
আপনি একটি পণ্য তৈরি করতে হাজার হাজার টাকা খরচ করেন, অথচ দেখেন সেটি দোকানের ভিড়ে ঠাসা তাক থেকে উধাও হয়ে গেছে। দোকানের তাকগুলিতে পণ্যের দৃশ্যমানতা নিশ্চিত করাই হলো একটি সফল লঞ্চ এবং অব্যবহৃত পণ্যের মধ্যে পার্থক্য।.
পয়েন্ট অফ পারচেজ ডিসপ্লে বলতে বাণিজ্যিক পণ্যের কাছাকাছি স্থাপন করা একটি কৌশলগত ভৌত বিপণন কাঠামোকে বোঝায়, যার উদ্দেশ্য হলো ভোক্তাদের তাৎক্ষণিক বিক্রয় বৃদ্ধি করা। পয়েন্ট অফ পারচেজ ডিসপ্লেগুলো প্রতিযোগিতামূলক ইনলাইন শেল্ফ থেকে পণ্যগুলোকে আলাদা করে রেখে এবং অধিক জনসমাগমপূর্ণ খুচরা পরিবেশে আকর্ষণীয় কাঠামোগত গ্রাফিক্স ব্যবহার করে ক্রেতাদের তাৎক্ষণিক কেনার আচরণকে উৎসাহিত করার মাধ্যমে কেনাকাটার প্রচলিত ধারাকে ব্যাহত করে।.

এই সংজ্ঞাটি বোঝা কেবল সূচনা মাত্র। সেই তত্ত্বকে একটি স্থিতিশীল বাস্তব পণ্যসারিতে রূপান্তর করতে হলে শিল্পকর্মের ঊর্ধ্বে গিয়ে কাঠামোগত পদার্থবিদ্যাকে সম্মান করতে হয়।.
ক্রয় প্রদর্শনের বিন্দু কী?
ব্র্যান্ডগুলো তাদের রিটেইল কৌশল পরিকল্পনা করার সময় প্রায়শই বিশাল, প্রভাবশালী কাঠামোর কল্পনা করে। তবে, একটি রিটেইল করিডোরে আধিপত্য বিস্তার করতে হলে ভিজ্যুয়াল ডিজাইনের মতোই স্থানিক সীমাবদ্ধতা বোঝাও সমান জরুরি।.
পয়েন্ট অফ পারচেজ ডিসপ্লে হলো একটি স্বতন্ত্র প্রচারমূলক ইউনিট, যা প্রচলিত আইলের বাইরে পণ্য প্রদর্শনের জন্য ডিজাইন করা হয়েছে। এই স্বতন্ত্র ফিক্সচারগুলো সেকেন্ডারি প্রোডাক্ট প্লেসমেন্ট হিসেবে কাজ করে, যা মজবুত ঢেউখেলানো কাগজের সাথে আকর্ষণীয় ব্র্যান্ডিংয়ের সমন্বয়ে ক্রেতাদের মনোযোগ আকর্ষণ করে এবং সক্রিয় বিক্রয়স্থলে ব্র্যান্ডের দৃশ্যমানতা উল্লেখযোগ্যভাবে বৃদ্ধি করে।.
দোকানের সেই জায়গাটা নিশ্চিত করতে হলে স্টোর ম্যানেজারদের সাথে এক নীরব বোঝাপড়া করতে হয়, যারা নিজেদের করিডোরের জায়গা কঠোরভাবে পাহারা দেন।.
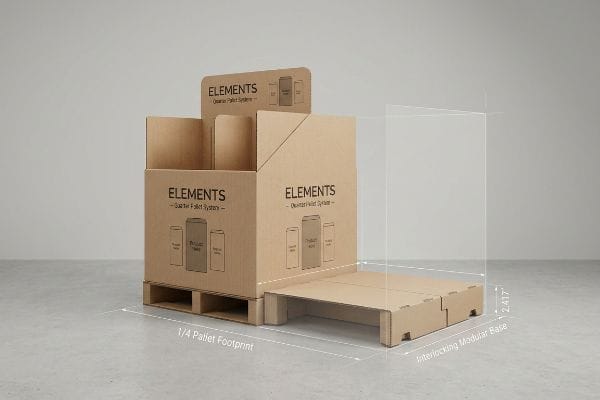
পয়েন্ট অফ পারচেজ ডিসপ্লে ফুটপ্রিন্ট বোঝা
মার্কেটিং দলগুলো প্রায়শই বড় বড় ক্রেতাদের কাছে পূর্ণ আকারের ৪৮×৪০ ইঞ্চি (১২১৯×১০১৬ মিমি) ফ্লোর কনফিগারেশন¹ উপস্থাপন করে , এই ভেবে যে একটি বড় প্রচারণার জন্য পুরো কাঠের ভিত্তিটি একচেটিয়াভাবে ব্যবহার করতে হবে। এই হয়-না হয়-না ধরনের স্থানিক কৌশলটি এই বিশ্বাসের উপর নির্ভর করে যে, বড় পরিসর স্বাভাবিকভাবেই বিক্রির গতি বাড়িয়ে দেয়। ফলস্বরূপ, ডিজাইনাররা লক্ষ্যযুক্ত খুচরা অঞ্চলের ভৌত সীমা বিবেচনা না করেই বিশাল কাঠামোগত ধারণার নকশা তৈরিতে সপ্তাহ কাটিয়ে দেন।
