ব্র্যান্ডগুলো প্রায়শই সাধারণ শিপিং উপকরণের প্রকৌশলগত শক্তিকে উপেক্ষা করে। ঢেউখেলানো কার্ডবোর্ড ব্যবহারের সুবিধাগুলোকে সর্বোচ্চ পর্যায়ে কাজে লাগিয়ে সাধারণ বাক্সগুলোকে উচ্চ-কার্যক্ষমতাসম্পন্ন ও সাশ্রয়ী রিটেইল মার্চেন্ডাইজারে রূপান্তরিত করা যায়।.
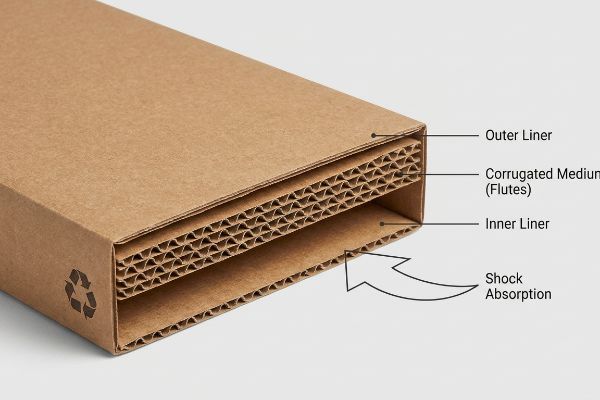
খুচরা প্যাকেজিং-এর জন্য ঢেউখেলানো কার্ডবোর্ড ব্যবহার করলে বিপুল কাঠামোগত শক্তি, উন্নত ব্যয়-দক্ষতা এবং অতুলনীয় পুনর্ব্যবহারযোগ্যতা পাওয়া যায়। এর মূল সুবিধাগুলো আসে এর অভ্যন্তরীণ খাঁজকাটা খিলানগুলো থেকে, যা পরিবহনের সময় গতিশীল ধাক্কা শোষণ করে এবং একই সাথে একটি হালকা ও মুদ্রণযোগ্য পৃষ্ঠ প্রদান করে, যা উচ্চ-গতির স্বয়ংক্রিয় কো-প্যাকিং এবং বৈশ্বিক লজিস্টিকসের জন্য বিশেষভাবে উপযোগী।.
কিন্তু কাগজে-কলমে এই সুবিধাগুলো বোঝা আর একটি কঠোর আন্তঃদেশীয় সরবরাহ শৃঙ্খলে টিকে থাকার জন্য সেগুলোকে বাস্তবে প্রকৌশলগতভাবে তৈরি করা সম্পূর্ণ ভিন্ন জিনিস।.
ঢেউখেলানো কার্ডবোর্ডের সুবিধা ও অসুবিধাগুলো কী কী?
কাঁচা পেপারবোর্ডের সহজাত শক্তি ও দুর্বলতার মধ্যে ভারসাম্যই নির্ধারণ করে যে আপনার ডিসপ্লেটি পরিবহনের ধকল সহ্য করতে পারবে, নাকি পৌঁছানোর পর ভেঙে পড়বে।.
ঢেউখেলানো কার্ডবোর্ডের সুবিধা ও অসুবিধা মূলত পরিবেশগত কারণের উপর নির্ভর করে। এর সুবিধার মধ্যে রয়েছে অসাধারণ শক্তি-ওজন অনুপাত এবং জৈব-বিয়োজনযোগ্যতা। তবে, এর প্রধান অসুবিধা হলো উচ্চ আর্দ্রতার প্রতি এর দুর্বলতা, কারণ ছিদ্রযুক্ত কাগজের তন্তুগুলো স্বাভাবিকভাবেই পারিপার্শ্বিক আর্দ্রতা শোষণ করে, যা সমুদ্রপথে পরিবহনের সময় এর গতিশীল ভারবহন ক্ষমতাকে মারাত্মকভাবে হ্রাস করে।.

এটি যে জল শোষণ করে, তা পদার্থবিজ্ঞানের প্রাথমিক জ্ঞান, কিন্তু সেই জ্ঞানকে একটি সমতল ডাইলাইনের ক্ষেত্রে প্রয়োগ করতে গিয়েই বেশিরভাগ ক্যাম্পেইন ব্যর্থ হয়।.
আর্দ্রতার কারণে ফোলাভাবের অন্ধ স্থান
এমনকি অভিজ্ঞ ডিজাইনাররাও প্রায়শই বোর্ডের নিখুঁত শুষ্ক ক্যালিপার পরিমাপের উপর ভিত্তি করে ইন্টারলকিং স্লটের টলারেন্স গণনা করেন। তাঁরা একটি তাপমাত্রা-নিয়ন্ত্রিত অফিসে ডাইলাইনের নকশা তৈরি করেন, এই ধরে নিয়ে যে একটি ০.১২ ইঞ্চি (৩.১৭ মিমি) বি-ফ্লুট১ চিরকাল তার সেই সঠিক পুরুত্ব বজায় রাখবে। তাঁরা এই আত্মবিশ্বাসে ফাইলগুলো কারখানায় পাঠিয়ে দেন যে, কাঠামোগত হিসাব নিখুঁত।
আর্দ্র উপকূলীয় গুদামগুলোতে চালান পৌঁছানোর পর আমি এই ফাঁদটি প্রায়ই দেখতে পাই। কারণ, সমুদ্রপথে পরিবহনের সময় ছিদ্রযুক্ত ৩২ইসিটি (এজ ক্রাশ টেস্ট) টেস্টলাইনারটি পারিপার্শ্বিক আর্দ্রতা শোষণ করে , ফলে কাগজটি ফুলে ওঠে। একজন দোকান কর্মচারী এমন একটি ডিসপ্লে তৈরি করার চেষ্টা করেন যা ক্যাড (কম্পিউটার-এইডেড ডিজাইন) স্ক্রিনে নিখুঁতভাবে খাপ খায়, কিন্তু এখন ট্যাবগুলো স্লটের জন্য খুব মোটা হয়ে গেছে। যখন তারা ফুলে ওঠা অংশগুলোকে জোর করে একসাথে জোড়া লাগায়, তখন আমি কাঁচা পেপারবোর্ড ছিঁড়ে যাওয়ার কর্কশ, ছিঁড়ে যাওয়ার শব্দ স্বচক্ষে শুনতে পাই। এর সমাধান করতে, আমি স্বয়ংক্রিয়ভাবে সমস্ত ইন্টারলকিং রিসিভিং স্লটে একটি অতিরিক্ত ০.০৪ ইঞ্চি (১ মিমি) আর্দ্রতা বাফার যুক্ত করি , যা আবহাওয়া নির্বিশেষে একটি ঘর্ষণহীন, ছেঁড়া-মুক্ত অ্যাসেম্বলি গাণিতিকভাবে নিশ্চিত করে এবং এতে আনুমানিক ২৫% অপচয় হওয়া কায়িক শ্রমের সময় সাশ্রয় হয়।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| ড্রাই বোর্ডের পুরুত্বে ড্রাফটিং স্লট | আর্দ্রতা অপসারণ বাফার যোগ করা4 | ঘর্ষণজনিত ছিঁড়ে যাওয়া দূর করে |
