
কোনো দোকানে প্রবেশ করলে, প্রথমেই যা আপনার দৃষ্টি আকর্ষণ করে তা তাকের ওপর থাকে না—বরং দোকানের ভেতরের পথ বা করিডোরে থাকে। এই দৃশ্যগত ভিন্নতাটি একটি পরিকল্পিত ভৌত সম্পদ।.
একটি ফ্রিস্ট্যান্ডিং পিওপি (পয়েন্ট অফ পারচেজ) ডিসপ্লে হলো একটি স্বতন্ত্র রিটেইল মার্চেন্ডাইজিং ইউনিট, যা আগে থেকে থাকা কোনো শেলফের প্রয়োজন ছাড়াই সরাসরি দোকানের মেঝেতে রাখার জন্য ডিজাইন করা হয়েছে। এই স্বতন্ত্র ফিক্সচারগুলো নির্দিষ্ট পণ্যের প্রচারের জন্য ক্রেতাদের চলাচলের পথে বাধা সৃষ্টি করে, যা বিপুল পরিমাণে তাৎক্ষণিক বিক্রয় বাড়াতে এবং রিটেইল পরিবেশে ব্র্যান্ডের পরিচিতি বৃদ্ধি করতে সাহায্য করে।.

কিন্তু একটি 3D রেন্ডারিং-এ চমৎকার দেখায় এমন একটি ইউনিট ডিজাইন করা এবং এমন একটি কাঠামো প্রকৌশলগতভাবে তৈরি করা যা দেশজুড়ে পণ্য পরিবহনের দীর্ঘ যাত্রা এবং একটি কঠোর খুচরা বিক্রয়কেন্দ্রের পরিবেশ সহ্য করতে পারে, তা সম্পূর্ণ ভিন্ন দুটি বিষয়।.
পপ ডিসপ্লেতে সাধারণ ভুলগুলো কী কী?
এমনকি অভিজ্ঞ মার্কেটিং দলগুলোও ডিজিটাল ফ্ল্যাট স্ক্রিন থেকে ভৌত ঢেউখেলানো কার্ডবোর্ডে স্থানান্তরের সময় কিছু অনুমেয় ফাঁদে পড়ে।.
পিওপি ডিসপ্লের ক্ষেত্রে সাধারণ ভুলগুলোর মধ্যে রয়েছে ফোল্ডিং জয়েন্টে উপাদানের পুরুত্ব বিবেচনা না করা, পরিবহনের সময় উচ্চ আর্দ্রতায় স্ফীতিকে উপেক্ষা করা এবং ভারসাম্যহীন কাঠামো ডিজাইন করা। এই ত্রুটিগুলোর কারণে ইন্টারলকিং ট্যাব ছিঁড়ে যায় এবং তাকগুলো বেঁকে যায়, যা দোকানে পৌঁছানোর আগেই ডিসপ্লেটির কাঠামোগত অখণ্ডতাকে মৌলিকভাবে ক্ষতিগ্রস্ত করে।.
এই ত্রুটিগুলো সংশোধনের সূচনা হয় ভাঁজ করা পেপারবোর্ডের ভৌত আচরণ বোঝার মাধ্যমে।.
ডাইলাইন ক্যালিপার ক্ষতিপূরণের লুকানো ঘর্ষণ
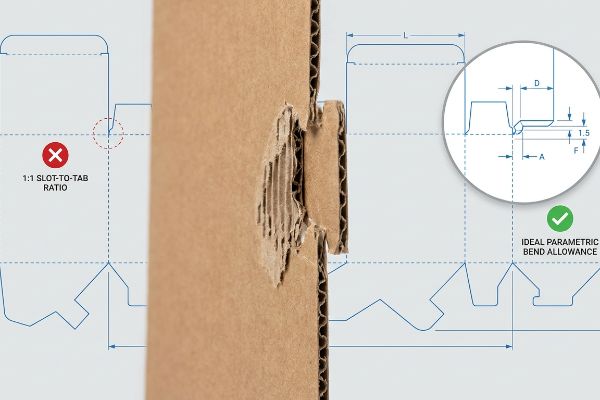
গ্রাফিক ডিজাইনাররা প্রায়শই তাদের ডিজিটাল ক্যাড (কম্পিউটার-এইডেড ডিজাইন) সফটওয়্যারে ইন্টারলকিং ট্যাব এবং ফোল্ডিং স্লটগুলো ঠিক তার সঙ্গী প্যানেলের সমান প্রস্থে তৈরি করেন। তারা শূন্য-বেধের তাত্ত্বিক রেখার উপর ভিত্তি করে একটি পরিচ্ছন্ন, প্রতিসম ফাইল তৈরি করেন। এটি মনিটরে ত্রুটিহীন দেখায়, কিন্তু এটি ই-ফ্লুট বা বি-ফ্লুটের মতো ভাঁজ করা ঢেউখেলানো বোর্ডের ভৌত ব্যাসকে সম্পূর্ণরূপে উপেক্ষা করে ।