এমনকি অভিজ্ঞ ডিজাইনাররাও সর্বোচ্চ ভিজ্যুয়াল ইমপ্যাক্ট তৈরির চেষ্টায় প্রায়শই এই স্থানিক সীমাবদ্ধতাটি উপেক্ষা করেন। আমি নিয়মিত বিশাল আকারের পিওপি (পয়েন্ট অফ পারচেজ) ফ্লোর ডিসপ্লের স্ট্রাকচারাল ফাইল পর্যালোচনা করি, যেগুলো থ্রি-ডাইমেনশনাল (3D) রেন্ডারে দেখতে সুন্দর লাগলেও ক্রেতাদের দ্বারা সঙ্গে সঙ্গেই প্রত্যাখ্যাত হয়। সমস্যাটি তখন স্পষ্ট হয়ে ওঠে যখন একজন দোকান কর্মচারী একটি পূর্ণ আকারের ঢেউখেলানো কার্ডবোর্ডের বিশাল কাঠামোকে একটি সংকীর্ণ ও ব্যস্ত মোড়ে টেনে নিয়ে যাওয়ার চেষ্টা করেন, এবং এর ফলে ধাতব তাকের সাথে কাঁচা টেস্টলাইনারটি ঘষা খায়। আমি সবসময় বাল্ক মার্চেন্ডাইজারগুলোকে ভগ্নাংশীয় মাত্রায় নির্ভুলভাবে ডিজাইন করার পরামর্শ দিই। এর ভিত্তিটিকে একটি কোয়ার্টার প্যালেট সেটআপে বিভক্ত করলে আপনার ক্যাম্পেইনটি সংকীর্ণ রিটেইল ইকোসিস্টেমে নির্বিঘ্নে খাপ খেয়ে যায়, যা স্টোর ম্যানেজারদের কাছ থেকে আসা বাধা তাৎক্ষণিকভাবে কমিয়ে দেয়।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| শুধুমাত্র সম্পূর্ণ প্যালেট ফুটপ্রিন্ট পিচিং | প্রকৌশলী ভগ্নাংশ কোয়ার্টার-প্যালেট বেস২ | সংকীর্ণ স্থানে প্রিমিয়াম অনুমোদন নিশ্চিত করে |
| স্টোরের ট্র্যাফিক প্রবাহের সীমা উপেক্ষা করা | কঠোর আইল মেট্রিক্সের সাথে ভিত্তি সারিবদ্ধ করুন | স্টোর ম্যানেজারের বিরোধিতা দূর করে |
| ভাগ করা প্যালেট রিয়েল এস্টেটের অপচয় | মডিউলার ইন্টারলকিং ফ্লোর ইউনিট ৩ ডিজাইন করুন | প্রতি প্যালেটে প্রচারণার ঘনত্ব দ্বিগুণ করে4 |
আমি ব্যাকআপ হিসেবে একটি আংশিক বিকল্প প্রস্তুত না রেখে কখনোই সম্পূর্ণ প্যালেটের কোনো ধারণা জমা দিই না। ভৌত আকার ছোট করে আনলে তা গাণিতিকভাবে নিশ্চিত করে যে আপনার ব্র্যান্ড তাৎক্ষণিক স্থানগত প্রত্যাখ্যানের শিকার না হয়েই শেলফের বাইরে স্থান পাবে।.
🛠️ হার্ভির ডেস্ক: ফ্লোর স্পেসের সীমাবদ্ধতার কারণে রিটেইলারদের কাছ থেকে ক্রমাগত প্রত্যাখ্যানে হতাশ? 👉 আপনার ফ্রি ফুটপ্রিন্ট অডিট দাবি করুন ↗ — আমার ডেস্কে সরাসরি অ্যাক্সেস। কোনো স্বয়ংক্রিয় সেলস স্প্যাম নেই, আমি কথা দিচ্ছি।
POS ডিসপ্লে বলতে কী বোঝায়?
ফ্লোরের কর্মীরা যখন করিডোরের ভিড় সামলে চলেন, তখন কাউন্টারের কর্মীদের বিশৃঙ্খল চেকআউট এলাকা সামলাতে হয়। ফ্লোর থেকে রেজিস্টারে চলে আসাটা প্রচলিত নিয়মকানুনকে পুরোপুরি বদলে দেয়।.
POS ডিসপ্লের মূল অর্থ হলো এমন প্রচারমূলক কাঠামো যা ঠিক সেই স্থানে স্থাপন করা হয় যেখানে গ্রাহকের লেনদেন সম্পন্ন হয়। একটি পয়েন্ট অফ সেল ইউনিট বিশেষভাবে ক্যাশ রেজিস্টারে তাৎক্ষণিক কেনাকাটাকে লক্ষ্য করে, যার জন্য প্রয়োজন হয় স্বল্প আয়তন এবং তাৎক্ষণিক দৃশ্যমান স্বচ্ছতা, যাতে গ্রাহকরা তাদের কেনা জিনিসের দাম পরিশোধের জন্য অপেক্ষা করার সময় শেষ মুহূর্তের কেনাকাটার সিদ্ধান্তকে সফল করা যায়।.

এই দুটি স্বতন্ত্র খুচরা অঞ্চলের মধ্যেকার সীমারেখা অস্পষ্ট করে ফেলার কারণেই অনেক ক্রয়কারী দলের বাজেট অপচয় হয়।.