| সমুদ্রপথে পরিবহনের আর্দ্রতা উপেক্ষা করা | ফাইবার স্ফীতির জন্য প্রাক-প্রকৌশল5 | সমাবেশের সময় ৪৫ সেকেন্ড সাশ্রয় করে6 |
| জোর করে ফোলা ট্যাব | গাণিতিক ডাইলাইন ক্লিয়ারেন্স | কুৎসিত টেপযুক্ত জোড় প্রতিরোধ করে |
পরিবর্তনশীল আবহাওয়ার কারণে কোনো ডিসপ্লে নিখুঁতভাবে জোড়া লাগবে, নাকি লোডিং ডকেই বাতিল হয়ে যাবে—তা আমি কিছুতেই হতে দেব না। বিশ্বব্যাপী কোনো পণ্য চালুর জন্য আণুবীক্ষণিক আর্দ্রতার একটি বাফার তৈরি করাই হলো সবচেয়ে সস্তা সুরক্ষা ব্যবস্থা।.
🛠️ হার্ভির ডেস্ক: আর্দ্র সমুদ্রযাত্রার ধকল সামলানোর জন্য আপনার ইন্টারলকিং ট্যাবগুলোর যথেষ্ট ক্লিয়ারেন্স আছে কিনা, তা নিয়ে নিশ্চিত নন? 👉 একটি ফ্রি ডাইলাইন অডিট করিয়ে নিন ↗ — সরাসরি আমার ডেস্কে অ্যাক্সেস। কোনো স্বয়ংক্রিয় সেলস স্প্যাম নেই, আমি কথা দিচ্ছি।
ঢেউখেলানো কাঠামোর সুবিধাগুলো কী কী?
বাঁশির জ্যামিতির পেছনের রহস্য উন্মোচন করলে ঠিক কী কারণে এই উপাদানটি খুচরা শিল্পে আধিপত্য বিস্তার করে, তা স্পষ্ট হয়ে যায়।.
ঢেউখেলানো কাঠামোর মৌলিক সুবিধাগুলো এর ধনুকাকৃতির অভ্যন্তরীণ খাঁজকে কেন্দ্র করে গড়ে উঠেছে, যা একটি যান্ত্রিক অভিঘাত শোষক হিসেবে কাজ করে। এই পরিকল্পিত ঢেউখেলানো স্তরটি গতিশক্তি এবং ওপরের ভারকে কাঠামোর উপর সমানভাবে বিতরণ করে, যার ফলে নিরেট কাঠ বা প্লাস্টিকের মতো অপ্রয়োজনীয় ওজন যোগ না করেই বিপুল গতিশীল সংকোচন শক্তি পাওয়া যায়।.
কাগজের ওই ছোট ছোট তোরণগুলো দেখতে ভঙ্গুর মনে হলেও, আপনার পণ্যকে সম্পূর্ণ ধ্বংসের হাত থেকে রক্ষা করার একমাত্র উপায় হলো এগুলোই।.
অমসৃণ চিপবোর্ড ফাঁদ
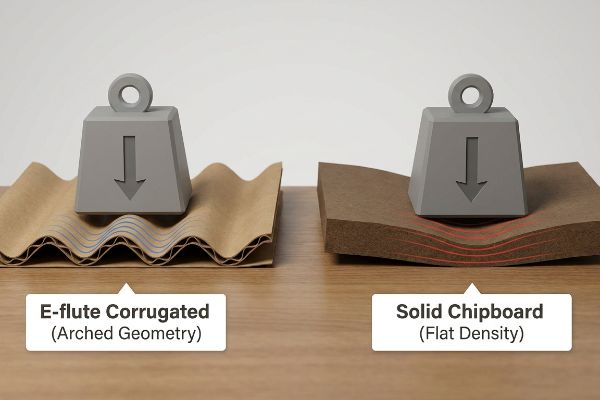
কাঁচামালের খরচ কমাতে ক্রয়কারী দলগুলো প্রায়শই হালকা ওজনের নিরেট চিপবোর্ডের নকশাকে বড় করে ভারী ও খুচরা বিক্রির উপযোগী ট্রে তৈরি করার চেষ্টা করে। তারা ধরে নেয় যে, একটি পুরু, নিরেট পেপারবোর্ডের স্থির ঘনত্ব তার গতিশীল ভারবহন ক্ষমতার সরাসরি সমান 7। তারা সমতল টেমপ্লেটটিকে ২০০% বড় করে, এই আত্মবিশ্বাসে যে পুরু চিপবোর্ডটি নতুন ভার বহন করতে পারবে।
এটি একটি সাধারণ ফাঁদ যা বাজেট কমাতে চাওয়া অভিজ্ঞ ক্রয় দলগুলোকেও কাবু করে ফেলে। যখন তারা মাইক্রো-ফ্লুটেড ঢেউতোলা কাগজের বদলে পুরু নিরেট বোর্ড ব্যবহার করে, তখন তারা এর ভেতরের সেই খিলানগুলো সরিয়ে ফেলে যা গতিজনিত ধাক্কাকে গতিশীলভাবে ছড়িয়ে দেয়8।পরিবহনের সময় যখন একটি ৪০ পাউন্ড (১৮.১ কেজি) ওজনের ওপরের ভার ট্রে-টির ওপর পড়ে, তখন অনমনীয় নিরেট বোর্ডটি কেবল বাইরের দিকে বেঁকে যায়। আমি নিজে এই নিরেট দেয়ালগুলোতে আমার বুড়ো আঙুল চেপে ধরেছি এবং সঙ্গে সঙ্গে সেগুলোকে বেঁকে যেতে অনুভব করেছি, কারণ পদার্থের স্থির ঘনত্ব জ্যামিতিক ভারের সরণকে প্রতিস্থাপন করতে পারে না9।আমি অবিলম্বে ই-ফ্লুট ঢেউতোলা বোর্ডে ফিরে যাওয়ার নির্দেশ দিই, যা এর ভেতরের খিলানযুক্ত জ্যামিতি ব্যবহার করে গতিশক্তি নিরাপদে শোষণ করে, এবং এর ফলে ট্রে ভেঙে যাওয়ার জন্য খুচরা বিক্রেতার চার্জব্যাকের ঝুঁকি সম্পূর্ণরূপে দূর হয়ে যায়।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| ভারী ট্রে-এর জন্য নিরেট চিপবোর্ড ব্যবহার করা | ই-ফ্লুট আর্চে আপগ্রেড করা10 | জোড়ায় জোড়ায় রাখা প্যালেটেও টিকে থাকে |
| উপাদানের ঘনত্ব শক্তির সমান ধরে নিলে | জ্যামিতিক লোড সরণের উপর নির্ভর করে11 | পার্শ্ব দেয়ালের বেঁকে যাওয়া প্রতিরোধ করে |
| প্রসাধনী কার্টনের আকার বৃদ্ধি | গতিশক্তিজনিত অভিঘাতের জন্য পুনঃপ্রকৌশল12 | খুচরা বিক্রেতার প্রত্যাখ্যান এড়ানো হয় |