যখন একটি পুরু প্যানেল ৯০ ডিগ্রি কোণে ভাঁজ করা হয়, তখন বাইরের কাগজের আস্তরণটি প্রসারিত হয় এবং এর উপাদান ক্ষয় করে। আমি ক্রমাগত এমন ডাইলাইন আটকে ফেলি যেখানে এই বাঁকানোর জন্য অতিরিক্ত জায়গা রাখা হয় না। যদি আপনি গাণিতিকভাবে গ্রহণকারী স্লটটি প্রশস্ত না করেন, তবে ভৌত ইউনিটটি প্রচণ্ডভাবে আটকে যাবে। আমি আমার ফ্লোরে কো-প্যাকারদের ঘামতে ও গালিগালাজ করতে দেখেছি, যখন তারা হুবহু একই আকারের একটি স্লটে ০.১২ ইঞ্চি (৩ মিমি) পুরু একটি বি-ফ্লুট ট্যাব জোর করে ঢোকানোর চেষ্টা করে । আপনি ভেতরের ফ্লুটগুলো পিষে যাওয়ার এবং উপরের শিটটি ছিঁড়ে যাওয়ার বিকট, বীভৎস মচমচ শব্দ শুনতে পাবেন। সময় বাঁচাতে, তারা কেবল বিশ্রী স্বচ্ছ টেপ ব্যবহার করে, যা প্রিমিয়াম ব্র্যান্ডের নান্দনিকতাকে সম্পূর্ণরূপে নষ্ট করে দেয় এবং ব্যাপক ঘর্ষণ সৃষ্টি করে, যার ফলে অ্যাসেম্বলি লাইনের গতি আনুমানিক ৩০% কমে যায় ।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| ১:১ স্লট-টু-ট্যাব অনুপাত | প্যারামেট্রিক বেন্ড অ্যালাউন্স | ঘর্ষণহীন ট্যাব সন্নিবেশ |
| বোর্ড ক্যালিপার উপেক্ষা করা | প্রতি ভাঁজে ১ মিমি প্রস্থ যোগ করা | উপরের চাদর ছিঁড়ে যাওয়া প্রতিরোধ করে |
| জোরপূর্বক হস্তচালিত সমাবেশ | পূর্ব-গণনাকৃত ডাই ক্লিয়ারেন্স | সমাবেশের সময় ৩০% কমিয়ে দেয় |
আমার কাছে আসা প্রতিটি ডাইলাইনে আমি সবসময় স্বয়ংক্রিয় ক্যালিপার ক্ষতিপূরণ অ্যালগরিদম বাধ্যতামূলক করি। আগে থেকেই হিসাব করে রাখলে কো-প্যাকিংয়ের সময় বিপুল পরিমাণ কায়িক শ্রমের খরচ থেকে বাঁচা যায়।.
🛠️ হার্ভির ডেস্ক: আপনার ইন্টারলকিং ট্যাবগুলোতে সঠিক পরিমাণে বাঁকানোর সুযোগ আছে কিনা, তা নিয়ে নিশ্চিত নন? 👉 একটি ফ্রি ডাইলাইন অডিট করিয়ে নিন ↗ — সরাসরি আমার ডেস্কে প্রবেশের সুযোগ। কোনো স্বয়ংক্রিয় সেলস স্প্যাম থাকবে না, আমি কথা দিচ্ছি।
ফ্রিস্ট্যান্ডিং ডিসপ্লে বলতে কী বোঝায়?
একটি সত্যিকারের স্বতন্ত্র সরঞ্জাম স্থায়ী দোকানের তাকের নিরাপত্তা বেষ্টনী ছাড়াই কাজ করে। এটিকে অবশ্যই মনোযোগ আকর্ষণ করতে হবে এবং একই সাথে নিরাপদে পরিবর্তনশীল ভার বহন করতে হবে।.
ফ্রিস্ট্যান্ডিং ডিসপ্লে হলো একটি স্বাধীন, মেঝেতে স্থাপিত পণ্য প্রদর্শনের কাঠামো, যা কোনো বাহ্যিক অবলম্বন ছাড়াই পণ্যসামগ্রী ধারণ এবং ব্র্যান্ডিং তুলে ধরার জন্য ডিজাইন করা হয়েছে। এই স্বয়ংসম্পূর্ণ ইউনিটগুলো সাধারণত অধিক চলাচলযুক্ত করিডোর বা শেষ প্রান্তে স্থাপন করা হয়, যাতে ক্রেতাদের দৃষ্টিগোচরতা সর্বোচ্চ হয় এবং সাধারণ ক্যাটাগরি করিডোরের বাইরে পণ্যের প্রতি স্বতঃস্ফূর্ত আকর্ষণ তৈরি হয়।.

তবে, যন্ত্রটি যদি সঠিকভাবে ডিজাইন করা না হয়, তাহলে ভিড়ভরা করিডোরে সোজা হয়ে দাঁড়ানো একটি বিশাল শারীরিক ঝুঁকি তৈরি করে।.
