
একটি রিটেইল ডিসপ্লে মাইনফিল্ডে পথ চলার মতো। ব্যয়বহুল কাঠামোগত ব্যর্থতা এড়াতে আপনার একটি বাধাহীন প্রক্রিয়া প্রয়োজন।
কার্ডবোর্ড ডিসপ্লে তৈরির প্রক্রিয়ায় নিখুঁত কাঠামোগত প্রকৌশল, প্রিপ্রেস ক্যালিব্রেশন, লিথো-ল্যামিনেশন, স্বয়ংক্রিয় ডাই-কাটিং এবং পর্যায়ক্রমিক ভাঁজ করার প্রয়োজন হয়। প্রতিটি পর্যায়ে সঠিক গাণিতিক সহনশীলতা আবশ্যক। এই ধাপগুলোর মধ্যে একটিমাত্র যাচাইকরণ পরীক্ষা বাদ দিলেও তা অনিবার্যভাবে পরিবহনের সময় মারাত্মক ব্যর্থতার কারণ হয়, অথবা বড় বড় খুচরা দোকানের কঠোর গ্রাহক গ্রহণ কেন্দ্রে তাৎক্ষণিক বাতিল হয়ে যায়।.

চলুন বিশদভাবে বিশ্লেষণ করা যাক, কীভাবে এই কাঁচামালগুলো উচ্চ-কার্যক্ষমতাসম্পন্ন রিটেইল মার্চেন্ডাইজারে রূপান্তরিত হয় এবং কোথায় বেশিরভাগ ব্র্যান্ড ভুলবশত তাদের ফিজিক্যাল ক্যাম্পেইনগুলোকে লাইনচ্যুত করে।.
ধাপে ধাপে কার্ডবোর্ড কীভাবে তৈরি করা হয়?
আপনি হয়তো ধরে নিতে পারেন যে প্রিন্টিং এবং কাটিংই একমাত্র প্রধান ধাপ, কিন্তু উপাদানগুলোকে সঠিকভাবে একত্রিত করার মাধ্যমেই কাঠামোগত দৃঢ়তা তৈরি হয় বা স্থায়ীভাবে নষ্ট হয়ে যায়।.
ধাপে ধাপে কার্ডবোর্ড তৈরির প্রক্রিয়ার মধ্যে রয়েছে কাঁচা কাগজে ঢেউখেলানো খাঁজ কাটা, জল-ভিত্তিক আঠা লাগানো এবং সেটিকে সমতল লাইনারবোর্ডের মধ্যে জুড়ে দেওয়া। এই অবিচ্ছিন্ন ঢেউখেলানো চক্রটি স্বতন্ত্র কাঠামোগত খিলান তৈরি করে, যা গতিশীল সংকোচন শক্তি প্রদান করে এবং নিশ্চিত করে যে আপনার চূড়ান্ত পণ্যগুলো সমুদ্রপথে ভারী মাল পরিবহন ও খুচরা গুদামের কঠোর ব্যবহার সহ্য করতে পারে।.

মূল প্রণালীটি শুনতে সহজ মনে হলেও, উৎপাদন পর্যায়ে এর সাথে জড়িত ভৌত রসায়ন তাৎক্ষণিক গতিজনিত ঝুঁকি তৈরি করে।.
পিভিএ আর্দ্রতা বিকৃতি থেকে বেঁচে থাকা
এমনকি অভিজ্ঞ ডিজাইনাররাও প্রায়শই ল্যামিনেশন রসায়নের একটি দুর্বল দিক উপেক্ষা করেন। তারা ধরে নেন যে, একটি অনমনীয় বি-ফ্লুট ঢেউখেলানো বোর্ডের, যা পৃষ্ঠতলের জ্যামিতিক বিন্যাস পরিবর্তন না করেই সমানভাবে শুকিয়ে যাওয়ার কথা।
কারখানার বাস্তবতা আরও অনেক বেশি অস্থিতিশীল। লিথো -ল্যামিনেশন প্রক্রিয়ায় একটি ভেজা, জল-ভিত্তিক পিভিএ (পলিভিনাইল অ্যাসিটেট) আঠা ব্যবহার করা হয়।যখন আমি গ্লুয়ারে এক ব্যাচ আঠা চালাই, তখন ছিদ্রযুক্ত লাইনারবোর্ডটি সঙ্গে সঙ্গে সেই আর্দ্রতা শোষণ করে নেয়। টেক্সাসের মতো উচ্চ-আর্দ্রতার মার্কিন পরিবেশে পাঠানোর আগে যদি আমি শুকানোর পর্যায়টি কঠোরভাবে নিয়ন্ত্রণ না করি, তাহলে সংকুচিত হওয়া পিভিএ প্রচণ্ড পৃষ্ঠটান তৈরি করেপুরো৬০-ইঞ্চি (১৫২৪ মিমি) সাইড প্যানেলটি আলুর চিপসের মতো বেঁকে ভেতরের দিকে মুড়ে যায়। আমি দেখেছি ক্লার্করা মেঝেতে এই বাঁকানো প্যানেলগুলো জোড়া লাগাতে হিমশিম খাচ্ছে, বেঁকে যাওয়া বোর্ডের কঠিন প্রতিরোধের সাথে লড়াই করতে করতে অবশেষে ধরে রাখার ট্যাবগুলো ছিঁড়ে যায়। এর সমাধান করতে, আমি একটি কঠোর কিওর ওয়েট প্রোটোকল তৈরি করেছি, যেখানে ভেজা বোর্ডগুলোকে ২৪ ঘণ্টা ধরে নির্দিষ্ট ডেড-ওয়েট চাপে স্তূপ করে রাখা হয়। এই ফ্ল্যাট-কিওর অ্যাসেম্বলির ঘর্ষণ প্রতিরোধ করে, কো-প্যাকারদের আনুমানিক ৩০% কায়িক শ্রমের সময় বাঁচায় এবং আপনার রোলআউট শিডিউল অক্ষুণ্ণ রাখে।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| ভেজা আঠা শুকানোর পর্যায়কে ত্বরান্বিত করা | ২৪ ঘন্টা ধরে স্থির ওজন প্রয়োগ করে কিউরিং করা4 | বাঁকা পাশের প্যানেলগুলি দূর করে |
| পিভিএ আর্দ্রতা শোষণ উপেক্ষা করা | একটি ভারসাম্যপূর্ণ ডুপ্লেক্স ব্যাক-লাইনার যোগ করা5 | ডিসপ্লেগুলো সোজাভাবে দাঁড়ানোর নিশ্চয়তা দেয়। |
| সমাবেশের সময় বিকৃত ট্যাবগুলিকে জোর করে চাপ দেওয়া | সমতল-বোর্ড জ্যামিতি নিখুঁত করা | প্রতি ইউনিটে ২৫ সেকেন্ড অ্যাসেম্বলি সময় সাশ্রয় করে।6 |
আমি তাড়াহুড়ো করে শুকানোর কারণে কাঠামোগত ভিত্তির ক্ষতি হতে দেব না। বোর্ডগুলোকে গাণিতিকভাবে চাপ দিয়ে বসানোর জন্য অতিরিক্ত ২৪ ঘণ্টা সময় নিলে, দোকানের তীব্র ফ্লুরোসেন্ট আলোর নিচেও আপনার ডিসপ্লেটি যে একদম সোজা হয়ে দাঁড়াবে, তা নিশ্চিত করা যায়।.
