
ব্র্যান্ডগুলো রিটেইল ডিসপ্লে অতিরিক্ত মজবুত করতে গিয়ে হাজার হাজার টাকা অপচয় করে, এই ভেবে যে মোটা উপাদান মানেই স্বয়ংক্রিয়ভাবে বেশি ওজন বহন ক্ষমতা। বাস্তবতা হলো, এটি কাঠামোগত পদার্থবিদ্যার উপর নির্ভরশীল, শুধু কাগজকলে বেশি টাকা ঢালার মধ্যে নয়।.
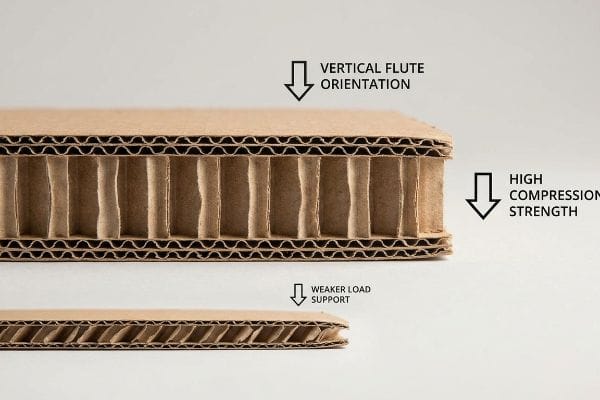
কার্ডবোর্ডকে বিপুল ওজন বহনের উপযোগী করে তুলতে এর ভেতরের খাঁজকাটা আঁশগুলোকে উল্লম্বভাবে বিন্যস্ত করতে হয়, যাতে এজ ক্রাশ টেস্ট (ECT) রেটিং সর্বোচ্চ হয়। উল্লম্ব কাগজের আঁশগুলোর উপর নিম্নমুখী চাপ সমানভাবে বন্টন করার মাধ্যমে, স্ট্রাকচারাল ইঞ্জিনিয়াররা একটি সাধারণ ঢেউখেলানো ডিসপ্লে কার্ডকে বেঁকে না গিয়েই শত শত পাউন্ড ওজন বহন করার উপযোগী করে ডিজাইন করতে পারেন।.
পেপারবোর্ডের তাত্ত্বিক সীমাবদ্ধতা জানাটা কেবল সূচনা মাত্র; বৈশ্বিক সরবরাহ শৃঙ্খলের গতিশীল সহিংসতা থেকে টিকে থাকতে হলে কৌশলগত বাস্তবায়ন প্রয়োজন।.
কীভাবে কার্ডবোর্ডকে আপনার ওজন ধরে রাখতে সক্ষম করবেন?
পেপারবোর্ডের ওপর মানুষের শরীর বা ২৫০০ পাউন্ড (১১৩৩.৯ কেজি) ওজনের পণ্যের প্যালেটের ভার চাপানোটা জাদুর মতো মনে হয়, কিন্তু এর মূল কারণ হলো ভার বণ্টনের গাণিতিক হিসাব।.
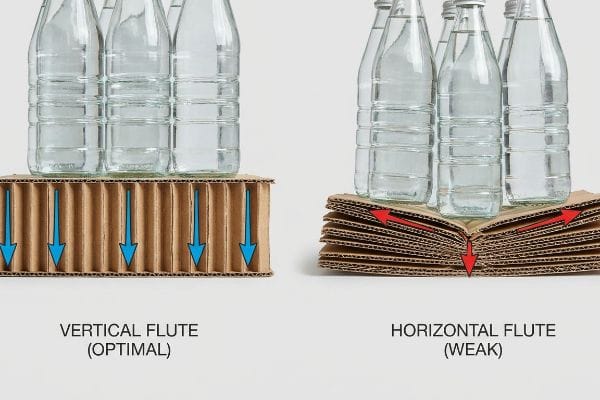
কার্ডবোর্ডকে আপনার ওজন দৃঢ়ভাবে ধরে রাখতে হলে এর ভেতরের খাঁজগুলোকে নিম্নমুখী বলের সমান্তরালে বিন্যস্ত করতে হয়। এই উল্লম্ব বিন্যাসটি দুর্বল অনুভূমিক তলগুলো থেকে গতিজনিত পীড়নকে সম্পূর্ণরূপে সরিয়ে দেয় এবং কাগজের অবিচ্ছিন্ন ঢেউগুলোকে ক্ষুদ্র স্তম্ভ হিসেবে ব্যবহার করে সর্বোচ্চ বক্স কম্প্রেশন টেস্ট (বিসিটি) শক্তি অর্জন করে।.
সেই কাঠামোগত হিসাবকে খুচরা ব্যবসার পরিবেশে প্রয়োগ করার অর্থ হলো, যেকোনো মূল্যে সেই ভঙ্গুর উল্লম্ব স্তম্ভগুলোকে রক্ষা করা।.
