
ব্র্যান্ডগুলো মনে করে ফ্লোর ডিসপ্লেগুলো সহজে স্থাপন করা যায়, কিন্তু জটিল কাঠামোগুলো প্রায়শই কো-প্যাকিং ফ্লোরে বিশৃঙ্খলা সৃষ্টি করে। ত্রুটিপূর্ণভাবে ডিজাইন করা একটি ইউনিট শ্রমঘণ্টা নষ্ট করে এবং আপনার পণ্য উন্মোচনের সময়সূচীও নষ্ট করে দেয়।
এটা নির্ভর করে। ফ্লোর ডিসপ্লে বক্স অ্যাসেম্বলির জন্য ঘর্ষণ দূর করতে নিখুঁত কাঠামোগত প্রকৌশলের প্রয়োজন হয়। আগে থেকে আঠা লাগানো জোড় এবং হিসাব করা বাঁকের জায়গা রেখে তৈরি করা হলে, এগুলো জোড়া লাগাতে কয়েক সেকেন্ড সময় লাগে। তবে, স্পষ্ট দৃশ্যমান নির্দেশিকা ছাড়া ত্রুটিপূর্ণভাবে ডিজাইন করা ঢেউখেলানো কার্ডবোর্ডের ইউনিটগুলো অনিবার্যভাবে কো-প্যাকারদের কাজে বিলম্ব ঘটায়, যা কায়িক শ্রমের খরচ বাড়িয়ে দেয় এবং খুচরা বিক্রেতাদের কাছে প্রত্যাখ্যাত হওয়ার ঝুঁকি তৈরি করে।.

আপনার মনে হতে পারে যে একটি সাধারণ ডাইলাইন দ্রুত নির্মাণের নিশ্চয়তা দেয়। কিন্তু যখন মেশিনগুলো চলতে শুরু করে এবং আর্দ্রতার কারণে কার্ডবোর্ড বেঁকে যায়, তখন শুধু তত্ত্ব জানাটাই যথেষ্ট নয়।.
কিভাবে একটি ডিসপ্লে বক্স একসাথে রাখবেন?
কো-প্যাকিং ফ্লোরে ত্রুটিহীনভাবে যন্ত্রাংশ তৈরি করার জন্য ইঞ্জিনিয়ারিং ডিগ্রির প্রয়োজন হওয়া উচিত নয়। সঠিক সংযোজন সম্পূর্ণরূপে নির্ভর করে পণ্য পাঠানোর আগে কারখানায় কতটা কাজ করা হয়েছে তার উপর।.
একটি ডিসপ্লে বক্স একত্রিত করার জন্য নির্দিষ্ট কাঠামোগত ক্রম অনুসরণ করতে হয়, যেখানে প্রায়শই আগে থেকে আঠা লাগানো মডিউলার ট্রে ব্যবহার করা হয়। একটি সু-পরিকল্পিত CAD (কম্পিউটার-এইডেড ডিজাইন) কাঠামো কর্মীদের কেবল ভিত্তিটি খুলতে এবং তাকগুলো একে অপরের সাথে আটকে দিতে সাহায্য করে, যার ফলে জটিল ট্যাব ঢোকানোর প্রক্রিয়া এড়ানো যায় এবং ফুলফিলমেন্ট লাইনে হাতে করে পণ্য নাড়াচাড়ার সময় ব্যাপকভাবে কমে আসে।.

কিন্তু যখন মেশিনগুলো চলতে শুরু করে এবং 3PL ফুলফিলমেন্ট কর্মীরা হাজার হাজার ইউনিট নিয়ে তাড়াহুড়ো করে কাজ করতে থাকে, তখন শুধু তত্ত্ব জানাই যথেষ্ট নয়।.
তাড়াহুড়ো করে পূরণের বিপর্যয়
ক্রেতারা প্রায়শই ধরে নেন যে, অস্থায়ী শ্রমিকদের জটিল মার্চেন্ডাইজার তৈরি করার জন্য একটি সাধারণ সাদা-কালো নির্দেশিকা সরবরাহ করাই যথেষ্ট। তারা ফ্ল্যাট প্যাকগুলো একটি তৃতীয় পক্ষের লজিস্টিকস দলের কাছে রেখে দেন, এই বিশ্বাসে যে একটি সাধারণ ট্যাব-এবং-স্লট ডিজাইন স্বতঃস্ফূর্তভাবে যথাস্থানে বসে যাবে। কো-প্যাকারদের ধৈর্য সম্পর্কে এই অতিমূল্যায়নের কারণেই বহু রিটেইল রোলআউট ডেলিভারি ট্রাকে ওঠার আগেই উপরের শিট ছিঁড়ে যাওয়া এবং ভারবাহী দেয়াল ভেঙে যাওয়ার মতো সমস্যায় ভোগে ।
এটা শুধু তত্ত্ব নয়—আমি টেস্টিং ফ্লোরে এই বিষয়টির সম্মুখীন হই। গত কোয়ার্টারে, আমি একটি কো-প্যাকিং টিমকে একজন ক্লায়েন্টের স্ট্যান্ডার্ড ফ্লোর ডিসপ্লেটি নষ্ট করতে দেখেছি, কারণ কাঁচা ট্যাবের ঘর্ষণ ছিল খুবই বেশি। বিসিটি (বক্স কম্প্রেশন টেস্ট)২-এর লোড-সেলটি ১৪৫ পাউন্ড (৬৫.