🛠️ হার্ভির ডেস্ক: আপনার সাইড প্যানেলগুলো কি বেঁকে যাচ্ছে এবং প্যাকিং লাইনে অ্যাসেম্বলির ক্ষেত্রে সমস্যা তৈরি করছে? 👉 একটি স্ট্রাকচারাল অডিটের জন্য অনুরোধ করুন ↗ — সরাসরি আমার ডেস্কে প্রবেশের সুযোগ। কোনো স্বয়ংক্রিয় সেলস স্প্যাম থাকবে না, আমি কথা দিচ্ছি।
কার্ডবোর্ড তৈরি করতে কোন মেশিন ব্যবহার করা হয়?
শিল্পক্ষেত্রে ব্যবহৃত কাটিং টেবিল এবং অফসেট প্রেস অ্যাসেম্বলি লাইনকে শক্তি জোগায়, কিন্তু এই শক্তিশালী মেশিনগুলো সম্পূর্ণ অকেজো হয়ে পড়ে যদি আপনি তাদের যে ডিজিটাল নির্দেশনা দেন তা তারা বুঝতে না পারে।.
কার্ডবোর্ড ডিসপ্লে তৈরির জন্য ব্যবহৃত মেশিনগুলোর মধ্যে রয়েছে ইন্ডাস্ট্রিয়াল করুগেটর, স্বয়ংক্রিয় লিথোগ্রাফিক প্রিন্টিং প্রেস এবং ডিজিটাল কাটিং টেবিল। এই শক্তিশালী উৎপাদন ব্যবস্থাগুলো অত্যন্ত সুনির্দিষ্ট ভেক্টর ডেটা ব্যবহার করে কাজ করে, যা নির্ভুল ডিজিটাল স্পট কালারকে সরাসরি ব্লেডের ভৌত গতিবিধি এবং নিখুঁত ক্রিজের গভীরতায় রূপান্তরিত করে, যার ফলে ত্রুটিহীন অ্যাসেম্বলি সম্ভব হয়।.
হার্ডওয়্যার সম্পর্কে জানাটা ভালো, কিন্তু এই মেশিনগুলোর সাথে সঠিকভাবে সংযোগ স্থাপন করার কৌশল বোঝাই হলো উৎপাদনের ব্যাপক প্রতিবন্ধকতা এড়ানোর আসল রহস্য।.
স্পট কালার টুলিং কমান্ড ট্র্যাপ
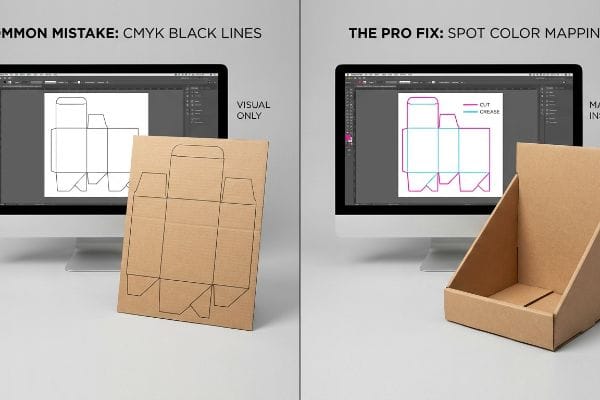
একটি সাধারণ ফাঁদ যা এমনকি অভিজ্ঞ ক্রয় দলগুলোকেও বিভ্রান্ত করে, তা হলো এই ধারণা করা যে একটি PDF-এর ভিজ্যুয়াল লাইনগুলো স্বয়ংক্রিয়ভাবে মেশিনকে বলে দেয় কোথায় কাটতে হবে। তারা POS (পয়েন্ট অফ সেল) মার্চেন্ডাইজারের ভৌত কাঠামোর রূপরেখা তৈরি করতে স্ট্যান্ডার্ড CMYK (সায়ান, ম্যাজেন্টা, ইয়েলো, কী/ব্ল্যাক) কালো স্ট্রোক ব্যবহার করে ডাইলাইন জমা দেয় । দৃশ্যত , এটি একটি সম্পূর্ণ, উৎপাদনের জন্য প্রস্তুত ব্লুপ্রিন্টের মতো দেখায়।
কিন্তু স্বয়ংক্রিয় CNC (কম্পিউটার নিউমেরিক্যাল কন্ট্রোল) রাউটিং টেবিল এবং লেজার ডাই-বোর্ড বার্নারগুলো দৃশ্যমান কালো রেখা পড়তে পারে না; এগুলোর জন্য নিখুঁত স্পট কালার ম্যাপিং প্রয়োজন হয়।যখন কোনো ফাইল সাধারণ কালো দাগসহ আসে, তখন মেশিনের প্রিপ্রেস সফটওয়্যার সেই কাটার রেখাগুলোকে সরাসরি আর্টওয়ার্ক লেয়ারের সাথে জুড়ে দেয়। প্রেসটি দৃশ্যমান কালো আউটলাইনসহ একটি সুন্দর বাক্স প্রিন্ট করে, কিন্তু বাস্তবে কোনো কাট তৈরি করে না। আমি একবার দেখেছিলাম, একটি পুরো প্রোটোটাইপ ব্যাচ আটকে গিয়েছিল কারণ কাটিং হেডটি অকেজোভাবে শূন্যে