সংকীর্ণ পদচিহ্নের উল্টে যাওয়ার ঝুঁকি
ব্র্যান্ডগুলো প্রায়শই মূল্যবান মোড়ের স্থান নিশ্চিত করার জন্য তাদের সাধারণ পূর্ণ-আকারের ফ্লোর ডিসপ্লেগুলোকে ছোট করে কোয়ার্টার-প্যালেট আকারে—প্রায় ২৪ বাই ২০ ইঞ্চি (৬০৯.৬ বাই ৫০৮ মিমি) 4 —নিয়ে আসে। তারা বেশি লোকসমাগম চায়, কিন্তু তাদের ব্র্যান্ডিংয়ের ক্ষেত্রকে সর্বাধিক করার জন্য মূল ৫০ ইঞ্চি (১২৭০ মিমি) সামগ্রিক উচ্চতা 5 বজায় রাখার জন্য জোর দেয় ।
এটাকে একটি লম্বা পেন্সিলকে তার রাবারের উপর ভারসাম্য রেখে দাঁড় করানোর মতো করে ভাবুন। ভরকেন্দ্রের এই তীব্র পরিবর্তন লম্বা, সরু কাঠামোটিকে অবিশ্বাস্যভাবে অস্থিতিশীল করে তোলে। আমি নিয়মিত দেখি এই ওপরের দিকটা ভারী নকশাগুলো সাধারণ রিটেইল টিল্ট টেস্টে।যদি কোনো ক্রেতা শপিং কার্ট দিয়ে এতে ধাক্কা দেয়, তাহলে পুরো ইউনিটটি একদিকে হেলে পড়ে এবং ভেঙে পড়ার উপক্রম হয়, যা করিডোরে একটি মারাত্মক বিপদ সৃষ্টি করে। এর সমাধান সহজ, কিন্তু এর জন্য কাঠামোগত শৃঙ্খলা প্রয়োজন: আমি আসল বালির বস্তার ওজন রাখার জন্য লুকানো নকল তল তৈরি করি অথবা সবচেয়ে ভারী পণ্যগুলো নিচের তাকে তালাবদ্ধ করে রাখার কঠোর নির্দেশ দিই। ব্ল্যাক ফ্রাইডের ভিড়ের সময় ইউনিটটি যাতে দায়মুক্ত থাকে,
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| লম্বা, সরু পদচিহ্ন | প্রকৌশলগত ভরকেন্দ্র | গাড়ির ধাক্কায় উল্টে যাওয়া প্রতিরোধ করে |
| ভারী পণ্য | ভারযুক্ত নকল তল নোঙর | দোকানের দায়বদ্ধতা দূর করে |
| হেলানো গতিবিদ্যা উপেক্ষা করা | নিম্ন-স্তরের ভারী SKU লক | করিডোরের নিয়ম মেনে চলা নিশ্চিত করে |
আমি কোনো ভৌত নোঙর কৌশল ছাড়া ওপরের দিকে ভারী কোয়ার্টার-প্যালেট ইউনিট তৈরি করতে অস্বীকার করি। স্থিতিশীলতা অনস্বীকার্য, যখন আপনার ব্র্যান্ডের সুনাম একটি জনাকীর্ণ সারিতে একা দাঁড়িয়ে থাকে।.
🛠️ হার্ভির ডেস্ক: আপনি কি চিন্তিত যে আপনার লম্বা কোয়ার্টার-প্যালেট ডিজাইনটি রিটেইলার টিল্ট টেস্টে ফেল করতে পারে? 👉 স্ট্যাবিলিটি রিভিউয়ের জন্য অনুরোধ করুন ↗ — নিরাপদে ডাউনলোড করুন। পরবর্তীতে কোনো প্রশ্ন থাকলে আমার ইনবক্স খোলা আছে।
পপ ডিসপ্লে এবং পিওএস ডিসপ্লের মধ্যে পার্থক্য কী?
ক্রেতারা প্রায়শই এই পরিভাষাগুলো অদলবদল করে ব্যবহার করেন, কিন্তু এই দুটি স্বতন্ত্র খুচরা অঞ্চলকে অভিন্ন হিসেবে গণ্য করলে গুরুতর নিয়ম-কানুন লঙ্ঘনের ঘটনা ঘটে।.
পিওপি ডিসপ্লে এবং পিওএস (পয়েন্ট অফ সেল) ডিসপ্লের মধ্যে পার্থক্যটি হলো তাদের অবস্থান। পিওপি ইউনিটগুলো প্রধান করিডোরে স্থাপন করা হয় যাতে ক্রেতারা চলার পথে হঠাৎ করে কিছু কিনে ফেলেন, অন্যদিকে পিওএস ডিসপ্লেগুলো বিশেষভাবে চেকআউট রেজিস্টার জোনের জন্য ডিজাইন করা হয়, যাতে ক্রেতারা অর্থ পরিশোধ করার সময় শেষ মুহূর্তের কেনাকাটাও সম্পন্ন করা যায়।.

যদিও বিপণনের উদ্দেশ্য একই, এই দুটি স্থানের ভৌত প্রকৌশলগত সীমাবদ্ধতা আকাশ-পাতাল তফাৎ।.
এডিএ বনাম জিএমএ স্থানিক একনায়কতন্ত্র
ট্রেডিং কোম্পানিগুলো প্রায়শই একটি পরিবর্তনযোগ্য ডিজাইন প্যাকেজ উপস্থাপন করে, যেখানে একটি বড় আইল ফ্লোর মার্চেন্ডাইজারকে কেবল ৫০% কমিয়ে একটি চেকআউট কাউন্টার ইউনিট হিসেবে ব্যবহার করা যায়। তারা এটিকে শুধুমাত্র একটি গ্রাফিক আকার পরিবর্তনের অনুশীলন হিসেবে দেখে, এই পৃথক অঞ্চলগুলোকে নির্দেশকারী কঠোর আইনি এবং লজিস্টিক নিয়মগুলোকে উপেক্ষা করে 7 ।
