Brands often bleed margin blindly selecting commercial printing methods for retail rollouts. Choosing the wrong application process ruins both your structural integrity and visual disruption on the floor.
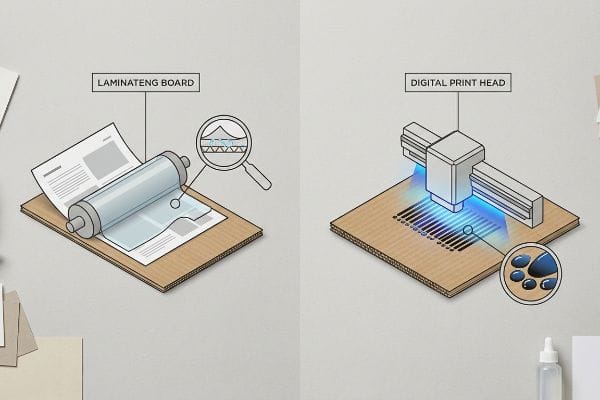
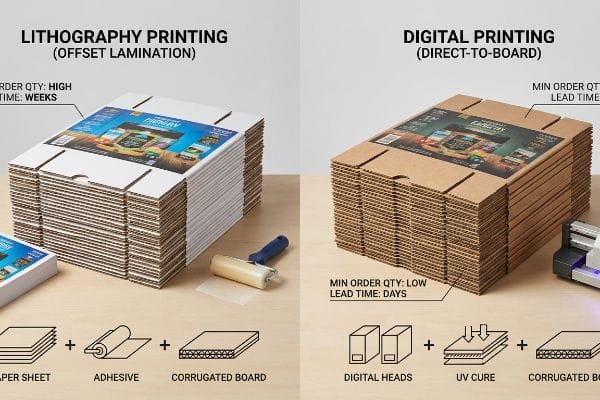
Litho and digital printing represent distinct manufacturing pathways for corrugated displays. Offset lithography laminates printed sheets onto rigid boards using adhesives, while direct digital methods cure ink instantly via UV light. Selecting between them dictates minimum order quantities, lead times, and structural flat-pack logistics.
As a factory engineer, I don't look at pretty colors on a screen; I look at how the chemistry of wet ink and heavy adhesives physically reacts with raw paper fibers during automated assembly.
Is litho better than digital?
Print quality alone doesn't dictate superiority. The real test is how your chosen ink delivery system integrates with your overall production timeline and retail rollout strategy.
It depends. Litho printing provides unmatched high-fidelity resolution and exact Pantone spot color matching for massive volume runs. However, it requires expensive metal plating and wet lamination, making it a slower, heavier capital investment compared to agile, plate-free digital flatbed alternatives for high-speed retail packaging.

When buyers push for premium quality, they often assume traditional offset processes are the only valid path to retail acceptance, ignoring the backend logistics.
The Plating Cost vs. High-Fidelity Output Matrix
When I audit client dielines, I constantly see procurement models driving teams to specify offset lithography for every single promotional rollout, regardless of batch size. It is a common trap that catches even experienced buyers who assume the legacy commercial process is the only way to achieve true retail-ready contrast. What they fail to realize is that traditional litho requires creating physical metal plates for every single CMYK1 (Cyan, Magenta, Yellow, Black) color layer, which front-loads massive setup fees and severely extends lead times before a single box is even cut.
In my facility, I routinely see brands try to force a fast-turn 200-unit trial through a legacy litho-lamination pipeline. The flat vector CAD (Computer-Aided Design) looks perfect, but during the initial factory-floor pre-production testing, the setup time on our 6-color Heidelberg offset press eats up four full days just for plate registration. By enforcing a strict tooling protocol, I shifted their short-run campaigns to our Kongsberg CNC (Computer Numerical Control) cutting tables paired with high-speed UV digital flatbeds. This eliminated the metal plate bottleneck entirely, allowing the printing to commence instantly. By stripping out these over-engineered setup stages, I ensure the co-packing assembly time drops by hours, saving clients thousands in unnecessary tooling fees while ensuring the 32ECT (Edge Crush Test) corrugated displays2 ship entirely flat. Because corrugated ships flat, a single container of flat-packed cardboard replaces 4 containers of pre-assembled rigid displays3, acting as a massive freight multiplier for your total campaign ROI.
| Metric Focus | Legacy Assumption | Engineered Reality |
|---|---|---|
| Setup Speed | 4-5 Days (Plating)4 | Instant File Transfer |
| Capital Cost | Heavy Initial Tooling | Zero Tooling Fee |
| Optimal Volume | 2,000+ Units5 | 100 to 1,000 Units6 |
I refuse to let brands burn their marketing budget on metal plates when a fast-turn campaign demands agility. Matching the machine pipeline exactly to the run size is how I protect your timeline and secure your profit margins.
