আপনি কি এমন স্ট্রাকচারাল ফাইল নিয়ে হিমশিম খাচ্ছেন যা স্ক্রিনে নিখুঁত দেখালেও প্রোডাকশন ফ্লোরে ব্যর্থ হয়? খুচরা বিক্রির উপযোগী প্যাকেজিং ডিজাইন করার জন্য শুধু সমতল আকৃতি আঁকার চেয়েও বেশি কিছু প্রয়োজন।
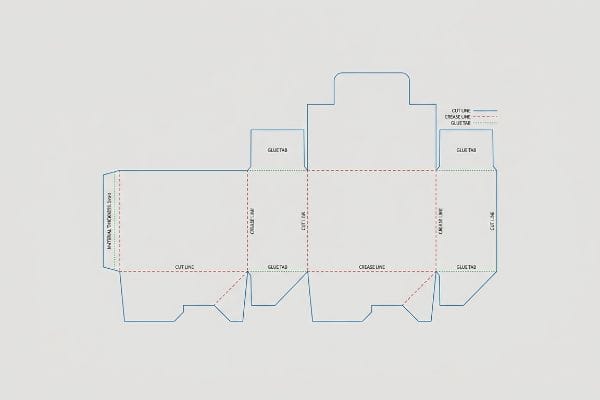
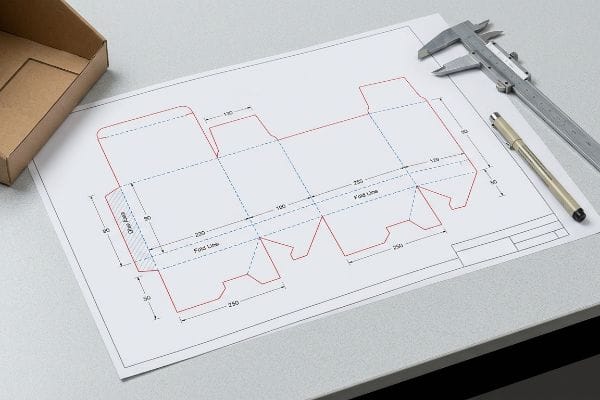
ডাইলাইন তৈরির জন্য একটি সুনির্দিষ্ট দ্বি-মাত্রিক (2D) সমতল টেমপ্লেট ডিজাইন করতে হয়, যা নির্ধারণ করে দেয় ঢেউখেলানো কার্ডবোর্ড কোথায় কাটা, ভাঁজ করা এবং আঠা দিয়ে লাগানো হবে। এই নকশাটি নিশ্চিত করে যে, কাঠামোগত সহনশীলতা, উপাদানের পুরুত্ব এবং গ্রাফিক ব্লিড জোনগুলো ত্রুটিহীন স্বয়ংক্রিয় সংযোজন এবং ডাইনামিক রিটেইল স্ট্যাকিংয়ের জন্য নিখুঁতভাবে সামঞ্জস্যপূর্ণ থাকে।.
এই কাঠামোগত নকশাটি আয়ত্ত করাই একটি ধসে পড়া কাউন্টার ইউনিটকে একটি অত্যন্ত লাভজনক রিটেইল রোলআউট থেকে আলাদা করে।.
ডাই লাইন কীভাবে ডিজাইন করবেন?
একটি নিখুঁতভাবে ডিজাইন করা টেমপ্লেট আপনার মুনাফার জন্য একটি প্রতিরক্ষামূলক প্রাচীরের মতো কাজ করে। ভৌত ভর কীভাবে ডিজিটাল জ্যামিতির সাথে মিথস্ক্রিয়া করে, তা বোঝা আপনার প্রথম এবং সবচেয়ে গুরুত্বপূর্ণ পদক্ষেপ।.
একটি ডাই লাইন ডিজাইন করার জন্য উপাদানের সঠিক ক্যালিপারের উপর ভিত্তি করে নির্ভুল বেন্ড অ্যালাউন্স গণনা করতে হয়। ভাঁজ করা বোর্ডের ভৌত পুরুত্বের সাথে সামঞ্জস্য রাখতে আপনাকে গাণিতিকভাবে ইন্টারলকিং স্লটের প্রস্থ সমন্বয় করতে হবে, যা মারাত্মক কাঠামোগত বাঁক প্রতিরোধ করে এবং চূড়ান্ত কো-প্যাকিং লাইনে ঘর্ষণহীন অ্যাসেম্বলি নিশ্চিত করে।.
সমতল বিন্যাস থেকে একটি ত্রিমাত্রিক দণ্ডায়মান কাঠামোতে রূপান্তরের জন্য পদার্থবিদ্যা সম্পর্কে আপনার দৃষ্টিভঙ্গিতে একটি মৌলিক পরিবর্তন প্রয়োজন।.