ফ্লোর সিস্টেম থেকে POS ডিসপ্লে লজিক আলাদা করা
ট্রেডিং কোম্পানিগুলো প্রায়শই একটি স্কেলেবল ডিজাইন কৌশল উপস্থাপন করে, যেখানে একটি বড় ফ্লোর মার্চেন্ডাইজারকে সহজেই ৫০% কমিয়ে একটি চেকআউট ইউনিট হিসেবে ব্যবহার করা যায়। এর মূল ধারণাটি হলো, জ্যামিতিক স্কেলিং বিভিন্ন রিটেইল পরিবেশে নিখুঁতভাবে খাপ খায়। ক্রেতারা উভয় জোনের জন্য একটিমাত্র মাস্টার ফাইল ব্যবহার করে টুলিং এবং স্ট্রাকচারাল ইঞ্জিনিয়ারিং খরচ বাঁচানোর আশায় এই পদ্ধতিটি গ্রহণ করেন।
এটি একটি সাধারণ ফাঁদ যা এমনকি অভিজ্ঞ ক্রয় দলগুলোকেও কাবু করে ফেলে, যারা তাদের সরবরাহ শৃঙ্খলকে সুবিন্যস্ত করতে চায়। আমি দেখি ব্র্যান্ডগুলো কঠোর আইনি নাগালের সীমাবদ্ধতাকে সম্পূর্ণ উপেক্ষা করে একটি বিশাল বিনকে সংকুচিত করে রেজিস্টার লেভেলে নামিয়ে আনার চেষ্টা করে। যখন আপনি একটি সাধারণ কাউন্টারে ছোট আকারের একটি ফ্লোর ইউনিট রাখেন, তখন উপরের তাকটি বিপজ্জনকভাবে উঁচু হয়ে যায়, যা ক্রেতাদের জন্য আক্ষরিক অর্থেই একটি অন্ধ স্থান তৈরি করে। ক্যাশিয়াররা যখন অধৈর্য হয়ে ওপর দিয়ে দেখার জন্য উপরের হেডারটিকে পেছনের দিকে বাঁকানোর চেষ্টা করে, তখন ভারী ঢেউখেলানো বোর্ড ছিঁড়ে যাওয়ার তীব্র প্রতিরোধের শব্দ শোনা যায়। আমি ইঞ্জিনিয়ারিং পাইপলাইনগুলোকে স্থায়ীভাবে আলাদা রাখি, এবং চেকআউট ইউনিটগুলোকে কঠোরভাবে ADA (আমেরিকানস উইথ ডিসএবিলিটিস অ্যাক্ট)-এর ১৫-৪৮ ইঞ্চি (৩৮১-১২১৯ মিমি) সম্মুখ নাগালের কমপ্লায়েন্স উইন্ডো৬-এর।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| কাউন্টারের জন্য সঙ্কুচিত ফ্লোর ইউনিট | স্বাধীন চেকআউট কাঠামো তৈরি করুন | লেনদেন অঞ্চল ব্লক হওয়া প্রতিরোধ করে |
| আইনি নাগালের উচ্চতা উপেক্ষা করা | ১৫-৪৮ ইঞ্চি সীমার মধ্যে নোঙর করুন7 | ক্রেতাদের সম্পূর্ণ আইনি প্রবেশাধিকার নিশ্চিত করে |
| ভারী মেঝে-উপযোগী উপকরণ ব্যবহার করে | হালকা মাইক্রো-ফ্লুটে পরিবর্তন করুন8 | চেকআউট কাউন্টারগুলি পরিপাটি রাখে |
আমি চেকআউট জোনের কাঠামোকে সূক্ষ্ম যন্ত্র হিসেবে বিবেচনা করি, ছোট আকারের ফ্লোর বিন হিসেবে নয়। রেজিস্টার কাউন্টারের জন্য বিশেষভাবে ডিজাইন করা কাঠামো আপনার ব্র্যান্ডকে বিপুল পরিমাণ চার্জব্যাক থেকে রক্ষা করে, যখন স্টোর ম্যানেজাররা নিয়ম-বহির্ভূত ও দৃষ্টি প্রতিবন্ধকতাকারী ইউনিট প্রত্যাখ্যান করেন।.
🛠️ হার্ভির ডেস্ক: আপনার চেকআউট ইউনিটগুলো কি সামনের দিকে পৌঁছানোর কঠোর আইনি সীমা মেনে চলছে? 👉 আপনার কমপ্লায়েন্স চেকলিস্টটি নিন ↗ — নিরাপদে ডাউনলোড করুন। পরবর্তীতে কোনো প্রশ্ন থাকলে আমার ইনবক্স খোলা আছে।
পপ ডিসপ্লের অসুবিধাগুলি কী কী?
তাদের বিপণন শক্তি থাকা সত্ত্বেও, অস্থায়ী খুচরা সরঞ্জামগুলোর কিছু সহজাত ভৌত দুর্বলতা থাকে। বড় ঢেউখেলানো কার্ডবোর্ডের কাঠামোগুলো যে পরিবেশে তৈরি ও পরিবহন করা হয়, তার প্রতি আশ্চর্যজনকভাবে সংবেদনশীল।.
পপ ডিসপ্লের অসুবিধাগুলোর মধ্যে রয়েছে উচ্চ আর্দ্রতার কারণে কাঠামোগত দুর্বলতা, পরিবহনের সময় সম্ভাব্য ক্ষতি এবং খুচরা দোকানে স্থানের কঠোর সীমাবদ্ধতা। এছাড়াও, উৎপাদন প্রক্রিয়ার সময় বড় ঢেউখেলানো প্যানেলগুলো রাসায়নিকভাবে বেঁকে যেতে পারে, তাই এই অস্থায়ী বিপণন উপকরণগুলোর অকাল ব্যর্থতা রোধ করতে নিখুঁত প্রকৌশল অপরিহার্য।.

সবচেয়ে ব্যয়বহুল ব্যর্থতাগুলো প্রায়শই উৎপাদন কেন্দ্রের ভেতরেই নিঃশব্দে ঘটে, ইউনিটগুলো ট্রাকে পৌঁছানোর আগেই।.