৭ কেজি)-তে আটকে গিয়েছিল, কারণ কর্মীরা প্যানেলগুলোকে জোর করে ঢোকাচ্ছিল এবং ম্যানুয়াল বিল্ড৩-এর। আমি সাথে সাথে কাজটি ফ্লোর থেকে সরিয়ে নিই এবং আগে থেকে আঠা লাগানো মডিউলার ট্রে ব্যবহার করার জন্য জ্যামিতিটি নতুন করে ডিজাইন করি। বোর্ডগুলোকে আমাদের স্বয়ংক্রিয় ফোল্ডার-গ্লুয়ারের মধ্যে দিয়ে চালিয়ে এবং অ্যাসেম্বলির প্রক্রিয়াটিকে উচ্চ-ঘর্ষণযুক্ত ধাক্কা থেকে একটি সাধারণ খোলা ও লক করার পদ্ধতিতে পরিবর্তন করে, আমি মানুষের ভুলের সম্ভাবনা দূর করেছি। এই কাঠামোগত অটোমেশন প্রয়োগ করার মাধ্যমে, আমি নিশ্চিত করি যে প্রতি ইউনিটে কো-প্যাকিং অ্যাসেম্বলির সময় ৪৫ সেকেন্ড কমে আসে, যা একটি বিশাল দেশব্যাপী রোলআউটে ক্লায়েন্টদের হাজার হাজার ডলারের অপ্রত্যাশিত শ্রম খরচ বাঁচায়।
| ইঞ্জিনিয়ারড অটোমেশন | কাঠামোগত ফলাফল | আর্থিক ROI |
|---|---|---|
| প্রি-গ্লুড মডুলার ট্রে | হাতে ট্যাব ঢোকানোর প্রয়োজনীয়তা দূর করে। | শ্রম খরচ ৩০% কমানো হয়েছে |
| জ্যামিতি উন্মোচন এবং লক করুন | নির্মাণের সময় একটিও বাঁশি ভাঙা হয়নি। | কাঠামোগত প্রত্যাখ্যান চার্জব্যাক প্রতিরোধ করে |
| ঘর্ষণহীন সমাবেশ ক্রম | সামঞ্জস্যপূর্ণ BCT লোড শক্তি | শারীরিক পুনঃকাজের বিলম্ব দূর করে |
জটিল ভাঁজের ধাঁধা সমাধানের জন্য আমি কখনোই অস্থায়ী কর্মীদের উপর নির্ভর করি না। কাঠামোগত গুরুদায়িত্ব আমার স্বয়ংক্রিয় কারখানার যন্ত্রপাতির, আমি মানবিক ভুলের সম্ভাবনা পুরোপুরি দূর করে দিই, যা নিশ্চিত করে যে আপনার মার্চেন্ডাইজার খুচরা দোকানে একদম সোজা হয়ে দাঁড়াবে।
🛠️ হার্ভির ডেস্ক: আপনার বর্তমান ডিসপ্লেগুলো কি এমন ডজন ডজন ম্যানুয়াল ট্যাবের উপর নির্ভরশীল, যা আপনার কো-প্যাকারের গতি কমিয়ে দেয় এবং আপনার মার্জিন নষ্ট করে? 👉 অ্যাসেম্বলির ঝামেলা দূর করুন ↗ — আমি ২৪ ঘণ্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
কিভাবে একটি ডিসপ্লে বোর্ড একত্রিত করবেন?
একটি সমতল মুদ্রিত কাগজকে একটি দৃঢ় বিক্রয় কাঠামোতে রূপান্তরিত করা মূলত পদার্থবিজ্ঞানেরই একটি অনুশীলন। উপাদানের পুরুত্বই প্রতিটি ভাঁজ করার প্রক্রিয়াকে নিয়ন্ত্রণ করে।.
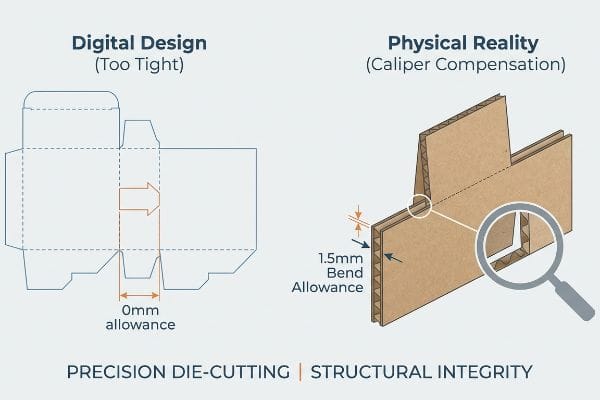
একটি ডিসপ্লে বোর্ড সঠিকভাবে জোড়া লাগানোর জন্য ডাই-কাট স্লটগুলিতে সুনির্দিষ্ট ক্যালিপার সমন্বয় থাকা প্রয়োজন। যেহেতু ঢেউখেলানো বোর্ড ৯০ ডিগ্রি কোণে বাঁকালে জায়গা দখল করে, তাই কাঠামোগত স্লটগুলিকে গাণিতিকভাবে প্রশস্ত করতে হয়। এই গুরুত্বপূর্ণ বাঁকানোর ছাড় না থাকলে, চূড়ান্ত ইন্টারলকিং পর্যায়ে পুরু উপাদানটি মারাত্মকভাবে বেঁকে যাবে বা ছিঁড়ে যাবে।.
কম্পিউটার মনিটরে এই মিলিমিটার-স্তরের হিসাব বেশ সহজ মনে হয়। কিন্তু কারখানার বাস্তবতা এর চেয়ে অনেক বেশি কঠিন।.
যখন ডিজিটাল ডাইলাইনগুলো ভৌত বাস্তবতার সাথে সংঘর্ষে লিপ্ত হয়
গ্রাফিক এজেন্সিগুলো প্রায়শই এমন স্ট্রাকচারাল ফাইল জমা দেয় যেখানে ইন্টারলকিং ট্যাবগুলো রিসিভিং স্লটগুলোর ঠিক একই প্রস্থে আঁকা থাকে। তারা একটি ভারী ৩২ ইসিটি (এজ ক্রাশ টেস্ট) বি-ফ্লুট বোর্ড৪- এমনভাবে বিবেচনা করে যেন এটি একটি ওজনহীন, অসীমভাবে পাতলা ডিজিটাল লাইন। এই গুরুতর অন্ধত্ব করোগেটেড পেপারবোর্ডের, যা সমকোণে ভাঁজ করা হলে৫।