আইল ইউনিটগুলোকে হেভি-ডিউটি জিএমএ (গ্রোসারি ম্যানুফ্যাকচারার্স অ্যাসোসিয়েশন) প্যালেট লিমিট৮-এর । কিন্তু যেই মুহূর্তে আপনি চেকআউট কাউন্টারে যান, আপনি একটি অত্যন্ত নিয়ন্ত্রিত অঞ্চলে প্রবেশ করেন। আমার এমন ক্লায়েন্টও ছিল যারা রেজিস্টার কাউন্টারে অতিরিক্ত বড় আইল ডিজাইন জোর করে বসানোর চেষ্টা করেছে, যা ক্যাশিয়ারের দৃষ্টি পুরোপুরি আটকে দেয়। আপনি স্টোর ম্যানেজারদের কাছ থেকে আসা তীব্র প্রতিরোধ শারীরিকভাবে অনুভব করতে পারবেন, যারা নিয়ম না মানা ইউনিটগুলোকে সাথে সাথে কার্ডবোর্ড বেলারে ফেলে দেন। টিকে থাকার জন্য, চেকআউট ডিজাইনগুলোকে অবশ্যই এডিএ (আমেরিকানস উইথ ডিসএবিলিটিস অ্যাক্ট) এর ১৫ থেকে ৪৮ ইঞ্চি৯ (৩৮১ থেকে ১২১৯.২ মিমি) ফরোয়ার্ড রিচ কমপ্লায়েন্স উইন্ডোর সাথে কঠোরভাবে সংযুক্ত থাকতে হবে। আমি এই দুটি বিভাগের জন্য ইঞ্জিনিয়ারিং পাইপলাইনগুলোকে স্থায়ীভাবে আলাদা রাখি যাতে ব্যাপক চার্জব্যাক এবং ফ্লোর থেকে জোরপূর্বক অপসারণ এড়ানো যায়।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| আইল ইউনিটগুলির আকার কমানো | পৃথক প্রকৌশল পাইপলাইন | ব্যবস্থাপকের প্রত্যাখ্যান প্রতিরোধ করে |
| রেজিস্টার ব্লক করা | ADA নাগালের সীমা মেনে চলা10 | আইনগত সম্মতি নিশ্চিত করে |
| গতিশীল লোড উপেক্ষা করা | জিএমএ মান অনুযায়ী নোঙর করা11 | মাল পরিবহনের টিকে থাকার হার সর্বোচ্চ করে |
আমি করিডোরের জায়গা এবং চেকআউট রেজিস্টারকে সম্পূর্ণ ভিন্ন বাণিজ্যিক বাস্তুতন্ত্র হিসেবে বিবেচনা করি। আপনি গাণিতিকভাবে একটি ফ্লোর ইউনিটকে ছোট করে কাউন্টার লজিস্টিকসের চাপে টিকে থাকার আশা করতে পারেন না।.
🛠️ হার্ভিস ডেস্ক: আপনার কাউন্টার মার্চেন্ডাইজার কি চেকআউটের কঠোর নাগালের সীমা লঙ্ঘন করেন? 👉 আপনার কমপ্লায়েন্স চেকটি দাবি করুন ↗ — কোনো ফর্ম নেই যা অবিরাম সেলস কলের কারণ হয়। শুধু খাঁটি সুবিধা।
ডিসপ্লে তিন প্রকারের হয়।
খুচরা পণ্য বিক্রেতাদের সাধারণত তাদের ভৌত বিন্যাসের ধরন অনুসারে শ্রেণীবদ্ধ করা হয়, যা নির্ধারণ করে ক্রেতারা আপনার প্রাথমিক প্যাকেজিংয়ের সাথে কীভাবে মিথস্ক্রিয়া করে।.
তিন ধরনের ডিসপ্লে হলো ফ্লোর ইউনিট, কাউন্টার ইউনিট এবং প্যালেট মার্চেন্ডাইজার। ফ্লোর মডেলগুলো স্বতন্ত্র আইল ফিক্সচার হিসেবে কাজ করে, কাউন্টার ডিসপ্লেগুলো চেকআউটের সময় হওয়া তাৎক্ষণিক বিক্রি সামাল দেয় এবং প্যালেট ইউনিটগুলো ওয়্যারহাউস ক্লাবগুলোর জন্য বিপুল পরিমাণ মজুত পণ্য পরিচালনা করে; এগুলোর প্রতিটির জন্য সম্পূর্ণ ভিন্ন কাঠামোগত ভারবহন ক্ষমতা এবং উপকরণের নির্দিষ্টকরণের প্রয়োজন হয়।.

কিন্তু যখন মেশিনগুলো চলতে শুরু করে এবং মালবাহী ট্রাকগুলো মহাসড়কে নামে, তখন শুধু তত্ত্ব জানাই যথেষ্ট নয়।.
কারখানার কার্যক্ষেত্রে কেন প্রচলিত বোর্ড রেটিং ব্যর্থ হয়
ক্রয়কারী দলগুলো প্রায়শই শুধুমাত্র কাঁচামালের বৈশিষ্ট্য মূল্যায়নের উপর ভিত্তি করে এই বিভিন্ন ডিসপ্লে ফর্ম্যাট অনুমোদন করে 12। তারা ফ্ল্যাট-বোর্ড পরীক্ষার মেট্রিক্সের উপর ব্যাপকভাবে নির্ভর করে 13 , এই ভেবে যে একটি প্রিমিয়াম ঢেউখেলানো সাবস্ট্রেট নির্বাচন করা স্বয়ংক্রিয়ভাবে নিশ্চিত করে যে তাদের জটিল 3D ইউনিটটি ভৌত বিতরণে টিকে থাকবে।
