খুচরা বিক্রেতাদের দৃষ্টি আকর্ষণের জন্য আপনি প্রিমিয়াম ধাতব ফিনিশ চান, কিন্তু প্রচলিত পদ্ধতিগুলো প্রায়শই আপনার কাঠামোগত বাজেট নষ্ট করে দেয়। যদি আপনার চেকআউট ট্রেগুলো ভেঙে পড়ে, তবে আপনার এই বাহ্যিক সংস্কারগুলো আপনার পকেট খালি করে দিচ্ছে।
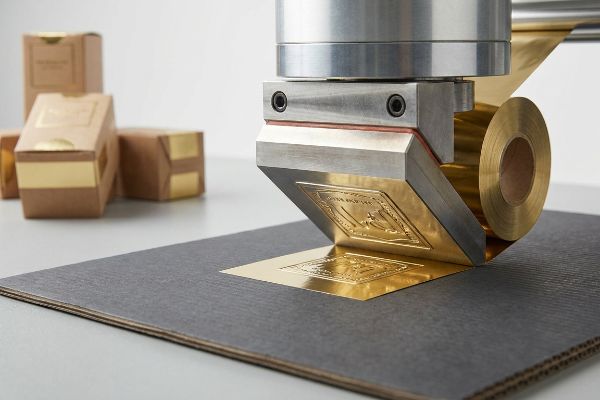
ফয়েল স্ট্যাম্পিং একটি বিশেষায়িত মুদ্রণ প্রক্রিয়া, যেখানে তাপ, চাপ এবং ধাতব ডাই ব্যবহার করে কোনো একটি আধারের উপর একটি পাতলা ধাতব ফিল্ম স্থায়ীভাবে জুড়ে দেওয়া হয়। এটি খুচরা প্যাকেজিংয়ের নান্দনিকতা বৃদ্ধি করে, কিন্তু এর নিচের ঢেউখেলানো কাগজের বোর্ডের কাঠামোগত ক্ষতি রোধ করার জন্য সুনির্দিষ্ট যান্ত্রিক সহনশীলতা প্রয়োজন হয়।.

ডিজিটাল প্রুফে ওই চকচকে পৃষ্ঠটি দেখতে অসাধারণ লাগে, কিন্তু এটিকে ব্যাপক উৎপাদনে নিয়ে গেলে কারখানার মেঝেতে কঠোর বাস্তব পরিস্থিতি তৈরি হয়। চলুন, ধাতব ফিনিশের পেছনের যান্ত্রিক সত্যগুলো বিশ্লেষণ করা যাক।.
ফয়েলিং করার জন্য কী ধরনের প্রিন্টার প্রয়োজন?
সঠিক হার্ডওয়্যার নির্বাচন করাই হলো সেই জায়গা, যেখানে বেশিরভাগ রিটেইল ক্যাম্পেইন হয় দক্ষতার সাথে প্রসারিত হয়, অথবা ব্যয়বহুলভাবে থেমে যায়।.
ফয়েলিংয়ের জন্য প্রয়োজনীয় প্রিন্টারটি সাধারণত একটি হেভি-ডিউটি প্ল্যাটন প্রেস বা রোটারি স্ট্যাম্পিং মেশিন হয়ে থাকে, কোনো সাধারণ বাণিজ্যিক ইঙ্কজেট নয়। এই বিশেষায়িত শিল্প মেশিনগুলো উত্তপ্ত ধাতব ডাই ব্যবহার করে যান্ত্রিকভাবে ধাতব ফিল্মকে বোর্ডের উপর চাপ দিয়ে বসায়, যদিও আধুনিক কেন্দ্রগুলোতে অফসেট লিথোগ্রাফি লাইনে ক্রমবর্ধমানভাবে কোল্ড ফয়েল সিস্টেম ব্যবহার করা হচ্ছে।.

যন্ত্রপাতি বোঝাটা কাজের অর্ধেক মাত্র; আসল চ্যালেঞ্জ হলো আপনার লজিস্টিকসের হিসাব-নিকাশ নষ্ট না করে সেই সরঞ্জামগুলোকে একটি দ্রুতগতির ঢেউখেলানো কার্ডবোর্ডের কর্মপ্রবাহে একীভূত করা।.
'মিশ্র উপাদান' যান্ত্রিক টোল
যখন আমি ক্লায়েন্টের ডাইলাইন অডিট করি, তখন আমি প্রায়শই দেখি যে ক্রয় দলগুলো বিপুল পরিমাণে উৎপাদিত ঢেউখেলানো রিটেইল ডিসপ্লেগুলোর জন্য প্রচলিত হট স্ট্যাম্পিং পদ্ধতি দাবি করছে। তারা ধরে নেয় যে একটি সাধারণ ডিজিটাল বা অফসেট প্রিন্টার চূড়ান্ত বাহ্যিক স্তর হিসেবে কেবল "ফয়েল যোগ" করে দিলেই চলবে। বাস্তবে, প্রচলিত হট ফয়েলিংয়ের জন্য বিশাল আকারের প্ল্যাটন প্রেস¹ প্রয়োজন হয়, যা প্রচণ্ড তাপ এবং নিষ্পেষণকারী চাপ সৃষ্টি করে, যা ঢেউখেলানো প্যাকেজিংয়ের² ফাঁপা ফ্লুট কাঠামোর সাথে মৌলিকভাবে সাংঘর্ষিক ।
আমার কারখানায়, আমি নিয়মিত এই পদ্ধতিগত ফাঁদটি দেখতে পাই যখন ক্রেতারা ৩২ইসিটি (এজ ক্রাশ টেস্ট) বি-ফ্লুট বোর্ডে জোর করে হট স্ট্যাম্পিং করার চেষ্টা করে। আমাদের কারখানার প্রাথমিক প্রি-প্রোডাকশন পরীক্ষার সময়, ধাতব ডাই থেকে আসা তাপ এবং ৮৫.৫ পাউন্ড (৩৮.৭ কেজি) স্থানীয় চাপ বোর্ডের ভেতরের ফ্লুটগুলোকে শারীরিকভাবে পিষে ফেলেছিল, যার ফলে সামগ্রিক বিসিটি (বক্স কম্প্রেশন টেস্ট) ফলন আনুমানিক ১৮%কমে। এটি ঠিক করার জন্য, আমি হট-প্রেস যন্ত্রপাতি সম্পূর্ণরূপে বাদ দিয়ে একটি "মিশ্র উপাদান" রসায়ন প্রোটোকলে চলে যাই। আমি থার্মাল মেটালিক ফিল্মের পরিবর্তে উচ্চ-ঘনত্বের মেটালিক সয়, যা আমাদের ৬-রঙের অফসেট লিথো প্রেসের মাধ্যমে সরাসরি প্রয়োগ করা হয় এবং এটি কার্যকরভাবে কোল্ড ফয়েলের দৃশ্যমান বিকৃতির সাথে মিলে যায়। ভারী স্ট্যাম্পিং মেশিনের পিষে ফেলার ঝুঁকি দূর করার মাধ্যমে, আমি কাঠামোগত অখণ্ডতা নিখুঁত রাখা নিশ্চিত করেছি, যা গ্রাহকদের তাদের ৪০এইচকিউ কন্টেইনারগুলো ডাবল-স্ট্যাক করতে এবং তাদের সামগ্রিক শিপিং ফুটপ্রিন্ট উল্লেখযোগ্যভাবে কমাতে সাহায্য করেছে।
| মেট্রিক/বৈশিষ্ট্য | জেনেরিক হট ফয়েলিং | ইঞ্জিনিয়ারড কোল্ড ফয়েল/কালি |
|---|---|---|
| প্রয়োজনীয় হার্ডওয়্যার | ভারী প্লেটেন প্রেস | ৬-রঙা অফসেট প্রেস |
| বাঁশির সংকোচন | ১৮% কাঠামোগত চূর্ণবিচূর্ণ ক্ষতি5 | ০% বিসিটি অবক্ষয়6 |
| লজিস্টিকস প্রভাব | স্তূপ করার উচ্চতা হ্রাস করা হয়েছে | ডাবল-স্ট্যাকড ৪০এইচকিউ সারভাইভাল7 |
আমি কোনোভাবেই কসমেটিক যন্ত্রপাতির কারণে আপনার প্যালেট লোডের ভৌত অস্তিত্বকে বিপন্ন হতে দেব না। আপনার প্রিন্ট কেমিস্ট্রি আপগ্রেড করলে যান্ত্রিক চাপ দূর হয় এবং আপনার পণ্য পরিবহন লজিস্টিকসের আর্থিক লাভ সুরক্ষিত থাকে।.