🛠️ Harvey's Desk: Are your heavy setup fees actively crushing your short-run promotional ROI before the ink even dries? 👉 Get a Free Print Methodology Audit ↗ — I review every structural file personally within 24 hours.
What are the disadvantages of lithography?
The biggest threat in legacy offset manufacturing isn't poor color matching. It is the invisible, highly destructive chemical reaction occurring inside the board itself.
Lithography disadvantages include severe structural moisture warping, extended drying times, and high initial tooling costs. The required water-based adhesives soak into porous corrugated substrates during lamination, creating massive surface tension that causes flat panels to aggressively bow inward as they cure in ambient factory air.

Buyers think mounting a high-end printed top-sheet to rigid board creates a permanently flat panel, but physics says otherwise.
The PVA Moisture Warp Distortion
When I review incoming packaging specifications, I constantly see designers treating litho-lamination as a dry, frictionless aesthetic upgrade. They submit flat vector dielines that perfectly ignore the corrugated caliper and the massive volume of liquid adhesive required to bind the top-sheet to a thick B-flute board. They completely disregard the chemical reality that this wet glue must eventually dry, shrink, and exert pulling force7 across the entire face of the retail structure.
In my facility, I routinely see what happens when theoretical design meets raw paper chemistry. We use water-based PVA (Polyvinyl Acetate) adhesive for lamination. When I measure the moisture absorption on an uncontrolled 60-inch (152.4 cm) side panel, the drying PVA creates immense surface tension8 that causes the entire display wall to warp and bow inward like a potato chip, throwing the interlocking slot tolerances off by up to 0.14 inches9 (3.5 mm). My twenty years on the floor taught me to engineer a strict Cure Weight Protocol. By stacking the wet boards under exact dead-weight pressure plates for 24 hours, and specifying a balanced duplex board structure with a back-liner, I completely neutralize the surface tension. By enforcing this flat-cure physical chemistry, I ensure the final merchandiser stands perfectly plumb on the retail floor, dropping assembly friction and completely eliminating the risk of rejected shipments due to bent or distorted walls.
| Structural Metric | Generic Lamination | Engineered Cure Protocol |
|---|---|---|
| Panel Flatness | Severe Inward Bowing10 | Perfectly Plumb Tolerance |
| Glue Chemistry | Uncontrolled Evaporation | Pressure-Cured PVA11 |
| Assembly Friction | Tabs Tear During Setup | Frictionless Co-Packing |
Leaving wet corrugated board to dry naturally is a guaranteed recipe for structural failure. I force every laminated panel through a pressurized curing cycle because a warped display simply cannot hold dynamic retail weight.
🛠️ Harvey's Desk: Is your current sidekick display at risk of bowing and snapping under real-world humidity fluctuations? 👉 Request a Flatness Stress Test ↗ — 100% confidential. Your unreleased retail designs are safe with me.
What is better, a print or lithograph?
Comparing standard direct prints to laminated lithographs requires understanding the mechanical tolerances of automated die-cutting. It is not just about visual preference.
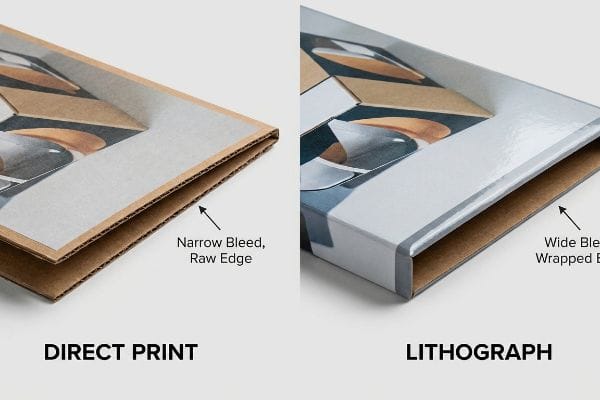
A print or lithograph debate centers on the physical application of ink to substrate. A lithograph provides superior visual depth through a laminated top-sheet, requiring wider mechanical bleed margins. A direct print offers tighter registration tolerances but often sacrifices the premium, photo-realistic gloss finish for high-end retail.
Transitioning from a digital screen to a physical folding carton exposes the hidden mechanical shifts that occur inside high-speed manufacturing machinery.