আমি ক্লায়েন্টদের তাদের ভারী পণ্য পরিবহনের ক্ষেত্রে অমসৃণ কঠিন মাধ্যমের ওপর ঝুঁকি নিতে দিই না। একটি সঠিক মাইক্রো-ফ্লুটের বাঁকানো জ্যামিতিক গঠন ব্যবহার করে আপনি পণ্যের ধারণক্ষমতা ব্যাপকভাবে বাড়াতে পারেন এবং একই সাথে আপনার প্যাকেজিংয়ের সামগ্রিক ওজনও কমাতে পারেন।.
🛠️ হার্ভির ডেস্ক: আপনি কি ভারী খুচরা পণ্য রাখার জন্য একটি পাতলা ফোল্ডিং কার্টনের ডিজাইনকে উদ্বেগের সাথে বড় করছেন? 👉 একটি কাঠামোগত পর্যালোচনার জন্য অনুরোধ করুন ↗ — নিরাপদে ডাউনলোড করুন। পরবর্তীতে কোনো প্রশ্ন থাকলে আমার ইনবক্স খোলা আছে।
প্যাকেজিংয়ের ৫টি সুবিধা কী কী?
সঠিক প্যাকেজিং শুধু একটি প্রতিরক্ষামূলক আবরণ নয়; এটি একটি বহুমাত্রিক ব্যবসায়িক হাতিয়ার যা লাভজনকতা নির্ধারণ করে।.
প্যাকেজিংয়ের ৫টি সুবিধার মধ্যে সাধারণত রয়েছে ভৌত সুরক্ষা, পণ্যের আবদ্ধতা, তথ্য আদান-প্রদান, পরিচালনগত সুবিধা এবং ব্র্যান্ড বিপণন। ঢেউখেলানো কার্ডবোর্ডের ক্ষেত্রে, এই সুবিধাগুলো সমন্বিতভাবে কাজ করে লজিস্টিক খরচ কমায়, হাতে করা কো-প্যাকিং অ্যাসেম্বলিকে ত্বরান্বিত করে, নিয়ন্ত্রক বিধি-বিধানের নিয়মকানুন মেনে চলা নিশ্চিত করে এবং জনাকীর্ণ রিটেইল ফ্লোরে তাৎক্ষণিক কেনাকাটা বাড়াতে সাহায্য করে।.

তবে, অন্যগুলোকে উপেক্ষা করে এই সুবিধাগুলোর মধ্যে কেবল একটিকে বেছে নিলে তা আপনার খুচরা ব্যবসার কৌশলকে পুরোপুরি লাইনচ্যুত করবে।.
প্যাকেজিং কৌশলের ৪টি 'সি'-এর মধ্যে ভারসাম্য রক্ষা করা
ব্র্যান্ড টিমগুলো প্রায়শই ৪ সি'স ফ্রেমওয়ার্ক—খরচ, ধারণা, সুবিধা এবং যোগাযোগ—। প্রাথমিক পিচ মিটিংয়ের সময় বাজেটের বাস্তবতার সাথে নান্দনিক আকাঙ্ক্ষার ভারসাম্য রক্ষার জন্য এটি একটি চমৎকার তাত্ত্বিক ভিত্তি হিসেবে কাজ করে।
যখন ক্রয় বিভাগগুলো শুধুমাত্র প্রাথমিক "খরচ" নামক মাপকাঠিটিকে বিচ্ছিন্ন করে এবং এর উপর কঠোরভাবে মনোযোগ দেয়, এবং শুরুতেই সামান্য কিছু পয়সা বাঁচানোর জন্য কাঠামোগত বোর্ডের মান কমিয়ে দেয়, তখন পুরো ব্যবস্থাটি ভেঙে পড়ে। এটা অনেকটা সস্তা ছাতা কেনার মতো, যা ঝড়ের সময় সঙ্গে সঙ্গে উল্টে যায়। আমি সম্প্রতি একটি কো-প্যাকিং লাইনকে স্থবির হয়ে যেতে দেখেছি, কারণ সস্তা ও নিম্নমানের বোর্ডের কারণে টানের ফলে ডাইলাইনগুলো বিকৃত হয়ে গিয়েছিল। কেরানিরা যখন নড়বড়ে ট্রেগুলোকে একসাথে ধরে রাখার জন্য মরিয়া হয়ে চেষ্টা করছিল, তখন জরুরি ভিত্তিতে লাগানো স্বচ্ছ টেপের চটচটে অবস্থাটা অনুভব করা যাচ্ছিল, যা সুবিধা এবং যোগাযোগের মূল ভিত্তিগুলোকে পুরোপুরি নষ্ট করে দিয়েছিল। আমি একটি সমন্বিত মূল্যায়ন পদ্ধতি প্রয়োগ করি যা গাণিতিকভাবে কাঠামোগত খরচকে সরাসরি পরবর্তী সরবরাহ শৃঙ্খলের সুবিধার সাথে যুক্ত করে, এবং এটি নিশ্চিত করে যে সামান্য পুরু একটি বোর্ড বাধাহীন সংযোজন নিশ্চিত করার মাধ্যমে শ্রম খরচে আনুমানিক ৩০% সাশ্রয় করে ।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| শুধুমাত্র কাঁচামালের একক খরচ নিয়ে অতিরিক্ত চিন্তা করা | একীভূত ৪ সি কাঠামো মূল্যায়ন15 | সামগ্রিক ক্যাম্পেইনের ROI সর্বাধিক করে তোলে |
| পয়সা বাঁচাতে বোর্ড পরীক্ষার গ্রেড কমানো | কাঠামোগত বোর্ডের অখণ্ডতা রক্ষা করা16 | পরিবহনের সময় কোনো ক্ষতি না হওয়ার নিশ্চয়তা। |
| অ্যাসেম্বলি লাইনের ঘর্ষণ উপেক্ষা করা | প্যাকিং সুবিধার জন্য প্রকৌশল17 | জরুরি টেপের ব্যবহার দূর করে |
আমি প্রতিটি ব্র্যান্ডকে বলি যে, অ্যাসেম্বলি লাইনে ব্যর্থ হওয়া একটি সস্তা বাক্সই আসলে আপনার কেনা সবচেয়ে দামী প্যাকেজিং। এই চারটি স্তম্ভের মধ্যে ভারসাম্য রক্ষা করা নিশ্চিত করে যে আপনার বিনিয়োগ খুচরা বিক্রয়কেন্দ্রে প্রকৃতপক্ষে একটি ইতিবাচক প্রতিদান তৈরি করবে।.