এটা শুধু তত্ত্ব নয়—আমি পরীক্ষার স্থানে এমনটা ঘটতে দেখি যখন ক্রেতারা ফ্ল্যাট-বোর্ডের তাত্ত্বিক সীমাবদ্ধতার উপর অন্ধভাবে বিশ্বাস করে। তারা একটি ভারী উপাদান বেছে নেয়, সম্পূর্ণ ভুলে গিয়ে যে একবার বোর্ডটি ডাই-কাট করা হলে, একটি খোলা-মুখের বাক্সে ভাঁজ করা হলে, এবং পণ্য দিয়ে বোঝাই করা হলে, এর টিকে থাকা সম্পূর্ণরূপে এর ত্রিমাত্রিক জ্যামিতির উপর নির্ভর করে, শুধু এর সমতল শক্তির উপর নয় 14। আমার প্রতিষ্ঠানে, আমি নিয়মিত দেখি এই ধরে নেওয়া শক্তিশালী নকশাগুলো পরীক্ষার সময় বেঁকে যায়। আমরা আমাদের ISTA (ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন) 3A সিমুলেশন টেবিল 15-এর মধ্যে দিয়ে একটি বোঝাই করা ফ্লোর ইউনিট চালিয়েছিলাম , এবং যেহেতু উল্লম্ব কোণগুলিতে ডাবল-ওয়াল রিইনফোর্সমেন্ট ছিল না, আমি দেখেছিলাম 187.5 পাউন্ড (85 কেজি) টপ-লোড কম্পনের অধীনে 0.12 ইঞ্চি (3 মিমি) পাশের দেয়ালগুলো প্রচণ্ডভাবে ছিঁড়ে যাচ্ছিল। আমি মাইক্রোমিটারের রিডিংগুলো নিয়েছিলাম এবং প্রমাণ করেছিলাম যে পুরো বাক্সের জন্য আমাদের আরও পুরু কাগজের প্রয়োজন ছিল না—আমাদের কেবল একটি ধারাবাহিক পরীক্ষার প্রোটোকল প্রয়োজন ছিল। প্রথমে কাঁচা বোর্ডটি গাণিতিকভাবে যাচাই করে, এবং তারপরে সম্পূর্ণ একত্রিত 3D বাক্সটিকে কাইনেটিক ট্রানজিট শকের মধ্যে দিয়ে চালিয়ে, আমরা কাঠামোগত অন্ধ স্থানটি দূর করেছি। এই সুনির্দিষ্ট পরীক্ষার সমন্বয়ের ফলে সামগ্রিক উপকরণের পরিমাণ ৬.৪% কমে যায়, যা গ্রাহকের পরিবহন খরচ বাবদ হাজার হাজার টাকা সাশ্রয় করে এবং পরিবহনের সময় উপকরণের ভেঙে পড়া পুরোপুরি প্রতিরোধ করে।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| ফ্ল্যাট-বোর্ড মেট্রিক্সে বিশ্বাস স্থাপন | 3D গতিবিদ্যা ট্রানজিট পরীক্ষা16 | পরিবহনের সময় পিষ্ট হওয়া প্রতিরোধ করে |
| অতিরিক্ত নির্দিষ্ট পুরুত্ব | নির্দিষ্ট কোণার শক্তিবৃদ্ধি17 | ড্রপস উপাদান বর্জ্য |
| বহু-অক্ষীয় শক উপেক্ষা করা | ISTA 3A সিমুলেশন যাচাইকরণ18 | খুচরা বিক্রেতার চার্জব্যাক দূর করে |
আমি শুধুমাত্র কাগজে-কলমের মাপকাঠির ওপর ভিত্তি করে গণ-উৎপাদনে কখনো অনুমোদন দিই না। এর প্রকৃত টিকে থাকার ক্ষমতা প্রমাণিত হয় ভাইব্রেশন টেবিলে, যেখানে প্রচণ্ড গতিজনিত চাপের মধ্যে একত্রিত জ্যামিতিক কাঠামোটি পরীক্ষা করা হয়।.
🛠️ হার্ভির ডেস্ক: একটি ২-মিলিমিটার কাঠামোগত ত্রুটির কারণে ৫০০টি দোকানে পণ্য সরবরাহের পরিকল্পনা যেন ভেস্তে না যায়। 👉 আপনার ডাইলাইন ফাইলটি আমাকে পাঠান ↗ — গণ-উৎপাদনে বাজেট অপচয় করার আগে আমি এর গাণিতিক হিসাব স্ট্রেস-টেস্ট করে নেব।
উপসংহার
আপনি শুধুমাত্র সস্তা তাত্ত্বিক বোর্ড রেটিং-এর উপর ভিত্তি করে একজন বিক্রেতা বেছে নিতে পারেন, কিন্তু যখন সেই যাচাইবিহীন 3D জ্যামিতি গতিজনিত ট্রানজিট শকের প্রভাবে ভেঙে যায়, তখন আপনাকে ব্যাপক ম্যানুয়াল রিওয়ার্কের সম্মুখীন হতে হয় যা আপনার প্রকল্পের লাভের মার্জিনকে সম্পূর্ণরূপে নষ্ট করে দেয়। ৫০০-এরও বেশি ব্র্যান্ড ম্যানেজার ঠিক এই মারাত্মক প্রাথমিক পর্যায়ের ভুলগুলো এড়াতে আমার প্রিপ্রেস চেকলিস্ট ব্যবহার করেন। স্ট্রাকচারাল টলারেন্স নিয়ে অনুমান করা বন্ধ করুন এবং গণ-উৎপাদন শুরু হওয়ার আগেই গতিজনিত ত্রুটিগুলো ধরতে আমাকে ব্যক্তিগতভাবে আপনার ফাইলগুলো আমার ফ্রি ডাইলাইন অডিট ↗- এর মাধ্যমে পরীক্ষা করতে দিন।
"[পিডিএফ] ঢেউখেলানো পেপারবোর্ডের স্পেসিফিকেশন – ন্যাশনাল আর্কাইভস", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf। [ঢেউখেলানো প্যাকেজিংয়ের জন্য শিল্প মানগুলি ই-ফ্লুট এবং বি-ফ্লুটের জন্য নির্দিষ্ট ক্যালিপার পরিমাপ প্রদান করে, যা প্রমাণ করে যে ডাইলাইন ডিজাইনে উপাদানের পুরুত্ব অবশ্যই বিবেচনা করতে হবে।] প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: CAD-এ উপাদানের পুরুত্ব সমন্বয়ের প্রয়োজনীয়তা। পরিধি নোট: সাধারণ ঢেউখেলানো ফ্লুটের আকারের উপর আলোকপাত করে। ↩