ওয়েট কেমিস্ট্রি জড়িত পিওপি ডিসপ্লের অসুবিধাগুলি
গ্রাহকরা স্বাভাবিকভাবেই ধরে নেন যে, একটি দৃঢ় বি-ফ্লুট বেসের উপর একটি উচ্চ-মানের মুদ্রিত টপ-শিট স্থাপন করলে একটি নিখুঁতভাবে সমতল মার্কেটিং প্যানেল তৈরি হয়। তারা উৎপাদন প্রক্রিয়াটিকে একটি সাধারণ পোস্টার ছাপানোর মতোই দেখেন এবং লিথো-ল্যামিনেশনের জটিল ওয়েট কেমিস্ট্রিকে9।এই ধারণার ফলে ডিজাইনাররা বিশাল, অবিচ্ছিন্ন সাইড প্যানেল তৈরি করেন এবং আশা করেন যে সেগুলো দোকানের মেঝেতে একদম সোজা হয়ে দাঁড়াবে।
বিষয়টিকে একটি পাতলা প্লাইউডের টুকরোতে রঙ করার মতো করে ভাবুন; যদি আপনি কেবল একপাশে প্রলেপ দেন, তাহলে আর্দ্রতার কারণে কাঠটি বেঁকে যায়। বড় পৃষ্ঠতলে জল-ভিত্তিক পিভিএ (পলিভিনাইল অ্যাসিটেট) আঠা লাগানোর সময় আমি নিয়মিত এই ঘটনাটিই লক্ষ্য করি। ভেজা আঠাটি কারখানার সাধারণ বাতাসে শুকানোর সময় সংকুচিত হয়, যা প্রচণ্ড পৃষ্ঠটান তৈরি করে এবং পুরো ডিসপ্লে প্যানেলটিকে একটি বিশাল আলুর চিপের মতো ভেতরের দিকে মুড়ে দেয়। বোর্ডটি যখন তার নিজস্ব রাসায়নিক টানে বিকৃত হতে থাকে, তখন আপনি শুকানো আঠার স্বতন্ত্র, তীব্র গন্ধটি আসলে অনুভব করতে পারবেন । আমি একটি কঠোর ডেড-ওয়েট প্রেসার প্রোটোকল তৈরি করে অথবা একটি ভারসাম্যপূর্ণ ডুপ্লেক্স বোর্ড কাঠামো নির্দিষ্ট করে এর মোকাবিলা করি ।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| অতিরিক্ত বড় অবিচ্ছিন্ন প্যানেল ডিজাইন করা | ভারসাম্যপূর্ণ ডুপ্লেক্স বোর্ড কাঠামো ব্যবহার করুন ১২ | নিখুঁতভাবে সোজাভাবে দাঁড়ানো ইউনিটগুলির নিশ্চয়তা দেয় |
| আঠালো আর্দ্রতা টান উপেক্ষা করা ১৩ | স্থির-ওজন চাপ প্রয়োগ করে কিউরিং ১৪ | পরিবহনের সময় প্যানেলের বিকৃতি রোধ করে |
| একতরফা লিথো-ল্যামিনেশন ব্যবহার করে | একটি পাতলা টেনশন ব্যাক-লাইনার যোগ করুন | উৎকৃষ্ট মানের ভিজ্যুয়াল ব্র্যান্ড উপস্থাপনা বজায় রাখে |
আমি যথাযথ চাপ প্রয়োগ করে জমাট বাঁধানো ছাড়া বিশাল আকারের ফ্ল্যাট প্যানেলকে ডাই-কাটিংয়ের জন্য কখনোই অনুমতি দিই না। আঠার আর্দ্রতার ভৌত নিয়ন্ত্রণ সরাসরি আপনার মূল্যবান শিল্পকর্মকে দোকানে বিকৃত, সস্তা এবং কাঠামোগতভাবে ক্ষতিগ্রস্ত অবস্থায় পৌঁছানো থেকে রক্ষা করে।.
🛠️ হার্ভির ডেস্ক: আর্দ্র গুদামঘরে আপনার বড় ফ্লোর প্যানেলগুলো বেঁকে যাওয়ার ভয়ে আছেন? 👉 একটি কাঠামোগত পর্যালোচনার জন্য অনুরোধ করুন ↗ — কোনো ফর্মের ঝামেলা নেই যা অবিরাম সেলস কলের কারণ হয়। শুধু খাঁটি মূল্য।
ক্রয় বিন্দু বলতে কী বোঝায়?
সাধারণ বিপণন সংজ্ঞার বাইরেও, একটি ভৌত ইউনিট তৈরি করতে গেলে আপনাকে শিল্পগত সহনশীলতার মান মেনে চলতে হয়। স্বয়ংক্রিয় প্যাকিংয়ের সময় গাণিতিক হিসাব ভুল হলে একটি সুন্দর সমতল ডাইলাইনও সম্পূর্ণ অর্থহীন হয়ে পড়ে।.
ক্রয়কেন্দ্রের তাৎপর্য বিপণন তত্ত্বের ঊর্ধ্বে গিয়ে কঠোর বাস্তব কার্যসম্পাদন মান নির্ধারণ করে। এর মূল অর্থ হলো এমন একটি মাত্রিক কাঠামো তৈরি করা যা কঠিন সরবরাহ শৃঙ্খল লজিস্টিকস মোকাবিলা করতে পারে, যন্ত্রের সুনির্দিষ্ট সহনশীলতার সাথে সামঞ্জস্যপূর্ণ থাকে এবং ভৌত পণ্যকে নিরাপদে ঠিক সেই স্থানে পৌঁছে দেয় যেখানে ভোক্তা কেনার সিদ্ধান্ত গ্রহণ করেন।.

ল্যাবে একটি ডিসপ্লে সোজা করে দাঁড় করানো সহজ, কিন্তু যখন আপনি ৫০০টি ডিসপ্লে একটি দ্রুতগতির প্যাকিং কেন্দ্রে পাঠান, তখন এক কঠিন বাস্তবতার মুখোমুখি হতে হয়।.