🛠️ হার্ভির ডেস্ক: আপনার ক্রয় দল কি শুধুমাত্র ইউনিট মূল্য কমানোর জন্য গুরুত্বপূর্ণ কাঠামোগত অখণ্ডতা নষ্ট করছে? 👉 আপনার ইউনিফাইড ROI অডিট দাবি করুন ↗ — কোনো ফর্ম নেই যা অবিরাম সেলস কলের কারণ হয়। শুধু খাঁটি মূল্য।
ঢেউখেলানো কার্ডবোর্ডের সুবিধাগুলো কী কী?
গতিশীল নৈকট্যের প্রভাবে চূড়ান্ত ত্রিমাত্রিক কাঠামোটি ভেঙে পড়লে, তাত্ত্বিক শক্তি একেবারেই অকেজো হয়ে পড়ে।.
ঢেউখেলানো কার্ডবোর্ডের শক্তি শুধু এর স্থির সংকোচন সীমার মধ্যেই নয়, বরং এর পরিকল্পিত গতিশীল সহনশীলতার মধ্যেও নিহিত। যখন একটি ত্রিমাত্রিক জ্যামিতিক কাঠামোতে একত্রিত করা হয়, তখন উচ্চ-মানের ঢেউখেলানো বোর্ড গতিশীলভাবে বহু-দিকবর্তী কম্পন, পার্শ্বীয় শিয়ার বল এবং উপর থেকে আসা ভার ছড়িয়ে দেয়, যা ভারী খুচরা পণ্যের জন্য একটি সম্পূর্ণ ভৌত অভিঘাত-শোষণ ব্যবস্থা হিসেবে কাজ করে।.

কিন্তু একটি সমতল বোর্ডকে ল্যাব টেস্টে পাশ করানো আর একটি বিশাল মালবাহী ট্রাকের চাপে সম্পূর্ণ লোড করা একটি ডিসপ্লেকে অক্ষত রাখা—দুটো সম্পূর্ণ ভিন্ন বিষয়।.
ASTM বনাম ISTA পরীক্ষার বাস্তবতা যাচাই
ক্রয়কারী দলগুলো প্রায়শই তাদের প্যাকেজিং পরিবহনের সময় অক্ষত থাকবে তা নিশ্চিত করতে ASTM (আমেরিকান সোসাইটি ফর টেস্টিং অ্যান্ড মেটেরিয়ালস) সার্টিফিকেশন, যেমন মুলেন বার্স্ট টেস্টের উপর নির্ভর করে 18। তারা কঠোরভাবে এই সমতল, কাঁচা উপাদানের মেট্রিক্সের উপর ভিত্তি করে ক্রয় আদেশ তৈরি করে, এই ধারণা করে যে একটি উচ্চ-মানের পরীক্ষিত বোর্ড স্বয়ংক্রিয়ভাবে একটি কাঠামোগতভাবে মজবুত ডিসপ্লের সমতুল্য।
আমার প্রতিষ্ঠানে আমি নিয়মিতই দেখি যে, যখন আসল ভৌত ডিসপ্লেটি তৈরি করে লোড করা হয়, তখন এই তাত্ত্বিক সুরক্ষা ব্যবস্থাটি পুরোপুরি ভেঙে পড়ে। শুধুমাত্র কাঁচামালের নির্দিষ্ট বিবরণের উপর নির্ভর করা একটি বিশাল অন্ধত্বের সৃষ্টি করে, কারণ একবার সেই বোর্ডটি ডাই-কাট এবং ভাঁজ করা হয়ে গেলে, এর টিকে থাকা সম্পূর্ণরূপে গতিগত জ্যামিতির উপর নির্ভর করে। যখন আমি একটি সিমুলেটেড ISTA (ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন) 3A ট্রানজিট টেস্ট 19 চলাকালীন একটি সম্পূর্ণ লোড করা মাস্টার কার্টন পরিমাপ করি, তখন দেখা যায় যে, একটি দুর্বলভাবে ডিজাইন করা কোণার ভাঁজ 187.5 পাউন্ড (85 কেজি) পার্শ্বীয় ধাক্কায় 20 ভেঙে পড়বে , এমনকি যদি কাঁচা বোর্ডটি শক্তিশালী হিসেবে প্রত্যয়িতও হয়ে থাকে। আমি অবিলম্বে তাত্ত্বিক অনুমান বাদ দিই এবং লোড করা মাস্টার কার্টনের উপর একটি কঠোর ISTA ট্রানজিট সিমুলেশন প্রোটোকল প্রয়োগ করি, নির্দিষ্ট জ্যামিতিক দুর্বল স্থানগুলিকে শক্তিশালী করে তুলি যাতে চূড়ান্ত পণ্যটি সমুদ্রপথে পরিবহনের বহু-অক্ষীয় কম্পন সহ্য করতে পারে।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| শুধুমাত্র সমতল কাঁচামাল পরীক্ষার উপর বিশ্বাস করা | সম্পূর্ণ গতিশীল ট্রানজিট সিমুলেশন21 | গতিজনিত অভিঘাতের ক্ষতি প্রতিরোধ করে |
| স্থির শক্তি টিকে থাকার সমান ধরে নেওয়া | ত্রিমাত্রিক একত্রিত জ্যামিতির বৈধতা যাচাই22 | প্যালেটগুলি অক্ষত অবস্থায় পৌঁছানো নিশ্চিত করে |
| শারীরিক ড্রপ পরীক্ষা এড়িয়ে যাওয়া | ISTA বহু-অক্ষীয় পরীক্ষা 23 প্রয়োগ করা | বিপুল পরিমাণ মালবাহী চার্জব্যাক ব্লক করে |
শুধুমাত্র শূন্যস্থানে একটি সমতল কাগজের টুকরো কেমন আচরণ করে, তার উপর ভিত্তি করে আমি কোনো উৎপাদন প্রক্রিয়ায় অনুমোদন দিতে রাজি নই। বাস্তব জগতের গতিজনিত আঘাতের বিরুদ্ধে একত্রিত জ্যামিতিক গঠন যাচাই করাই আপনার বিনিয়োগকে সত্যিকার অর্থে সুরক্ষিত করার একমাত্র উপায়।.