উল্লম্ব ফ্লুট শস্য এবং কাঠামোগত BCT সীমা
অনেক ডিজাইন এজেন্সি মনে করে যে, কেবল একটি পুরু, ডাবল-ওয়াল ঢেউখেলানো বোর্ড 1 ব্যবহার করলেই তা স্বয়ংক্রিয়ভাবে ব্যাপক টপ-লোড স্থিতিশীলতা নিশ্চিত করে। তারা অভ্যন্তরীণ কাগজের খাঁজ 2- এর দিকনির্দেশক বিন্যাসকে সম্পূর্ণ উপেক্ষা করে কেবল কাঁচা স্তরের পুরুত্বের উপরই পুরোপুরি মনোযোগ দেয় ।
বাইরের ডিজাইনারদের জমা দেওয়া ফ্ল্যাট ডাইলাইন অডিট করার সময় আমি প্রতি সপ্তাহেই এই ফাঁদটি দেখতে পাই। একজন ক্লায়েন্ট একটি মাস্টার প্রিন্টিং শিটে তাদের উৎপাদন সর্বোচ্চ করার জন্য স্ট্রাকচারাল বেস প্যানেলগুলোকে ৯০ ডিগ্রি ঘুরিয়ে দেয়, যার ফলে ফ্লুটগুলো আনুভূমিকভাবে চলতে বাধ্য হয়। আমাদের প্রি-প্রোডাকশন ফ্লোর টেস্টের সময়, আমি তাদের হরাইজন্টাল-গ্রেইন ট্রে-তে মাত্র ৮০ পাউন্ড (৩৬.২ কেজি) বোতলজাত পানি লোড করেছিলাম । শক্তভাবে ধরে রাখার পরিবর্তে, আমি সাথে সাথেই ভেতরের টেস্টলাইনারের ফাইবারগুলো ছিঁড়ে যাওয়ার একটি স্পষ্ট, বীভৎস শব্দ শুনতে পেলাম, এবং তারপরেই পুরো বেসটি একটি অ্যাকর্ডিয়নের মতো বেঁকে গেল। এটি ঠিক করার জন্য, আমি ডাই-কাট লেআউটটি সম্পূর্ণরূপে পুনরায় ডিজাইন করেছি যাতে নিখুঁতভাবে উল্লম্ব গ্রেইন ওরিয়েন্টেশন নিশ্চিত করা যায়³ । এই সামান্য ঘূর্ণনগত সমন্বয়টি সঙ্গে সঙ্গে উপাদানটির কাঠামোগত অখণ্ডতা পুনরুদ্ধার করে, যার ফলে ডিসপ্লেটি নিরাপদে বিশাল ওজন বহন করতে সক্ষম হয় এবং একই সাথে প্রয়োজনীয় উপাদানের গ্রেড ১৫% ⁴ কমিয়ে আনে , যা সুরক্ষার সাথে আপোস না করেই তাদের সামগ্রিক ইউনিট খরচ হ্রাস করে।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| কাগজ বাঁচাতে শস্য ঘোরানো | কঠোরভাবে উল্লম্ব খাঁজ তৈরি করা5 | ভিত্তি স্তরের বেঁকে যাওয়া প্রতিরোধ করে |
| বাঁশির অভিমুখ উপেক্ষা করা | CAD-এ শস্যের পথ ম্যাপিং করা | উপকরণের অপচয় ১৫% পর্যন্ত সাশ্রয় করে।6 |
| মোটা বোর্ডের উপর নির্ভর করা | শক্তির জন্য মাইক্রো-কলাম ব্যবহার7 | ডিসপ্লে সোজা করে রাখে |
প্রিন্টিং প্লেটে কয়েক ইঞ্চি জায়গা বাঁচানোর জন্য আমি কাঠের আঁশের দিকবিন্যাসের সাথে কখনো আপোস করি না। লেআউটের ওই সামান্য ঘূর্ণনই একটি লাভজনক খুচরা বাজারজাতকরণ এবং অবিক্রিত পণ্যের স্তূপের মধ্যে একমাত্র বাধা।.
🛠️ হার্ভির ডেস্ক: আপনার বর্তমান ডিসপ্লে লেআউটটি কাগজের স্বাভাবিক বিন্যাসের পরিপন্থী কিনা, তা নিয়ে নিশ্চিত নন? 👉 আপনার গ্রেইন অডিট করিয়ে নিন ↗ — সরাসরি আমার ডেস্কে প্রবেশাধিকার। কোনো স্বয়ংক্রিয় সেলস স্প্যাম নেই, আমি কথা দিচ্ছি।
কার্ডবোর্ডের শক্তি কীভাবে বাড়ানো যায়?
আপনার কাঁচামালের মানোন্নয়ন হলো পেলোড সুরক্ষিত করার সবচেয়ে ব্যয়বহুল এবং অকার্যকর উপায়। প্রকৃত কাঠামোগত শক্তিশালীকরণ প্রিন্টার চালু হওয়ার আগেই ঘটে থাকে।.
কার্ডবোর্ডের শক্তি বাড়ানোর জন্য আপনার শিপিং প্যালেটগুলোর পরিধিতে কোনো বাড়তি অংশ না রেখে একটি সুনির্দিষ্ট নকশা তৈরি করতে হয়। মূল কার্টনের কোণাগুলোকে সরাসরি কাঠের ডেকের সাথে নিখুঁতভাবে মিলিয়ে দিলে, এর স্বাভাবিক সংকোচন প্রতিরোধের ষাট শতাংশ তাৎক্ষণিকভাবে পুনরুদ্ধার করা যায়, যা গুদামে জোড়ায় জোড়ায় রাখা ভারী বোঝার নিচে মারাত্মক বেঁকে যাওয়া প্রতিরোধ করে।.

একবার আপনি বুঝে গেলে যে কোণাগুলো কীভাবে ওজন বন্টন করে, তখন আপনি অপ্রয়োজনীয় ভারী উপকরণের পেছনে বাজেট অপচয় করা বন্ধ করে দেন।.