এটা শুধু তত্ত্ব নয়—একটি প্রোটোটাইপ সংকটের মুখোমুখি হয়ে আমি এটা শিখেছি। আমরা একটি এফএমসিজি (ফাস্ট-মুভিং কনজিউমার গুডস) ব্র্যান্ডের জন্য একটি ফাইল পেয়েছিলাম, এবং প্রাথমিক ISTA 3A ড্রপ টেস্ট সিমুলেশন6, বেস প্যানেলগুলো আক্ষরিক অর্থেই ছিঁড়ে গিয়েছিল। আরএন্ডডি (রিসার্চ অ্যান্ড ডেভেলপমেন্ট) ল্যাবের টেকনিশিয়ান একটি ৩ মিমি (০.১১ ইঞ্চি) পুরু ট্যাবকে একটি ৩ মিমি (০.১১ ইঞ্চি) স্লটে জোর করে ঢোকানোর চেষ্টা করেছিলেন, যার ফলে হিঞ্জ বরাবর গুরুতর মাইক্রো-ফ্র্যাকচার তৈরি হয়। পণ্যটি ধরে রাখার আগেই স্ট্যাটিক লোডের কারণে এর বিচ্যুতি ১.২ ইঞ্চি (৩০.৪ মিমি) ছাড়িয়ে গিয়েছিল। আমি এজেন্সির রেন্ডারটি বাতিল করে দিয়ে একেবারে গোড়া থেকে হিসাব কষেছিলাম। আমি আমাদের সিস্টেমের প্রতিটি স্ট্রাকচারাল স্লটে প্যারামেট্রিকভাবে একটি ১.৫ মিমি (০.০৫ ইঞ্চি) ক্যালিপার কম্পেনসেশন বেন্ড অ্যালাউন্স7 । রিসিভিং জয়েন্টগুলোকে গাণিতিকভাবে প্রশস্ত করার মাধ্যমে, আমি নিশ্চিত করি যে কো-প্যাকিং অ্যাসেম্বলি টিম একটি ঘর্ষণহীন, ছিঁড়ে যাওয়া-শূন্য বিল্ডের অভিজ্ঞতা লাভ করবে, যা ক্লায়েন্টের বাতিল হওয়া উপকরণ এবং ব্যয়বহুল বিলম্ব বাবদ আনুমানিক ২০% সাশ্রয় করে।
| নির্ভুল ডাই-কাটিং | কাঠামোগত ফলাফল | সমাবেশ ROI |
|---|---|---|
| ১.৫ মিমি ক্যালিপার ক্ষতিপূরণ | কব্জার ক্ষুদ্র ফাটল দূর করে8 | নির্মাণের সময় ১৫% বাড়িয়ে দেয়9 |
| প্যারামেট্রিক স্লট প্রশস্তকরণ | বোর্ড বাঁকানো প্রতিরোধ করে | বাতিল উপকরণের খরচ দূর করে |
| গাণিতিক বাঁক ভাতা10 | নিখুঁত ৯০-ডিগ্রি কোণ | বর্গাকার ক্ষেত্রফলের নিয়ম মেনে চলার নিশ্চয়তা দেয়। |
আমি ডিজিটাল বিভ্রমকে বাস্তব উৎপাদন নিয়ন্ত্রণ করতে দেব না। একটি ডিসপ্লে তার দুর্বলতম জোড়ের মতোই শক্তিশালী হয়, এবং গাণিতিকভাবে সংকীর্ণ খাঁজে পুরু কার্ডবোর্ড জোর করে ঢোকানো খুচরা বিক্রিতে ব্যর্থতা এবং উৎপাদন বাজেটের অপচয়ের একটি নিশ্চিত সূত্র।.
🛠️ হার্ভির ডেস্ক: আপনার বর্তমান এজেন্সি কি একটি 32ECT C-ফ্লুট বোর্ড প্রেসে পাঠানোর আগে সেটির জন্য প্রয়োজনীয় নির্দিষ্ট ফিজিক্যাল বেন্ড অ্যালাউন্স সম্পর্কে অবগত আছে? 👉 আপনার BOM অডিট দাবি করুন ↗ — ১০০% গোপনীয়। আপনার অপ্রকাশিত রিটেইল ডিজাইনগুলো আমার কাছে সুরক্ষিত।
বাক্সের নীচের অংশটি কীভাবে একত্রিত করবেন?
আপনার মার্চেন্ডাইজারের ভিত্তিটি আপনার পণ্যের সম্পূর্ণ ওজন এবং মাধ্যাকর্ষণের নিষ্পেষণকারী শক্তি বহন করে। খুচরা ব্যবসায় টিকে থাকার জন্য এটিকে নিখুঁতভাবে একত্রিত করা অপরিহার্য।.
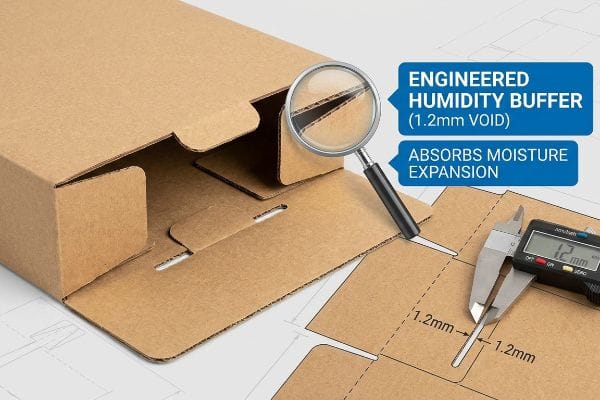
একটি বাক্সের তলা তৈরি করতে ভারবাহী ভিত্তি ফ্ল্যাপগুলিকে একে অপরের সাথে সংযুক্ত করতে হয়, যা সাধারণত একটি অটো-লক বা ক্র্যাশ-বটম কাঠামো গঠন করে। এই ভিত্তি সংযোগগুলিতে বিশেষ আর্দ্রতা বাফারের প্রয়োজন হয়, যার অর্থ হলো পরিবহনের সময় কাগজের প্রসারণের কথা মাথায় রেখে কাঠামোগত খাঁজগুলি সামান্য প্রশস্ত করা হয়, যা নিশ্চিত করে যে তলাটি পণ্যের পরিবর্তনশীল ভার নিরাপদে ধরে রাখতে পারে।.
শীতাতপ নিয়ন্ত্রিত অফিসে একটি শুকনো নমুনা পরীক্ষা করার সময় বিষয়টি বেশ সহজ মনে হয়। কিন্তু সমুদ্রপথে পরিবহন উপাদানটির রসায়নকে মৌলিকভাবে পরিবর্তন করে দেয়।.