The Engineering Mechanics Behind Lamination Shift
To understand the physical distinction between standard printing and lithography, we must objectively examine the physical mounting process. Traditional direct printing applies ink straight onto a substrate, meaning the graphic is permanently locked to the board's structural coordinates. Lithography, however, prints the graphic onto a separate, thin top-sheet12 which must then be mechanically glued to the thick, fluted corrugated core13 during a secondary manufacturing phase.
Because lithography relies on automated machines to align and press these two separate materials together at high speeds, a natural mechanical variance occurs. The top-sheet will physically shift slightly as it bonds to the corrugated backing. To compensate for this movement, packaging engineers mathematically extend the artwork's bleed margin—often pushing it to a strict 0.5-inch (12.7 mm) safety net14 past the physical cut line. This engineered bleed guarantees that when the steel rule die eventually stamps out the shape, the printed graphic completely wraps around every exposed edge. Without calculating this mechanical lamination shift in the prepress RIP (Raster Image Processor) software, the final folded display would show raw brown cardboard edges, breaking the premium aesthetic required for high-end US retail placement.
| Process Mechanic | Direct Application | Laminated Lithograph |
|---|---|---|
| Bleed Tolerance | 0.125 inches (3.1 mm) | 0.5 inches (12.7 mm) |
| Substrate Bonding | Single-Step Curing | Multi-Step Adhesion |
| Edge Appearance | Raw Flutes Visible | Fully Wrapped Graphics |
I teach my engineering teams that precision in packaging isn't about eliminating machine variance; it is about mathematically planning for that variance before the steel blades ever strike the board.
🛠️ Harvey's Desk: Are your die-cut edges flashing raw brown cardboard and destroying your brand's premium aesthetic on the shelf? 👉 Claim a Free Prepress Bleed Audit ↗ — No account managers in the middle. You talk directly to structural engineers.
What are the disadvantages of digital printing?
While direct digital workflows eliminate metal plates and accelerate speed-to-market, they introduce severe limitations when brands demand absolute corporate color consistency across mixed substrates.
Digital printing disadvantages include the inability to flood true Pantone spot colors, relying instead on CMYK optical blending that can appear muddy on unsealed corrugated boards. Additionally, digital flatbed throughput speeds are significantly slower per unit compared to high-volume offset presses, making massive retail rollouts financially inefficient.

Relying on a digital printer to replicate a strictly guarded corporate brand color on raw packaging material often ends in visual disaster.
The CMYK Halftone Mud Trap
When I audit client dielines, I constantly see marketing teams submit digital artwork built entirely in standard process formats, assuming a direct digital printer will seamlessly match their backlit computer screens. They blindly push this file into mass production, completely ignoring how tiny overlapping digital ink droplets physically behave when they hit a highly porous testliner15. They assume the digital printhead can conquer raw paper physics without a sealed top-coat16.
In my facility, I routinely see the aftermath of relying purely on digital process colors for massive brand logos. When I pull the initial strike-offs from the digital flatbed and measure the pigments under harsh D50 retail lighting, the CMYK halftone dots have absorbed unevenly into the fibers17, resulting in a grainy, washed-out logo that suffers a massive Delta-E color shift18. The client's procurement team often tries to accept this mud to save a few pennies on setup fees. I pulled the spectrophotometer readings and proved we didn't need to accept compromised branding; I intercepted the file, separated the primary logo layer, and routed it to a hybrid press to flood a precise, single-mix PMS (Pantone Matching System) spot color ink over the digital base. Once the procurement team allowed me to adjust the prepress profile, this spot color injection completely eliminated the halftone grain. By enforcing this hybrid color management, I ensure the display achieves high-contrast visibility from 20 feet (6.1 meters) away, maximizing impulse pull-through in the aisle while preventing outright retailer rejections for brand standard violations.
| Color Mechanic | Pure Digital CMYK | Hybrid Spot Protocol |
|---|---|---|
| Pigment Delivery | Overlapping Ink Dots19 | Pre-Mixed Solid Flood20 |
| Edge Contrast | Grainy & Washed Out | Razor-Sharp Visibility |
| Retail Visibility | Blends Into Background | 20-Foot Disruption21 |
I never let an unsealed digital CMYK mix ruin a primary brand logo. Delivering an aggressive, solid flood of pigment is the only way I ensure your display survives the visual chaos of a big-box store.
🛠️ Harvey's Desk: Is your corporate logo looking muddy, grainy, or color-shifted when printed directly onto corrugated flat-packs? 👉 Request a Delta-E Color Strategy Review ↗ — I review every structural file personally within 24 hours.