জিরো-ওভারহ্যাং কর্নার অ্যালাইনমেন্ট প্রোটোকল
ক্রয়কারী দলগুলো প্রায়শই শিপারের ভিতরে আরও একটি খুচরা ইউনিট রাখার জন্য মাস্টার কার্টনের মাপ সামান্য পরিমাণে বাড়ানোর চেষ্টা করে। তারা ধরে নেয় যে তাদের হেভি-ডিউটি উপাদানের উচ্চ এজ ক্রাশ টেস্ট রেটিং ৮, লেআউটের যেকোনো সামান্য অদক্ষতা পুষিয়ে দেবে।
এই স্থান-সংক্রান্ত লোভ একটি গুরুতর লজিস্টিক মাথাব্যথার কারণ হয়ে দাঁড়ায়। আমি দেখেছি একজন ক্লায়েন্ট পরিবহনের সময় ব্যাপক ক্ষতির সম্মুখীন হয়েছিলেন, কারণ তাদের কার্টনগুলো স্ট্যান্ডার্ড ৪৮×৪০ ইঞ্চি (১২১৯×১০১৬ মিমি) গ্রোসারি ম্যানুফ্যাকচারার্স অ্যাসোসিয়েশন (জিএমএ) প্যালেটের বাইরে মাত্র ০.৫ ইঞ্চি (১২.৭ মিমি) ঝুলে ছিল। পণ্য গ্রহণ করার ডকে নিচের স্তরে হাত বোলাতে গিয়ে আমি অনুভব করলাম, কাঠের কোনো অবলম্বন ছাড়াই এর ধারালো, অনমনীয় কোণাগুলো পুরোপুরি বাতাসে ভাসছে। যেহেতু একটি বাক্স তার ভারবহন ক্ষমতার প্রায় ৬০% পর্যন্ত শুধুমাত্র তার চারটি কোণার উল্লম্ব বিন্যাস থেকে পায়, তাই এই সামান্য বাড়তি অংশটি গুদামের ওপরের দিকের বিশাল ভারকে দুর্বল মাঝের প্যানেলগুলোর ওপর স্থানান্তরিত করে দিয়েছিল। আমি আমাদের ইঞ্জিনিয়ারিং সফটওয়্যারের মধ্যে তাদের কার্টনের সর্বোচ্চ অনুমোদিত আকার কমিয়ে একটি সম্পূর্ণ শূন্য-বাড়তি বাউন্ডিং বক্স তৈরি করেছি। এই সুনির্দিষ্ট ভগ্নাংশীয় সহনশীলতার সমন্বয় নিশ্চিত করেছে যে কোণাগুলো সর্বদা কাঠের ডেকের ওপর থাকবে, যা তাদের পরিবহনের সময় হওয়া ক্ষতি সম্পূর্ণরূপে দূর করেছে এবং খুচরা বিক্রেতাদের চার্জব্যাক।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| প্যালেটের কিনারা থেকে বাক্স ঠেলে নামানো | শূন্য-ওভারহ্যাং সীমা প্রয়োগ করা | পরিবহনের ক্ষতি দূর করে |
| কার্টনের অভ্যন্তরীণ স্থান সর্বাধিক করা | পদচিহ্ন ০.৫ ইঞ্চি সংকুচিত করা হচ্ছে10 | ৬০% সংকোচন শক্তি পুনরুদ্ধার করে11 |
| আরও পুরু মাস্টার বক্সের উপর নির্ভর করা | দৃঢ় কোণার সমর্থন সুরক্ষিত করা | গুদামের ভিত্তি ভেঙে পড়া প্রতিরোধ করে |
আমি ক্লায়েন্টদের কৃত্রিমভাবে তাদের শিপিং ঘনত্ব বাড়াতে দিতে রাজি নই, যদি এর অর্থ হয় কাঠামোর সর্বোচ্চ সীমা লঙ্ঘন করা। স্বল্পমেয়াদী মালবাহী খরচের সাশ্রয় অনিবার্য পরিবহন ব্যবস্থার পতনের কারণে সবসময়ই নিশ্চিহ্ন হয়ে যাবে।.
🛠️ হার্ভির ডেস্ক: আপনার মাস্টার কার্টনগুলো কি কাঠ থেকে আলগা হয়ে গিয়ে গোপনে তাদের কাঠামোগত দৃঢ়তা হারাচ্ছে? 👉 লজিস্টিকস জ্যামিতি যাচাইয়ের জন্য অনুরোধ করুন ↗ — নিরাপদে ডাউনলোড করুন। পরবর্তীতে কোনো প্রশ্ন থাকলে আমার ইনবক্স খোলা আছে।
কার্ডবোর্ড শক্ত করার জন্য এর উপর কী স্প্রে করা যায়?
কার্ডবোর্ড এবং জনবহুল বাণিজ্যিক পরিবেশ একে অপরের স্বাভাবিক শত্রু, বিশেষ করে যখন মাঝরাতে মেঝে পরিষ্কারের কাজ শুরু হয়।.
কার্ডবোর্ডকে নিরাপদে শক্ত করার জন্য এর ছিদ্রযুক্ত মূল তন্তুগুলোর উপর সরাসরি একটি বিশেষ তরল জলীয় প্রলেপ প্রয়োগ করতে হয়। এই প্রয়োগ একটি স্বচ্ছ, জলরোধী পলিমার স্তর তৈরি করে যা এর দৃঢ়তা উল্লেখযোগ্যভাবে বাড়িয়ে দেয়, পারিপার্শ্বিক আর্দ্রতাকে সম্পূর্ণরূপে বাইরে রাখে এবং কাগজকে ফুলে ওঠা বা ভৌতভাবে ক্ষয় হওয়া থেকে রক্ষা করে।.

সঠিক তরল প্রতিবন্ধক নির্বাচন করলে ডিসপ্লেটি ভিজে গিয়ে অস্থিতিশীল হয়ে পড়ার ঝুঁকি থেকে রক্ষা পায়।.