ভাসছিল এবং কাঁচা পেপারবোর্ডের পরিবর্তে বাতাসে স্পিন্ডল কাটার মতো একটি বিকট, ফাঁপা ঘর্ঘর শব্দ তৈরি করছিল। এখন, আমি বাধা দিয়ে একটি নিখুঁত স্পট কালার প্রোটোকল বাধ্যতামূলক করি—'কাট'-এর জন্য ১০০% ম্যাজেন্টা এবং 'ক্রিজ'-এর জন্য ১০০% সায়ান। এটি ডিজিটাল উদ্দেশ্যকে অত্যন্ত নিখুঁত যান্ত্রিক সম্পাদনে রূপান্তরিত করে, যা এমন ভুল প্রিন্ট প্রতিরোধ করে যার ফলে খুচরা বিক্রেতাদের বিপুল পরিমাণ চার্জব্যাকের সম্মুখীন হতে হয়।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| কাট লাইনের জন্য CMYK কালো ব্যবহার করা | ১০০% ম্যাজেন্টা স্পট কালার নির্ধারণ করা9 | পরিষ্কার ব্লেড কাটিং নিশ্চিত করে |
| শিল্পকর্মে কাঠামোর সংমিশ্রণ | যান্ত্রিক পথগুলিকে সম্পূর্ণরূপে বিচ্ছিন্ন করা10 | মুদ্রিত রূপরেখার ত্রুটি প্রতিরোধ করে |
| ভিজ্যুয়াল পিডিএফ পর্যালোচনার উপর নির্ভর করা | প্রি-ফ্লাইটিং মেশিন আরআইপি সফটওয়্যার11 | মেশিনের ডাউনটাইম দূর করে |
প্রিপ্রেস পর্যায়ে আমি সবসময় কাঠামোগত গাণিতিক হিসাবকে বাহ্যিক সৌন্দর্য থেকে আলাদা রাখি। কঠোর কালার ম্যাপিং নিশ্চিত করে যে ব্লেডগুলো সাবস্ট্রেটের সাথে নিখুঁতভাবে সংযুক্ত হয়, যা আপনার আর্টওয়ার্ককে অক্ষত রাখে এবং আপনার প্রোডাকশন শিডিউলকে মসৃণভাবে চলতে সাহায্য করে।.
🛠️ হার্ভির ডেস্ক: আপনার বর্তমান প্রিন্টার কি অপাঠ্য ভেক্টর পাথ এবং প্রোটোটাইপিংয়ে বিলম্ব নিয়ে অভিযোগ করে? 👉 একটি প্রিপ্রেস ফাইল চেক করান ↗ — নিরাপদে ডাউনলোড করুন। পরবর্তীতে কোনো প্রশ্ন থাকলে আমার ইনবক্স খোলা আছে।
কার্ডবোর্ড কি প্রাকৃতিক নাকি মনুষ্যসৃষ্ট?
ক্রেতারা সর্বোচ্চ পরিবেশ-বান্ধবতার ওপর জোর দিতে ভালোবাসেন, কিন্তু কাগজের কাঁচা তন্তুকে তার ভৌত সীমার বাইরে ব্যবহার করলে তা প্রায়শই একটি টেকসই উদ্যোগকে সরবরাহ ব্যবস্থার দুঃস্বপ্নে পরিণত করে।.
হ্যাঁ। কার্ডবোর্ড প্রাকৃতিক, কারণ এটি নবায়নযোগ্য সেলুলোজ কাঠের তন্তু থেকে তৈরি হয়, কিন্তু এর আধুনিক প্রকৌশল প্রক্রিয়াটি মূলত মনুষ্যসৃষ্ট। নির্মাতারা এই জৈব তন্তুগুলোকে রাসায়নিকভাবে পুনরায় মণ্ডে পরিণত করে এবং যান্ত্রিকভাবে পুনর্গঠন করে ঢেউখেলানো কাগজের আস্তরণ তৈরি করেন, যেখানে বৈশ্বিক সরবরাহ ব্যবস্থার জন্য প্রয়োজনীয় কঠোর গতিশীল ভারবহন ক্ষমতার সাথে টেকসই পরিবেশগত নির্দেশনার ভারসাম্য রক্ষা করা হয়।.

উপাদানটির উৎস জৈব, কিন্তু পুনর্ব্যবহৃত কাগজকে একটি অসীম সম্পদ হিসেবে বিবেচনা করা কাঠামোগত প্রকৌশলে একটি বিপজ্জনক ভুল।.