🛠️ হার্ভির ডেস্ক: একটি ২-মিলিমিটার কাঠামোগত ত্রুটির কারণে ৫০০টি দোকানে পণ্য সরবরাহের পরিকল্পনা যেন ভেস্তে না যায়। 👉 আপনার ডাইলাইন ফাইলটি আমাকে পাঠান ↗ — গণ-উৎপাদনে বাজেট অপচয় করার আগে আমি এর গাণিতিক হিসাব স্ট্রেস-টেস্ট করে নেব।
উপসংহার
আপনি বাজারে উপলব্ধ সবচেয়ে শক্তিশালী কাঁচা পেপারবোর্ড নির্দিষ্ট করতে পারেন, কিন্তু আপনি যদি ডাইনামিক ISTA টেস্টিং বাদ দেওয়ার কারণে তীব্র গতিজনিত কম্পনের ফলে সেই কাঠামোটি অনিবার্যভাবে ভেঙে পড়ে, তাহলে এর ফলে মারাত্মক সাইড-ওয়াল বাকলিং দেখা দেবে, যা খুচরা বিক্রেতাদের দ্বারা তাৎক্ষণিক প্রত্যাখ্যানের কারণ হবে এবং আপনার প্রকল্পের লাভের মার্জিন সম্পূর্ণরূপে নষ্ট করে দেবে। ৫০০-এরও বেশি ব্র্যান্ড ম্যানেজার ঠিক এই মারাত্মক প্রাথমিক পর্যায়ের ভুলগুলো এড়াতে আমার প্রিপ্রেস চেকলিস্ট ব্যবহার করেন। দুর্বল উপাদান তত্ত্বের উপর নির্ভর করে জুয়া খেলা বন্ধ করুন এবং সাপ্লাই চেইনের কঠোর বাস্তবতায় আপনার ক্যাম্পেইন যাতে টিকে থাকতে পারে, তা নিশ্চিত করতে আমার ফ্রি ডাইলাইন অডিট ↗- এর মাধ্যমে আমাকে ব্যক্তিগতভাবে আপনার কাঠামোগত দুর্বল স্থানগুলো চিহ্নিত করতে দিন।
"[পিডিএফ] করোগেটেড বোর্ডের স্পেসিফিকেশন – ফাইবার বক্স অ্যাসোসিয়েশন", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। প্যাকেজিং শিল্পের মানদণ্ডের মাধ্যমে বি-ফ্লুট করোগেটেড বোর্ডের জন্য আদর্শ পুরুত্বের স্পেসিফিকেশনের বৈধতা যাচাই। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মানদণ্ড ম্যানুয়াল। সমর্থন করে: বি-ফ্লুটের জন্য ডিজাইন বেসলাইন হিসাবে উদ্ধৃত নির্দিষ্ট পরিমাপ। পরিধি সংক্রান্ত টীকা: প্রস্তুতকারকভেদে সামান্য পার্থক্য থাকতে পারে। ↩
"...এর সংকোচন শক্তির উপর আপেক্ষিক আর্দ্রতার প্রভাব", https://open.clemson.edu/all_theses/3225/। ইসিটি-রেটেড ঢেউখেলানো লাইনারের হাইগ্রোস্কোপিক বৈশিষ্ট্য এবং উচ্চ-আর্দ্রতার পরিবেশে এর ফলে সৃষ্ট মাত্রিক অস্থিতিশীলতার যাচাইকরণ। প্রমাণের ভূমিকা: তথ্যগত যাচাইকরণ; উৎসের ধরণ: পদার্থ বিজ্ঞান গবেষণা। সমর্থন করে: এই দাবি যে আর্দ্রতা পরীক্ষাধীন লাইনারে ভৌত স্ফীতি ঘটায়। পরিধি টীকা: ছিদ্রযুক্ত পেপারবোর্ডের উপর দৃষ্টি নিবদ্ধ। ↩
"আর্দ্রতা এবং তাপমাত্রার প্রভাব …এর যান্ত্রিক বৈশিষ্ট্যের উপর", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/। অ্যাসেম্বলির সময় উপাদানের প্রসারণ পূরণের জন্য করোগেটেড প্যাকেজিং ডিজাইনে ব্যবহৃত স্ট্যান্ডার্ড ডাইমেনশনাল টলারেন্সের বৈধতা যাচাই। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন: ইন্টারলকিং অংশগুলির জন্য ১ মিমি বাফারের ব্যবহার। পরিধি নোট: উপাদানের গ্রেড অনুযায়ী পরিবর্তিত হতে পারে। ↩
"ঢেউখেলানো প্যাকেজিং উপকরণের সংরক্ষণ ও পরিচালনা", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf। উপকরণের প্রসারণজনিত ঘর্ষণ ও ছিঁড়ে যাওয়া রোধ করার জন্য স্লট এবং ট্যাবে নির্দিষ্ট সহনশীলতা যোগ করার শিল্প মান। প্রমাণের ভূমিকা: পদ্ধতিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ডিজাইন নির্দেশিকা। সমর্থন করে: ঘর্ষণজনিত ছিঁড়ে যাওয়া প্রতিরোধের পদ্ধতি। পরিধি টীকা: স্লট-এবং-ট্যাব নির্মাণের উপর আলোকপাত করে। ↩
"কোরুগেটেড বাক্স থেকে আর্দ্রতা দূর করার উপায় – ভিক্টরি বক্স কর্প", https://victoryboxcorp.com/how-to-remove-moisture-from-corrugated-boxes/। পরিবহনের সময় উচ্চ আর্দ্রতার কারণে কোরুগেটেড বোর্ডের সেলুলোজ ফাইবারের প্রসারণ সম্পর্কিত প্রযুক্তিগত নথি। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: পদার্থ বিজ্ঞান বা প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন করে: আর্দ্রতা প্রসারণের জন্য নকশা করার প্রয়োজনীয়তা। পরিধি নোট: বিশেষভাবে সমুদ্রপথে পণ্য পরিবহনের পরিবেশের জন্য প্রযোজ্য। ↩