মপ গার্ড জলীয় আবরণ কৌশল
উদীয়মান ব্র্যান্ডগুলো প্রায়শই তাদের পুরো ডিসপ্লে জুড়ে দামী, নিরেট পলিল্যাকটিক অ্যাসিড (পিএলএ) বায়ো-প্লাস্টিক ল্যামিনেশনবাধ্যতামূলক , এই ভেবে যে গুদামের আর্দ্রতার বিরুদ্ধে কাঠামোটিকে শক্ত করার একমাত্র উপায় হলো এই ভারী ফিল্মটি। তারা বিশ্বাস করে যে ইউনিটটিকে প্লাস্টিকে মোড়ানোই হলো চূড়ান্ত কাঠামোগত সুরক্ষা।
সমস্যাটি হলো, বড় পৃষ্ঠতলে কঠিন ফিল্ম প্রয়োগ করলে পুনর্ব্যবহারের ক্ষেত্রে ব্যাপক জটিলতা তৈরি হয় এবং প্রায়শই ডিসপ্লেগুলো সরাসরি ল্যান্ডফিলে ফেলে দেওয়া হয়। এটিকে মরুভূমিতে একটি ভারী রাবারের রেইনকোট পরার চেষ্টার মতো করে ভাবুন; এটিতে বাতাস চলাচল করতে পারে না। আমার প্রতিষ্ঠানে, আমি প্রায়শই ক্রেতাদের বিভ্রান্ত হতে দেখি যখন তাদের সুন্দরভাবে ল্যামিনেট করা ক্যাম্পেইনগুলো কঠোর রিটেইল ইকো-অডিট দ্বারা প্রত্যাখ্যাত হয়। রাস্তার পাশে পুনর্ব্যবহারযোগ্যতা নষ্ট না করে কাঠামোগত দৃঢ়করণের প্রয়োজনীয়তা মেটাতে, আমি ডিসপ্লে বেসের একেবারে নিচের ২ ইঞ্চি (৫০.৮ মিমি) অংশে একটি ঘন, নির্দিষ্ট জলীয় প্রলেপ প্রয়োগ করি। এটি একটি তরল পলিমার ম্যাট্রিক্স তৈরি করে যা শুকিয়ে রাতের বেলা মেঝে মোছার বিরুদ্ধে একটি কঠিন, অদৃশ্য ঢালে পরিণত হয়। পেপারবোর্ডটি শক্ত থাকে, গ্রাফিক প্রিন্টগুলো নিখুঁত থাকে, এবং পুরো ইউনিটটি কাগজের মিলের সাধারণ পাল্পিং ভ্যাটে সহজেই ভেঙে যায় , যা আপনাকে কঠোর টেকসই অডিট পাস করতে সাহায্য করে ।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| ভারী প্লাস্টিক দিয়ে স্তরিত করা | তরল জলীয় বাধা ব্যবহার করে14 | রাস্তার ধার থেকে পুনর্ব্যবহারযোগ্যতার নিশ্চয়তা15 |
| ভিত্তি স্তর উন্মুক্ত রেখে | নিচের ২ ইঞ্চিতে প্রলেপ দেওয়া | মধ্যরাতের মোছা থেকে রক্ষা করে |
| সম্পূর্ণ কাঠামোটিকে মজবুত করা | দুর্বলতার অঞ্চলকে লক্ষ্য করা | অপ্রয়োজনীয় উপকরণের খরচ কমায় |
একান্ত প্রয়োজন না হলে আমি আমার ক্লায়েন্টদের ভারী ল্যামিনেশন থেকে কঠোরভাবে বিরত রাখি। একটি কৌশলগত ও সুনির্দিষ্ট তরল প্রতিবন্ধক নির্দিষ্ট ঘর্ষণ বিন্দুগুলোকে নিখুঁতভাবে শক্ত করে এবং একই সাথে আপনার সরবরাহ শৃঙ্খলকে সম্পূর্ণরূপে পরিবেশ-বান্ধব রাখে।.
🛠️ হার্ভির ডেস্ক: আপনার ডিসপ্লেগুলো কি ধীরে ধীরে মেঝের আর্দ্রতা শোষণ করে খাড়া থাকার শক্তি হারাচ্ছে? 👉 আপনার বেস ডিফেন্স অডিট দাবি করুন ↗ — কোনো ফর্ম নেই যা অবিরাম সেলস কলের কারণ হয়। শুধু খাঁটি মূল্য।
কার্ডবোর্ডে ঘর্ষণ কীভাবে বাড়ানো যায়?
বেশিরভাগ ক্রেতাই তাদের প্যাকেজিংকে নিখুঁতভাবে মসৃণ ও চকচকে করার জন্য এতটাই ব্যস্ত থাকেন যে, তারা দ্রুতগতির পরিবহনের সময় ঘর্ষণের অভাবে সৃষ্ট যান্ত্রিক দুঃস্বপ্নটিকে পুরোপুরি উপেক্ষা করেন।.
পিচ্ছিল ও সম্পূর্ণ আবরণযুক্ত গ্লস ল্যামিনেশনের পরিবর্তে উচ্চ সান্দ্রতার ম্যাট ফিনিশ ব্যবহার করে কার্ডবোর্ডের পৃষ্ঠে ঘর্ষণ বৃদ্ধি করা হয়। শুধুমাত্র প্রধান ব্র্যান্ডিং অঞ্চলগুলিতে মসৃণ স্পর্শকাতর আবরণ কৌশলগতভাবে সীমাবদ্ধ রাখার মাধ্যমে, স্ট্রাকচারাল ইঞ্জিনিয়াররা ভারী ও অবিচ্ছিন্নভাবে স্তূপীকৃত প্রধান শিপিং কার্টনগুলির মধ্যে প্রয়োজনীয় যান্ত্রিক দৃঢ়তা বজায় রাখেন।.

কিন্তু যখন স্বয়ংক্রিয় বাছাই মেশিনগুলো আপনার প্যালেটগুলো বাছাই করা শুরু করে, তখন পৃষ্ঠটানের তত্ত্ব জানাটাই যথেষ্ট নয়।.
কারখানার মেঝেতে কেন পূর্ণ-চকচকে মসৃণতা ব্যর্থ হয়
ডিজাইন টিমগুলো প্রায়শই শেলফে এর দৃশ্যমান প্রভাব সর্বাধিক করার জন্য তাদের সম্পূর্ণ রিটেল রেডি প্যাকেজিংকে প্রিমিয়াম, উচ্চ-চকচকে অতিবেগুনী (UV) আবরণে16।তারা ধরে নেয় যে একটি সার্বজনীন মসৃণ, চকচকে পৃষ্ঠ ব্র্যান্ডের মূল্য বাড়িয়ে তোলে, কিন্তু তারা একই রকম বাক্সগুলোকে একটির উপর আরেকটি স্তূপ করে রাখার ভৌত লজিস্টিকস বিবেচনা করে না।