পুনর্ব্যবহৃত বোর্ডে ফাইবার নিঃশেষের সীমা
সর্বোচ্চ টেকসইতা অর্জনের জন্য সচেষ্ট ক্রয় দলগুলো প্রায়শই ভারী খুচরা পণ্যদ্রব্যের জন্য ব্যবহৃত টেস্টলাইনার বাধ্যতামূলক করে, এই ধরে নিয়ে যে এর ভৌত অখণ্ডতা নতুন বোর্ডের মতোই হুবহু একই । এটিকে একটি নিখুঁত উইন-উইন পরিস্থিতি বলে মনে হয়: একদিকে কর্পোরেট পরিবেশগত কোটা পূরণ করা, অন্যদিকে প্যাকেজিংয়ের সাধারণ কাঠামোগত ক্ষমতা বজায় রাখা।
কাগজের তন্তুকে একটি রাবার ব্যান্ডের মতো ভাবুন; যতবারই আপনি এটিকে টানেন এবং পুনরায় ব্যবহার করেন, এটি স্থায়ীভাবে তার স্থিতিস্থাপকতা হারায়। পুনঃমণ্ড তৈরির প্রক্রিয়ার সময়, সেলুলোজ তন্তুগুলো শারীরিকভাবে ছোট হয়ে যায়। পাঁচ থেকে সাতটি পুনর্ব্যবহার চক্রের পর , এই তন্তুগুলো সম্পূর্ণ যান্ত্রিকভাবে নিঃশেষিত হয়ে যায়। আমি যদি একটি সম্পূর্ণ পুনর্ব্যবহৃত ট্রে TAPPI (Technical Association of the Pulp and Paper Industry) T811 Edge Crush Test (ECT) এর অধীনে রাখি, তাহলে আমি আসলে শুষ্ক, আণুবীক্ষণিক মচমচ শব্দ শুনতে পাই, কারণ চাপের মুখে নিঃশেষিত খাঁজগুলো সঙ্গে সঙ্গে ভেঙে পড়ে। ভারী ডাবল-স্ট্যাকড সমুদ্রগামী মাল পরিবহনের ধকল সহ্য করার জন্য, আমি একটি হাইব্রিড উপাদানের নিয়ম প্রয়োগ করি, যেখানে ভার বহনকারী খাঁজগুলোতে সরাসরি একটি সুনির্দিষ্ট ৩০% অনুপাতে ভার্জিন ক্রাফট উপাদান প্রবেশ করানো হয়। দীর্ঘ, তাজা তন্তুর এই কৌশলগত সংযোজন তাৎক্ষণিকভাবে গতিশীল সংকোচন শক্তি পুনরুদ্ধার করে, যা নিশ্চিত করে যে আপনার প্যালেটগুলো সম্পূর্ণ অক্ষত অবস্থায় পৌঁছাবে এবং বড় বড় প্রতিষ্ঠানের কঠোর টেকসই নিরীক্ষা নিরাপদে উত্তীর্ণ হবে।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| ১০০% অতিরিক্ত পুনর্ব্যবহৃত বোর্ড বাধ্যতামূলক করা | ৩০% ভার্জিন ক্রাফট উপাদান ইনজেক্ট করা15 | ভারী প্যালেটের উপর দিয়ে চাপ সহ্য করে |
| আণুবীক্ষণিক তন্তুর দৈর্ঘ্য উপেক্ষা করা | কোর ফ্লুটিং ঘনত্ব আপগ্রেড করা16 | করিডোরে ভিড়ের চাপ প্রতিরোধ করে |
| শুধুমাত্র পরিবেশ-বান্ধব বিপণনের উপর নির্ভর করা | ECT শক্তির সাথে CoC-এর ভারসাম্য রক্ষা করা17 | কঠোর প্রাপ্তি নিরীক্ষায় উত্তীর্ণ হয় |
আমি কোনো বিপণন দাবির জন্য পণ্যের ভিত্তির স্থিতিশীলতার সাথে কখনো আপোস করি না। তাজা ক্রাফট ফাইবারের সাথে পুনর্ব্যবহৃত মণ্ড মেশানোর মাধ্যমেই আমি নিশ্চিত করতে পারি যে, আপনার ভারী পণ্যগুলো আমার কারখানা থেকে তাক পর্যন্ত এই কষ্টকর যাত্রাটি সফলভাবে সম্পন্ন করবে।.
🛠️ হার্ভির ডেস্ক: আপনার পরিবেশ-বান্ধব ডিসপ্লেগুলো কি আসল পণ্যের ভারে নুয়ে পড়ছে? 👉 আপনার মেটেরিয়াল স্ট্র্যাটেজি অডিট দাবি করুন ↗ — এমন কোনো ফর্ম নেই যা অবিরাম সেলস কলের কারণ হয়। শুধু খাঁটি মূল্য।
করোগেটেড বক্স উৎপাদন বলতে কী বোঝায়?
একটি সমতল গ্রাফিক ডিজাইন করা এক জিনিস, কিন্তু সেই শিল্পকে একটি ত্রিমাত্রিক, ভারবাহী কাঠামোতে রূপান্তর করার জন্য সূক্ষ্ম যান্ত্রিক সহনশীলতার প্রতি নিরলস মনোযোগ প্রয়োজন।.
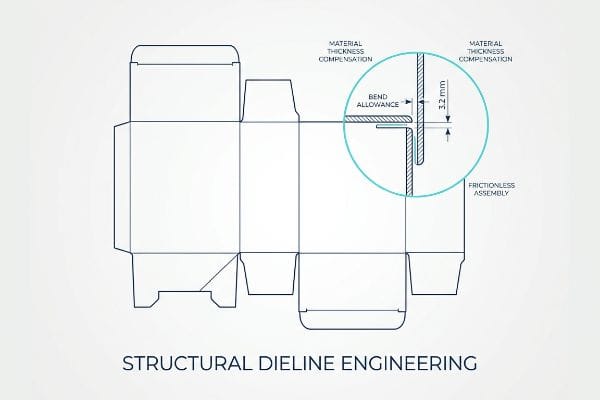
করোগেটেড বক্স উৎপাদন প্রক্রিয়ায় স্বয়ংক্রিয় কাটিং, স্কোরিং এবং ফোল্ডিং অপারেশনের মাধ্যমে সমতল উপাদানকে জ্যামিতিক কাঠামোতে রূপান্তরিত করা হয়। এই দ্রুতগতির রূপান্তর প্রক্রিয়াটি মূলত বোর্ডের পুরুত্বের সাথে সামঞ্জস্য রাখার জন্য নির্দিষ্ট বেন্ড অ্যালাউন্সের উপর নির্ভর করে, যা কাঁচা উপাদানকে দৃঢ় ও ভারবহনক্ষম মাস্টার কার্টনে পরিণত করে, যা নিরাপদ পণ্য বিতরণ এবং খুচরা বিক্রয়ের জন্য বিশেষভাবে উপযোগী।.
কিন্তু যখন মেশিনগুলো চলতে শুরু করে এবং সমতল কার্ডবোর্ডকে বাস্তবে একটি কোণ বরাবর বাঁকাতে হয়, তখন শুধু তত্ত্ব জানাই যথেষ্ট নয়।.
উৎপাদনে ক্যালিপার ক্ষতিপূরণের ফাঁদ
গ্রাফিক ডিজাইনাররা প্রায়শই তাদের CAD (কম্পিউটার-এইডেড ডিজাইন) সফটওয়্যারে সংযোগকারী ট্যাব এবং ভাঁজ করার স্লটগুলো ঠিক তার সংলগ্ন প্যানেলের সমান প্রস্থে তৈরি করেন। তারা ধরে নেন যে একটি এক-ইঞ্চি (২৫.৪ মিমি) ট্যাব সহজেই একটি এক-ইঞ্চি স্লটে ঢুকে যায়, এবং এই সমতল ডিজিটাল নকশাটি বাস্তব জগতে নিখুঁতভাবে রূপান্তরিত হবে বলে বিশ্বাস করেন।.