"কোরুগেটেড বোর্ড এবং উপাদানের গ্রেড – ফ্লুট – প্যাকেজিং স্ট্র্যাটেজিস", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades। [প্রযুক্তিগত প্যাকেজিং স্ট্যান্ডার্ডগুলো বি-ফ্লুট কোরুগেটেড বোর্ডের সাধারণ পুরুত্ব এবং ফ্লুটের উচ্চতা নির্দিষ্ট করে]। প্রমাণের ভূমিকা: তথ্যগত যাচাই; উৎসের ধরণ: প্রযুক্তিগত স্পেসিফিকেশন। সমর্থন করে: উল্লিখিত নির্দিষ্ট উপাদানের পুরুত্ব। পরিধি সংক্রান্ত টীকা: প্রস্তুতকারক ভেদে প্রকৃত পুরুত্ব সামান্য ভিন্ন হতে পারে। ↩
"যান্ত্রিক ক্ষেত্রে অ্যানালগ এবং ডিজিটাল ক্রিজ লাইনের প্রভাব … – পিএমসি", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/। [প্যাকেজিং অ্যাসেম্বলির উপর শিল্প মানদণ্ডগুলো টেপ লাগানোর মতো ম্যানুয়াল সংশোধনমূলক ব্যবস্থার ফলে সৃষ্ট সময় ক্ষতির পরিমাণ নির্ধারণ করে]। প্রমাণের ভূমিকা: পরিমাণগত সমর্থন; উৎসের ধরণ: শিল্প প্রতিবেদন। সমর্থন করে: অ্যাসেম্বলি লাইনের গতি হ্রাস সংক্রান্ত দাবি। পরিধি সংক্রান্ত টীকা: প্রদর্শনের জটিলতা অনুসারে শতাংশ পরিবর্তিত হয়। ↩
"প্যালেট ডিসপ্লের প্রকারভেদ: পূর্ণ, অর্ধ ও এক-চতুর্থাংশ – গ্রীনডট প্যাকেজিং", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/। [পয়েন্ট-অফ-পারচেজ (POP) উপকরণের জন্য শিল্প মানদণ্ড, দোকানের বিন্যাসের সাথে সামঞ্জস্যতা নিশ্চিত করার জন্য একটি এক-চতুর্থাংশ প্যালেটের সাধারণ মাপ নির্ধারণ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: শিল্প হ্যান্ডবুক। সমর্থন করে: মাপের পরিমাপ। পরিধি সংক্রান্ত টীকা: অঞ্চলভেদে মাপ সামান্য পরিবর্তিত হতে পারে। ↩
"খুচরা ব্যবসার জন্য ফ্লোর ডিসপ্লে – ক্রিয়েটিভ স্টোর সলিউশনস", https://creativestoresolutions.com/store-floor-fixtures/?srsltid=AfmBOoqHhNMh7XYFAuCjIDvmphVxSCA2y0pSSIEXkVAPk0rhH2Ez8ZV3। [খুচরা পণ্য বিপণন নির্দেশিকায় দৃষ্টিপথ বাধাগ্রস্ত না করে ব্র্যান্ডের দৃশ্যমানতা সর্বাধিক করার জন্য ফ্লোর ডিসপ্লের আদর্শ উচ্চতার বিবরণ দেওয়া হয়েছে]। প্রমাণের ভূমিকা: শিল্প অনুশীলন; উৎসের ধরণ: খুচরা ডিজাইন নির্দেশিকা। সমর্থন করে: ডিসপ্লের উচ্চতার মান। পরিধি সংক্রান্ত টীকা: উচ্চতা নির্দিষ্ট পণ্যের বিভাগ এবং দৃষ্টিপথের প্রয়োজনীয়তার উপর নির্ভর করে। ↩
"মেঝেতে স্থাপিত ফিক্সচারের ভারবহন ক্ষমতা এবং স্থিতিশীলতা কীভাবে পরীক্ষা করবেন...", https://www.samtop.com/floor-display-load-testing-guide/। [পণ্য প্রদর্শনের ফিক্সচারের জন্য প্রামাণ্য নিরাপত্তা মান বা প্রকৌশল নির্দেশিকা স্থিতিশীলতা প্রত্যয়নের জন্য নির্দিষ্ট হেলানো কোণ এবং পার্শ্বীয় বলের প্রয়োজনীয়তা নির্ধারণ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: শিল্প নিরাপত্তা মান। সমর্থন করে: স্ব-প্রতিষ্ঠিত ডিসপ্লের জন্য প্রমিত স্থিতিশীলতা পরীক্ষার অস্তিত্ব এবং প্রয়োগ। পরিধি সংক্রান্ত টীকা: নির্দিষ্ট পরীক্ষার পরামিতি এখতিয়ার বা খুচরা বিক্রেতার প্রয়োজনীয়তা অনুসারে পরিবর্তিত হতে পারে। ↩
"POP বনাম POS ডিসপ্লে: পার্থক্য কী?", https://www.creativedisplaysnow.com/whats-difference-point-sale-point-purchase-displays/। [খুচরা ব্যবসার নিয়মকানুন বা ADA নির্দেশিকার উপর একটি নির্ভরযোগ্য উৎস দোকানের প্রধান করিডোর এবং চেকআউট এলাকার মধ্যে স্থান ও প্রবেশগম্যতার নির্দিষ্ট প্রয়োজনীয়তার পার্থক্য বিস্তারিতভাবে বর্ণনা করবে]। প্রমাণের ভূমিকা: নিয়ন্ত্রক সীমাবদ্ধতার যাচাইকরণ; উৎসের ধরণ: নিয়ন্ত্রক নির্দেশিকা। সমর্থন করে: এই দাবি যে POP এবং POS অবস্থানের জন্য স্বতন্ত্র নিয়ম প্রযোজ্য। পরিধির টীকা: ADA এবং সাধারণ খুচরা নিরাপত্তা কোডের জন্য নির্দিষ্ট। ↩
