/design/structural/. [Technical guides on structural packaging design describe how precise die-cut geometry creates mechanical friction locks to secure products without secondary fasteners]. Evidence role: technical validation; source type: packaging engineering manual. Supports: structural efficiency of mono-material designs. Scope note: applies specifically to rigid fiberboard materials. ↩
"Recyclable Mono-PE Pouches | Single-Material Polyethylene …", https://achievepack.com/materials/recyclable-mono-pe?srsltid=AfmBOooHJCUVE4PqsG5YymbjbdHzYSOlx4QQM7nMEClr0aCqbvaXjtG3. [Waste management and sustainability standards verify that mono-material corrugated board, free of plastic laminates, meets criteria for universal curbside recycling]. Evidence role: compliance verification; source type: environmental regulatory body. Supports: sustainability claims of mono-material packaging. Scope note: excludes packaging with non-recyclable inks or coatings. ↩
"Recycling EVA Foam???? I used clips from the incredible … – TikTok", https://www.tiktok.com/@sugarvail/video/7406444156110769450. [Waste management guidelines verify that EVA foam and composite plastic clips are contaminants in single-stream systems and cannot be processed automatically. Evidence role: technical verification; source type: waste management industry standard. Supports: non-recyclability of mixed-material inserts; Scope note: depends on regional MRF capabilities.] ↩
"ORNL licenses rare earth magnet recycling process to Momentum …", https://www.ornl.gov/news/ornl-licenses-rare-earth-magnet-recycling-process-momentum-technologies. [Technical documentation on material recovery facilities (MRFs) explains the necessity of manual or specialized separation for rare-earth magnets to prevent equipment damage and stream contamination. Evidence role: technical process verification; source type: recycling engineering manual. Supports: environmental impact of magnets in packaging; Scope note: refers specifically to end-of-life disposal.] ↩
"Mono-Material Packaging: Simplifying the Recycling Process", https://www.berlinpackaging.com/insights/sustainability/mono-material-packaging-simplifies-the-recycling-process?srsltid=ARcRdnoFIC_kqan8bEUyULpazHjPEzeGIxHXrVamcKoV5AiBU_7cDPK1. [Environmental certifications for fiber-based packaging validate that mono-material paper structural locks meet the standards for residential curbside recycling. Evidence role: sustainability validation; source type: environmental certification body. Supports: benefits of mono-material structural design; Scope note: assumes absence of plastic laminates or coatings.] ↩
"Wear Resistant Coatings with a High Friction Coefficient Produced …", https://pmc.ncbi.nlm.nih.gov/articles/PMC6747828/. [An authoritative source on materials science or logistics engineering should explain how low-friction coatings like UV gloss increase the likelihood of load slippage]. Evidence role: technical validation; source type: engineering manual or academic paper. Supports: the claim that gloss coatings compromise pallet physics. Scope note: specific to high-stacking warehouse environments. ↩
"Matte vs. Gloss Lamination: Which Finish Enhances Your Packaging?", https://quadlabels.com/blog/matte-vs-gloss-lamination-which-finish-enhances-your-packaging/. [Technical studies on packaging materials demonstrate that matte finishes increase the coefficient of friction, thereby increasing the stability of stacked cartons]. Evidence role: technical validation; source type: industrial engineering white paper. Supports: the claim that specific laminations improve stacking grip. Scope note: effectiveness varies by substrate material. ↩
"Impact assessment of the transported load mass on the lateral …", https://pmc.ncbi.nlm.nih.gov/articles/PMC12914039/. [Logistics engineering documentation correlates higher inter-carton friction with a significant reduction in load shifting and pallet collapse during transit]. Evidence role: causal validation; source type: logistics manual. Supports: the connection between friction and structural pallet integrity. Scope note: assumes optimal pallet pattern. ↩
"Packaging Material Testing FAQs – Rhopoint Americas", https://www.rhopointamericas.com/faqs/packaging-material-testing/?srsltid=AfmBOoqCfmHPxYCawmvbZznMnPGfg94HipKItXeyKJXVb26vMjFAkCJE. [Materials science research on the low coefficient of friction for UV gloss coatings would explain the mechanism behind pallet load instability and slip]. Evidence role: technical validation; source type: engineering study. Supports: risk of gloss coatings. Scope note: Specifically applicable to high-stack automated warehouse environments. ↩
"Effect of Water-Resistant Properties of Kraft Paper (KP) Using …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9506043/. [Technical specifications for uncoated kraft paper would provide empirical data on the hygroscopic nature of cellulose fibers]. Evidence role: factual verification; source type: technical data sheet. Supports: durability limitations of uncoated paper. Scope note: Absorption rates vary by paper grade and GSM. ↩
"Spot UV Printing Guide: Coating & Finishes for Packaging", https://gentlever.com/spot-uv-for-custom-packaging/. [Industry whitepapers on hybrid coating strategies would demonstrate a reduction in load slippage when utilizing spot UV on matte surfaces]. Evidence role: performance validation; source type: logistics industry report. Supports: effectiveness of hybrid coatings. Scope note: Dependent on the placement and percentage of spot UV coverage. ↩