🛠️ হার্ভিস ডেস্ক: আপনার ভারী চেকআউট ট্রেগুলো কি দোকানে পৌঁছানোর আগেই আপনার শিপিংয়ের ROI (বিনিয়োগের উপর আয়) কমিয়ে দিচ্ছে? 👉 একটি ফ্রি ফ্রেট ডেনসিটি অডিট করান ↗ — আমি ২৪ ঘণ্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
হট ফয়েলিংয়ের অসুবিধাগুলো কী কী?
ধাতব ঔজ্জ্বল্যের জন্য বিপুল পরিচালন ব্যয় বহন করতে হয়, যা প্রায়শই ব্র্যান্ডগুলোকে পর্দার আড়ালে বিপজ্জনক আপস করতে বাধ্য করে।.
হট ফয়েলিংয়ের অসুবিধাগুলোর মধ্যে রয়েছে ধীর উৎপাদন গতি, ব্যয়বহুল কাস্টম মেটাল ডাই এবং পেপারবোর্ডের উপর মারাত্মক যান্ত্রিক চাপ। এছাড়াও, প্রয়োজনীয় প্রচণ্ড তাপ ও চাপ করোগেটেড ফ্লুটগুলোকে চূর্ণবিচূর্ণ করে ফেলতে পারে, এবং এর উচ্চ বাহ্যিক সৌন্দর্যের খরচ প্রায়শই ব্র্যান্ডগুলোকে তাদের মূল কাঠামোগত উপাদানের মান বিপজ্জনকভাবে কমিয়ে আনতে প্রলুব্ধ করে।.
এই নান্দনিক অসুবিধাগুলো হতাশাজনক, কিন্তু হট ফয়েলের খরচ জোগাতে ব্র্যান্ডগুলো যে গোপন আর্থিক আপস করে, সেটাই আসলে রিটেইল প্রচলনকে ধ্বংস করে দেয়।.
‘কসমেটিক ইসিটি ডাউনগ্রেড’ ফাঁদ
যখন আমি ব্যর্থ ডিসপ্লে আর্কিটেকচারগুলো পর্যালোচনা করি, তখন প্রায়শই একটি সীমিত মার্কেটিং বাজেটের মধ্যে ব্যয়বহুল হট ফয়েল ল্যামিনেশন জোর করে চাপিয়ে দেওয়ার ধ্বংসাত্মক প্রভাবগুলো আবিষ্কার করি। ক্রয়কারী দলগুলো এই উচ্চমানের বাহ্যিক প্রলেপগুলোকে অলঙ্ঘনীয় শর্ত হিসেবে গণ্য করে। ধাতব ফিল্ম এবং মেটাল ডাইয়ের বিপুল উৎপাদন খরচ8, তারা নীরবে মূল কাঠামো থেকে মৌলিক প্রকৌশলগত দিকগুলো সরিয়ে ফেলে9, এই আশায় যে খুচরা বিক্রেতা তা খেয়াল করবে না।
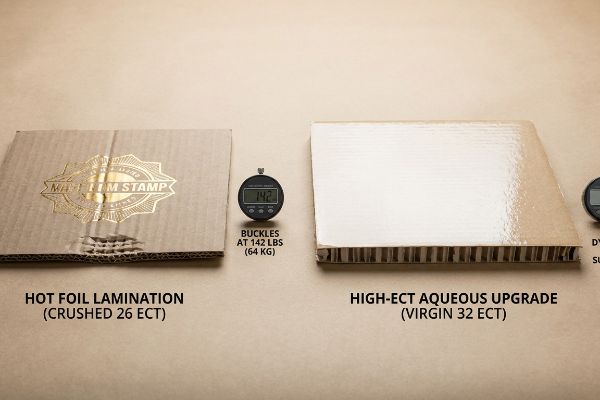
আমার কারখানায় আমি নিয়মিত দেখি, ক্রেতারা প্রতি ইউনিটে সামান্য কিছু পয়সা বাঁচাতে এবং ফয়েলের খরচ জোগাতে গোপনে তাদের বেস করোগেটেড বোর্ডকে একটি মজবুত ভার্জিন ৩২ ইসিটি থেকে একটি দুর্বল ২৬ ইসিটি ১০- এ নামিয়ে আনে। প্রি-প্রোডাকশন পরীক্ষার সময় যখন আমরা এই ত্রুটিপূর্ণ বোর্ডটিকে আমাদের হাইড্রোলিক কম্প্রেশন প্রেসে চালালাম, তখন বাস্তবতার ধাক্কাটা সঙ্গে সঙ্গেই এল: পাতলা হয়ে যাওয়া কোর ফ্লুটিং মাত্র ১৪২.৩ পাউন্ড ১১ (৬৪.৫ কেজি) টপ-লোড চাপে মারাত্মকভাবে বেঁকে গেল। কারখানায় আমার বিশ বছরের অভিজ্ঞতা আমাকে শিখিয়েছে যে, বাহ্যিক সৌন্দর্যের জন্য পদার্থবিজ্ঞানের নিয়মকে ফাঁকি দেওয়া যায় না। আমি সঙ্গে সঙ্গে হস্তক্ষেপ করলাম, দামী হট ফয়েল ল্যামিনেশনটি পুরোপুরি তুলে ফেললাম এবং উপাদানটিকে ভার্জিন ৩২ ইসিটি মানে ফিরিয়ে আনলাম। আমি একটি হাই-সলিড গ্লস অ্যাকুয়াস কোটিং ব্যবহার করে ঠিক একই রকম প্রিমিয়াম প্রতিফলন অর্জন করলাম। এই উপাদান আপগ্রেডটি কার্যকর করার মাধ্যমে, আমি নিচের স্তরের সম্পূর্ণ পতন রোধ করতে পেরেছি, ক্লায়েন্টকে খুচরা বিক্রেতাদের বিশাল প্রত্যাখ্যান জরিমানা থেকে বাঁচিয়েছি এবং পুরো ৮-সপ্তাহের প্রচারণার জন্য তাদের পণ্য সুরক্ষিত রেখেছি।
| মেট্রিক/বৈশিষ্ট্য | বাজেট-সংকুচিত ফয়েল | উচ্চ-ইসিটি জলীয় আপগ্রেড |
|---|---|---|
| বোর্ড গ্রেড | ত্রুটিপূর্ণ ২৬ ইসিটি | ভার্জিন ৩২ ইসিটি |