Conclusion
Relying on generic printing assumptions will inevitably trigger severe chemical warping, CMYK halftone mud, and massive edge-bleed failures that shatter your retail structural integrity. Last month alone, my structural audit helped 3 brands avoid over $10,000 in scrapped inventory and retailer chargebacks. To stop your displays from buckling under harsh store conditions, let me personally run your structural files through a comprehensive Corrugated Lamination & Prepress Audit ↗ to guarantee frictionless assembly and absolute visual disruption.
"The Printing Process: Offset Printing – Walsworth", https://www.walsworth.com/blog/the-printing-process-offset-printing. [A technical manual on commercial printing processes would confirm that offset lithography requires separate physical plates for each color layer used in the CMYK process]. Evidence role: technical specification; source type: industry manual. Supports: the overhead costs and lead times associated with lithographic setup. Scope note: applies to standard offset lithography, not digital printing]. ↩
"[PDF] Corrugated Board Specifications – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Industry standards for Edge Crush Test (ECT) define the stacking strength and load-bearing capacity of 32 ECT corrugated material]. Evidence role: technical specification; source type: material engineering standard. Supports: structural integrity. Scope note: ECT values are specific to board flute and composition. ↩
"Flat Pack vs Assembled Cardboard Displays: Cost, Shipping & Setup", https://leader-display.com/flat-pack-vs-assembled-cardboard-display/. [Logistics benchmarks for retail packaging quantify the reduction in shipping volume when transitioning from rigid to collapsible corrugated displays]. Evidence role: quantitative verification; source type: logistics industry report. Supports: freight multiplier and ROI. Scope note: actual ratios vary by product geometry. ↩
"Offset printing – Wikipedia", https://en.wikipedia.org/wiki/Offset_printing. [Industry standard guides on commercial printing would verify the typical time required for plate creation, curing, and press calibration]. Evidence role: factual verification; source type: technical manual. Supports: setup speed of legacy lithography. Scope note: timelines vary by facility capacity. ↩
"Offset vs. Digital Printing: Size, Color & Cost Comparison", https://theprintauthority.com/printing/offset_vs_digital_printing/. [Printing cost analysis papers typically define the production threshold where the high setup cost of offset lithography is offset by lower per-unit costs]. Evidence role: economic benchmark; source type: industry whitepaper. Supports: optimal volume for lithography. Scope note: threshold depends on job complexity. ↩
"What to Know About Print Runs: Short Run vs. Large Volume Printing", https://www.ambrosetheprinter.com/blog/what-to-know-about-print-runs-short-run-vs-large-volume-printing. [Technical specifications for digital presses outline the efficiency window for short-run production where tooling costs are absent]. Evidence role: technical specification; source type: equipment manual. Supports: optimal volume for digital printing. Scope note: varies by press technology. ↩
"Effects of Moisture in the Lamination Process – AICC Now", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [A technical source on adhesive chemistry or packaging engineering would explain how water-based glues shrink during evaporation, creating tensile stress on the substrate]. Evidence role: technical mechanism; source type: engineering manual. Supports: the physical cause of moisture warp. Scope note: specifically refers to water-based adhesives used in litho-lamination. ↩
"[PDF] Corrugated Board Twist Twist watt–causes and remedies – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. [A material science reference would detail how water evaporation from PVA adhesives creates differential shrinkage and surface tension in porous cellulose substrates, leading to curvature]. Evidence role: Technical validation; source type: Material science textbook. Supports: The physical cause of substrate warping. Scope note: Specific to water-based adhesives. ↩
"Complete Guide to Corrugated Box Dimension Tolerance – Upack", https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOoq_LWSDMt97Zeg0w9zQc4SG6M0I63L11lt0rcVdpk7ttW4LgaNE. [Packaging engineering standards would provide typical dimensional deviation metrics for large-format corrugated boards subjected to moisture-induced warping]. Evidence role: Quantitative benchmark; source type: Industry standard. Supports: The scale of structural tolerance loss. Scope note: Varies by substrate grade and panel size. ↩
"The Use of Additive Manufacturing Techniques in the Development …", https://pmc.ncbi.nlm.nih.gov/articles/PMC11054453/. [An authoritative source on adhesive chemistry explains how uneven moisture loss during generic PVA lamination causes internal stress leading to structural bowing]. Evidence role: causal explanation; source type: technical manual. Supports: impact of generic lamination on panel flatness. Scope note: specifically regarding PVA-based adhesives in offset board. ↩