ল্যাবে একটি ডিসপ্লেকে সোজা করে দাঁড় করানো সহজ, কিন্তু যখন আপনি ৫০০টি ডিসপ্লে কোনো ব্যস্ত কো-প্যাকারের কাছে পাঠান, তখন এক কঠিন বাস্তবতার মুখোমুখি হতে হয়। ঢেউখেলানো কাগজের একটি ভৌত ভর আছে। যখন একটি ৩.১৭ মিমি (০.১২ ইঞ্চি) পুরু বি-ফ্লুট প্যানেল ১৮ ৯০ ডিগ্রি কোণে ভাঁজ করা হয়, তখন এটি বাইরের ব্যাসার্ধ বরাবর ভৌতভাবে উপাদান ব্যবহার করে। যদি ডাইলাইনের গ্রহণকারী স্লটটি ক্ষতিপূরণের জন্য প্রশস্ত না করা হয়, তবে জ্যামিতিক গঠনটি ব্যর্থ হয়। আমার কারখানায় প্রাথমিক প্রোটোটাইপ পরীক্ষার সময়, আমি প্রায়শই দেখি যে সাধারণ ফাইলগুলো এই মৌলিক পরীক্ষায় ব্যর্থ হয়; দোকানের কর্মচারী ঘাম ঝরিয়ে একটি ভুলভাবে বসানো ট্যাব জোর করে লাগাতে বাধ্য হন, যার ফলে কাগজের একটি বিশ্রী, ছেঁড়া প্রান্ত তৈরি হয় যা ব্র্যান্ডের নান্দনিকতা নষ্ট করে দেয়। প্রতিটি ভাঁজে গাণিতিকভাবে ঠিক ৩.২ মিমি (০.১২ ইঞ্চি) ১৯- এর একটি নির্দিষ্ট বাঁকের ছাড় প্রোগ্রাম করার মাধ্যমে , আমি ঘর্ষণজনিত বাধাটি ভেঙে দিই। এই কঠোর কাঠামোগত সংশোধন ঘর্ষণহীন সংযোজন নিশ্চিত করে, প্রতি ইউনিটে কো-প্যাকিংয়ের সময় আনুমানিক ৪২ সেকেন্ড কমিয়ে আনে এবং আপনার শ্রম বাজেট সুরক্ষিত রাখে।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| ট্যাব ব্যবহার করে স্লটগুলির ১:১ ডিজাইন | গাণিতিক বাঁকানো ভাতা যোগ করা20 | ঘর্ষণহীন ট্যাব ঢোকানো সক্ষম করে |
| বোর্ড ক্যালিপার খরচ উপেক্ষা করা | বাইরের ব্যাসার্ধের জন্য স্লটগুলি প্রশস্ত করা21 | পেপারবোর্ডের প্রান্ত ছিঁড়ে যাওয়া প্রতিরোধ করে |
| লাইনে কড়া তালা লাগাতে বাধ্য করা | প্রকৌশলগত নির্ভুল জ্যামিতিক অফসেট22 | ব্যয়বহুল কো-প্যাকিং শ্রম হ্রাস করে |
আমি বাস্তব উপকরণের পুরুত্ব বিবেচনা করে সবসময় ফ্ল্যাট ইনকামিং ডাইলাইনগুলো নতুন করে তৈরি করি। স্ট্রাকচারাল ফাইলে সরাসরি এই মাইক্রো-ক্লিয়ারেন্সগুলো ডিজাইন করার মাধ্যমেই আমি স্টোর ফ্লোরে বিশৃঙ্খল, টেপ-মোড়ানো অ্যাসেম্বলি বিপর্যয় প্রতিরোধ করি।.
🛠️ হার্ভির ডেস্ক: একটি ২-মিলিমিটার কাঠামোগত ত্রুটির কারণে ৫০০টি দোকানে পণ্য সরবরাহের পরিকল্পনা যেন ভেস্তে না যায়। 👉 আপনার ডাইলাইন ফাইলটি আমাকে পাঠান ↗ — গণ-উৎপাদনে বাজেট অপচয় করার আগে আমি এর গাণিতিক হিসাব স্ট্রেস-টেস্ট করে নেব।
উপসংহার
আপনি সহজলভ্য সবচেয়ে সস্তা উৎপাদনকারী প্রতিষ্ঠান বেছে নিতে পারেন, কিন্তু যখন অ্যাসেম্বলি লাইনে একজন গ্রাফিক ডিজাইনারের আনক্যালিব্রেটেড কালার ফাইল আনকমপেনসেটেড ৩.১৭ মিমি (০.১২ ইঞ্চি) বি-ফ্লুট ট্যাবের সাথে মিশে যায়, তখন এর ফলে সৃষ্ট ছেঁড়া কাগজ এবং বেঁকে যাওয়া পিভিএ সাইড প্যানেলগুলো কো-প্যাকিংয়ের গতি আনুমানিক ৩০% কমিয়ে দেবে এবং আপনার ক্যাম্পেইনের লাভের মার্জিন পুরোপুরি নষ্ট করে দেবে। ৫০০-এর বেশি ব্র্যান্ড ম্যানেজার ঠিক এই মারাত্মক প্রাথমিক পর্যায়ের ভুলগুলো এড়ানোর জন্য আমার প্রিপ্রেস চেকলিস্ট ব্যবহার করেন। সাবস্ট্রেট টলারেন্স নিয়ে অনুমান করা বন্ধ করুন এবং গণ-উৎপাদন শুরু হওয়ার আগেই ব্যয়বহুল যান্ত্রিক ত্রুটিগুলো ধরার জন্য আমাকে ব্যক্তিগতভাবে আপনার ফাইলগুলো আমার ফ্রি ডাইলাইন প্রি-ফ্লাইট অডিট ↗- এর মাধ্যমে পরীক্ষা করতে দিন।
"[পিডিএফ] করোগেটেড বোর্ড স্পেসিফিকেশন – ফাইবার বক্স অ্যাসোসিয়েশন", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। করোগেটেড প্যাকেজিংয়ের জন্য শিল্প মানগুলি বি-ফ্লুট বোর্ডের নির্দিষ্ট ফ্লুটের উচ্চতা, পুরুত্ব এবং সংকোচন শক্তি নির্ধারণ করে। প্রমাণের ভূমিকা: স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন: উপাদানের প্রযুক্তিগত গ্রেড এবং কাঠামোগত বৈশিষ্ট্য। পরিধি নোট: স্ট্যান্ডার্ড গ্লোবাল ফ্লুটিং চার্টের উপর ভিত্তি করে। ↩