সমুদ্রযাত্রার লুকানো ঢেউ
ব্র্যান্ডগুলো ধরে নেয় যে, চীনে আমার পরিদর্শন টেবিলে যে বটম লকটি নিখুঁতভাবে আটকে যায়, সেটি ফ্লোরিডার একটি প্রচণ্ড গরম বিতরণ কেন্দ্রেও ঠিক একইভাবে জোড়া লাগবে। তারা কাঁচা টেস্টলাইনার১১-, যা দীর্ঘ সমুদ্রযাত্রার সময় পারিপার্শ্বিক আর্দ্রতা সক্রিয়ভাবে শোষণ করে। এই অনিয়ন্ত্রিত আর্দ্রতা শোষণের ফলে ঢেউখেলানো ফ্লুটগুলো স্ফীত হয়ে যায়১২, যা একটি সূক্ষ্মভাবে তৈরি জোড়কে একটি ফোলা, অব্যবহারযোগ্য জগাখিচুড়িতে পরিণত করে।
এটা শুধু তত্ত্ব নয়—২০২১ সালে আমি এই শিক্ষাটা কঠিনভাবে পেয়েছিলাম। আমি আমার প্রধান প্যাকেজিং ইঞ্জিনিয়ার, মার্ককে, সমুদ্রপথে পরিবহনের পরিবেশগত পরিবর্তন গণনা না করেই এক ব্যাচ হেভি-ডিউটি অটো-বটম ডিসপ্লে তৈরি করতে বলেছিলাম। আমরা ভেবেছিলাম আর্দ্রতার বাফার বাদ দিয়ে আমরা সময় বাঁচাতে পারব। তিন দিন পর, আমি আমাদের ক্লাইমেট চেম্বার থেকে একটি ইউনিট বের করি, যা একটি ৪০এইচকিউ (40HQ) কন্টেইনারের অনুকরণ করছিল, এবং নিচের প্যানেলগুলো একসাথে লক করার চেষ্টা করার সময় আমি বেঁকে যাওয়া বি-ফ্লুটের বীভৎস মচমচ শব্দ অনুভব করি। কাগজটি মাত্র ০.০৪ ইঞ্চি (১.০১ মিমি) ¹³ প্রসারিত হয়েছিল , কিন্তু অ্যাসেম্বলিটিকে পুরোপুরি জ্যাম করে দেওয়ার জন্য সেটাই যথেষ্ট ছিল। আমি সাথে সাথে আমাদের ফ্যাক্টরি ফ্লোরের টুলিং পুনরায় ক্যালিব্রেট করি। বেস মেকানিজমে ইচ্ছাকৃতভাবে আর্দ্রতা প্রসারণের জন্য একটি শূন্যস্থান তৈরি করতে আমি রোটারি স্লটারের টলারেন্স ঠিক ১.২ মিমি (০.০৪৭ ইঞ্চি) ¹⁴ বাড়িয়ে দিই । এই নির্দিষ্ট টলারেন্স সমন্বয় শুধু বেসটিকে ভেঙে পড়া থেকে আটকায়নি; এটি প্রতি ইউনিটে কো-প্যাকিং অ্যাসেম্বলির সময় ৩০ সেকেন্ড কমিয়ে এনেছে, যা ফুলফিলমেন্ট টিমের জন্য ব্যাপক ঝামেলা দূর করেছে এবং খুচরা বিক্রেতার প্রত্যাখ্যানের ঝুঁকি পুরোপুরি নির্মূল করেছে।
| জলবায়ু অভিযোজন প্রকৌশল | ভৌত ভিত্তি ফলাফল | সাপ্লাই চেইন ROI |
|---|---|---|
| ১.২ মিমি আর্দ্রতা বাফার ভয়েড15 | আর্দ্রতার প্রসারণ শোষণ করে | ট্রানজিট অ্যাসেম্বলি জ্যাম দূর করে |
| রোটারি স্লটার পুনঃক্রমাঙ্কন | নিখুঁত অটো-বটম লকিং | বেস অ্যাসেম্বলি ৩০ সেকেন্ডে কেটে ফেলে16 |
| ছিদ্রযুক্ত টেস্টলাইনার ক্ষতিপূরণ17 | ভারবাহী বাকলিং প্রতিরোধ করে | ভারী ডাইনামিক প্যালেট লোড |
আমি অপ্রত্যাশিত আবহাওয়াকে একটি যত্নসহকারে পরিকল্পিত পণ্য উন্মোচন নষ্ট করতে দেব না। বৈশ্বিক সরবরাহ ব্যবস্থার কঠোর বাস্তবতা থেকে আপনার ব্র্যান্ডের সুনাম রক্ষা করার একমাত্র উপায় হলো নিচের জোড়াগুলোতে অতি ক্ষুদ্র একটি ফাঁকা জায়গা তৈরি করা।.
🛠️ হার্ভির ডেস্ক: আপনার ডিসপ্লেগুলো কি মার্কিন যুক্তরাষ্ট্রে পৌঁছানোর আগেই সমুদ্রের আর্দ্রতা শোষণ করে নীরবে তাদের ইন্টারলকিং সহনশীলতার বাইরে প্রসারিত হচ্ছে? 👉 একটি 3D স্ট্রেস সিমুলেশনের জন্য অনুরোধ করুন ↗ — মাঝখানে কোনো অ্যাকাউন্ট ম্যানেজার নেই। আপনি সরাসরি স্ট্রাকচারাল ইঞ্জিনিয়ারদের সাথে কথা বলবেন।
বাক্স ভাঁজ করার ক্ষেত্রে সাধারণ ভুলগুলি কী কী?
মোটা ছাপানো ডিসপ্লে সাধারণ প্রিন্টার কাগজ ভাঁজ করার মতো নয়। ভুল কৌশল বা মেশিনের ত্রুটিপূর্ণ ভাঁজ এর দৃশ্যমান আকর্ষণ সঙ্গে সঙ্গে নষ্ট করে দেয়।
বক্স ফোল্ডিংয়ের সাধারণ ভুলগুলোর মধ্যে রয়েছে প্যানেলগুলোকে এর স্বাভাবিক আঁশের দিকের বিপরীতে বাঁকানো এবং সঠিক ক্রিজ ম্যাট্রিক্স প্রোফাইল উপেক্ষা করা। যখন উচ্চ-ঘনত্বের ঢেউখেলানো বোর্ড যান্ত্রিকভাবে নিয়ন্ত্রিত স্কোর লাইন ছাড়া ভাঁজ করা হয়, তখন ভেতরের খাঁজগুলো প্রচণ্ডভাবে বেঁকে যায়, যার ফলে প্রিন্ট করা উপরের শিটটি ফেটে যায় এবং ইউনিটটির উল্লম্বভাবে স্তূপীকরণের শক্তি কমে যায়।.

যখন একটি ভাঁজ করা হেডার কার্ড ফেটে যায়, তখন সবাই অ্যাসেম্বলি লাইনের কর্মীদের দোষ দেয়। বাস্তবে, এই ত্রুটিটি কয়েক সপ্তাহ আগেই ডাই-কাটিং মেশিনে ঘটেছিল।.