কারখানার ফ্লোরে কেন পয়েন্ট অফ পারচেজ-এর অর্থগুলো ব্যর্থ হয়
গ্রাফিক ডিজাইনাররা প্রায়শই তাদের ভেক্টর সফ্টওয়্যারে সংযোগকারী ট্যাব এবং ভাঁজ করার স্লটগুলি ঠিক মিলিত প্যানেল15। এই সম্পূর্ণরূপে ডিজিটাল পদ্ধতিটি ভারী প্যাকেজিং উপকরণগুলিকে এমনভাবে বিবেচনা করে যেন তাদের পুরুত্ব শূন্য16, অনেকটা সাধারণ প্রিন্টার কাগজে আঁকার মতো। ক্রয়কারী দলগুলি এই তাত্ত্বিকভাবে নিখুঁত ফাইলগুলিকে অনুমোদন করে, এই ভেবে যে শারীরিক ভাঁজ করার প্রক্রিয়ার সময় কাঠামোগত গণিত স্বাভাবিকভাবেই মিলে যাবে।
এটা শুধু তত্ত্ব নয়—আমি টেস্টিং ফ্লোরে এটা ঘটতে দেখি যখন সুন্দর ডিজিটাল ফাইলগুলো ভারী যন্ত্রপাতির সংস্পর্শে আসে। আমার প্রতিষ্ঠানে, আমি নিয়মিত দেখি যে সমন্বয়হীন ডাইলাইনগুলো অ্যাসেম্বলিতে বিশাল প্রতিবন্ধকতা সৃষ্টি করে, কারণ ফ্ল্যাট আর্টওয়ার্কটি উপাদানের ভৌত ক্যালিপারকে পুরোপুরি উপেক্ষা করে। যখন আমি একটি মাইক্রোমিটার দিয়ে একটি স্ট্যান্ডার্ড বি-ফ্লুট ভাঁজ পরিমাপ করি, তখন ০.১১ ইঞ্চি (২.৮ মিমি) ভৌত উপাদান৯০ -ডিগ্রি বাঁকে ব্যবহৃত হয়ে যায়, যা সঙ্গে সঙ্গে রিসিভিং স্লটটিকে খুব সংকীর্ণ করে তোলে। তখন কো-প্যাকিং টিম ট্যাবগুলোকে ফিট করার জন্য বোর্ডটিকে চাপ দিয়ে ছোট করতে বাধ্য হয়, যা অ্যাসেম্বলি লাইনের গতি আনুমানিক ৩০% কমিয়ে দেয় এবং শ্রম খরচ ব্যাপকভাবে বাড়িয়ে দেয়। আমি প্রতিটি ভাঁজে কঠোর প্যারামেট্রিক ক্যালিপার ক্ষতিপূরণ অ্যালগরিদম প্রয়োগ করে এর সমাধান করি। সঠিক বাঁকের পরিমাণ বিবেচনা করে গাণিতিকভাবে স্লটগুলোকে প্রশস্ত করার মাধ্যমে, আমি অ্যাসেম্বলির সময় কমিয়ে আনি, যা ক্লায়েন্টদের অপ্রয়োজনীয় কো-প্যাকিং বিলম্বের কারণে হাজার হাজার টাকা বাঁচায়।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| সঠিক ট্যাব প্রস্থে স্লট আঁকা | অ্যালগরিদমিক ক্যালিপার ক্ষতিপূরণ প্রয়োগ করুন ১৮ | ঘর্ষণহীন হস্তচালিত সমাবেশ নিশ্চিত করে |
| ঢেউখেলানো বাঁকের ছাড় উপেক্ষা করা ১৯ | বাঁশির পুরুত্বের উপর ভিত্তি করে খাঁজগুলি প্রশস্ত করুন | গ্রাফিক্স থেঁতলে যাওয়া এবং প্রান্ত ছিঁড়ে যাওয়া প্রতিরোধ করে। |
| সমতল ভেক্টর জ্যামিতির উপর আস্থা রাখা | ত্রিমাত্রিক যান্ত্রিক ভাঁজের সহনশীলতা ২০ পরীক্ষা করুন | ব্যয়বহুল কো-প্যাকিং বিলম্ব ফি দূর করে |
আমি প্রতিটি ফ্ল্যাট ফাইলকে উন্নত বেন্ড অ্যালাউন্স অ্যালগরিদমের মাধ্যমে চালনা করে অনুমানের ঝামেলা দূর করি। অতি-সঠিক টলারেন্স নিশ্চিত করার ফলে আপনার আগে থেকে ভরা ইউনিটগুলো নিখুঁতভাবে একসাথে স্লাইড করে, যা আপনার কাঠামোগত অখণ্ডতা এবং কঠোর লঞ্চ শিডিউল উভয়কেই সুরক্ষিত রাখে।.
🛠️ হার্ভির ডেস্ক: আপনি কি জানেন আপনার ডিজাইনার আপনার বি-ফ্লুটের বেসের জন্য সঠিক বেন্ড অ্যালাউন্স গণনা করেছেন কিনা? 👉 আমাকে আপনার ডাইলাইন ফাইল পাঠান ↗ — গণ-উৎপাদনে বাজেট অপচয় করার আগে আমি হিসাবটি স্ট্রেস-টেস্ট করে দেখব।
উপসংহার
আপনি ত্রুটিহীন ডিজিটাল মকআপ ব্যবহার করে ভেন্ডর খুঁজে নিতে পারেন, কিন্তু যখন হিসাব না করা বি-ফ্লুট ফোল্ড টলারেন্সের কারণে আপনার অ্যাসেম্বলি টিমকে বোর্ডগুলো ভেঙে ফেলতে হয়, তখন আপনাকে তাৎক্ষণিক রিটেইলারদের প্রত্যাখ্যান এবং সপ্তাহব্যাপী হাতে করে পুনরায় কাজ করার সম্মুখীন হতে হয়। ৫০০-এর বেশি ব্র্যান্ড ম্যানেজার ঠিক এই মারাত্মক প্রাথমিক পর্যায়ের ভুলগুলো এড়ানোর জন্য আমার প্রিপ্রেস চেকলিস্ট ব্যবহার করেন। যাচাইবিহীন কাঠামোগত জ্যামিতির উপর নির্ভর করে আপনার পণ্য লঞ্চের ঝুঁকি নেওয়া বন্ধ করুন এবং ফ্যাক্টরির মেশিন চালু হওয়ার আগেই আপনার লাভের মার্জিন নিশ্চিত করতে আমাকে ব্যক্তিগতভাবে আমার ফ্রি ডাইলাইন অডিট ↗- এর মাধ্যমে আপনার ফ্ল্যাট ফাইলগুলো মূল্যায়ন করতে দিন।