| প্যালেট টপ-লোড | ১৪২ পাউন্ড (৬৪ কেজি) ওজনে বেঁকে যায়। | সম্পূর্ণ গতিশীল লোড বেঁচে থাকা |
| আর্থিক ফোকাস | কসমেটিক ফোলাভাব | ক্ষতিহীন মালবাহী টিকে থাকা |
আমি কখনোই একটি চাকচিক্যপূর্ণ বিপণন নির্দেশকে একটি পরিপূর্ণ খুচরা প্রদর্শনীর মৌলিক পদার্থবিদ্যার উপর প্রাধান্য দিতে দেব না ।
🛠️ হার্ভির ডেস্ক: আপনার বর্তমান কাউন্টার ডিসপ্লে ডিজাইনটি কি বাস্তব রিটেইল জগতের ঘর্ষণে উল্টে যাওয়া বা ভেঙে পড়ার ঝুঁকিতে আছে? 👉 আপনার বিনামূল্যে স্ট্রাকচারাল ডাইলাইন অডিট দাবি করুন ↗ — ১০০% গোপনীয়। আপনার অপ্রকাশিত রিটেইল ডিজাইনগুলো আমার কাছে সুরক্ষিত।
ফয়েল স্ট্যাম্পিং কি ব্যয়বহুল?
ধাতব অলঙ্করণ যোগ করা কেবল একটি সাধারণ খরচের হিসাব নয়; এর সাথে গভীর ও প্রচ্ছন্ন মূলধনী ব্যয় জড়িত থাকে।.
হ্যাঁ। ফয়েল স্ট্যাম্পিং ব্যয়বহুল, কারণ এর জন্য বিশেষভাবে তৈরি ধাতব ডাই, উচ্চ শক্তি খরচ এবং বিশেষায়িত প্রেস সেটআপের প্রয়োজন হয়। প্রতিটি স্বতন্ত্র ডিজাইনের জন্য নতুন করে খোদাই করা ম্যাগনেসিয়াম বা পিতলের প্লেটের প্রয়োজন হয়, যা সাধারণ ডিজিটাল বা অফসেট প্রিন্টিং পদ্ধতির তুলনায় প্রাথমিক টুলিং খরচ ব্যাপকভাবে বাড়িয়ে দেয়।.

কিন্তু ওই পিতলের ডাইগুলোর জন্য প্রাথমিক খরচটা তো হিমশৈলের চূড়া মাত্র; দীর্ঘমেয়াদে ওই সরঞ্জামগুলোর ক্ষয়ক্ষতিই বাজেটের আসল সর্বনাশকারী।.
"টুলিং অবক্ষয়" এর অব্যয়িত ব্যয়
যখন আমি দীর্ঘমেয়াদী ব্র্যান্ড রোলআউট মূল্যায়ন করি, তখন আমি ক্রমাগত দেখি যে ক্রয় দলগুলো হট ফয়েলিং-এর প্রকৃত জীবনচক্র ব্যয় ভুলভাবে গণনা করে। তারা ধরে নেয় যে এককালীন স্ট্রাকচারাল টুলিং ফি দিয়ে একটি স্থায়ী, অবিনশ্বর ধাতব ডাই কেনা যায় যা বছরের পর বছর ধরে ডিসপ্লে পুনঃঅর্ডারের জন্য ত্রুটিহীনভাবে পুনরায় ব্যবহার করা যেতে পারে। তারা সাধারণ কারখানার স্টোরেজের ভৌত পরিবেশকে সম্পূর্ণরূপে উপেক্ষা করে, যেখানে পারিপার্শ্বিক অবস্থা সক্রিয়ভাবে সূক্ষ্ম সরঞ্জামগুলিকে বিকৃত করে এবং ক্ষয় করে12।
এটা শুধু তত্ত্ব নয়—গত মাসে একটি বড় কসমেটিকস ব্র্যান্ডের জন্য তৃতীয় ত্রৈমাসিকের একটি পুনঃঅর্ডার প্রক্রিয়া করার সময় আমি এই বিষয়টি কঠিনভাবে শিখেছি। ২০২২ সালে, আমি আমার প্রধান প্যাকেজিং ইঞ্জিনিয়ার, মার্ককে, প্রিমিয়াম হেডারের দ্বিতীয় ব্যাচ চালানোর জন্য আমাদের দীর্ঘমেয়াদী স্টোরেজ র্যাক থেকে একটি অত্যন্ত দামী, বিশেষভাবে খোদাই করা পিতলের ফয়েল ডাই বের করতে বলেছিলাম। ক্রয়কারী দল খরচ বাঁচানোর জন্য বিশেষভাবে দাবি করেছিল যে আমরা যেন পুরোনো টুলিং পুনরায় ব্যবহার করি। মার্ক যখন পুরোনো ডাইটি প্ল্যাটন প্রেসে লাগাল, সাথে সাথেই এর অনুভূতিটা ভুল ছিল—মেঝে জুড়ে একটি কর্কশ, ঘষার মতো ধাতব শব্দ প্রতিধ্বনিত হলো। ছিদ্রযুক্ত কাঠের মাউন্টিং বেসটি ১৪ মাসে পারিপার্শ্বিক আর্দ্রতা শোষণ করে মাত্র ০.০৮ ইঞ্চি (২.