"কার্ডবোর্ড ডিসপ্লে প্রস্তুতকারক বনাম প্যাকেজিং সরবরাহকারী – পপডিসপ্লে", https://popdisplay.me/cardboard-display-manufacturer-vs-packaging-supplier/। আর্দ্রতা-সমন্বিত ডাইলাইন এবং আঁটসাঁটভাবে ফিট হওয়া ড্রাই-স্পেক ডাইলাইনের অ্যাসেম্বলি গতির তুলনামূলক পরিমাণগত ডেটা। প্রমাণের ভূমিকা: পরিমাণগত যাচাইকরণ; উৎসের ধরণ: শিল্পভিত্তিক কেস স্টাডি বা কার্যকারিতা প্রতিবেদন। সমর্থন করে: স্ফীতির জন্য প্রি-ইঞ্জিনিয়ারিংয়ের পরিচালনগত সুবিধা। পরিধি সংক্রান্ত টীকা: ডিসপ্লের জটিলতার উপর ভিত্তি করে সময় সাশ্রয়ের পরিমাণ ভিন্ন হতে পারে। ↩
"কার্ডবোর্ড প্যাকেজিং-এর একটি সরলীকৃত গতিশীল শক্তি বিশ্লেষণ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/। কাগজ-ভিত্তিক উপকরণে স্থির ঘনত্ব এবং গতিশীল ভারবহন ক্ষমতার মধ্যে পার্থক্য ব্যাখ্যাকারী একটি প্রামাণ্য পদার্থ বিজ্ঞান বা প্যাকেজিং প্রকৌশল উৎস। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্রকৌশল পাঠ্যপুস্তক বা শিল্প মান। সমর্থন করে: এই ভ্রান্ত ধারণা যে পুরুত্ব ভারবহন ক্ষমতার সাথে রৈখিকভাবে সম্পর্কিত। পরিধি টীকা: শুধুমাত্র পেপারবোর্ড সাবস্ট্রেটের জন্য প্রযোজ্য। ↩
"ঢেউখেলানো বোর্ডের বাক্সের সংকোচন শক্তির আনুমানিক হিসাব...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। ঢেউখেলানো কাঠামোর বলবিদ্যার একটি প্রকৌশলগত বিশ্লেষণে ব্যাখ্যা করা হয়েছে যে, সংঘর্ষের সময় গতিশক্তি বিতরণের জন্য ফ্লুটগুলো কীভাবে খিলানের মতো কাজ করে। প্রমাণের ভূমিকা: কার্যপ্রণালীর বৈধতা যাচাই; উৎসের ধরন: পদার্থ বিজ্ঞান পাঠ্যপুস্তক। সমর্থন করে: এই দাবি যে ফ্লুটিং আঘাতজনিত ব্যর্থতা প্রতিরোধ করে। পরিধি টীকা: গতিশীল সংঘর্ষ পদার্থবিদ্যার উপর আলোকপাত করে। ↩
"উন্নত স্থায়িত্বের জন্য উদ্ভাবনী নকশার ঢেউখেলানো বোর্ডের প্যাকেজিং...", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/। কাঠামোগত প্রকৌশলের নীতিগুলি দেখায় যে, শুধুমাত্র উপাদানের পুরুত্বের তুলনায় জ্যামিতিক বিন্যাস (যেমন ফ্লুটিং) ভার বহনের জন্য উচ্চতর শক্তি-থেকে-ওজন অনুপাত প্রদান করে। প্রমাণের ভূমিকা: তাত্ত্বিক ভিত্তি; উৎসের ধরণ: প্রকৌশল হ্যান্ডবুক। সমর্থন করে: এই দাবি যে, উপর থেকে ভার সরণের ক্ষেত্রে নিরেট বোর্ড নিকৃষ্ট। পরিধি টীকা: সাধারণ কাঠামোগত বলবিদ্যা। ↩
"কোরুগেটেড বোর্ডের উপর প্যালেটের টপ-ডেকের দৃঢ়তার প্রভাবের অনুসন্ধান...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/। প্যালেটাইজড লোডের জন্য সলিড চিপবোর্ডের তুলনায় ই-ফ্লুট কোরুগেটেড বোর্ডের কাঠামোগত অখণ্ডতা কীভাবে উন্নততর উল্লম্ব সংকোচন শক্তি প্রদান করে তার সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন: ভারী ট্রে-এর জন্য ই-ফ্লুটের উপযুক্ততা। পরিধি নোট: ইসিটি (এজ ক্রাশ টেস্ট) মানের উপর আলোকপাত। ↩
"ইন্টারফ্লুট বাকলিং-এর পরীক্ষা পদ্ধতি ও প্রভাব – বায়োরিসোর্সেস", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/। পার্শ্ব দেয়ালের কাঠামোগত পতন রোধ করার জন্য উল্লম্ব ভার বিতরণকারী ফ্লুটিং-এর যান্ত্রিক নীতিমালার সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: যান্ত্রিক যাচাই; উৎসের ধরণ: পদার্থ বিজ্ঞান পাঠ্যপুস্তক। সমর্থন: বাকলিং প্রতিরোধকারী জ্যামিতিক সরণ। পরিধি টীকা: করোগেটেড আর্চ জ্যামিতির জন্য নির্দিষ্ট। ↩