"স্ট্যান্ডার্ড প্যালেট সাইজ — ৪৮×৪০ জিএমএ এবং আরও ৬টি প্রচলিত মাপ", https://www.wearewarp.com/standard-pallet-sizes। [একটি ইন্ডাস্ট্রি স্ট্যান্ডার্ড রিটেইল লজিস্টিকস গাইড বা ম্যানুফ্যাকচারিং ম্যানুয়াল ফ্লোর ডিসপ্লের জন্য ৪৮×৪০ ইঞ্চিকে স্ট্যান্ডার্ড প্যালেট ফুটপ্রিন্ট হিসেবে নিশ্চিত করে]। প্রমাণের ভূমিকা: টেকনিক্যাল স্পেসিফিকেশন; উৎসের ধরণ: ইন্ডাস্ট্রি স্ট্যান্ডার্ড। সমর্থন করে: স্ট্যান্ডার্ড পিওপি ডিসপ্লের মাপ। পরিধি নোট: সাধারণত উত্তর আমেরিকার বিগ-বক্স রিটেইল স্ট্যান্ডার্ডের ক্ষেত্রে প্রযোজ্য। ↩
"প্যালেট ডিসপ্লের প্রকারভেদ: পূর্ণ, অর্ধ ও চতুর্থাংশ – গ্রীনডট প্যাকেজিং", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/। [খুচরা বিক্রয়কেন্দ্রের ডিসপ্লের জন্য শিল্প-নির্দিষ্টকরণে সীমিত জায়গায় ব্যবহারের উপযোগী আদর্শ ভগ্নাংশ প্যালেটের আকার নির্ধারণ করা হয়।] প্রমাণের ভূমিকা: প্রযুক্তিগত নির্দিষ্টকরণ; উৎসের ধরণ: খুচরা শিল্পের নির্দেশিকা। সমর্থন করে: স্থান ব্যবহারের সর্বোত্তম কৌশল। পরিধি সংক্রান্ত টীকা: নির্দিষ্ট মাত্রা খুচরা বিক্রেতাভেদে ভিন্ন হতে পারে। ↩
"মডুলার ফ্লোর এবং ওয়াল ইউনিট ব্যবহারের সুবিধা – পিয়ারলেস-অ্যাসাইনস", https://www.peerlessassigns.com/the-benefits-of-using-modular-floor-and-wall-units/। [খুচরা দোকানের সরঞ্জামাদির জন্য প্রযুক্তিগত ডিজাইন ম্যানুয়ালগুলিতে ব্যাখ্যা করা হয় যে কীভাবে মডুলার ইন্টারলকিং সিস্টেমগুলি পরিমাপযোগ্য এবং স্থান-সাশ্রয়ী ফ্লোর প্লেসমেন্টের সুযোগ করে দেয়।] প্রমাণের ভূমিকা: প্রযুক্তিগত পদ্ধতি; উৎসের ধরণ: ডিজাইন ম্যানুয়াল। সমর্থন করে: স্থানিক দক্ষতা। পরিধি নোট: বিশেষভাবে মডুলার হার্ডওয়্যারের ক্ষেত্রে প্রযোজ্য। ↩
"মডিউলার এক্সিবিট ডিজাইন কেন যুগান্তকারী – এনপ্যারালাল", https://www.nparallel.com/insights/modular-exhibit-design-benefits। [লজিস্টিকস এবং সাপ্লাই চেইন ডেটা প্রমাণ করে যে মডিউলার ডিজাইন প্রতি প্যালেটে প্রেরিত ইউনিটের সংখ্যা বৃদ্ধি করে, যার ফলে ক্যাম্পেইনের ঘনত্ব বাড়ে।] প্রমাণের ভূমিকা: মেট্রিক; উৎসের ধরণ: লজিস্টিকস গবেষণা। সমর্থন করে: মডিউলার ডিজাইনের কার্যকারিতা। পরিধি নোট: প্রকৃত ঘনত্ব বৃদ্ধি নির্দিষ্ট পণ্যের আকারের উপর নির্ভর করে। ↩
"বিনামূল্যে কাস্টম রিটেইল ডিসপ্লে ডিজাইন অফার – এলএ ডার্লিং", https://www.ladarling.com/retail-display-design-offer/। [রিটেইল ফিক্সচারের জন্য ইন্ডাস্ট্রির ডিজাইন গাইডগুলোতে ব্যাখ্যা করা হয় যে, কীভাবে একাধিক স্কেলের জন্য একটিমাত্র মাস্টার CAD ফাইল ব্যবহার করলে পৃথক ইঞ্জিনিয়ারিং অনুমোদন এবং টুলিং সেটআপ সম্পর্কিত অতিরিক্ত খরচ কমে যায়]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: ইন্ডাস্ট্রির স্ট্যান্ডার্ড। সমর্থন করে: পরিবর্ধনযোগ্য ডিজাইন কৌশলের জন্য আর্থিক প্রণোদনা। পরিধি নোট: প্রধানত প্রমিত প্রচারমূলক সামগ্রীর ক্ষেত্রে প্রযোজ্য। ↩
"চিত্র ৫ সম্মুখ নাগাল – ADA.gov", https://archive.ada.gov/descript/reg3a/fig5des.htm। [অ্যাক্সেসিবল ডিজাইনের জন্য অফিসিয়াল ADA স্ট্যান্ডার্ড ডকুমেন্টগুলো হুইলচেয়ার ব্যবহারকারী ব্যক্তিদের জন্য প্রবেশগম্যতা নিশ্চিত করতে বাধাহীনভাবে সামনের দিকে পৌঁছানোর জন্য অনুমোদিত উচ্চতার পরিসীমা নির্দিষ্ট করে]। প্রমাণের ভূমিকা: তথ্যগত যাচাই; উৎসের ধরণ: নিয়ন্ত্রক মান। সমর্থন করে: POS ইউনিটের জন্য প্রযুক্তিগত উচ্চতার স্পেসিফিকেশন। পরিধি নোট: বিশেষভাবে বাধাহীন নাগালের ক্ষেত্রে প্রযোজ্য। ↩
"অ্যাক্সেসযোগ্য ডিজাইনের জন্য ADA স্ট্যান্ডার্ড, টাইটেল III রেগুলেশন ২৮ CFR …", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/। [একটি আনুষ্ঠানিক ADA অ্যাক্সেসিবিলিটি নির্দেশিকা প্রতিবন্ধী ব্যক্তিদের জন্য ন্যায়সঙ্গত প্রবেশাধিকার নিশ্চিত করতে নির্দিষ্ট নাগালের পরিসীমার পরিমাপ প্রদান করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: নিয়ন্ত্রক নির্দেশিকা। সমর্থন করে: আইনি ক্রেতা প্রবেশাধিকারের প্রয়োজনীয়তা। পরিধি নোট: প্রাথমিকভাবে মার্কিন অ্যাক্সেসিবিলিটি আইনের সাথে সম্পর্কিত। ↩