"পণ্য পরিবহনে স্ট্যান্ডার্ড প্যালেটের মাত্রা বোঝা – ফ্লিটওয়ার্কস | এআই", https://www.fleetworks.ai/resources/pallet-dimensions-standard। [জিএমএ (GMA)-এর একটি ইন্ডাস্ট্রি স্ট্যান্ডার্ড ডকুমেন্ট, যা রিটেইল আইল-এ ব্যবহৃত প্যালেটগুলির নির্দিষ্ট মাত্রা এবং লোডের প্রয়োজনীয়তা সংজ্ঞায়িত করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: ইন্ডাস্ট্রি স্ট্যান্ডার্ড। সমর্থন করে: লোড ক্ষমতার জন্য জিএমএ (GMA)-এর প্যালেট সীমা। পরিধি নোট: উত্তর আমেরিকার গ্রোসারি স্ট্যান্ডার্ডের জন্য নির্দিষ্ট। ↩
"অ্যাক্সেসিবল ডিজাইনের জন্য এডিএ স্ট্যান্ডার্ডস টাইটেল III রেগুলেশন ২৮ সিএফআর …", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/। [অ্যাক্সেসিবল ডিজাইনের জন্য এডিএ স্ট্যান্ডার্ডস হুইলচেয়ার ব্যবহারকারী ব্যক্তিদের জন্য প্রবেশগম্যতা নিশ্চিত করতে সামনের দিকে পৌঁছানোর জন্য অনুমোদিত উচ্চতার পরিসীমা নির্দিষ্ট করে]। প্রমাণের ভূমিকা: আইনি আবশ্যকতা; উৎসের ধরণ: সরকারি প্রবিধান। সমর্থন করে: চেকআউট ডিসপ্লের জন্য এডিএ ফরোয়ার্ড রিচ কমপ্লায়েন্স। পরিধি নোট: মার্কিন যুক্তরাষ্ট্রের পাবলিক অ্যাকোমোডেশনগুলিতে প্রযোজ্য। ↩
"এডিএ অ্যাক্সেসিবিলিটি স্ট্যান্ডার্ডস – অ্যাক্সেস-বোর্ড.গভ", https://www.access-board.gov/ada/। আমেরিকানস উইথ ডিসএবিলিটিস অ্যাক্ট (এডিএ) প্রতিবন্ধী ব্যক্তিদের জন্য খুচরা বিক্রয় পরিবেশ সহজগম্য করার লক্ষ্যে নাগালের পরিসীমা এবং ছাড়পত্রের জন্য নির্দিষ্ট আইনি আবশ্যকতা স্থাপন করে। প্রমাণের ভূমিকা: আইনি আবশ্যকতা; উৎসের ধরণ: সরকারি প্রবিধান। সমর্থন করে: এডিএ-এর নাগালের সীমা মেনে চলা। পরিধি সংক্রান্ত টীকা: মার্কিন যুক্তরাষ্ট্রের খুচরা বিক্রয় এখতিয়ারের জন্য প্রযোজ্য। ↩
"জিএমএ প্যালেটস গাইড ২০২৫: মান, সুবিধা এবং ব্যবহার", https://palletcompanypro.com/gma-pallets/?srsltid=AfmBOoqhDDwg5SpyFnPll-mHIUFytbOhR00d91Z41JwLscixiH-33kOF। গ্রোসারি ম্যানুফ্যাকচারার্স অ্যাসোসিয়েশন (জিএমএ) লজিস্টিকস এবং রিটেইল পরিবেশে স্থিতিশীলতা ও নিরাপত্তা নিশ্চিত করার জন্য প্যালেটের মাত্রা এবং ভারবহন ক্ষমতার নির্দিষ্টকরণের ক্ষেত্রে শিল্প-মান নির্ধারণ করে। প্রমাণের ভূমিকা: শিল্প-মান; উৎসের ধরণ: বাণিজ্য সংস্থার নির্দেশিকা। সমর্থন করে: জিএমএ মানের মাধ্যমে মালামালের টিকে থাকার সম্ভাবনা সর্বোচ্চ করা। পরিধি সংক্রান্ত টীকা: প্রধানত উত্তর আমেরিকার লজিস্টিকসের উপর দৃষ্টি নিবদ্ধ করে। ↩
"মার্কিন যুক্তরাষ্ট্রে ঢেউখেলানো কার্ডবোর্ডের পয়েন্ট-অফ-পারচেজ ডিসপ্লের ক্রয়মূল্য …", https://www.ibisworld.com/united-states/procurement/corrugated-point-of-purchase-displays/49744726/। [ক্রয় প্রক্রিয়ার শিল্প বিশ্লেষণ প্রায়শই চূড়ান্ত পণ্যের গুণমানের বিকল্প হিসেবে উপকরণের স্পেসিফিকেশন এবং সার্টিফিকেশনের উপর অতিরিক্ত নির্ভরতাকে তুলে ধরে]। প্রমাণের ভূমিকা: তথ্যভিত্তিক দাবি; উৎসের ধরণ: শিল্প প্রতিবেদন। সমর্থন করে: খুচরা পণ্য বিপণনে বর্তমান ক্রয় প্রবণতা। পরিধি টীকা: ক্রয় কর্মপ্রবাহের উপর দৃষ্টি নিবদ্ধ। ↩