"প্যাকেজিং ওয়াটার-বেসড আঠা", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html। শিল্প-সংক্রান্ত নথিপত্র করোগেটেড বোর্ডের লিথো-ল্যামিনেশনে ব্যবহৃত আঠার রাসায়নিক গঠন যাচাই করে। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাই; উৎসের ধরণ: শিল্প হ্যান্ডবুক। সমর্থন করে: ওয়াটার-বেসড পিভিএ-এর ব্যবহার। পরিধি সংক্রান্ত টীকা: প্রস্তুতকারক ভেদে আঠার ধরণ ভিন্ন হতে পারে। ↩
"বোকা প্রশ্নের সময়: বোকা পিভিএ-র সমাধান | ওল্ডহ্যামার ফোরাম", https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/। বস্তুবিজ্ঞান গবেষণা ব্যাখ্যা করে যে কীভাবে পিভিএ আঠা থেকে জলের বাষ্পীভবন ছিদ্রযুক্ত পৃষ্ঠে টানজনিত পীড়ন এবং বিকৃতি ঘটায়। প্রমাণের ভূমিকা: কার্যকারণ যাচাই; উৎসের ধরণ: পিয়ার-রিভিউড গবেষণা। সমর্থন করে: পিভিএ-র সংকোচন এবং পৃষ্ঠের বিকৃতির মধ্যে সম্পর্ক। পরিধি নোট: বিশেষভাবে ছিদ্রযুক্ত কাগজ-ভিত্তিক উপকরণের ক্ষেত্রে প্রযোজ্য। ↩
"কার্ডবোর্ডের জন্য সেরা আঠা: শক্তিশালী বন্ধনের জন্য শীর্ষ পছন্দ – ARO পাম্পস", https://www.arozone.com/en/tools/blog/best-glues-for-cardboard-top-choices/। বোর্ড বেঁকে যাওয়া রোধ করার জন্য আঠা শুকানোর সময় সম্পর্কিত প্রযুক্তিগত নথি। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: উৎপাদন নির্দেশিকা। সমর্থন করে: ২৪-ঘণ্টার শুকানোর সময়ের প্রয়োজনীয়তা। পরিধির টীকা: পিভিএ-ভিত্তিক আঠার জন্য নির্দিষ্ট। ↩
"[পিডিএফ] করোগেটেড বোর্ড টুইস্ট–কারণ ও প্রতিকার – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097। আর্দ্রতাজনিত কুঁচকে যাওয়া প্রতিরোধের জন্য কার্ডবোর্ড নির্মাণে উপাদানের ভারসাম্য রক্ষার প্রকৌশলগত বিশ্লেষণ। প্রমাণের ভূমিকা: কাঠামোগত সমাধান; উৎসের ধরণ: শিল্প মান। সমর্থন: বেঁকে যাওয়া প্রতিরোধের পদ্ধতি। পরিধি টীকা: ডুপ্লেক্স লাইনিং প্রয়োগের উপর আলোকপাত করে। ↩
"ঢেউখেলানো বোর্ডের বাক্সের সংকোচন শক্তির প্রাক্কলন...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। সংশোধিত বোর্ডের জ্যামিতির ফলে অ্যাসেম্বলি দক্ষতার উন্নতির উপর গবেষণালব্ধ তথ্য বা কেস স্টাডি। প্রমাণের ভূমিকা: কর্মক্ষমতার পরিমাপক; উৎসের ধরণ: পরিচালনগত গবেষণা। সমর্থন: পরিমাণগত সময় সাশ্রয়ের দাবি। পরিধিগত টীকা: সম্ভবত গড় খুচরা প্রদর্শনীর আকারের উপর ভিত্তি করে। ↩
"স্পট কালার বনাম প্রসেস কালার | অ্যাডোবি", https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html। সিএনসি কাটিং টেবিলের প্রযুক্তিগত ডকুমেন্টেশনে উল্লেখ করা হয়েছে যে, CMYK ভ্যালুগুলোকে প্রিন্ট ডেটা হিসেবে ব্যাখ্যা করা হয়, যেখানে কাটিং এবং ক্রিজিংয়ের জন্য নির্দিষ্ট টুলপাথ কমান্ড চালু করতে নামযুক্ত স্পট কালারের প্রয়োজন হয়। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: উৎপাদন ম্যানুয়াল। সমর্থন করে: প্রিন্ট-রেডি গ্রাফিক্স এবং মেশিন-পঠনযোগ্য টুলিং নির্দেশাবলীর মধ্যে পার্থক্য। পরিধি নোট: স্বয়ংক্রিয় ডিজিটাল কাটিং সিস্টেমের ক্ষেত্রে প্রযোজ্য। ↩
"মাস্টারিং সিএনসি প্লাজমা কাটিং: টেকনোলজি, অপারেশন, অ্যান্ড সিএএম", https://www.youtube.com/watch?v=wtriVCfRIK0। প্রযুক্তিগত ডকুমেন্টেশন যা ব্যাখ্যা করে কিভাবে সিএনসি এবং লেজার কাটিং সফটওয়্যার স্পট কালার অ্যাট্রিবিউটের মাধ্যমে আর্টওয়ার্ক থেকে টুলিং পাথকে আলাদা করে। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: যন্ত্রপাতির ম্যানুয়াল। সমর্থন করে: মেশিন নির্দেশাবলীর জন্য অদৃশ্য কালার ম্যাপিংয়ের প্রয়োজনীয়তা। পরিধি নোট: ভেক্টর-ভিত্তিক প্রিপ্রেস ওয়ার্কফ্লোতে প্রযোজ্য। ↩