আমার কারখানায় আমি নিয়মিতই দেখি, নিছক সৌন্দর্যের খাতিরে করা এই পছন্দের কারণে কারখানার মেঝেতে আক্ষরিক অর্থেই ধস নামে। যখন আমি ১০০% ফুল-গ্লস ইউভি কার্টন দিয়ে বোঝাই একটি প্যালেটের গতিজনিত পিছলে যাওয়ার কোণ পরিমাপ করি, তখন দেখা যায় যে, ফর্কলিফটের সামান্য মোড়েও উপরের স্তরগুলো পিছলে পড়ে যায়। এই মসৃণ পলিমার কাঁচা কাগজের তন্তুর স্বাভাবিক, অমসৃণ ঘর্ষণকে পুরোপুরি নির্মূল করে দেয় । এর সমাধান করতে, আমি মাইক্রোমিটারের রিডিং নিয়ে প্রমাণ করলাম যে আমাদের দামী অ্যান্টি-স্লিপ স্ট্র্যাপিং টেপের কোনো প্রয়োজন নেই; আমি শুধু প্রিপ্রেসে একটি দ্বৈত-লেপন পদ্ধতি প্রয়োগ করেছি। আমি হাই-গ্লস স্পট ইউভিকে শুধুমাত্র লোগোর অংশগুলোতে সীমাবদ্ধ রেখেছি এবং কাঠামোগত সংস্পর্শের সমস্ত জায়গায় একটি পুরু ম্যাট বেস লেয়ার রেখেছি। এই সূক্ষ্ম পরিবর্তনটি সঙ্গে সঙ্গে স্তূপ করা বাক্সগুলোকে একসাথে আটকে রাখার জন্য প্রয়োজনীয় যান্ত্রিক ঘর্ষণ সহগ পুনরুদ্ধার করে , যার ফলে ক্লায়েন্টের প্রতি প্যালেটে হাতে করে পুনরায় স্তূপ করার শ্রমের প্রায় ২৮ সেকেন্ড বেঁচে যায় এবং গুদামে বিপজ্জনকভাবে কিছু পড়ে যাওয়ার ঘটনা পুরোপুরি বন্ধ হয়ে যায়।
| নতুনদের সাধারণ ভুল | প্রো ফিক্স | খুচরা-ফ্লোর সুবিধা |
|---|---|---|
| সম্পূর্ণ চকচকে ফ্লাডিং বক্স | লোগোতে স্পট ইউভি বিচ্ছিন্ন করা | প্যালেটগুলিকে পিছলে যাওয়া থেকে আটকায়19 |
| বক্স-টু-বক্স স্লিপ উপেক্ষা করা | সংস্পর্শ অঞ্চলগুলি ম্যাট রেখে যায় | ভারী ফিতা বাঁধার প্রয়োজনীয়তা দূর করে20 |
| নান্দনিকতার জন্য আঁকড়ে ধরার ক্ষমতা বিসর্জন দেওয়া | স্পর্শকাতর ফিনিশের ভারসাম্য | গুদামে ব্যয়বহুল ছিটকে পড়া প্রতিরোধ করে21 |
প্রিন্টিং প্রেসে পাঠানোর আগে আমি সবসময় ফুল-গ্লস ডাইলাইনগুলোতে চিহ্ন দিয়ে রাখি। সঠিক পৃষ্ঠতলীয় ঘর্ষণ নিশ্চিত করা একটি নীরব লজিস্টিক সুরক্ষা ব্যবস্থা, যা আপনার প্রিমিয়াম শিল্পকর্মটিকে অক্ষত অবস্থায় দোকানে পৌঁছানো নিশ্চিত করে।.
🛠️ হার্ভির ডেস্ক: একটি ২-মিলিমিটার কাঠামোগত ত্রুটির কারণে ৫০০টি দোকানে পণ্য সরবরাহের পরিকল্পনা যেন ভেস্তে না যায়। 👉 আপনার ডাইলাইন ফাইলটি আমাকে পাঠান ↗ — গণ-উৎপাদনে বাজেট অপচয় করার আগে আমি এর গাণিতিক হিসাব স্ট্রেস-টেস্ট করে নেব।
উপসংহার
আপনি প্যালেটের কোণার পদার্থবিদ্যাকে উপেক্ষা করতে পারেন, কিন্তু যখন একটি আর্দ্র গুদামে ভারী অনুভূমিক-দানাযুক্ত ভিত্তি বেঁকে যায়, তখন এটি অ্যাসেম্বলি লাইনের গতি আনুমানিক ৩০% কমিয়ে দেয় এবং সঙ্গে সঙ্গে আপনার প্রকল্পের লাভের মার্জিন নষ্ট করে দেয়। আমার শীর্ষ ১০ জন রিটেইল ক্লায়েন্ট প্রিন্ট বাতিলের হার শূন্যে নামিয়ে আনার নিশ্চয়তা দিতে ঠিক এই স্পেক শিটটিই ব্যবহার করেন। অদৃশ্য লোড টলারেন্স নিয়ে অনুমান করা বন্ধ করুন এবং ব্যাপক উৎপাদন শুরু হওয়ার আগেই মারাত্মক কম্প্রেশন ত্রুটিগুলো ধরতে আমার ফ্রি স্ট্রাকচারাল বেসলাইন রিভিউ ↗- এর মাধ্যমে আমাকে ব্যক্তিগতভাবে আপনার জ্যামিতি নিরীক্ষা করতে দিন।
"ঢেউখেলানো বোর্ডের সংকোচনশীল শক্তির নিরূপণ …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। প্যাকেজিং শিল্পের মানদণ্ডগুলো উপর থেকে চাপ প্রয়োগের স্থিতিশীলতার সাপেক্ষে দ্বি-প্রাচীর কাঠামোর ভারবহনকারী বৈশিষ্ট্যগুলো বিশদভাবে বর্ণনা করে। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: শিল্প হ্যান্ডবুক। সমর্থন: শক্তির জন্য দ্বি-প্রাচীর ব্যবহারের পক্ষে। পরিধির টীকা: সাধারণ উপাদানের বিবরণ। ↩
"[পিডিএফ] করোগেটেড বোর্ড স্পেসিফিকেশন – ফাইবার বক্স অ্যাসোসিয়েশন", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। যান্ত্রিক প্রকৌশলের নীতি ব্যাখ্যা করে যে কীভাবে লোড অক্ষের সমান্তরালে ফ্লুটিং-এর বিন্যাস অক্ষীয় সংকোচন শক্তিকে সর্বাধিক করে তোলে। প্রমাণের ভূমিকা: কাঠামোগত নীতি; উৎসের ধরণ: পদার্থ বিজ্ঞানের পাঠ্যপুস্তক। সমর্থন: স্থিতিশীলতার উপর ফ্লুটের অভিমুখের প্রভাব। পরিধি টীকা: উল্লম্ব লোডিং-এর জন্য নির্দিষ্ট। ↩