০ মিমি) ফুলে গিয়েছিল, যার ফলে পিতলের ব্লেডগুলো বেঁকে গিয়েছিল। এটি ৩২ইসিটি টেস্টলাইনারের উপরের শিটটিকে মারাত্মকভাবে ছিঁড়ে ফেলে । আমি সাথে সাথে মেশিনটি বন্ধ করে দিই, পরীক্ষার পুরো ব্যাচটি বাতিল করে দিই এবং আমার "ফ্রেশ টুলিং" প্রোটোকল বাধ্যতামূলক করি। আমরা ক্ষয়প্রাপ্ত ডাইটি পুরোপুরি বাদ দিয়েছি, আমাদের সিএনসি (কম্পিউটার নিউমেরিক্যাল কন্ট্রোল) টেবিল ব্যবহার করে একটি একেবারে নতুন স্টিলের রুল ডাই লেজার-বার্ন করেছি এবং এমন একটি কোল্ড-ফয়েল পদ্ধতিতে কাজ শুরু করেছি যা পুরোনো হয়ে যাওয়া কাঠের ব্লকের উপর নির্ভরশীল ছিল না। আমি আমার টেস্টিং ল্যাবে সময় ও অর্থ দুটোই ব্যয় করি, যাতে আপনাকে রিটেইল ফ্লোরে লাভের অপচয় করতে না হয়। এই নিখুঁত মেশিন ক্যালিব্রেশন শুধু ছিঁড়ে যাওয়াই বন্ধ করেনি; এটি আমাদের স্বয়ংক্রিয় মাউন্টিং-এর সময় ১৮% কমিয়ে এনেছে, যা ক্লায়েন্টের চতুর্থ ত্রৈমাসিকের (Q4) দ্রুত লঞ্চের সময়সূচীকে সম্পূর্ণ অক্ষুণ্ণ রেখেছে এবং ধাপে ধাপে রিটেইল রোলআউটের ঝুঁকি দূর করেছে।
| মেট্রিক/বৈশিষ্ট্য | পুনরায় ব্যবহৃত হট ফয়েল ডাই | ফ্রেশ টুলিং প্রোটোকল |
|---|---|---|
| ডাই স্টোরেজ | পারিপার্শ্বিক আর্দ্রতা শোষণ করে15 | প্রতি ব্যাচে নতুন কাট |
| সহনশীলতা বিচ্যুতি | ০.০৮ ইঞ্চি (২ মিমি) ফুলে ওঠে16 | অত্যন্ত নির্ভুল |
| খুচরা রোলআউট | ছিঁড়ে যাওয়ার উচ্চ ঝুঁকি | ১৮% দ্রুত মাউন্টিং17 |
আমি অনেক আগেই শিখেছি যে, ক্ষতিগ্রস্ত ও আর্দ্রতায় ভেজা টুলিং পুনর্ব্যবহার করার চেষ্টা করাই হলো উচ্চ মুনাফার ঢেউখেলানো কাগজের চালান নষ্ট করার সবচেয়ে দ্রুততম উপায়।.
🛠️ হার্ভির ডেস্ক: পুরোনো ডাই-লাইন এবং ক্ষয়প্রাপ্ত স্ট্রাকচারাল টুল কি গোপনে আপনার সিজনাল প্যাকেজিং রানগুলিতে মাইক্রো-ফ্র্যাকচার তৈরি করছে? 👉 একটি বিনামূল্যে টুলিং টলারেন্স চেকের জন্য অনুরোধ করুন ↗ — মাঝখানে কোনো অ্যাকাউন্ট ম্যানেজার নেই। আপনি সরাসরি স্ট্রাকচারাল ইঞ্জিনিয়ারদের সাথে কথা বলবেন।
ফয়েল স্ট্যাম্পিং-এর প্রক্রিয়াটি কী?
এমন প্যাকেজিং তৈরির জন্য কারখানার কার্যপ্রণালীর রহস্য উন্মোচন করা অপরিহার্য, যা পরিবহনের সময়ও টিকে থাকতে পারে।.
ফয়েল স্ট্যাম্পিং প্রক্রিয়ায় একটি বিশেষভাবে খোদাই করা ধাতব ডাইকে একটি উত্তপ্ত প্ল্যাটন প্রেসে বসানো হয়। উত্তপ্ত ডাই এবং পেপারবোর্ডের মাঝখান দিয়ে ধাতব ফয়েলের একটি রোল প্রবেশ করানো হয়। যখন প্রেসটি বন্ধ হয়, তখন তাপ ও চাপের প্রভাবে ফয়েলের আঠা সক্রিয় হয়ে ওঠে এবং ধাতব নকশাটি স্থায়ীভাবে কাগজের সাথে জুড়ে যায়।.

উচ্চ স্থায়িত্বসম্পন্ন ঢেউখেলানো কার্ডবোর্ডের পণ্যসামগ্রীর জন্য এই বিলাসবহুল ফিনিশিংগুলো অভিযোজিত করার আগে, প্রেসটি যান্ত্রিকভাবে কীভাবে কাজ করে তা জানা হলো প্রথম ও মৌলিক পদক্ষেপ।.
তাপ ও চাপের প্রকৌশল বলবিদ্যা
মূলতঃ, ফয়েলিং প্রক্রিয়াটি হলো তাপীয় এবং গতিশক্তি স্থানান্তর নিয়ন্ত্রণের একটি কঠোর অনুশীলন। এই যন্ত্রটি একটি মেল ডাই-এর উপর নির্ভর করে, যা সাধারণত পিতল থেকে রাউট করে বা ম্যাগনেসিয়াম থেকে এচ করে তৈরি করা হয় এবং এটিকে ২৫০°F থেকে ৩০০°F পর্যন্ত নির্দিষ্ট তাপমাত্রায় উত্তপ্ত করা হয়। যখন এই উত্তপ্ত প্লেটটি সাবস্ট্রেটে আঘাত করে, তখন এটি সঙ্গে সঙ্গে ফয়েল রোলের উপর থাকা রিলিজ লেয়ারকে বাষ্পীভূত করে, অতি-পাতলা ধাতব পিগমেন্টের আস্তরণটিকে সরাসরি কাগজের তন্তুর মধ্যে স্থানান্তর করে এবং একই সাথে একটি তাপ-সংবেদনশীল আঠাকে সক্রিয় করে তোলে।.