"ISTA প্যাকেজিং টেস্টিং – ইন্টারটেক", https://www.intertek.com/performance-testing/packaging/ista/। কীভাবে শক-শোষক প্যাকেজিং ডিজাইন পণ্যের ক্ষতি কমায় এবং খুচরা বিক্রেতার মান নিয়ন্ত্রণের প্রয়োজনীয়তা পূরণ করে তার সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: শিল্প মান; উৎসের ধরণ: লজিস্টিকস কোয়ালিটি গাইড। সমর্থন করে: বড় কার্টনের জন্য কাইনেটিক শক ইঞ্জিনিয়ারিং-এর প্রয়োজনীয়তা। পরিধি নোট: ISTA এবং ASTM শিপিং স্ট্যান্ডার্ডের সাথে সম্পর্কিত। ↩
"4Cs মার্কেটিং মিক্স (গ্রাহক সমাধান, খরচ, সুবিধা … – আমব্রেক্স)", https://umbrex.com/resources/frameworks/marketing-frameworks/4cs-marketing-mix-customer-solution-cost-convenience-communication/। রিটেইল প্যাকেজিং কৌশলে ব্যবহৃত নির্দিষ্ট ৪ সি'স ফ্রেমওয়ার্কের উপাদানগুলোর যাচাইকরণ। প্রমাণের ভূমিকা: প্রযুক্তিগত সংজ্ঞা; উৎসের ধরণ: মার্কেটিং বা সাপ্লাই চেইন শিল্পের নির্দেশিকা। সমর্থন করে: রিটেইল রোলআউটে এই নির্দিষ্ট প্যারামিটারগুলোর প্রয়োগ। পরিধি নোট: যাচাই করে যে এই নির্দিষ্ট প্যাকেজিং প্রেক্ষাপটে 'ধারণা' একটি আদর্শ উপাদান কিনা। ↩
"কোরোগেটেড লাইফ সাইকেল অ্যাসেসমেন্টস – ফাইবার বক্স অ্যাসোসিয়েশন", https://www.fibrebox.org/life-cycle-assessments/। অ্যাসেম্বলি দক্ষতার জন্য উপাদানের গ্রেড অপ্টিমাইজ করার মাধ্যমে শ্রম খরচ হ্রাসের বিষয়টি প্রদর্শনকারী নির্ভরযোগ্য লজিস্টিকস বা প্যাকেজিং ইঞ্জিনিয়ারিং ডেটা। প্রমাণের ভূমিকা: পরিমাণগত যাচাইকরণ; উৎসের ধরণ: শিল্প বেঞ্চমার্ক রিপোর্ট। সমর্থন করে: বোর্ডের পুরুত্বের সাথে যুক্ত শ্রম সাশ্রয়ের নির্দিষ্ট শতাংশ। পরিধি নোট: অ্যাসেম্বলির জটিলতার উপর নির্ভর করে সাশ্রয়ের পরিমাণ পরিবর্তিত হয়। ↩
"দ্য ৪সি ফ্রেমওয়ার্ক — ইলেক্ট্রো – ব্র্যান্ড স্ট্র্যাটেজি স্টুডিও", https://www.electro-strategy.co/articles/strategy-4c-framework। খরচ, সুবিধা, যোগাযোগ এবং ভোগের মধ্যে ভারসাম্য রক্ষা কীভাবে সামগ্রিক ব্যবসায়িক ফলাফল উন্নত করে তার বিশ্লেষণ। প্রমাণের ভূমিকা: ফ্রেমওয়ার্ক যাচাইকরণ; উৎসের ধরণ: ব্যবসায়িক ব্যবস্থাপনা বিষয়ক সাহিত্য। সমর্থন করে: ক্যাম্পেইনের ROI সর্বোচ্চ করা। পরিধি সংক্রান্ত টীকা: শিল্পভেদে ফ্রেমওয়ার্কের সংজ্ঞা সামান্য ভিন্ন হতে পারে। ↩
"খরচ কমান এবং ক্ষতি প্রতিরোধ করুন: করোগেটেড ফাইবারবোর্ড গ্রেড ১০১", https://www.pacificbox.com/box-resources/corrugated-board-grades-101। কার্ডবোর্ডের গ্রেড স্পেসিফিকেশন এবং পরিবহনের সময় কাঠামোগত ব্যর্থতা প্রতিরোধের মধ্যে প্রযুক্তিগত সম্পর্ক। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং স্ট্যান্ডার্ড। সমর্থন: পরিবহনের সময় শূন্য ক্ষতির নিশ্চয়তা। পরিধি নোট: ওজন এবং পরিবহন পদ্ধতির উপর নির্ভরশীল। ↩
"অ্যাসেম্বলি লাইনের জন্য কম্পোনেন্ট প্যাকেজিংয়ের চ্যালেঞ্জসমূহ", https://www.epsprogramming.com/blog/challenges-component-packaging-assembly-line/। কীভাবে অপ্টিমাইজড প্যাকেজিংয়ের মাত্রা এবং অ্যাসেম্বলির সহজলভ্যতা পরিচালনগত প্রতিবন্ধকতা এবং সংশোধনমূলক টেপিং হ্রাস করে, তার প্রমাণ। প্রমাণের ভূমিকা: পরিচালনগত বৈধতা; উৎসের ধরণ: শিল্প প্রকৌশল প্রতিবেদন। সমর্থন করে: জরুরি টেপের ব্যবহার বিলোপ। পরিধি সংক্রান্ত টীকা: স্বয়ংক্রিয় বা ম্যানুয়াল অ্যাসেম্বলি লাইনের জন্য নির্দিষ্ট। ↩