"[পিডিএফ] ঢেউখেলানো বোর্ডের প্রান্তীয় সংকোচন শক্তি", https://repository.gatech.edu/server/api/core/bitstreams/17648daf-ab05-4e86-af1f-1eb669a9c20c/content। ভারের সমান্তরালে ঢেউখেলানো ফ্লুটগুলো স্থাপন করলে যে অক্ষীয় সংকোচন শক্তি এবং কাঠামোগত অখণ্ডতা সর্বোচ্চ হয়, তার যাচাইকরণ। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন: ভারবহন ক্ষমতার জন্য উল্লম্ব ফ্লুটিংয়ের প্রয়োজনীয়তা। পরিধি টীকা: বিশেষভাবে উল্লম্ব সংকোচন ভারের ক্ষেত্রে প্রযোজ্য। ↩
"... ব্যবহার করে ঢেউখেলানো বোর্ডের প্রান্ত থেঁতলে যাওয়ার প্রতিরোধ ক্ষমতার নিরিখে মূল্যায়ন", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/। কীভাবে কাঠের আঁশের দিকবিন্যাসকে অনুকূল করার মাধ্যমে একই বক্স কম্প্রেশন টেস্ট (BCT) মান বজায় রেখে প্রয়োজনীয় উপাদানের পুরুত্ব বা গ্রেড কমানো যায়, তার বিশ্লেষণ। প্রমাণের ভূমিকা: পরিমাণগত মানদণ্ড; উৎসের ধরণ: শিল্প খাতের প্রযুক্তিগত গবেষণা। সমর্থন: কাঠামোগত অনুকূলকরণের মাধ্যমে খরচ এবং উপাদান হ্রাস। পরিধি সংক্রান্ত টীকা: বোর্ডের গ্রেডের উপর ভিত্তি করে সাশ্রয়ের শতাংশ পরিবর্তিত হতে পারে। ↩
"শিপিং বক্সের শক্তি বোঝা – ইকোএনক্লোজ", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOor9ZEIATl-iCzakRU2GK8fab0YfDGOVMJQmojzvC8DD82xV6S7Q। ঢেউখেলানো কার্ডবোর্ডের অ্যানাইসোট্রপির প্রযুক্তিগত ব্যাখ্যা এবং কীভাবে উল্লম্ব ফ্লুট অ্যালাইনমেন্ট বক্স কম্প্রেশন টেস্ট (BCT) মানকে সর্বাধিক করে তোলে। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: পদার্থ বিজ্ঞান পাঠ্যপুস্তক। সমর্থন করে: এই দাবি যে ভারবহনের জন্য উল্লম্ব বিন্যাস প্রয়োজন। পরিধি নোট: অক্ষীয় সংকোচনের উপর আলোকপাত করে। ↩
"[পিডিএফ] মার্কিন যুক্তরাষ্ট্রে কাগজ ও কার্ডবোর্ডের বর্জ্য – প্রকাশনা | এনএলআর", https://docs.nlr.gov/docs/fy24osti/84206.pdf। প্যাকেজিং-এ গ্রেইন অপটিমাইজেশনের জন্য CAD ব্যবহারের ফলে বর্জ্য হ্রাসের শতাংশ প্রদর্শনকারী পরিসংখ্যানগত ডেটা বা শিল্পভিত্তিক কেস স্টাডি প্রদান করুন। প্রমাণের ভূমিকা: পরিমাণগত যাচাইকরণ; উৎসের ধরণ: শিল্প প্রকৌশল প্রতিবেদন। সমর্থন করে: বর্জ্য হ্রাসে CAD ম্যাপিং-এর কার্যকারিতা। পরিধি নোট: বিশেষভাবে খুচরা ডিসপ্লে উৎপাদনের ক্ষেত্রে প্রযোজ্য। ↩
"আরসি কলাম শক্তিশালীকরণের কার্যকারিতা বৃদ্ধি...", https://www.sciencedirect.com/science/article/pii/S2214509522007203। উল্লম্ব অভ্যন্তরীণ সাপোর্ট (মাইক্রো-কলাম) যোগ করে কীভাবে কার্ডবোর্ড কাঠামোর বাকলিং প্রতিরোধ ক্ষমতা বৃদ্ধি করা যায় তার প্রকৌশলগত বিশ্লেষণ। প্রমাণের ভূমিকা: কাঠামোগত যাচাইকরণ; উৎসের ধরণ: যান্ত্রিক প্রকৌশল গবেষণা। সাপোর্ট: শক্তির জন্য বোর্ডের পুরুত্বের উপর কলামের ব্যবহার। পরিধি নোট: উচ্চ-ওজনের রিটেইল ডিসপ্লের জন্য প্রাসঙ্গিক। ↩
"শিপিং বক্সের শক্তি বোঝা – ইকোএনক্লোজ", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqVH9cbf9-x1BPBcvIsoI62a2YEmRwfz7JTK1t0mEQnYT6eDvuC। করোগেটেড বোর্ডের উল্লম্ব সংকোচন শক্তির পরিমাপ হিসাবে এজ ক্রাশ টেস্ট (ECT)-এর প্রযুক্তিগত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত মেট্রিকের সংজ্ঞা প্রদান; উৎসের ধরণ: শিল্প মান (যেমন, ASTM D2418)। সমর্থন করে: ভারবহন ক্ষমতা নির্ধারণের জন্য উপাদানের রেটিং-এর ব্যবহার। পরিধির টীকা: বোর্ডের প্রান্তের শক্তি পরিমাপ করে। ↩
"কোরুগেটেড কার্টনের সংকোচন শক্তির একটি তুলনামূলক অধ্যয়ন...", https://repository.rit.edu/theses/285/। প্যাকেজিং ইঞ্জিনিয়ারিং স্ট্যান্ডার্ডগুলি এই বিষয়ে ডেটা সরবরাহ করে যে কীভাবে উল্লম্ব কোণার সারিবদ্ধতা কোরুগেটেড কার্টনের সামগ্রিক সংকোচন শক্তিতে অবদান রাখে। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: ইঞ্জিনিয়ারিং হ্যান্ডবুক। সমর্থন করে: কোণার জন্য আরোপিত শক্তির নির্দিষ্ট শতাংশ। পরিধি নোট: কার্ডবোর্ডের গ্রেড এবং ফ্লুট টাইপের উপর নির্ভর করে মান পরিবর্তিত হতে পারে। ↩