"অ্যাডোবি ইলাস্ট্রেটর – কাট লাইনের জন্য কোন রঙের নমুনা ব্যবহার করতে হবে?", https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines। ইন্ডাস্ট্রিয়াল প্লটারে কাটিং ব্লেডের জন্য টেকনিক্যাল ট্রিগার হিসেবে নির্দিষ্ট স্পট কালার কীভাবে ব্যবহৃত হয় তার সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: যন্ত্রপাতির ম্যানুয়াল। সমর্থন করে: পরিষ্কার ব্লেড কাট নিশ্চিত করতে স্পট কালারের ব্যবহার। পরিধি সংক্রান্ত টীকা: নির্দিষ্ট কিছু RIP এবং কাটার কনফিগারেশনের জন্য প্রযোজ্য। ↩
"…এর যান্ত্রিক বৈশিষ্ট্যের উপর আকার এবং প্রিন্ট পাথের প্রভাব – পিএমসি – এনআইএইচ", https://pmc.ncbi.nlm.nih.gov/articles/PMC8866044/। রেজিস্ট্রেশন ত্রুটি এড়ানোর জন্য প্রিন্ট লেয়ার থেকে স্ট্রাকচারাল ডাই-লাইন পৃথক করার শিল্প-মানদণ্ডের সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: শিল্পের সর্বোত্তম অনুশীলন; উৎসের ধরণ: প্রিন্ট প্রোডাকশন ম্যানুয়াল। সমর্থন: মুদ্রিত আউটলাইন ত্রুটি প্রতিরোধ। পরিধি টীকা: অফসেট এবং ডিজিটাল কার্ডবোর্ড প্রিন্টিং উভয়ের জন্যই প্রাসঙ্গিক। ↩
"ডিজিটাল প্রিন্টিং-এ আরআইপি (RIP) কী? – রোল্যান্ড ডিজিএ কর্পোরেশন", https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing। রাস্টার ইমেজ প্রসেসর (RIP) প্রি-ফ্লাইটিং কীভাবে হার্ডওয়্যারে পৌঁছানোর আগেই ফাইলের ত্রুটি শনাক্ত করে, তার সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: ওয়ার্কফ্লো যাচাইকরণ; উৎসের ধরণ: প্রযুক্তিগত নির্দেশিকা। সমর্থন করে: এই দাবি যে প্রি-ফ্লাইটিং মেশিনের ডাউনটাইম দূর করে। পরিধি সংক্রান্ত টীকা: উচ্চ-পরিমাণের শিল্প মুদ্রণের ক্ষেত্রে প্রযোজ্য। ↩
"শক্তি এবং দৃঢ়তার উপর ভার্জিন ফাইবারের পরিমাণের প্রভাব...", https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/। এটি একটি পদার্থ বিজ্ঞান বিষয়ক গবেষণা অথবা শিল্প প্যাকেজিং মান, যেখানে পুনর্ব্যবহৃত ফাইবার বনাম ভার্জিন সেলুলোজ ফাইবারের প্রসার্য শক্তি এবং ফেটে যাওয়ার চাপের তুলনা করা হয়েছে। প্রমাণের ভূমিকা: প্রযুক্তিগত তুলনা; উৎসের ধরণ: পিয়ার-রিভিউড জার্নাল অথবা প্রযুক্তিগত স্পেসিফিকেশন শিট। সমর্থন করে: পুনর্ব্যবহৃত এবং ভার্জিন বোর্ডের মধ্যে ভৌত কর্মক্ষমতার ব্যবধান। পরিধি সংক্রান্ত টীকা: শুধুমাত্র ভারী ভারবহনকারী প্রয়োগের জন্য সীমাবদ্ধ। ↩
"[পিডিএফ] কাগজ তৈরি এবং পুনর্ব্যবহারের সময় সেলুলোসিক ফাইবারের কী হয়...", https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf। পাল্প ও কাগজ বিজ্ঞানের প্রামাণ্য গবেষণা বারবার পুনর্ব্যবহারের মাধ্যমে সেলুলোজ ফাইবারের অবক্ষয়ের সীমা যাচাই করে। প্রমাণের ভূমিকা: তথ্যগত যাচাইকরণ; উৎসের ধরণ: পিয়ার-রিভিউড জার্নাল। সমর্থন করে: ফাইবারের নিঃশেষিত হওয়ার সীমা। পরিধিগত টীকা: ফাইবারের উৎসের উপর ভিত্তি করে প্রকৃত সীমা ভিন্ন হতে পারে। ↩
"একটি ঢেউখেলানো বোর্ডের প্রান্ত চূর্ণন পরীক্ষায় পূর্ণ-ক্ষেত্র পরিমাপ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/। ঢেউখেলানো বোর্ডের সংকোচন শক্তি পরিমাপের জন্য TAPPI স্ট্যান্ডার্ডের যাচাইকরণ। প্রমাণের ভূমিকা: প্রযুক্তিগত বৈধতা; উৎসের ধরণ: শিল্প স্ট্যান্ডার্ড ডকুমেন্টেশন। সমর্থন করে: কাঠামোগত পরীক্ষার জন্য ECT-এর ব্যবহার। পরিধি টীকা: ঢেউখেলানো লাইনারবোর্ড এবং মিডিয়ামের জন্য প্রযোজ্য। ↩
"[পিডিএফ] ভার্জিন বনাম রিসাইকেল্ড বোর্ড, লেখক: এল. লিসা ঝাও, একটি থিসিস …", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf। ভার্জিন ফাইবারের সঠিক অনুপাত কীভাবে ফাইবারের কার্যক্ষমতা হ্রাস রোধ করে এবং উল্লম্ব ভারবহন ক্ষমতা বজায় রাখে তার ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: পদার্থ বিজ্ঞান জার্নাল। সমর্থন: ভার্জিন ক্রাফট উপাদানের কাঠামোগত সুবিধা। পরিধি টীকা: রিসাইকেল্ড বোর্ড মিশ্রণের ক্ষেত্রে প্রযোজ্য। ↩