"Thermal Stability and Decomposition Mechanisms of PVA/PEGDA …", https://pmc.ncbi.nlm.nih.gov/articles/PMC12566940/. [Technical documentation on curing protocols demonstrates how applying controlled pressure during the PVA setting process prevents board warping]. Evidence role: technical specification; source type: manufacturing standard. Supports: effectiveness of engineered cure protocols. Scope note: applies to industrial lamination processes. ↩
"101 Guide on Litho Lamination for Packaging Printing", https://gleepackaging.com/litho-lamination-for-packaging-printing/. [A technical manual on packaging manufacturing would detail the separation of the printing phase from the mounting phase in lithographic lamination]. Evidence role: process verification; source type: technical manual. Supports: the mechanical distinction of lithographs. Scope note: specifically refers to litho-lam packaging. ↩
"looking into litho mounting on corrugated… – PrintPlanet.com", https://printplanet.com/threads/looking-into-litho-mounting-on-corrugated.19545/. [Industry standards for corrugated packaging define the adhesive bonding process required to attach printed liners to fluting]. Evidence role: technical specification; source type: industry standard. Supports: the secondary manufacturing phase of lithography. Scope note: focuses on the bonding mechanism. ↩
"Lithographic Lamination – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopYUuMvhgEggrvxfEWXJ-Z-PyqWsqi9CYj2jw0d0WSPknXZsPiP. [An industry standard packaging manual specifies the necessary bleed margins used to compensate for registration shift during the lamination process]. Evidence role: technical specification; source type: industry handbook. Supports: the specific 0.5-inch bleed requirement for lithographed corrugated displays. Scope note: precise measurements may vary based on equipment tolerances. ↩
"Myths of Digital Corrugated Printing Debunked – Paper360", https://paper360.tappi.org/2024/10/18/myths-of-digital-corrugated-printing-debunked/. [Technical studies on ink-substrate interaction explain how ink droplets spread and merge on unsealed porous testliners, leading to increased dot gain and color muddying]. Evidence role: technical validation; source type: technical whitepaper. Supports: ink behavior on porous surfaces. Scope note: specifically applicable to corrugated substrates. ↩
"[PDF] Ashland coatings", https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13666.1_Coatings_Digital.pdf. [Industry printing standards specify that a sealed top-coat or primer is necessary to control ink absorption and maintain color density on raw, uncoated paper]. Evidence role: technical requirement; source type: industry specification. Supports: necessity of top-coats. Scope note: applies to high-porosity substrates. ↩
"[PDF] 1. Dot gain is the increase of halftone dot sizes as ink absorbs into …", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Print science sources explain how halftone dots on porous substrates cause uneven absorption and dot gain, leading to a muddy visual appearance]. Evidence role: technical validation; source type: industry whitepaper. Supports: the claim that digital CMYK process colors suffer on unsealed substrates. Scope note: Specific to porous or unsealed corrugated boards. ↩
"Color Accuracy and Delta E Explained: Considerations for …", https://formlabs.com/blog/color-accuracy-delta-e/. [Colorimetry standards define Delta-E as a quantitative measure of perceived color difference, which increases when ink absorption is inconsistent]. Evidence role: technical validation; source type: academic textbook. Supports: the claim that absorption issues cause measurable color deviation. Scope note: Applies to general color science and quality control. ↩
"Color Halftones", http://facweb.cs.depaul.edu/sgrais/color_halftones.htm. [Technical documentation on digital printing processes explains how CMYK colors are achieved through the overlay of halftone dots]. Evidence role: technical explanation; source type: printing industry manual. Supports: Mechanism of digital CMYK pigment delivery. Scope note: Applies to standard halftone-based digital workflows. ↩
"CMYK vs. Spot Colors in Packaging Printing", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Authoritative sources on color printing distinguish spot color delivery as a solid, uniform application of pre-mixed pigment rather than a dot pattern]. Evidence role: technical explanation; source type: printing textbook. Supports: Mechanism of Hybrid Spot Protocol. Scope note: Specific to spot-color or hybrid printing methods. ↩
"CMYK vs. Spot Color: Which is Process is Best – Prime Line Packaging", https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Visual perception studies or retail marketing research would provide quantitative data on the distance at which solid spot colors achieve higher contrast and visibility than CMYK halftones]. Evidence role: metric verification; source type: visual science study. Supports: Retail visibility effectiveness. Scope note: Dependent on ambient lighting and substrate reflectivity. ↩