স্ট্রাকচারাল ইঞ্জিনিয়ারদের জন্য, বোর্ডের মূল কাঠামো ডিজাইন করার সময় এই কাইনেটিক স্ট্রাইক বোঝা অত্যন্ত গুরুত্বপূর্ণ। যখন ধাতব ডাইটি নিচের দিকে চালিত হয়, তখন এটি একটি ডিবসিং টুলের মতো আচরণ করে, যা বাইরের লাইনারবোর্ডকে ভৌতভাবে সংকুচিত করে। ফোল্ডিং কার্টন বা রিজিড এসবিএস (সলিড ব্লিচড সালফেট) বোর্ডেরমতোএই চাপ সহজেই শোষিত হয়। তবে, এই প্রক্রিয়াটি করোগেটেড ডিসপ্লেতে, আমাদের অবশ্যই অভ্যন্তরীণ ফ্লুটগুলির সঠিক প্রতিরোধ ক্ষমতা গাণিতিকভাবে গণনা করতে হবে। লক্ষ্য হলো প্ল্যাটেন প্রেসকে এমনভাবে ক্যালিব্রেট করা যাতে তাপ পরিষ্কারভাবে ধাতব পলিমার স্থানান্তর করে এবং সি-ফ্লুট বা বি-ফ্লুটের ভেতরের অংশ স্থায়ীভাবে ভেঙে।ডওয়েল টাইম—অর্থাৎ ঠিক যে মিলিসেকেন্ডে ডাইটি কাগজের সংস্পর্শে থাকে—এবং স্ট্রাইক প্রেসারের মধ্যে ভারসাম্য বজায় রেখে, আমরা একটি উচ্চ-কন্ট্রাস্ট স্পর্শকাতর অভিজ্ঞতা অর্জন করি যা দোকানের তীব্র আলোতেও সুন্দরভাবে ফুটে ওঠে এবং একই সাথে ডিসপ্লে বেসের কঠোর জ্যামিতিক অখণ্ডতাও রক্ষা করে।
| মেট্রিক/বৈশিষ্ট্য | স্ট্যান্ডার্ড ফয়েল স্ট্যাম্পিং | ঢেউখেলানো অভিযোজন |
|---|---|---|
| শক্তি স্থানান্তর | তাপীয় এবং গতিবিদ্যা | ক্যালিব্রেটেড ডওয়েল টাইম |
| ডাই তাপমাত্রা | ২৫০°ফা থেকে ৩০০°ফা20 | সুনির্দিষ্টভাবে পর্যবেক্ষণ করা |
| সাবস্ট্রেট মেকানিক্স | কঠিন SBS দ্বারা শোষিত21 | বাঁশির সংকোচন নিয়ন্ত্রণ22 |
আমি ফয়েলিংকে কেবল একটি বাহ্যিক বা মামুলি বিষয় হিসেবে দেখি না, বরং এটিকে একটি সুনির্দিষ্ট গতিশীল প্রক্রিয়া হিসেবে দেখি, যা অবশ্যই পৃষ্ঠতলের যান্ত্রিক সীমার সাথে নিখুঁতভাবে সামঞ্জস্যপূর্ণ হতে হবে।.
🛠️ হার্ভির ডেস্ক: আপনার বর্তমান প্যাকেজিং সরবরাহকারী কি বোঝেন যে ভারী কসমেটিক প্রেসগুলো আপনার দীর্ঘমেয়াদী সংকোচন শক্তির উপর কীভাবে প্রভাব ফেলে? 👉 একটি বিনামূল্যে মেটেরিয়াল সায়েন্স অডিট করান ↗ — আমি ২৪ ঘণ্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
উপসংহার
ভৌত চাপের সীমা পুনরায় গণনা না করে সাধারণ ঢেউখেলানো কাঠামোর উপর ভারী কসমেটিক ফয়েল মেশিনারি জোর করে চাপিয়ে দেওয়া আপনার ভেতরের খাঁজগুলোকে চূর্ণবিচূর্ণ করে দেওয়া এবং আপনার শিপিং মার্জিনকে নিশ্চিহ্ন করে দেওয়ার একটি নিশ্চিত উপায়। এই সুনির্দিষ্ট ইঞ্জিনিয়ারিং পর্যালোচনাটি সম্প্রতি উৎপাদনের আগে একটি বড় জাতীয় রোলআউটের জন্য একটি মারাত্মক ২ মিমি টলারেন্স ত্রুটি ধরে ফেলেছে। আপনি যদি বাস্তব জগতের খুচরা ব্যবসার ঘর্ষণে ওপরের দিকে ভারী ট্রে ভেঙে পড়তে দেখতে দেখতে ক্লান্ত হয়ে থাকেন, তাহলে আপনার পরবর্তী ক্যাম্পেইনকে সম্পূর্ণ সুরক্ষিত করতে আমাকে ব্যক্তিগতভাবে আপনার স্ট্রাকচারাল ফাইলগুলো একটি বিনামূল্যে সাইটলাইন ও কম্প্রেশন বিশ্লেষণের ↗ মধ্য দিয়ে চালাতে দিন।
"হট স্ট্যাম্পিং প্রেস", https://hotstampsupply.com/hot-stamping-presses/। [শিল্প মুদ্রণের একটি নির্ভরযোগ্য উৎস যাচাই করে জানাবে যে, প্রচলিত হট ফয়েল স্ট্যাম্পিংয়ের জন্য প্রয়োজনীয় তাপ ও চাপ তৈরি করতে হেভি-ডিউটি প্ল্যাটন প্রেসের প্রয়োজন হয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: শিল্প মুদ্রণ হ্যান্ডবুক। সমর্থন: হট ফয়েলিংয়ের জন্য সরঞ্জামের প্রয়োজনীয়তা। পরিধি টীকা: প্রচলিত থার্মাল ফয়েল পদ্ধতির ক্ষেত্রে প্রযোজ্য। ↩
"যখন এমবসিং ফয়েল স্ট্যাম্পিং-এর সম্মুখীন হয়", https://www.deprintedbox.com/blog/when-embossing-comes-across-foil-stamping/। [কোরুগেটেড বোর্ডের উপর উপাদান বিজ্ঞানের তথ্য ব্যাখ্যা করবে যে কীভাবে স্ট্যাম্পিং থেকে সৃষ্ট প্রচণ্ড তাপ এবং নিষ্পেষণ চাপ ফ্লুটিংকে ভেঙে ফেলতে পারে, যা কাঠামোগত অখণ্ডতাকে ক্ষতিগ্রস্ত করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত সীমাবদ্ধতার প্রমাণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং নির্দেশিকা। সমর্থন: হট ফয়েলিং এবং কোরুগেটেড বোর্ডের উপাদানগত অসামঞ্জস্যতা। পরিধি নোট: ফ্লুটেড কোরুগেটেড মিডিয়ার জন্য নির্দিষ্ট। ↩