"কোরুগেটেড প্যাকেজিং ফর্মুলা যা কার্বন ফুটপ্রিন্ট কমায় …", https://www.theboxery.com/blog/the-corrugated-packaging-formula-that-cuts-carbon-footprint-by-40/?srsltid=AfmBOor2yRK3Lawrs_IUlB9BMiq6Q5r2_gYN6YKVtQl7wm96dSULvKlE। ইন্ডাস্ট্রিয়াল লজিস্টিকস স্ট্যান্ডার্ডগুলো প্যালেটের সীমানার মধ্যে বাক্সগুলো রাখা নিশ্চিত করার জন্য প্রয়োজনীয় আদর্শ ক্লিয়ারেন্স বা ফুটপ্রিন্ট হ্রাসের পরিমাণ নির্দিষ্ট করে। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: লজিস্টিকস হ্যান্ডবুক। সমর্থন করে: জিরো-ওভারহ্যাং অর্জনের জন্য প্রস্তাবিত পরিমাপ। পরিধি নোট: স্ট্যান্ডার্ড প্যালেটের মাপের ক্ষেত্রে প্রযোজ্য। ↩
"বাক্সের সংকোচন শক্তির উপর প্যালেটের ঝুলে থাকার প্রভাব বিষয়ক পূর্বাভাস মডেলিং", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3। ঢেউখেলানো কাগজের প্যাকেজিং-এর উপর একটি প্রামাণ্য প্রকৌশল গবেষণা এমন তথ্য সরবরাহ করে যা প্যালেটের বাইরে বাক্স ঝুলে থাকার ফলে সংকোচন শক্তির যে ক্ষতি হয় এবং সঠিক বিন্যাসের মাধ্যমে যে পুনরুদ্ধার ঘটে, তার পরিমাণ নির্ণয় করে। প্রমাণের ভূমিকা: তথ্যগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং প্রকৌশল গবেষণা। সমর্থন করে: শক্তি পুনরুদ্ধারের নির্দিষ্ট পরিমাপ। পরিধি সংক্রান্ত টীকা: কার্ডবোর্ডের গ্রেডের উপর ভিত্তি করে ফলাফল ভিন্ন হতে পারে। ↩
"জৈব-ভিত্তিক পলিমার পলিল্যাকটিক অ্যাসিডের সম্ভাবনার উপর একটি পর্যালোচনা … – পিএমসি", https://pmc.ncbi.nlm.nih.gov/articles/PMC11091039/। কার্ডবোর্ড প্যাকেজিং-এ আর্দ্রতা প্রতিরোধক এবং কাঠামোগত দৃঢ়তা প্রদানের জন্য পিএলএ যে একটি বায়ো-প্লাস্টিক ল্যামিনেশন হিসেবে ব্যবহৃত হয়, তার যাচাইকরণ। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: বস্তু বিজ্ঞান গবেষণা বা প্যাকেজিং শিল্পের স্পেসিফিকেশন। সমর্থন করে: আর্দ্রতার বিরুদ্ধে কাঠামোগত প্রতিরক্ষা হিসেবে পিএলএ-এর ব্যবহার। পরিধি টীকা: শিল্প খুচরা প্রদর্শন অ্যাপ্লিকেশনের উপর আলোকপাত। ↩
"কার্যকরী উপাদানসহ পুনর্ব্যবহারযোগ্য এবং জৈব-বিয়োজনযোগ্য কাগজের আবরণ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/। প্রযুক্তিগত শিল্প মানগুলি পুনঃমজ্জা তৈরির প্রক্রিয়ার সময় অপচনশীল প্লাস্টিক ফিল্মের তুলনায় জল-ভিত্তিক পলিমারের দ্রবণীয়তা এবং অপসারণযোগ্যতা বর্ণনা করে। প্রমাণের ভূমিকা: প্রযুক্তিগত বৈধতা; উৎসের ধরণ: শিল্প পুনর্ব্যবহার মান। সমর্থন করে: এই দাবি যে জলীয় আবরণ কার্ডবোর্ডের পুনর্ব্যবহারযোগ্যতা রক্ষা করে। পরিধি টীকা: প্রত্যয়িত পুনঃমজ্জাযোগ্য আবরণের ক্ষেত্রে প্রযোজ্য। ↩
"জলীয় প্রলেপযুক্ত কাগজের জল ও তেল প্রতিরোধ ক্ষমতার উন্নতি...", https://bioresources.cnr.ncsu.edu/resources/water-and-oil-resistance-improvement-of-paper-coated-with-aqueous-mixture-of-hydrophilic-and-hydrophobic-cross-linked-copolymers/। পলিমার কোটিং সম্পর্কিত পদার্থ বিজ্ঞান বিষয়ক সাহিত্যে ব্যাখ্যা করা হয়েছে কীভাবে জলীয় প্রতিবন্ধক সেলুলোজ ফাইবারের উপর একটি জলরোধী সীল তৈরি করে সম্পৃক্ততা প্রতিরোধ করে। প্রমাণের ভূমিকা: প্রযুক্তিগত প্রক্রিয়া; উৎসের ধরণ: পদার্থ বিজ্ঞান জার্নাল। সমর্থন করে: কার্ডবোর্ড সুরক্ষার জন্য জলীয় প্রতিবন্ধকের কার্যকারিতা। পরিধিগত টীকা: কার্যকারিতা প্রলেপের পুরুত্ব এবং প্রয়োগ পদ্ধতির উপর নির্ভর করে পরিবর্তিত হয়। ↩
"টেকসই প্রভাব বিবেচনা: পেপারবোর্ড কোটিং – জেনপ্যাক", https://www.zenpack.us/blog/paperboard-coatings-sustainability-impact/। রিসাইক্লিং শিল্পের মান থেকে প্রাপ্ত প্রযুক্তিগত নথি যাচাই করবে যে, প্লাস্টিক ফিল্মের বিপরীতে জলীয় কোটিংগুলো সাধারণ কাগজ মণ্ড তৈরির প্রক্রিয়ার সাথে সামঞ্জস্যপূর্ণ। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: শিল্প মান। সমর্থন করে: এই দাবি যে জলীয় প্রতিবন্ধকগুলো পুনর্ব্যবহারযোগ্যতা বজায় রাখে। পরিধি সংক্রান্ত টীকা: স্থানীয় পৌরসভার সুবিধার সক্ষমতার উপর নির্ভরশীল। ↩