ভার্জিন ক্রাফটের হিংস্র স্ন্যাপ
ক্রয়কারী দলগুলো প্রায়শই শুধুমাত্র কাঁচামালের শক্তির উপর ভিত্তি করে ডিসপ্লে সংগ্রহ করে, এবং স্থায়িত্ব সর্বাধিক করার জন্য শক্ত ভার্জিন ক্রাফট লাইনারের উপর জোর দেয়। তবে, তারা সেই প্রচণ্ড যান্ত্রিক চাপকে সম্পূর্ণ উপেক্ষা করে যা সেই ঘন কাগজকে ৯০ ডিগ্রি কোণে বাঁকাতে বাধ্য করার ফলে সৃষ্টি হয়। কাগজের তন্তুগুলোকে পথ দেখানোর জন্য কোনো পরিকল্পিত ভাঁজের পথ না থাকায়, ভাঁজ করার সময় বোর্ডের ভৌত প্রতিরোধ বাধা সৃষ্টি করে, যার ফলে গাঢ়, প্রিমিয়াম কালির উপর দিয়ে কুৎসিত সাদা ক্ষুদ্র ফাটল ছিঁড়ে যায়১৮।
এটা শুধু তত্ত্ব নয়—পরীক্ষার সময় আমি এর সম্মুখীন হই। আমি একজন নতুন সরবরাহকারীর কাছ থেকে পাওয়া একটি ক্ষতিগ্রস্ত প্রোটোটাইপ সরাসরি পরীক্ষা করছিলাম, এবং যেই মুহূর্তে আমি হেডারটি ভাঁজ করে পেছনে সরালাম, আমি ফাইবারগুলো ছিঁড়ে যাওয়ার তীক্ষ্ণ শব্দ শুনলাম এবং সেই অমসৃণ, উন্মুক্ত প্রান্তটি অনুভব করলাম যেখানে উপরের শিটটি প্রচণ্ডভাবে আলাদা হয়ে গিয়েছিল। স্কোর লাইন বরাবর লিথো-ল্যামিনেশনটি পুরোপুরি নষ্ট হয়ে গিয়েছিল, কারণ সরবরাহকারী ম্যাট্রিক্স কন্ট্রোল ছাড়াই একটি ভোঁতা স্টিলের রুল ডাই ব্যবহার করেছিল। আমি সাথে সাথে মাইক্রোমিটারের রিডিং নিলাম এবং প্রমাণ করলাম যে এই নির্দিষ্ট ইউনিটটির জন্য আমাদের দামী অ্যান্টি-ক্র্যাক ফিল্মের প্রয়োজন নেই—আমার শুধু আমাদের ডাই-কাটিং প্রেসে একটি ডাইনামিক পলিমার ক্রিজিং ম্যাট্রিক্স ইনস্টল করতে হবে। অ্যানভিলের চাপকে নিখুঁতভাবে নিয়ন্ত্রণ করে এবং ফাইবারগুলোকে ছিঁড়ে যাওয়ার পরিবর্তে প্রসারিত হতে বাধ্য করে, আমি লিথো-ক্র্যাকিং সম্পূর্ণরূপে দূর করে দিয়েছিলাম, যা ক্লায়েন্টের বিপুল পরিমাণ পুনঃকাজের খরচ বাঁচিয়েছিল এবং একই সাথে তাদের ব্র্যান্ডের জন্য প্রয়োজনীয় নিখুঁত দৃশ্যমান ভিন্নতাও বজায় রেখেছিল।.
| ডাই-কাটিং যন্ত্রপাতি | বস্তুগত আচরণ | দৃশ্যমান ও কাঠামোগত ROI |
|---|---|---|
| ডাইনামিক পলিমার ক্রিজ ম্যাট্রিক্স | ভার্জিন ক্রাফটের প্রসারণ নিয়ন্ত্রণ করে | কুৎসিত লিথো-ক্র্যাকিং দূর করে19 |
| প্রিসিশন অ্যানভিল প্রেসার | ভিতরের বাঁশি থেঁতলে যাওয়া প্রতিরোধ করে | ১০০% উল্লম্ব ভারবহন ক্ষমতা বজায় রাখে20 |
| নিয়ন্ত্রিত স্কোর প্রোফাইলিং | হিংস্রভাবে ফাইবার ছিঁড়ে যাওয়া বন্ধ করে21 | অ্যান্টি-ক্র্যাক ফিল্মের বাজেট সাশ্রয় করে |
আমি প্রতিটি ভাঁজকে একটি উচ্চ-ঝুঁকিপূর্ণ কঠিন পরীক্ষা হিসেবে দেখি। উৎকৃষ্ট মানের পেপারবোর্ডে অহেতুক শক্তি প্রয়োগ করাটা আনাড়িদের কাজ; মেশিনের পর্যায়ে তন্তুর প্রসারণ নিয়ন্ত্রণ করার মাধ্যমেই একটি ত্রুটিহীন খুচরা বিক্রয় উপস্থিতি নিশ্চিত করা যায়।.
🛠️ হার্ভির ডেস্ক: আপনার প্রিন্ট করা ডিসপ্লেগুলোর ভাঁজের রেখা বরাবর কি সাদা ফাটল ধরে, যার ফলে আপনার দামী ব্র্যান্ড গ্রাফিক্সের নিচে থাকা বাদামী ক্রাফট পেপার দেখা যায়? 👉 আপনার স্ট্রাকচারাল অডিট করান ↗ — আমি ২৪ ঘন্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
উপসংহার
আপনি আরও সস্তা বিক্রেতা বেছে নিতে পারেন, কিন্তু একটি আর্দ্র গুদামে অ্যাসেম্বলির সময় যখন ফুলে যাওয়া বি-ফ্লুট লক জ্যাম হয়ে যায়, তখন তা আপনার কো-প্যাকিং লাইনের গতি আনুমানিক ৩০% কমিয়ে দেয় এবং আপনার ক্যাম্পেইনের লাভের মার্জিন পুরোপুরি নষ্ট করে দেয়। এই নির্দিষ্ট ইঞ্জিনিয়ারিং পর্যালোচনাটি সম্প্রতি উৎপাদনের আগে একটি বড় জাতীয় রোলআউটের জন্য একটি মারাত্মক ২ মিমি (০.০৭ ইঞ্চি) টলারেন্স ত্রুটি ধরে ফেলেছে। ব্যর্থ মার্চেন্ডাইজারদের পেছনে আপনার মার্কেটিং বাজেটের অপচয় বন্ধ করুন এবং সর্বোচ্চ কাঠামোগত ROI ও একটি ঘর্ষণহীন অ্যাসেম্বলি নিশ্চিত করতে আমাকে ব্যক্তিগতভাবে আপনার পরবর্তী রোলআউটের ইঞ্জিনিয়ারিং করতে দিন ↗ ।