"কোরুগেটেড বোর্ড এবং মাইক্রো ফ্লুট …", https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php। [কোরুগেটেড উপকরণের প্রযুক্তিগত বিবরণে ব্যাখ্যা করা হয়েছে কেন এর ওজন এবং মুদ্রণের গুণমানের কারণে কাউন্টার-টপ ডিসপ্লের জন্য মাইক্রো-ফ্লুট বেশি পছন্দ করা হয়]। প্রমাণের ভূমিকা: উপকরণের বিবরণ; উৎসের ধরণ: উৎপাদন মান। সমর্থন করে: চেকআউট জোনে হালকা ওজনের উপকরণের ব্যবহার। পরিধি সংক্রান্ত টীকা: শুধুমাত্র কোরুগেটেড কার্ডবোর্ডের বিকল্পগুলোর মধ্যে সীমাবদ্ধ। ↩
"...প্রক্রিয়ায় পেপারবোর্ডের বেঁকে যাওয়ার কারণসমূহের বিশ্লেষণ", http://www.litho-laminator.com/article-item-85.html। [প্যাকেজিং ইঞ্জিনিয়ারিং-এর একটি প্রযুক্তিগত ম্যানুয়ালে বিশদভাবে বর্ণনা করা থাকে যে, লিথো-ল্যামিনেশনের সময় ব্যবহৃত জল-ভিত্তিক আঠার আর্দ্রতা কীভাবে ঢেউখেলানো পৃষ্ঠে অসম সংকোচন এবং বেঁকে যাওয়ার কারণ হতে পারে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: শিল্প প্রকৌশল ম্যানুয়াল। সমর্থন করে: এই দাবি যে লিথো-ল্যামিনেশন এমন রাসায়নিক প্রক্রিয়া যা কাঠামোগত সমতলতাকে প্রভাবিত করে। পরিধিগত টীকা: বিশেষভাবে জল-ভিত্তিক বন্ধনকারী এজেন্টের ক্ষেত্রে প্রযোজ্য। ↩
"বোকা প্রশ্নের সময়: বোকা পিভিএ-র সমাধান | ওল্ডহ্যামার ফোরাম", https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/। [আঠার রসায়নের উপর একটি প্রযুক্তিগত ম্যানুয়াল ব্যাখ্যা করে যে কীভাবে পিভিএ আঠা থেকে জলের বাষ্পীভবন আয়তনিক সংকোচন এবং পৃষ্ঠটান সৃষ্টি করে যা সাবস্ট্রেটকে বাঁকিয়ে দেয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত প্রক্রিয়া; উৎসের ধরণ: রাসায়নিক প্রকৌশল হ্যান্ডবুক। সমর্থন: বোর্ডের কুঁচকে যাওয়ার উপর পিভিএ শুকানোর প্রভাব। পরিধি নোট: ছিদ্রযুক্ত সাবস্ট্রেটের জন্য প্রাসঙ্গিক। ↩
"বোর্ড বেঁকে যাওয়া রোধ করার সাতটি উপায়", http://www.srdpcba.com/en/news-details.php?cid=75&id=31। [কাগজ-ভিত্তিক প্যাকেজিংয়ের জন্য শিল্প মানদণ্ডে, উৎপাদনের সময় অভ্যন্তরীণ চাপ মোকাবেলা করতে এবং কুঁচকে যাওয়া রোধ করার একটি পদ্ধতি হিসাবে ব্যালান্সড ডুপ্লেক্সিংয়ের বর্ণনা দেওয়া হয়েছে]। প্রমাণের ভূমিকা: ইঞ্জিনিয়ারিং স্পেসিফিকেশন; উৎসের ধরণ: প্যাকেজিং শিল্প নির্দেশিকা। সমর্থন করে: বেঁকে যাওয়া রোধ করার জন্য নির্দিষ্ট বোর্ড কাঠামোর ব্যবহার। পরিধির টীকা: ডুপ্লেক্স বা মাল্টি-প্লাই পেপারবোর্ডের মধ্যে সীমাবদ্ধ। ↩
"কোরুগেটেড পেপারবোর্ড থেকে বাঁক দূরীকরণ – সঞ্জয় অ্যাডহেসিভস", https://indianadhesive.wordpress.com/2018/08/07/eliminating-warp-from-corrugated-paperboards/। [কোরুগেটেড বোর্ডের নকশার প্রযুক্তিগত বিবরণে ব্যাখ্যা করা হয়েছে কীভাবে ভারসাম্যপূর্ণ ডুপ্লেক্স কাঠামো বড় প্যানেলে বাঁক প্রতিরোধ করার জন্য অভ্যন্তরীণ চাপকে প্রতিহত করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: শিল্প নির্দেশিকা। সমর্থন: পিওপি ডিসপ্লের কাঠামোগত স্থিতিশীলতা। পরিধি সংক্রান্ত টীকা: বিশেষভাবে বড় আকারের কোরুগেটেড প্যানেলের ক্ষেত্রে প্রযোজ্য। ↩
"আর্দ্রতা এবং সিক্ততা: কীভাবে তারা ফোল্ডিং কার্টনের অখণ্ডতাকে প্রভাবিত করে", https://brownpackaging.com/moisture-and-humidity-how-they-affect-folding-carton-integrity/। [আঠার উপর পদার্থ বিজ্ঞান বিষয়ক সাহিত্যে বর্ণনা করা হয়েছে যে, শুকানোর প্রক্রিয়ার সময় আর্দ্রতার স্থানান্তর কীভাবে অসম টান সৃষ্টি করে, যা ভিত্তির বক্রতা ঘটায়]। প্রমাণের ভূমিকা: ভৌত প্রক্রিয়া; উৎসের ধরণ: বৈজ্ঞানিক জার্নাল। সমর্থন: প্যানেলের বিকৃতির কারণ। পরিধি টীকা: ল্যামিনেশনে ব্যবহৃত জল-ভিত্তিক আঠার উপর আলোকপাত করে। ↩