"কসমেটিক কমপ্যাক্টে হাই-গ্লস ইউভি কোটিং-এর উদ্দেশ্য কী?", https://apackaginggroup.com/blogs/news/what-is-the-purpose-of-high-gloss-uv-coating-on-cosmetic-compacts। প্রযুক্তিগতভাবে নিশ্চিত করা হয়েছে যে, ইউভি কোটিং উচ্চ-চকচকে নান্দনিকতার জন্য ব্যবহৃত হয়, কিন্তু এটি কার্ডবোর্ডের পৃষ্ঠতলের মধ্যে ঘর্ষণ সহগ উল্লেখযোগ্যভাবে হ্রাস করে। প্রমাণের ভূমিকা: প্রযুক্তিগত বৈধতা; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং গাইড। সমর্থন করে: দৃষ্টিনন্দন আকর্ষণ এবং স্তূপীকরণের স্থিতিশীলতার মধ্যে ভারসাম্য। পরিধির টীকা: পলিমার-ভিত্তিক ইউভি ফিনিশের জন্য নির্দিষ্ট। ↩
"একটি লিকুইড ক্রিস্টাল পলিমার আবরণে আলো দ্বারা নিয়ন্ত্রিত ঘর্ষণ … – PubMed", https://pubmed.ncbi.nlm.nih.gov/25154768/। পলিমার-ভিত্তিক ইউভি আবরণ কীভাবে কাগজের তন্তুর স্থির ও গতিশীল ঘর্ষণ সহগ হ্রাস করে তার প্রযুক্তিগত যাচাইকরণ। প্রমাণের ভূমিকা: তথ্যগত যাচাইকরণ; উৎসের ধরণ: পদার্থ বিজ্ঞান গবেষণা। সমর্থন করে: এই দাবি যে গ্লস আবরণ যান্ত্রিক আঁকড়ে ধরা কমিয়ে দেয়। পরিধি টীকা: সেলুলোজ তন্তুর উপর ইউভি পলিমারের ক্ষেত্রে প্রযোজ্য। ↩
"প্যাকেজিং উপকরণ পরীক্ষা সংক্রান্ত প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী – রোপয়েন্ট আমেরিকাস", https://www.rhopointamericas.com/faqs/packaging-material-testing/?srsltid=AfmBOorIJQJyyL3NOV3_1GA_tYVfvRm2_OgXaghsldNrp5mwQUIPgmNQ। লোড স্থিতিশীলতা যাচাই করার জন্য কার্ডবোর্ড সাবস্ট্রেটের উপর ম্যাট এবং গ্লস আবরণের মধ্যে ঘর্ষণ সহগ (CoF) তুলনা করে প্রাপ্ত গবেষণালব্ধ ডেটা। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন করে: যান্ত্রিক গ্রিপ বৃদ্ধিতে ম্যাট ফিনিশের কার্যকারিতা। পরিধি সংক্রান্ত টীকা: স্তূপীকৃত কনফিগারেশনে স্থির ঘর্ষণের উপর দৃষ্টি নিবদ্ধ। ↩
"স্পট ইউভি বনাম গ্লস ইউভি: প্রিন্ট ডিজাইনে কোন ফিনিশটি ভালো?", https://www.customproductpackaging.com/blog/spot-uv-and-gloss-uv-big-differences-and-applications-explained। পদার্থ বিজ্ঞানের একটি নির্ভরযোগ্য উৎস গ্লসি কোটিং বনাম স্পট ইউভি ট্রিটমেন্টের ঘর্ষণ সহগ প্রদান করবে, যা যাচাই করবে কীভাবে গ্লস এলাকা কমালে স্থায়িত্ব বাড়ে। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: পদার্থ বিজ্ঞান গবেষণা। সমর্থন করে: প্যালেট স্লিপের উপর কোটিংয়ের প্রভাব। পরিধি নোট: শিল্পক্ষেত্রে ব্যবহৃত ঢেউখেলানো কার্ডবোর্ডের জন্য নির্দিষ্ট। ↩
"ম্যাট বনাম গ্লস ফিনিশ: আপনার প্যাকেজিংয়ের জন্য কোনটি সেরা?", https://oxopackaging.com/blog/matte-vs-gloss.html?srsltid=AfmBOopwdH4Py90WYoiG2ZjQY-actJRX97gIG-GMoG9yf35nQPkp5EEU। প্যাকেজিং ইঞ্জিনিয়ারিং স্ট্যান্ডার্ডগুলো দেখাতে পারে যে কীভাবে ম্যাট ফিনিশ বাক্সগুলোর মধ্যে স্থির ঘর্ষণ সহগ বৃদ্ধি করে, যা স্ট্র্যাপিংয়ের মতো সেকেন্ডারি কন্টেইনমেন্টের উপর নির্ভরতা কমায়। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং হ্যান্ডবুক। সমর্থন করে: স্ট্র্যাপিংয়ের প্রয়োজনীয়তা হ্রাস। পরিধি নোট: স্ট্যাকড প্যালেট কনফিগারেশনের জন্য প্রযোজ্য। ↩
"পানীয় শিল্পে প্যালেটের দুর্বল স্থিতিশীলতার সমাধান কীভাবে করবেন – পালকাট", https://palcut.com/blog/the-problem-of-poor-pallet-stability-in-the-beverage-industry-and-how-to-solve-it/। লজিস্টিকস এবং নিরাপত্তা প্রতিবেদনগুলো এই বিষয়ে তথ্য প্রদান করে যে, কীভাবে পৃষ্ঠের গ্রিপ এবং স্পর্শযোগ্য ফিনিশ প্যালেটের অস্থিতিশীলতা এবং এর ফলে পণ্যের ক্ষতি হ্রাসের সাথে সম্পর্কিত। প্রমাণের ভূমিকা: গবেষণালব্ধ প্রমাণ; উৎসের ধরণ: লজিস্টিকস নিরাপত্তা প্রতিবেদন। সমর্থন করে: গ্রিপ এবং ছিটকে পড়া প্রতিরোধের মধ্যে সম্পর্ক। পরিধি নোট: উচ্চ-ঘনত্বের গুদাম পরিবেশের উপর দৃষ্টি নিবদ্ধ করে। ↩