"আপনার কার্ডবোর্ড ডিসপ্লের ক্ষেত্রে এড়িয়ে চলার মতো ৪টি সাধারণ ডিজাইনের ভুল", https://www.cefbox.com/blog/knowledgeBase/4-Common-Design-Mistakes-to-Avoid-with-Your-Cardboard-Displays। [পয়েন্ট-অফ-পারচেজ (POP) ডিসপ্লে অ্যাসেম্বলির জন্য শিল্প মানদণ্ডগুলো ম্যানুয়াল ফুলফিলমেন্টের সময় ঘটা নির্দিষ্ট কাঠামোগত দুর্বলতা এবং সাধারণ ক্ষতির স্থানগুলো বিস্তারিতভাবে বর্ণনা করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন করে: সাধারণ ভৌত ব্যর্থতার ধরণ শনাক্তকরণ। পরিধি সংক্রান্ত টীকা: বিশেষভাবে ঢেউখেলানো ডিসপ্লে উপকরণের ক্ষেত্রে প্রযোজ্য। ↩
"ASTM D642 স্ট্যান্ডার্ড অনুযায়ী বক্স কম্প্রেশন টেস্ট কী? – প্যাকর", https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/। [বিসিটি হলো একটি প্রমিত শিল্প পরিমাপ, যা একটি ঢেউখেলানো বাক্স ভেঙে পড়ার আগে সর্বোচ্চ কত অক্ষীয় ভার সহ্য করতে পারে তা নির্ধারণ করতে ব্যবহৃত হয়]। প্রমাণের ভূমিকা: প্রমিতকরণ; উৎসের ধরণ: শিল্প মান। সমর্থন: ডিসপ্লে বক্সের শক্তি পরিমাপের জন্য লোড-সেল পরিমাপ ব্যবহারের বৈধতা। পরিধি সংক্রান্ত টীকা: পরীক্ষার শর্তাবলীতে সাধারণত নিয়ন্ত্রিত আর্দ্রতা এবং তাপমাত্রা প্রয়োজন হয়। ↩
"... ব্যবহার করে ঢেউখেলানো বোর্ডের প্রান্ত থেঁতলে যাওয়ার প্রতিরোধ ক্ষমতার নিরূপণ", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/। [প্যাকেজিং ইঞ্জিনিয়ারিং সাহিত্য নিশ্চিত করে যে ঢেউখেলানো কার্ডবোর্ডের উল্লম্ব খাঁজগুলো বেঁকে গেলে বা থেঁতলে গেলে কন্টেইনারের কাঠামোগত ভারবহন ক্ষমতা উল্লেখযোগ্যভাবে হ্রাস পায়]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন করে: এই দাবি যে ভুলভাবে হাতে জোড়া লাগানোর ফলে কাঠামোগত ব্যর্থতা ঘটে। পরিধির টীকা: খাঁজের আকৃতি এবং কাগজের গ্রেডের উপর ভিত্তি করে প্রভাব পরিবর্তিত হয়। ↩
"[পিডিএফ] করোগেটেড বোর্ড স্পেসিফিকেশন – ফাইবার বক্স অ্যাসোসিয়েশন", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। [একটি টেকনিক্যাল ডেটাশিট বা প্যাকেজিং ইন্ডাস্ট্রি স্ট্যান্ডার্ড ৩২ ইসিটি বি-ফ্লুট বোর্ডের নির্দিষ্ট পুরুত্ব এবং কাঠামোগত বৈশিষ্ট্য যাচাই করবে]। প্রমাণের ভূমিকা: টেকনিক্যাল স্পেসিফিকেশন; উৎসের ধরণ: ইন্ডাস্ট্রি স্ট্যান্ডার্ড। সমর্থন করে: উপাদানের পুরুত্বের প্রেক্ষাপট। পরিধি নোট: স্ট্যান্ডার্ড করোগেটেড বোর্ড রেটিং-এর ক্ষেত্রে প্রযোজ্য। ↩
"ভাঁজ ও ভাঁজ", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf। [প্যাকেজিংয়ের জন্য কাঠামোগত প্রকৌশল ম্যানুয়ালগুলোতে বেন্ড অ্যালাউন্সের প্রয়োজনীয়তা ব্যাখ্যা করা হয়, কারণ ভাঁজ করার সময় উপাদানের পুরুত্ব বাইরের পরিধি বাড়িয়ে দেয়]। প্রমাণের ভূমিকা: ভৌত নীতি; উৎসের ধরণ: প্রকৌশল ম্যানুয়াল। সমর্থন: স্লট প্রশস্ত করার প্রয়োজনীয়তা। পরিধি টীকা: পুরু উপাদানের সমকোণী ভাঁজের জন্য নির্দিষ্ট। ↩
"পরীক্ষা পদ্ধতি – আন্তর্জাতিক নিরাপদ ট্রানজিট সংস্থা", https://ista.org/test_procedures.php। [একটি অফিসিয়াল ISTA স্ট্যান্ডার্ড ডকুমেন্ট 3A পার্সেল ডেলিভারি সিমুলেশনের জন্য প্রয়োজনীয় নির্দিষ্ট পতনের উচ্চতা এবং অভিমুখ সংজ্ঞায়িত করে]। প্রমাণের ভূমিকা: যাচাইকরণ; উৎসের ধরণ: শিল্প মান। সমর্থন করে: খুচরা প্যাকেজিংয়ে কাঠামোগত ব্যর্থতা শনাক্ত করতে এই নির্দিষ্ট পরীক্ষাটি ব্যবহারের বৈধতা। পরিধি নোট: বিশেষভাবে ছোট পার্সেল ডেলিভারি সিমুলেশনের ক্ষেত্রে প্রযোজ্য। ↩
"বাঁকানোর ছাড় ও বাঁকানোর কর্তন গণনা (+ সূত্রাবলী)", https://sendcutsend.com/blog/guide-to-calculating-bend-allowance-and-bend-deduction/?srsltid=AfmBOor1YX1BfLCB1Kh-w2fM0Qc6TszR4OBklvBLn2jw6s-JCLSHIKgt। [কোরুগেটেড উপকরণের জন্য প্রকৌশল নির্দেশিকাগুলিতে উপকরণের বাঁকানোর ব্যাসার্ধ এবং পুরুত্বের সাথে সামঞ্জস্য করার জন্য স্লটগুলির প্রয়োজনীয় অতিরিক্ত প্রস্থ নির্দিষ্ট করা থাকে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্রকৌশল হ্যান্ডবুক। সমর্থন করে: এই দাবি যে উপকরণের পীড়ন প্রতিরোধ করার জন্য স্লটগুলি অবশ্যই ট্যাবের পুরুত্বের চেয়ে চওড়া হতে হবে। পরিধির টীকা: কোরুগেটেড ফ্লুটের প্রোফাইলের উপর ভিত্তি করে গণনা ভিন্ন হতে পারে। ↩