"কোরুগেটেড বোর্ড বক্সের সংকোচন শক্তির আনুমানিক হিসাব...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। [কারিগরি প্যাকেজিং ইঞ্জিনিয়ারিং স্ট্যান্ডার্ডগুলো করোগেটেড ফ্লুটগুলিতে হট স্ট্যাম্পিংয়ের স্থানীয় তাপ এবং চাপের কারণে বক্স কম্প্রেশন টেস্ট (BCT) লোড-বহন ক্ষমতার যে হ্রাস ঘটে, তা পরিমাণগতভাবে নির্ধারণ করবে]। প্রমাণের ভূমিকা: পরিমাণগত বৈধতা; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং গবেষণা। সমর্থন করে: এই দাবি যে হট স্ট্যাম্পিং কাঠামোগত অখণ্ডতাকে ক্ষুণ্ণ করে। পরিধি সংক্রান্ত টীকা: সঠিক শতাংশ বোর্ডের গ্রেড এবং ডাই প্রেসারের উপর নির্ভর করে পরিবর্তিত হতে পারে। ↩
"কোল্ড ফয়েল প্রিন্টিং: চমৎকার ধাতব ফিনিশ ও পরিবেশ-বান্ধব", https://www.epackprinting.com/support/cold-foil-printing/। [শিল্পক্ষেত্রে ব্যবহৃত কালির স্পেসিফিকেশনে উচ্চ-ঘনত্বের মেটালিক সয়া কালির অস্বচ্ছতা এবং প্রতিফলন ক্ষমতার সাথে কোল্ড ফয়েল প্রয়োগের মাধ্যমে প্রাপ্ত দৃশ্যমান প্রভাবের তুলনা করা হয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত তুলনা; উৎসের ধরণ: প্রিন্টিং উপকরণের ডেটা শিট। সমর্থন করে: এই দাবি যে সয়া-ভিত্তিক মেটালিক কালি ফয়েলের একটি কার্যকর দৃশ্যমান বিকল্প হিসেবে কাজ করে। পরিধি সংক্রান্ত টীকা: দৃশ্যমান সাদৃশ্য কালির ঘনত্ব এবং পৃষ্ঠতলের শোষণের উপর নির্ভরশীল। ↩
"হট ফয়েল প্লেটেন: হট ফয়েল মেশিনের সুইস আর্মি নাইফ – ইউটিউব", https://www.youtube.com/watch?v=976–tGcv-E। [একটি প্রযুক্তিগত প্যাকেজিং ইঞ্জিনিয়ারিং রিপোর্ট হেভি প্লেটেন হট ফয়েলিং-এ ব্যবহৃত চরম চাপের ফলে ফ্লুট সংকোচনের গড় শতাংশ যাচাই করবে]। প্রমাণের ভূমিকা: পরিমাণগত বৈধতা; উৎসের ধরণ: ইঞ্জিনিয়ারিং রিপোর্ট। সমর্থন: হট ফয়েলিং-এর কাঠামোগত ক্ষতি। পরিধি টীকা: স্ট্যান্ডার্ড করোগেটেড ফ্লুটিং-এর ক্ষেত্রে প্রযোজ্য। ↩
"[পিডিএফ] বক্স কম্প্রেশন স্ট্রেংথ-এর উপর আর্দ্রতার পরিমাণের প্রভাব: এফবিএ বিসিটি …", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf। [কোল্ড ফয়েল এবং হট ফয়েলের তুলনা করে একটি ইন্ডাস্ট্রি হোয়াইটপেপার নিশ্চিত করবে যে অফসেট প্রিন্টিং প্রক্রিয়াগুলো সেই উল্লম্ব সংকোচন এড়িয়ে চলে যা বক্স কম্প্রেশন টেস্ট (বিসিটি)-এর মান হ্রাস করে]। প্রমাণের ভূমিকা: পরিমাণগত যাচাইকরণ; উৎসের ধরণ: ইন্ডাস্ট্রি হোয়াইটপেপার। সমর্থন: কোল্ড ফয়েলের কাঠামোগত অখণ্ডতা। পরিধি নোট: বিসিটি মেট্রিক্সের উপর দৃষ্টি নিবদ্ধ। ↩
"কোল্ড চেইন প্যাকেজিংয়ের জন্য ইনসুলেটেড কার্ডবোর্ড বক্স", https://www.gentlepk.com/insulated-cardboard-boxes-for-frozen-food/। [লজিস্টিকস এবং সাপ্লাই চেইন ডেটা থেকে দেখা যায় যে, ফ্লুটের অখণ্ডতা বজায় রাখলে ৪০-ফুট হাই-কিউব (40HQ) কন্টেইনারে কাঠামোগত ধস ছাড়াই ডাবল-স্ট্যাকিং করা সম্ভব হয়]। প্রমাণের ভূমিকা: অপারেশনাল যাচাইকরণ; উৎসের ধরণ: লজিস্টিকস ডেটা। সমর্থন করে: কোল্ড ফয়েলের শিপিং দক্ষতা। পরিধি নোট: 40HQ কন্টেইনারের আকারের জন্য নির্দিষ্ট। ↩
"ফয়েল স্ট্যাম্পিং: ঐতিহ্যবাহী বনাম ডিজিটাল – শিওর প্রিন্ট অ্যান্ড ডিজাইন", https://sureprintanddesign.ca/article/foil-stamping-traditional-vs-digital/?srsltid=AfmBOopXO_YRZQ6SVYQGFnKH3VZlVtlJrw-bG5KgbCbyRTwIFYmctWwq। [প্যাকেজিং উৎপাদন সংক্রান্ত শিল্প তথ্য কাস্টম মেটাল ডাই-এর জন্য প্রয়োজনীয় উচ্চ মূলধনী ব্যয় এবং কালির তুলনায় ফয়েল সাবস্ট্রেটের প্রিমিয়াম খরচকে পরিমাপ করবে]। প্রমাণের ভূমিকা: তথ্যগত সমর্থন; উৎসের ধরণ: শিল্প ব্যয় বিশ্লেষণ। সমর্থন করে: হট ফয়েলিং-এর উচ্চ পরিচালন ব্যয়। পরিধি সংক্রান্ত টীকা: উৎপাদনের পরিমাণ এবং ডিজাইনের জটিলতার উপর খরচ নির্ভর করে। ↩