লুকানো ক্যালিপার: কেন ফ্ল্যাট গণিত ব্যর্থ হয়
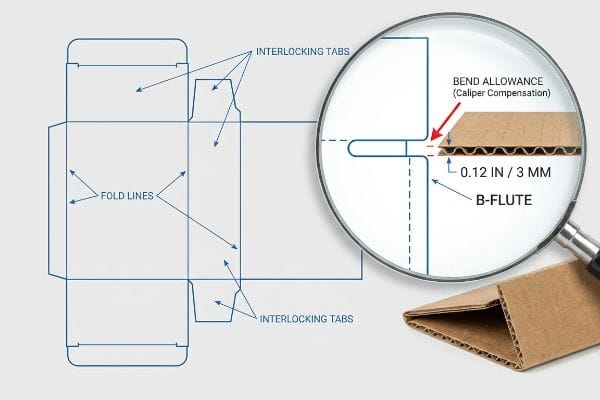
বেশিরভাগ গ্রাফিক শিল্পী পরস্পর সংযুক্ত ট্যাব এবং ভাঁজ করার স্লটগুলো ঠিক সংযোগকারী প্যানেলের সমান চওড়া করে তৈরি করেন। সমতল কম্পিউটার মনিটরে এটি যৌক্তিক মনে হয়, যেখানে রেখার কোনো ভর নেই। তারা ধরে নেন যে, যদি একটি ট্যাব দুই ইঞ্চি (৫.০৮ সেমি) চওড়া হয়, তবে গ্রহণকারী স্লটটিও ঠিক দুই ইঞ্চি (৫.০৮ সেমি) চওড়া হবে।.
এখানের সমস্যাটি হলো, পুরু ঢেউখেলানো কাপড় ৯০ ডিগ্রি কোণে বাঁকলে জায়গা দখল করে¹ । আপনি যদি বাইরের ভাঁজের ব্যাসার্ধের সাথে সামঞ্জস্য রেখে আপনার লেআউটে গ্রহণকারী স্লটটি চওড়া না করেন, তাহলে অংশগুলো মারাত্মকভাবে বেঁকে যাবে অথবা একেবারেই জোড়া লাগবে না। আমি আমার টিমকে সবসময় বলি প্রতিটি ভাঁজে স্বয়ংক্রিয়ভাবে ক্যালিপার কম্পেনসেশন অ্যালগরিদম প্রয়োগ করতে। উদাহরণস্বরূপ, যদি আমরা ০.১২ ইঞ্চি (৩ মিমি) পুরু² একটি বি-ফ্লুট বোর্ড নিয়ে কাজ করি, তাহলে আমাদের অবশ্যই নির্দিষ্ট বাঁকানোর সুযোগ রেখে স্লটগুলো নতুন করে তৈরি করতে হবে। এই সূক্ষ্ম সমন্বয় নিশ্চিত করে যে আগে থেকে ভরা ডিসপ্লেগুলো অনায়াসে একসাথে স্লাইড করে, যা কো-প্যাকিংয়ের শ্রমের সময় নাটকীয়ভাবে কমিয়ে দেয় এবং হাতে জোড়া লাগানোর সময় উপরের শিট ছিঁড়ে যাওয়া প্রতিরোধ করে।
| ডিজাইন এলিমেন্ট | শিক্ষানবিসদের সাধারণ ভুল | সময়/খরচ সাশ্রয় |
|---|---|---|
| ইন্টারলকিং ট্যাব | স্লটের প্রস্থকে ট্যাবের প্রস্থের সাথে হুবহু মেলানো | অ্যাসেম্বলি লাইন বন্ধ হওয়া দূর করে |
| বি-ফ্লুট ভাঁজ | ০.১২ ইঞ্চি (৩ মিমি) বাইরের ব্যাসার্ধ উপেক্ষা করে ৩ | উপরের স্তরের কাগজ ছিঁড়ে যাওয়া প্রতিরোধ করে |
| ট্রে ঢোকান | নেস্টেড অংশগুলিতে উপাদানের পুরুত্ব ভুলে যাওয়া | কায়িক শ্রম ৩০% হ্রাস করে4 |
আমি এমন কোনো ফ্ল্যাট ফাইল অনুমোদন করতে অস্বীকার করি যা উপাদানের প্রকৃত পুরুত্বকে উপেক্ষা করে। সঠিক বক্রতা সহনশীলতা মেনে আপনার স্লটগুলো পুনর্নির্মাণ করাই হলো আপনার কাঠামোটি খুচরা দোকানের মেঝেতে প্রকৃতপক্ষে সোজাভাবে দাঁড়াবে, তা নিশ্চিত করার একমাত্র উপায় ।
🛠️ হার্ভির ডেস্ক: আপনার ইন্টারলকিং ট্যাবগুলিতে করোগেটেড বোর্ডের জন্য সঠিক বেন্ড অ্যালাউন্স আছে কিনা, তা নিয়ে নিশ্চিত নন? 👉 একটি ফ্রি ডাইলাইন অডিট করিয়ে নিন ↗ — সরাসরি আমার ডেস্কে অ্যাক্সেস। কোনো স্বয়ংক্রিয় সেলস স্প্যাম নেই, আমি কথা দিচ্ছি।
ডাই কাট লাইন কীভাবে তৈরি করবেন?