"মুখমণ্ডলের ফাটলে দৃঢ় স্থিরীকরণের ধারণা", https://pubmed.ncbi.nlm.nih.gov/31345485/। [বস্তুবিজ্ঞান গবেষণা দেখায় যে কীভাবে উপাদানের পুরুত্ব সামঞ্জস্য করার মাধ্যমে ভাঁজ করার সময় পীড়ন ঘনত্ব হ্রাস পায়, যা অধঃস্তরে ক্ষুদ্র ফাটল প্রতিরোধ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: বস্তু প্রকৌশল গবেষণা। সমর্থন: ভাঁজের কাঠামোগত অখণ্ডতা। পরিধি টীকা: দৃঢ় বোর্ড উপাদানের জন্য নির্দিষ্ট। ↩
"ডাই-কাটিং প্রক্রিয়ার সর্বোত্তম ব্যবহার", http://www.labelsandlabeling.com/label-academy/article/optimizing-die-cutting-process। [শিল্পের মানদণ্ড বা প্রযুক্তিগত শ্বেতপত্রগুলো নির্ভুল ক্যালিপার ক্ষতিপূরণ ব্যবহারের মাধ্যমে অ্যাসেম্বলির সময় হ্রাসের পরিমাণগত তথ্য প্রদান করে]। প্রমাণের ভূমিকা: পরিমাণগত প্রমাণ; উৎসের ধরণ: শিল্প শ্বেতপত্র। সমর্থন করে: অ্যাসেম্বলির ROI দক্ষতা। পরিধি সংক্রান্ত টীকা: উপাদান স্তর এবং শ্রমিকের দক্ষতার উপর তারতম্য নির্ভর করে। ↩
"বেন্ড অ্যালাউন্স ও বেন্ড ডিডাকশন গণনা (+ সূত্রাবলী)", https://sendcutsend.com/blog/guide-to-calculating-bend-allowance-and-bend-deduction/?srsltid=AfmBOorHe1EztZASOnY1q92Fb1bYNtKryrVf3mnRJ-1n03BLSfYcE1jO। [প্রকৌশল মানসমূহ সঠিক জ্যামিতিক কোণ অর্জনের জন্য উপাদানের প্রসারণ এবং সংকোচন বিবেচনা করে বেন্ড অ্যালাউন্সের সূত্রাবলী নির্ধারণ করে]। প্রমাণের ভূমিকা: পদ্ধতিগত যাচাইকরণ; উৎসের ধরণ: প্রকৌশল হ্যান্ডবুক। সমর্থন: চূড়ান্ত কাঠামোগত ফুটপ্রিন্টের নির্ভুলতা। পরিধি নোট: উপাদানের জ্ঞাত K-ফ্যাক্টর প্রয়োজন। ↩
"শোষকের ব্যয় হ্রাস এবং মৌলিক বৈশিষ্ট্যের মানোন্নয়ন...", https://bioresources.cnr.ncsu.edu/resources/cost-reduction-and-upgrading-of-basic-properties-of-absorbent-grade-paper/। [কাগজ উৎপাদন বিষয়ক পদার্থবিজ্ঞান গবেষণা করোগেটেড প্যাকেজিং-এ ব্যবহৃত কাঁচা টেস্টলাইনারের আর্দ্রতা শোষণকারী প্রকৃতি এবং সচ্ছিদ্রতার প্রমাণ দেয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: পদার্থবিজ্ঞান জার্নাল। সমর্থন: পারিপার্শ্বিক আর্দ্রতার প্রতি সংবেদনশীলতা। পরিধি টীকা: বিশেষভাবে প্রলেপবিহীন টেস্টলাইনারের ক্ষেত্রে প্রযোজ্য। ↩
"আর্দ্রতা এবং তাপমাত্রার প্রভাব …এর যান্ত্রিক বৈশিষ্ট্যের উপর", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/। [প্যাকেজিং ইঞ্জিনিয়ারিং হ্যান্ডবুকগুলোতে ব্যাখ্যা করা হয় কীভাবে আর্দ্রতা শোষণের ফলে করোগেটেড ফ্লুটগুলো ফুলে ওঠে এবং মাত্রিক অস্থিতিশীলতা দেখা দেয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত প্রক্রিয়া; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং পাঠ্যপুস্তক। ভিত্তি: বক্স জয়েন্টের কাঠামোগত বিকৃতি। পরিধি টীকা: অ-জলরোধী করোগেটেড বোর্ডের উপর আলোকপাত করে। ↩
"[পিডিএফ] সংকোচনের উপর আপেক্ষিক আর্দ্রতার প্রভাব … – ক্লেমসন ওপেন", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf। [কোরুগেটেড ফাইবারবোর্ডের উপর একটি পদার্থ বিজ্ঞান গবেষণা, যা শিপিং কন্টেইনারের মতো উচ্চ-আর্দ্রতার পরিবেশে সেলুলোজ ফাইবারের রৈখিক প্রসারণের পরিমাণ নির্ধারণ করবে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: পদার্থ বিজ্ঞান জার্নাল। সমর্থন করে: এই দাবি যে আর্দ্রতা কাগজের প্যাকেজিংয়ে পরিমাপযোগ্য মাত্রিক প্রসারণ ঘটায়। পরিধি টীকা: প্রসারণ কাগজের গ্রেড এবং আর্দ্রতার পরিমাণের উপর নির্ভর করে পরিবর্তিত হয়। ↩
"[পিডিএফ] ড্রাই কিলন অপারেটরের ম্যানুয়াল", https://research.fs.usda.gov/download/treesearch/7164.pdf। [প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়ালগুলিতে হাইগ্রোস্কোপিক স্ফীতির কারণে সৃষ্ট অ্যাসেম্বলি জ্যাম প্রতিরোধ করার জন্য স্লটিং মেকানিজমের জন্য প্রস্তাবিত টলারেন্স সমন্বয়ের তথ্য দেওয়া থাকে]। প্রমাণের ভূমিকা: ইঞ্জিনিয়ারিং স্পেসিফিকেশন; উৎসের ধরণ: প্রযুক্তিগত উৎপাদন হ্যান্ডবুক। সমর্থন করে: উপাদানের প্রসারণের জন্য নির্দিষ্ট টলারেন্স ভয়েডের ব্যবহার। পরিধি নোট: প্রকৃত টলারেন্স ফ্লুটের ধরণ এবং বাক্সের সামগ্রিক আকারের উপর নির্ভর করে। ↩