"প্রসাধনী শিল্পে ব্র্যান্ডিং টুল হিসেবে প্যাকেজ ডিজাইন – পিএমসি", https://pmc.ncbi.nlm.nih.gov/articles/PMC9123395/। [কোরুগেটেড প্যাকেজিং-এর উপর প্রযুক্তিগত নির্দেশিকাগুলিতে বিশদভাবে বর্ণনা করা হয় যে কীভাবে উচ্চ-মানের ফিনিশের দিকে বাজেট পুনর্বন্টনের ফলে প্রায়শই নিম্ন এজ ক্রাশ টেস্ট (ECT) রেটিংযুক্ত উপকরণ নির্বাচন করা হয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত বৈধতা; উৎসের ধরণ: ইঞ্জিনিয়ারিং হোয়াইট পেপার। সমর্থন করে: প্রসাধনীর জন্য কাঠামোগত মান কমানোর অনুশীলন। পরিধি নোট: বিশেষভাবে কোরুগেটেড ডিসপ্লে আর্কিটেকচারের ক্ষেত্রে প্রযোজ্য। ↩
"শিপিং বক্সের শক্তি বোঝা – ইকোএনক্লোজ", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopiBaXcBpRy8hFHvmX7EZSQJp8KSbBLNqCHjnTSJwyEOS7emGUY। [প্যাকেজিং শিল্পের মানদণ্ড ৩২ ইসিটি এবং ২৬ ইসিটি বোর্ডের মধ্যে ভারবহন এবং প্রান্ত থেঁতলে যাওয়ার প্রতিরোধের নির্দিষ্ট পার্থক্যকে পরিমাপ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মানদণ্ড। সমর্থন: বোর্ডের গ্রেড কমানোর কাঠামোগত প্রভাব। পরিধি সংক্রান্ত টীকা: ফ্লুট প্রোফাইল অনুযায়ী ফলাফল ভিন্ন হতে পারে। ↩
"ইন্টারফ্লুট বাকলিং-এর পরীক্ষা পদ্ধতি ও প্রভাব – বায়োরিসোর্সেস", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/। [কোরুগেটেড উপকরণের উপর প্রকৌশলগত তথ্য সংকোচনমূলক পীড়নের অধীনে নিম্ন-ECT বোর্ডের জন্য সংকটপূর্ণ বাকলিং লোডের প্রান্তসীমা প্রদান করে]। প্রমাণের ভূমিকা: পরিমাণগত মানদণ্ড; উৎসের ধরণ: প্রকৌশলগত তথ্য। সমর্থন করে: উল্লিখিত নির্দিষ্ট ফেইলর চাপ। পরিধিগত টীকা: বোর্ডের আকারের উপর নির্ভর করে ভারবহন ক্ষমতা পরিবর্তিত হয়। ↩
"আপনার মেটাল স্ট্যাম্পিং ডাই সুরক্ষিত রাখা – ডেক্সকো র্যাকস", https://www.dexcoracks.com/news/a-guide-for-manufacturing-professionals-protecting-your-metal-stamping-dies/। [টুলিং রক্ষণাবেক্ষণের উপর প্রযুক্তিগত শিল্প নির্দেশিকা ব্যাখ্যা করে যে কীভাবে আর্দ্রতা, তাপমাত্রার ওঠানামা এবং জারণ ম্যাগনেসিয়াম বা পিতলের ডাইয়ের মাত্রাগত অস্থিতিশীলতা এবং ক্ষয়ের কারণ হয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: শিল্প প্রকৌশল ম্যানুয়াল। সমর্থন করে: এই দাবি যে টুলিং স্থায়ী নয় এবং সংরক্ষণের সময় এর গুণমান হ্রাস পায়। পরিধি সংক্রান্ত টীকা: বিশেষভাবে তাপমাত্রা-নিয়ন্ত্রিত নয় এমন পরিবেশের ক্ষেত্রে প্রযোজ্য। ↩
"DIY প্রেমীদের জন্য হট ফয়েল স্ট্যাম্পিং মেশিনের শিক্ষানবিস নির্দেশিকা", https://www.youtube.com/watch?v=g1qrRht6MtU। [কাঠের আর্দ্রতা শোষণের উপর পদার্থ বিজ্ঞানের নথি নিশ্চিত করে যে ছিদ্রযুক্ত কাঠের স্তর আর্দ্রতার মাত্রার প্রতিক্রিয়ায় প্রসারিত ও সংকুচিত হয়, যা শিল্প সরঞ্জামের নির্ভুলতাকে ব্যাহত করতে পারে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: পদার্থ বিজ্ঞানের পাঠ্যপুস্তক। সমর্থন করে: সরঞ্জামের ভুল সংস্থাপনের ভৌত কারণ। পরিধি টীকা: অ-সিল করা জৈব মাউন্টিং উপকরণের ক্ষেত্রে প্রযোজ্য। ↩
"[পিডিএফ] করোগেটেড বোর্ড স্পেসিফিকেশন – ফাইবার বক্স অ্যাসোসিয়েশন", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। [কোরুগেটেড প্যাকেজিং-এর জন্য শিল্প মানগুলি স্ট্যাকিং শক্তির পরিমাপ হিসাবে এজ ক্রাশ টেস্ট (ECT)-কে সংজ্ঞায়িত করে, যেখানে 32ECT একটি নির্দিষ্ট গ্রেডের ভারবহন ক্ষমতা নির্দেশ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: প্যাকেজিং শিল্পের মান। সহায়ক: ব্যবহৃত সাবস্ট্রেটের উপাদানগত বৈশিষ্ট্য। পরিধির টীকা: করোগেটেড বোর্ড শিল্পে প্রমিত মেট্রিক। ↩
"রোটারি হট স্ট্যাম্পিং-এর একটি ভূমিকা – ডিএমএস ডাইস", http://www.dmsdies.com/HSarticleDMS.html। [পদার্থ বিজ্ঞান বিষয়ক এই নথিতে ব্যাখ্যা করা হয়েছে যে, সংরক্ষণের পরিবেশে আর্দ্রতার সংস্পর্শে নির্দিষ্ট ফয়েল ডাই-এর উপাদানগুলো কীভাবে প্রতিক্রিয়া করে]। প্রমাণের ভূমিকা: তথ্যভিত্তিক দাবি; উৎসের ধরণ: পদার্থ বিজ্ঞান বিষয়ক গবেষণাপত্র। সমর্থন করে: পুনঃব্যবহৃত ডাই-এর ভৌত অবক্ষয়ের কারণ। পরিধি সংক্রান্ত টীকা: ডাই সংরক্ষণের সাধারণ শর্তাবলির ক্ষেত্রে প্রযোজ্য। ↩