"ঢেউখেলানো বোর্ডের প্রান্ত থেঁতলে যাওয়ার প্রতিরোধ ক্ষমতার মূল্যায়ন...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/। প্রতি রৈখিক ফুটে ফ্লুটের সংখ্যা বৃদ্ধি কীভাবে উল্লম্ব সংকোচনের প্রতিরোধ ক্ষমতা বাড়ায় তার প্রযুক্তিগত বিশ্লেষণ। প্রমাণের ভূমিকা: প্রকৌশল নীতি; উৎসের ধরণ: প্যাকেজিং শিল্প ম্যানুয়াল। সমর্থন: চলাচলের পথে থেঁতলে যাওয়া প্রতিরোধ। পরিধি টীকা: ঢেউখেলানো বোর্ডের জ্যামিতির উপর দৃষ্টি নিবদ্ধ। ↩
"ECT রেটিং-এর ব্যাখ্যা: আপনার করোগেটেড ব্যাগের জন্য এর অর্থ কী...", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopP7yPm-za1Zdmrhk02tMYdyIedJTTmSlfpLAr5AG8HpZc5jsfg। রিটেইল লজিস্টিকস এবং কোয়ালিটি কন্ট্রোল অডিট পূরণের জন্য প্রয়োজনীয় এজ ক্রাশ টেস্ট (ECT) মানের জন্য আদর্শ নির্দেশিকা। প্রমাণের ভূমিকা: শিল্প মান; উৎসের ধরণ: লজিস্টিকস সার্টিফিকেশন গাইড। সমর্থন করে: অডিট সম্মতির জন্য ECT মেট্রিক্সের প্রয়োজনীয়তা। পরিধি নোট: রিটেইল রিসিভিং স্ট্যান্ডার্ডের জন্য নির্দিষ্ট। ↩
"কোরুগেটেড বোর্ড এবং উপাদানের গ্রেড – প্যাকেজিং কৌশল", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades। বি-ফ্লুট কোরুগেটেড বোর্ডের জন্য শিল্পে ব্যবহৃত আদর্শ ক্যালিপার পরিমাপের যাচাইকরণ। প্রমাণের ভূমিকা: তথ্যগত যাচাইকরণ; উৎসের ধরণ: প্রযুক্তিগত স্পেসিফিকেশন শিট। সমর্থন করে: উপাদানের পুরুত্বের দাবি। পরিধি সংক্রান্ত টীকা: প্রস্তুতকারক ভেদে পরিমাপে সামান্য তারতম্য হতে পারে। ↩
"[পিডিএফ] ঢেউখেলানো বোর্ডের নমন দৃঢ়তা", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf। ভাঁজ করার সময় জ্যামিতিক ব্যর্থতা রোধ করার জন্য উপাদানের পুরুত্বের উপর ভিত্তি করে নমন ছাড় গণনার প্রযুক্তিগত যৌক্তিকতা। প্রমাণের ভূমিকা: প্রকৌশলগত বৈধতা; উৎসের ধরণ: প্যাকেজিং ডিজাইন হ্যান্ডবুক। সমর্থন: কাঠামোগত সংশোধন পদ্ধতি। পরিধি টীকা: প্রয়োগ নির্দিষ্ট ৯০-ডিগ্রি ভাঁজের জন্য। ↩
"একটি পাঁচ-স্তরবিশিষ্ট কার্টনের নমন দৃঢ়তার বিশ্লেষণাত্মক নির্ধারণ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/। প্যাকেজিং ইঞ্জিনিয়ারিং-এর উপর প্রযুক্তিগত ডকুমেন্টেশন ব্যাখ্যা করে যে, সঠিক ফিট নিশ্চিত করার জন্য ভাঁজ করার সময় উপাদানের বিকৃতিকে কীভাবে বেন্ড অ্যালাউন্স বিবেচনা করে। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প হ্যান্ডবুক। সমর্থন করে: ট্যাব সন্নিবেশের জন্য বেন্ড অ্যালাউন্সের ব্যবহার। পরিধি নোট: প্রাথমিকভাবে অনমনীয় এবং আধা-অনমনীয় ফোল্ডিং কার্টনের ক্ষেত্রে প্রযোজ্য। ↩
"ইন্টারফ্লুট বাকলিং-এর পরীক্ষা পদ্ধতি ও প্রভাব – বায়োরিসোর্সেস", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/। করোগেটেড বোর্ডের জন্য পদার্থ বিজ্ঞান নির্দেশিকায় বিস্তারিতভাবে বর্ণনা করা হয়েছে যে, ভাঁজ করার সময় উপাদানটির বাইরের ব্যাসার্ধকে স্থান দেওয়ার জন্য এর পুরুত্ব (ক্যালিপার) কীভাবে স্লটগুলিকে প্রশস্ত করাকে অপরিহার্য করে তোলে। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন: পেপারবোর্ড ছিঁড়ে যাওয়া রোধ করার জন্য স্লট প্রশস্ত করার প্রয়োজনীয়তা। পরিধির টীকা: ফ্লুটের আকার এবং বোর্ডের গ্রেডের উপর ভিত্তি করে পরিবর্তিত হয়। ↩
"প্যাকেজিং অদক্ষতার লুকানো খরচ – এবং এর সমাধান", https://www.packagingdive.com/spons/the-hidden-cost-of-packaging-inefficiency-and-how-to-fix-it/741083/। অ্যাসেম্বলি লাইন অপটিমাইজেশনের উপর ইন্ডাস্ট্রিয়াল ইঞ্জিনিয়ারিং গবেষণা দেখায় যে, জ্যামিতিক টলারেন্স অপটিমাইজ করলে অ্যাসেম্বলির সময় এবং লকিং মেকানিজমের জন্য প্রয়োজনীয় শারীরিক শক্তি হ্রাস পায়। প্রমাণের ভূমিকা: অর্থনৈতিক প্রভাব; উৎসের ধরণ: ইন্ডাস্ট্রিয়াল ইঞ্জিনিয়ারিং গবেষণা। সমর্থন করে: এই দাবি যে জ্যামিতিক অফসেট কো-প্যাকিং শ্রম কমায়। পরিধি নোট: উচ্চ-পরিমাণ স্বয়ংক্রিয় বা আধা-স্বয়ংক্রিয় লাইনের উপর দৃষ্টি নিবদ্ধ। ↩