"[পিডিএফ] খাদ্য প্যাকেজিং প্রযুক্তি | পলিমার ইনোভেশন ব্লগ", https://polymerinnovationblog.com/wp-content/uploads/2017/02/Food-Packaging-Technology.pdf। [প্রযুক্তিগত প্যাকেজিং মান বা ইঞ্জিনিয়ারিং ম্যানুয়ালগুলিতে সমুদ্রপথে পরিবহনের সময় হাইগ্রোস্কোপিক প্রসারণ কমাতে ১.২ মিমি ফাঁকা স্থানের কার্যকারিতা নির্দিষ্ট করা থাকে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: আর্দ্রতা শোষণ এবং প্রসারণ ব্যবস্থাপনা। পরিধি নোট: উপাদানের গ্রেড অনুসারে কার্যকারিতা ভিন্ন হতে পারে। ↩
"ডাই কাটিং অপারেশনে ডাই-কাট মিসঅ্যালাইনমেন্ট সমস্যার সমাধান", https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations। [অপারেশনাল এফিসিয়েন্সি ডেটা বা ইকুইপমেন্ট প্রস্তুতকারকের বেঞ্চমার্ক প্রিসিশন রোটারি স্লটার রিক্যালিব্রেশনের মাধ্যমে অর্জিত নির্দিষ্ট সময় হ্রাসের পরিমাণ নির্ধারণ করবে]। প্রমাণের ভূমিকা: পারফরম্যান্স মেট্রিক; উৎসের ধরণ: টেকনিক্যাল ডেটা শিট। সমর্থন করে: শ্রম হ্রাসের মাধ্যমে সাপ্লাই চেইন ROI। পরিধি নোট: হ্রাসটি আনক্যালিব্রেটেড যন্ত্রপাতির সাপেক্ষে। ↩
"...এর সংকোচনশীল শক্তির অনুমানে বাকলিং-এর ভূমিকা", https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/। [লাইনারবোর্ডের সচ্ছিদ্রতা এবং কাঠামোগত ক্ষতিপূরণের উপর পদার্থ বিজ্ঞান গবেষণা প্রমাণ করবে যে, কীভাবে সচ্ছিদ্র টেস্টলাইনারের জন্য সমন্বয় সাধন ভারবহনকারী বাকলিং প্রতিরোধ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত দাবি; উৎসের ধরণ: পিয়ার-রিভিউড ইঞ্জিনিয়ারিং জার্নাল। সমর্থন: গতিশীল প্যালেট লোডের অধীনে কাঠামোগত অখণ্ডতা। পরিধি টীকা: ভারী-শুল্ক শিল্প প্যাকেজিং-এর উপর দৃষ্টি নিবদ্ধ করে। ↩
"কাগজে ফাটল – প্রিন্টপ্ল্যানেট.কম", https://printplanet.com/threads/cracking-paper.20310/। [কোরুগেটেড বোর্ড তৈরির প্রযুক্তিগত ম্যানুয়ালগুলিতে ব্যাখ্যা করা হয়েছে যে কীভাবে অপর্যাপ্ত ভাঁজের ফলে পৃষ্ঠটান তৈরি হয়, যা ৯০-ডিগ্রি কোণে বাঁকানোর সময় কালির স্তর এবং কাগজের তন্তুকে ছিঁড়ে ফেলে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং গাইড। সমর্থন করে: এই দাবি যে পরিকল্পিত ভাঁজের অভাব কালির ফাটলের কারণ। পরিধি নোট: বিশেষভাবে উচ্চ-ঘনত্বের লাইনারের ক্ষেত্রে প্রযোজ্য। ↩
"ফাটলগুলো হতাশাজনক! একটি জার্নাল, নোটবুক তৈরি করা...", https://www.youtube.com/watch?v=VWmTfFghQig। [মুদ্রণ শিল্পের একটি নির্দেশিকায় ব্যাখ্যা করা হবে যে, কীভাবে একটি ক্রিজ ম্যাট্রিক্সের মাধ্যমে ক্রাফটের প্রসারণ নিয়ন্ত্রণ করে ভাঁজ করার প্রক্রিয়ার সময় কালির স্তরকে ফেটে যাওয়া থেকে রক্ষা করা হয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত ব্যাখ্যা; উৎসের ধরণ: মুদ্রণ শিল্পের মান। সমর্থন করে: পলিমার ক্রিজ ম্যাট্রিক্সের দৃশ্যমান ROI। পরিধির টীকা: বিশেষভাবে ক্রাফট সাবস্ট্রেটের উপর লিথোগ্রাফিক মুদ্রণের সাথে সম্পর্কিত। ↩
"ঢেউখেলানো বোর্ডের বাক্সের সংকোচন শক্তির প্রাক্কলন …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। [একটি নির্ভরযোগ্য প্রকৌশল উৎস যাচাই করবে যে, সুনির্দিষ্ট অ্যানভিল চাপ ফ্লুট চূর্ণ হওয়া প্রতিরোধ করে ঢেউখেলানো বোর্ডের সম্পূর্ণ উল্লম্ব সংকোচন শক্তি বজায় রাখে কিনা]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন: সুনির্দিষ্ট চাপের কাঠামোগত ROI। পরিধি টীকা: ঢেউখেলানো উপকরণের ক্ষেত্রে প্রযোজ্য। ↩
"[পিডিএফ] পুনর্ব্যবহৃত পদার্থের ভৌত বৈশিষ্ট্যের একটি তুলনামূলক পরীক্ষা...", https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses। [পদার্থ বিজ্ঞান গবেষণা প্রদর্শন করবে কিভাবে নির্দিষ্ট স্কোর প্রোফাইলিং উচ্চ-টান ক্ষমতাসম্পন্ন ভার্জিন ক্রাফট পেপারে পীড়ন ঘনত্ব হ্রাস করে হঠাৎ তন্তু ফেটে যাওয়া প্রতিরোধ করে]। প্রমাণের ভূমিকা: বৈজ্ঞানিক প্রমাণ; উৎসের ধরণ: পদার্থ বিজ্ঞান জার্নাল। সমর্থন করে: স্কোর প্রোফাইলিং-এর বস্তুগত আচরণ। পরিধি টীকা: উচ্চ-টান ক্ষমতাসম্পন্ন ভার্জিন ক্রাফট পেপারের মধ্যে সীমাবদ্ধ। ↩