"ফয়েল স্ট্যাম্পিং ডাইস – মেটাল ম্যাজিক", https://www.metalmagic.com/foil-stamping-dies। [ডাই তৈরির উপকরণের উপর একটি প্রযুক্তিগত ম্যানুয়াল সংরক্ষিত ফয়েল ডাইগুলিতে পরিবেশগত আর্দ্রতার কারণে সৃষ্ট প্রসারণের সঠিক পরিমাপ নির্দিষ্ট করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন করে: পুনঃব্যবহৃত টুলিংয়ে টলারেন্স ড্রিফটের পরিমাণ নির্ধারণ। পরিধি নোট: পারিপার্শ্বিক আর্দ্রতা শোষণের জন্য নির্দিষ্ট। ↩
"ফয়েল এবং হট স্ট্যাম্পিং মেশিন – ইউটিউব", https://www.youtube.com/watch?v=Plfg9UfIToM। [উৎপাদন দক্ষতা বিষয়ক একটি সমীক্ষায়, থ্রুপুট বৃদ্ধির পরিমাণ নির্ণয়ের জন্য নতুন এবং পুরোনো টুলিংয়ের সেটআপ সময়ের তুলনা করা হয়েছে]। প্রমাণের ভূমিকা: মেট্রিক; উৎসের ধরণ: শিল্প সমীক্ষা। সমর্থন করে: নতুন টুলিং প্রোটোকলের পরিচালনগত গতির সুবিধা। পরিধি সংক্রান্ত টীকা: খুচরা বাজারে ছাড়ার পর্যায়গুলিতে পরিমাপ করা হয়েছে। ↩
"সলিড ব্লিচড বোর্ড – উইকিপিডিয়া", https://en.wikipedia.org/wiki/Solid_bleached_board। [সলিড ব্লিচড সালফেট (এসবিএস) বোর্ডের উপাদানগত স্পেসিফিকেশন এর উচ্চ ঘনত্ব এবং স্ট্যাম্পিং চাপের অধীনে সংকোচন প্রতিরোধের বিষয়টি নিশ্চিত করবে]। প্রমাণের ভূমিকা: উপাদানের বৈশিষ্ট্য; উৎসের ধরণ: টেকনিক্যাল ডেটা শিট। সমর্থন করে: এই দাবি যে এসবিএস বোর্ড ঢেউখেলানো উপাদানের চেয়ে সহজে চাপ শোষণ করে। পরিধি নোট: শুধুমাত্র সলিড বোর্ড সাবস্ট্রেটের মধ্যে সীমাবদ্ধ। ↩
"কোরুগেটেড বাক্সের ফ্লুট বোঝার নির্দেশিকা – জেন্টলেভার", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/। [কোরুগেটেড উপকরণের উপর একটি প্রামাণ্য প্রকৌশল নির্দেশিকায় বি-ফ্লুট এবং সি-ফ্লুটের সংকোচনশীল শক্তি এবং ফয়েল স্ট্যাম্পিং থেকে সৃষ্ট অতিরিক্ত চাপ কীভাবে কাঠামোগত ব্যর্থতার দিকে নিয়ে যায় তা নির্দিষ্ট করা থাকে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প হ্যান্ডবুক। সমর্থন: স্ট্যাম্পিংয়ের সময় অভ্যন্তরীণ ফ্লুট পিষে যাওয়ার ঝুঁকি। পরিধি নোট: শুধুমাত্র কোরুগেটেড সাবস্ট্রেটের জন্য নির্দিষ্ট। ↩
"ফয়েল স্ট্যাম্পিং গাইড: স্ট্যাম্প, ডাই, ফয়েল এবং পেপার স্টক সম্পর্কে ব্যাখ্যা", https://thepremierpackaging.com/foil-stamping-guide/?srsltid=AfmBOorfSUm0fA3SspESQdDBfR7QkHnk5poJoeBAg03SLpdf3c7AWug-. [ফয়েল স্ট্যাম্পিং-এর জন্য একটি শিল্প প্রযুক্তিগত ম্যানুয়াল বা ইঞ্জিনিয়ারিং গাইড ফয়েলের রসায়নের উপর ভিত্তি করে ডাই-এর জন্য আদর্শ অপারেটিং তাপমাত্রার পরিসীমা নির্দিষ্ট করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: প্রযুক্তিগত ম্যানুয়াল। সমর্থন করে: ফয়েল স্ট্যাম্পিং-এর জন্য আদর্শ ডাই তাপমাত্রা। পরিধি নোট: ব্যবহৃত নির্দিষ্ট ফয়েল আঠার উপর নির্ভর করে তাপমাত্রা পরিবর্তিত হতে পারে। ↩
"সলিড ব্লিচড সালফেট (এসবিএস) বনাম ফোল্ডিং বক্স বোর্ড (এফবিবি, টিএমপি)", https://supremex.com/battle-of-the-virgin-board-solid-bleached-sulphate-sbs-vs-folding-box-board-fbb-tmp/। [সলিড ব্লিচড সালফেট (এসবিএস)-এর উপর পদার্থ বিজ্ঞান বিষয়ক নথিপত্রে এর ঘনত্ব এবং হট স্ট্যাম্পিংয়ের সময় চাপ সামলানোর কাঠামোগত ক্ষমতা ব্যাখ্যা করা হয়েছে]। প্রমাণের ভূমিকা: পদার্থের বৈশিষ্ট্য; উৎসের ধরণ: প্রযুক্তিগত ডেটাশিট। সমর্থন: স্ট্যান্ডার্ড ফয়েল স্ট্যাম্পিংয়ে সাবস্ট্রেট মেকানিক্স। পরিধি নোট: তুলনাটি বিশেষভাবে ফ্লুটেড সাবস্ট্রেটের সাথে করা হয়েছে। ↩
"কোরুগেটেড বোর্ড এবং মাইক্রো ফ্লুট … – সাংহাই ডিই প্রিন্টেড বক্স", https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php। [প্যাকেজিং ইঞ্জিনিয়ারিং স্ট্যান্ডার্ডে হিট-প্রেস প্রক্রিয়ার সময় করোগেটেড মাধ্যমকে থেঁতলে যাওয়া থেকে রক্ষা করার জন্য ফ্লুটের সংকোচন নিয়ন্ত্রণের প্রয়োজনীয়তার বর্ণনা করা হয়েছে]। প্রমাণের ভূমিকা: ইঞ্জিনিয়ারিং প্রয়োজনীয়তা; উৎসের ধরণ: শিল্প মান। সহায়ক: করোগেটেড উপাদানের উপর ফয়েল স্ট্যাম্পিংয়ের কৌশল। পরিধির টীকা: ফ্লুটের আকারের উপর ভিত্তি করে এর প্রয়োগ ভিন্ন হয় (যেমন, ই-ফ্লুট বনাম বি-ফ্লুট)। ↩