"কোরুগেটিং আঠার প্রস্তুতি – পিকেজি সলিউশনস", http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php। [প্যাকেজিং উৎপাদন মানদণ্ডে কিউরিং-এর সময় সুষম আর্দ্রতা বাষ্পীভবন এবং পৃষ্ঠের সমতলতা নিশ্চিত করার জন্য ভারযুক্ত চাপ প্রয়োগের বিশদ বিবরণ দেওয়া হয়েছে]। প্রমাণের ভূমিকা: প্রক্রিয়া যাচাইকরণ; উৎসের ধরণ: উৎপাদন মানদণ্ড। সহায়ক: পরিবহনের সময় বিকৃতি রোধ করার পদ্ধতি। পরিধি টীকা: ল্যামিনেশনের কিউরিং পর্যায়ের জন্য নির্দিষ্ট। ↩
"পেপার প্যাকেজিং স্ট্রাকচারাল ডিজাইন গাইড", https://greendotpackaging.com/paper-packaging-structural-design-guide/। [প্রামাণ্য প্যাকেজিং ইঞ্জিনিয়ারিং গাইডগুলোতে উল্লেখ করা হয়েছে যে, সঠিক ফিট নিশ্চিত করার জন্য উপাদানের ব্যাস বিবেচনা করে ট্যাব এবং স্লটগুলোতে অবশ্যই একটি টলারেন্স অফসেট অন্তর্ভুক্ত করতে হবে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: ইঞ্জিনিয়ারিং হ্যান্ডবুক। সমর্থন করে: ভৌত সমাবেশে ১:১ অনুপাতের ডিজাইনের ব্যর্থতা। পরিধি নোট: অনমনীয় সাবস্ট্রেটের ক্ষেত্রে প্রযোজ্য। ↩
"উপাদানের পুরুত্ব কীভাবে প্যাকেজিংয়ের কার্যকারিতাকে প্রভাবিত করে", https://megapac.com.sg/how-material-thickness-affects-packaging-performance/। [ডাই-লাইন তৈরির জন্য শিল্প মান অনুযায়ী, ভাঁজ করার সময় কাঠামোগত অখণ্ডতা নিশ্চিত করতে বেন্ড অ্যালাউন্স এবং উপাদানের পুরুত্ব অন্তর্ভুক্ত করা বাধ্যতামূলক]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: ডিজিটাল ২ডি উপস্থাপনার পরিবর্তে ভৌত পুরুত্ব বিবেচনা করার প্রয়োজনীয়তা। পরিধি নোট: ভারী-ব্যবহারযোগ্য প্যাকেজিং উপকরণের জন্য নির্দিষ্ট। ↩
"কার্ডবোর্ডের পুরুত্ব ও উপকরণ নির্দেশিকা: এ, বি, সি, ডি, ই ফ্লুটস", https://105packaging.com/blogs/packaging/cardboard-thickness-guide-abcde-flutes?srsltid=AfmBOoq8SgbyZoOMMOwAU6Y9DOlFEl3REFTs2WRntvCUbGMVjpyUIs8p। [কোরুগেটেড প্যাকেজিংয়ের জন্য একটি শিল্প মান, যেমন FEFCO বা TAPPI, বি-ফ্লুট উপকরণের নামমাত্র পুরুত্ব এবং বেন্ড অ্যালাউন্সের উপর এর প্রভাব যাচাই করবে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: ভাঁজ করার সময় উপকরণের পুরুত্বের বাস্তব পরিমাপ। পরিধি নোট: বিশেষভাবে স্ট্যান্ডার্ড বি-ফ্লুট কোরুগেটেড বোর্ডের জন্য প্রযোজ্য। ↩
"স্বচ্ছ প্যাকেজিংয়ের জন্য একটি বহু-প্যারামিটার পরিদর্শন প্ল্যাটফর্ম …", https://pmc.ncbi.nlm.nih.gov/articles/PMC12736620/। প্যাকেজিং ইঞ্জিনিয়ারিংয়ের একটি প্রযুক্তিগত ম্যানুয়ালে ব্যাখ্যা করা হবে কীভাবে উপাদানের তারতম্য (ক্যালিপার) গণনা করে অ্যাসেম্বলির ঘর্ষণ প্রতিরোধ করা হয়। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন করে: ম্যানুয়াল অ্যাসেম্বলির জন্য ক্ষতিপূরণের প্রয়োজনীয়তা। পরিধি নোট: বিশেষভাবে উচ্চ-পরিমাণে উৎপাদিত ফিজিক্যাল পিওপি ডিসপ্লের ক্ষেত্রে প্রযোজ্য। ↩
"[পিডিএফ] ঢেউখেলানো বোর্ডের নমন দৃঢ়তা", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf। ঢেউখেলানো উপকরণের জন্য শিল্প নকশার মানদণ্ড কাঠামোগত ব্যর্থতা এবং গ্রাফিক বিকৃতি রোধ করার জন্য নির্দিষ্ট নমন ছাড়ের নির্দেশ দেয়। প্রমাণের ভূমিকা: শিল্প মানদণ্ড; উৎসের ধরণ: উৎপাদন নির্দেশিকা। সমর্থন করে: ফ্লুটের পুরুত্ব এবং স্লটের প্রস্থের মধ্যে সংযোগ। পরিধির টীকা: ফ্লুটের গ্রেড অনুযায়ী পরিবর্তিত হয় (যেমন, বি-ফ্লুট বনাম সি-ফ্লুট)। ↩
"[পিডিএফ] ক্রিজিং অ্যান্ড ফোল্ডিং – বায়োরিসোর্সেস", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf। সাপ্লাই চেইন লজিস্টিকস ডকুমেন্টেশনে প্রায়শই ত্রুটিপূর্ণ প্যাকেজিং জ্যামিতির কারণে প্যাকিং লাইন বন্ধ হয়ে যাওয়ার সাথে সম্পর্কিত খরচ বিস্তারিতভাবে উল্লেখ করা থাকে। প্রমাণের ভূমিকা: অপারেশনাল মেট্রিক; উৎসের ধরণ: লজিস্টিকস হোয়াইটপেপার। সমর্থন করে: কো-প্যাকিং বিলম্ব ফি হ্রাস। পরিধি নোট: স্বয়ংক্রিয় বনাম ম্যানুয়াল প্যাকিংয়ের উপর আলোকপাত করে। ↩