"বার্স্টিং স্ট্রেংথ টেস্টিং | সেন্টার ফর প্যাকেজিং অ্যান্ড ইউনিট লোড ডিজাইন", https://unitload.vt.edu/facilities/corrugated-packaging-lab/bursting-strength-testing.html। প্রামাণ্য প্যাকেজিং নির্দেশিকাগুলো সাবস্ট্রেটের শক্তি মূল্যায়নে মুলেন পরীক্ষার ভূমিকা এবং বাস্তব-জগতের পরিবহন কর্মক্ষমতা পূর্বাভাসে এর সীমাবদ্ধতা ব্যাখ্যা করে। প্রমাণের ভূমিকা: প্রাসঙ্গিক বৈধতা; উৎসের ধরণ: প্রযুক্তিগত হ্যান্ডবুক; সমর্থন করে: পরিবহন নিশ্চয়তার জন্য মুলেন পরীক্ষার উপর শিল্পের নির্ভরতা; পরিধি নোট: সাবস্ট্রেটের শক্তি এবং কাঠামোগত স্থিতিশীলতার মধ্যেকার ব্যবধান তুলে ধরে। ↩
"[পিডিএফ] 3A 2 – ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন", https://ista.org/docs/3Aoverview.pdf। প্যাকেজের অখণ্ডতা মূল্যায়নের জন্য শিপিং পরিবেশ সিমুলেট করার ক্ষেত্রে ISTA 3A স্ট্যান্ডার্ডের প্রয়োজনীয়তার যাচাইকরণ। প্রমাণের ভূমিকা: টেকনিক্যাল স্ট্যান্ডার্ড; উৎসের ধরণ: ইন্ডাস্ট্রি সার্টিফিকেশন। সমর্থন করে: ট্রানজিট সিমুলেশনের জন্য একটি বেঞ্চমার্ক হিসাবে ISTA 3A-এর বৈধতা। পরিধি নোট: বিশেষভাবে সাধারণ পার্সেল ডেলিভারি সিমুলেশনের ক্ষেত্রে প্রযোজ্য। ↩
"ISTA 3A টেস্টিং: আপনার যা কিছু জানা প্রয়োজন", https://www.safeloadtesting.com/en/ista-3a-testing-everything-you-need-to-know/। পার্শ্বীয় অভিঘাত পরীক্ষায় বলের প্রান্তসীমার প্রযুক্তিগত যাচাইকরণ, যা ঢেউখেলানো মাস্টার কার্টনের কাঠামোগত ব্যর্থতার কারণ হয়। প্রমাণের ভূমিকা: কার্যকারিতা পরিমাপক; উৎসের ধরণ: প্রকৌশল প্রতিবেদন। সমর্থন করে: কাঠামোগত পতনের কারণ নির্দিষ্ট ওজন-ভিত্তিক বল। পরিধি সংক্রান্ত টীকা: ব্যর্থতার বিন্দু কার্ডবোর্ডের গ্রেড এবং ভাঁজের জ্যামিতির উপর নির্ভর করে। ↩
"(পিডিএফ) কার্ডবোর্ডের একটি সরলীকৃত ডাইনামিক স্ট্রেংথ অ্যানালাইসিস …", https://www.researchgate.net/publication/372479610_A_Simplified_Dynamic_Strength_Analysis_of_Cardboard_Packaging_Subjected_to_Transport_Loads। প্রযুক্তিগত তুলনা যা প্রদর্শন করে যে ডাইনামিক সিমুলেশন এমন কাইনেটিক ফেইলিওর পয়েন্ট শনাক্ত করে যা স্ট্যাটিক কাঁচামাল পরীক্ষা দ্বারা সনাক্ত করা যায় না। প্রমাণের ভূমিকা: প্রযুক্তিগত বৈধতা; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং গবেষণা। সমর্থন করে: শক ড্যামেজ প্রতিরোধে ডাইনামিক পরীক্ষার শ্রেষ্ঠত্ব। পরিধি নোট: ঢেউখেলানো কাঠামোর উপর দৃষ্টি নিবদ্ধ করে। ↩
"কার্টন ডিজাইনে নিরেট কার্ডবোর্ডের সর্বোত্তম ব্যবহার – বায়োরিসোর্সেস", https://bioresources.cnr.ncsu.edu/resources/optimization-of-the-solid-cardboard-in-carton-design/। ভাঁজের গতিবিদ্যা এবং কোণার সমর্থনের কারণে একটি একত্রিত ত্রিমাত্রিক বাক্সের কাঠামোগত অখণ্ডতা যে সমতল শীটের শক্তি থেকে উল্লেখযোগ্যভাবে ভিন্ন, তার প্রমাণ। প্রমাণের ভূমিকা: কাঠামোগত যাচাইকরণ; উৎসের ধরণ: পদার্থ বিজ্ঞান পাঠ্যপুস্তক। সমর্থন: প্যালেটের স্থিতিশীলতার জন্য একত্রিত জ্যামিতি পরীক্ষার প্রয়োজনীয়তা। পরিধি টীকা: ঢেউখেলানো বোর্ডের ক্ষেত্রে প্রযোজ্য। ↩
"মাল্টি-অ্যাক্সিস ভাইব্রেশন – ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন", https://ista.org/news_manager.php?page=16942। শিল্পখাতের তথ্য যা নিশ্চিত করে যে ISTA-এর মাল্টি-অ্যাক্সিস টেস্টিং স্ট্যান্ডার্ড মেনে চললে শিপিংয়ের ক্ষতি এবং ফলস্বরূপ খুচরা ফ্রেইট চার্জব্যাক হ্রাস পায়। প্রমাণের ভূমিকা: আর্থিক/শিল্পখাতের বৈধতা; উৎসের ধরণ: লজিস্টিকস স্ট্যান্ডার্ড/ISTA ম্যানুয়াল। সমর্থন করে: কঠোর পরীক্ষা এবং হ্রাসকৃত আর্থিক ক্ষতির মধ্যে সংযোগ। পরিধি নোট: ISTA স্ট্যান্ডার্ডের জন্য নির্দিষ্ট। ↩