"কোরুগেটেড বোর্ড বক্সের সংকোচনশীল শক্তির অনুমান...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। [প্যাকেজিং ইঞ্জিনিয়ারিং স্ট্যান্ডার্ডগুলি এই মেট্রিকগুলি—যেমন এজ ক্রাশ টেস্ট (ECT)—সংজ্ঞায়িত করে এবং রূপান্তরিত 3D ফর্মের কাঠামোগত দুর্বলতাগুলি বিবেচনা করতে তাদের অক্ষমতা নথিভুক্ত করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বৈধতা; উৎসের ধরণ: শিল্প মান। সমর্থন করে: 3D ইউনিটের জন্য কাঁচামাল পরীক্ষার অপর্যাপ্ততা। পরিধি টীকা: কোরুগেটেড বোর্ড পরীক্ষার কথা উল্লেখ করে। ↩
"কার্টন ডিজাইনে নিরেট কার্ডবোর্ডের সর্বোত্তম ব্যবহার – বায়োরিসোর্সেস", https://bioresources.cnr.ncsu.edu/resources/optimization-of-the-solid-cardboard-in-carton-design/। [প্যাকেজিং ইঞ্জিনিয়ারিং গবেষণা দেখায় যে একটি ঢেউখেলানো বাক্সের ভারবহন ক্ষমতা তার উপাদানের বৈশিষ্ট্য এবং একত্রিত বাক্সের কাঠামোগত জ্যামিতির পারস্পরিক ক্রিয়ার দ্বারা নির্ধারিত হয়]। প্রমাণের ভূমিকা: প্রকৌশল নীতি; উৎসের ধরণ: প্রযুক্তিগত ম্যানুয়াল। সমর্থন: 3D প্রদর্শনের জন্য ফ্ল্যাট-বোর্ড রেটিংয়ের উপর নির্ভর করার অপর্যাপ্ততা। পরিধি টীকা: ভাঁজ করা ঢেউখেলানো কাঠামোর ক্ষেত্রে প্রযোজ্য।] ↩
"[পিডিএফ] 3A 2 – ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন", https://ista.org/docs/3Aoverview.pdf। [ISTA 3A স্ট্যান্ডার্ডটি একটি ছোট পার্সেল ডেলিভারি সিস্টেমের পরিবেশ অনুকরণ করার জন্য প্রয়োজনীয় সুনির্দিষ্ট কম্পন, অভিঘাত এবং পতনের ক্রমগুলি নির্দিষ্ট করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: বর্ণিত ট্রানজিট সিমুলেশন পদ্ধতির বৈধতা। পরিধি নোট: ছোট পার্সেল চালানের জন্য নির্দিষ্ট।] ↩
"থ্রিডি-প্রিন্টেড-এর সংকোচন কর্মক্ষমতা এবং বিকৃতি আচরণ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8914831/। প্যাকেজিং ইঞ্জিনিয়ারিং গবেষণা দেখায় যে ডায়নামিক, মাল্টি-অ্যাক্সিস ট্রানজিট টেস্টিং এমন সব বল শনাক্ত করতে পারে যা স্ট্যাটিক ফ্ল্যাট-বোর্ড মেট্রিক্স অনুমান করতে ব্যর্থ হয়, এবং এর ফলে কাঠামোগত পতন প্রতিরোধ করা যায়। প্রমাণের ভূমিকা: পদ্ধতিগত তুলনা; উৎসের ধরণ: ইঞ্জিনিয়ারিং জার্নাল। সমর্থন করে: ট্রানজিট ক্রাশিং প্রতিরোধে কাইনেটিক টেস্টিং-এর শ্রেষ্ঠত্ব। পরিধি নোট: করোগেটেড বোর্ডের কাঠামোগত ব্যর্থতার উপর আলোকপাত করে। ↩
"বর্জ্য প্রিন্টেড সার্কিটের পুনর্ব্যবহার এবং টেকসই প্রয়োগ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10545695/। পদার্থ বিজ্ঞান এবং কাঠামোগত নকশার উপর করা গবেষণা থেকে দেখা যায় যে, বোর্ডের সামগ্রিক পুরুত্ব বাড়ানোর চেয়ে উচ্চ-চাপযুক্ত স্থানগুলোকে শক্তিশালী করা উপাদানগতভাবে বেশি সাশ্রয়ী। প্রমাণের ভূমিকা: সম্পদের সর্বোত্তম ব্যবহার; উৎসের ধরণ: অ্যাকাডেমিক গবেষণা। সমর্থন করে: এই দাবি যে নির্দিষ্ট স্থানে শক্তিশালীকরণ উপাদানের অপচয় কমায়। পরিধিগত টীকা: করোগেটেড ডিসপ্লে বোর্ডের নকশার ক্ষেত্রে প্রযোজ্য। ↩
"পরীক্ষা পদ্ধতি – আন্তর্জাতিক নিরাপদ ট্রানজিট অ্যাসোসিয়েশন", https://ista.org/test_procedures.php। আন্তর্জাতিক নিরাপদ ট্রানজিট অ্যাসোসিয়েশন (ISTA)-এর মানগুলো প্যাকেজিংয়ের অখণ্ডতা নিশ্চিত করতে এবং শিপিং-সম্পর্কিত ক্ষতির দাবি কমাতে পরিবহন পরিস্থিতি অনুকরণের জন্য একটি কাঠামো প্রদান করে। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: শিল্প মান। সমর্থন করে: খুচরা বিক্রেতার চার্জব্যাক দূর করতে ISTA 3A-এর ব্যবহার। পরিধি সংক্রান্ত টীকা: বিশেষভাবে পার্সেল ডেলিভারি এবং খুচরা শিপিং পরিবেশে প্রযোজ্য। ↩