কাঠামোগত মাত্রার ঊর্ধ্বে উঠে, আপনাকে কারখানার স্বয়ংক্রিয় যন্ত্রপাতি পরিচালনার জন্য প্রয়োজনীয় সুনির্দিষ্ট যোগাযোগ প্রোটোকল স্থাপন করতে হবে।.
ডাই কাট লাইন তৈরি করার অর্থ হলো আপনার প্রিপ্রেস সফটওয়্যারের মধ্যে ভেক্টর স্ট্রোকগুলিতে নির্দিষ্ট স্পট কালার নির্ধারণ করা। এই নিখুঁত কালার ম্যাপিং স্বয়ংক্রিয় সিএনসি (কম্পিউটার নিউমেরিক্যাল কন্ট্রোল) রাউটিং টেবিলকে সুনির্দিষ্টভাবে নির্দেশ দেয় যে, চূড়ান্ত আর্টওয়ার্ক লেয়ারে কোনো দৃশ্যমান কালো আউটলাইন প্রিন্ট না করে ঢেউখেলানো সাবস্ট্রেটের ঠিক কোন জায়গা দিয়ে কাটতে হবে।.
যদি আপনার প্রিপ্রেস ফাইলগুলো কাটিং ব্লেডের সঠিক চাহিদা মেটাতে ব্যর্থ হয়, তবে আপনার পুরো প্রিন্ট রানটিই মূল্যহীন হয়ে পড়ে।.
স্পট কালার টুলিং: মেশিনের সাথে যোগাযোগ
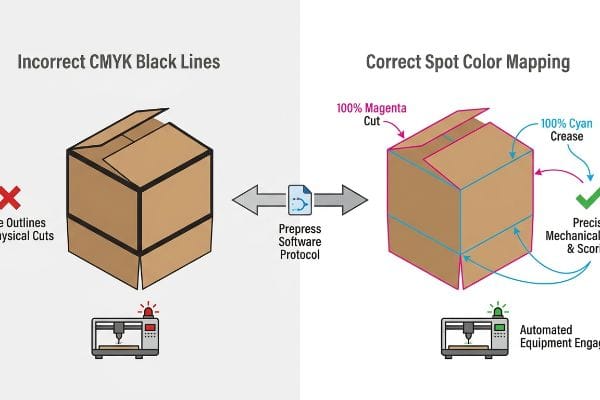
উদীয়মান ব্র্যান্ডগুলোর মধ্যে আমি প্রায়শই একটি ভুল দেখি, আর তা হলো কাট ও ক্রিজ বোঝানোর জন্য সাধারণ CMYK (সায়ান, ম্যাজেন্টা, ইয়েলো, কী/ব্ল্যাক) কালো লাইন ব্যবহার করে স্ট্রাকচারাল ফাইল জমা দেওয়া। ডিজাইনার ধরে নেন যে, ফ্যাক্টরি শুধু দেখেই বুঝে নেবে কার্ডবোর্ডটি কোথায় কাটতে হবে। দুর্ভাগ্যবশত, স্বয়ংক্রিয় কাটিং সরঞ্জাম ভিজ্যুয়াল লেআউট দেখে না; এটি অত্যন্ত সুনির্দিষ্ট প্রিপ্রেস কালার ডেটা পড়ে।
যখন একটি কাটিং টেবিল সফটওয়্যার সাধারণ কালো স্ট্রোক দিয়ে তৈরি একটি ফাইল গ্রহণ করে, তখন এটি কেবল সেই লাইনগুলিকে আর্টওয়ার্কের সাথে মার্জ করে দেয়। এর ফলে যে বাক্সটি প্রিন্ট হয়, তাতে দৃশ্যমান কালো আউটলাইন থাকে কিন্তু বাস্তবে কোনো কাট থাকে না। এটি ঠিক করার জন্য, আপনাকে আপনার ভেক্টর সফটওয়্যারে অ্যাবসোলিউট স্পট কালার সেট আপ করতে হবে—যেমন একটি ১০০% ম্যাজেন্টা সোয়াচকে ঠিক "কাট" এবং একটি ১০০% সায়ান সোয়াচকে "ক্রিজ" নাম দেওয়া।এই স্ট্রোকগুলিকে মেকানিক্যাল স্পট কালারে রূপান্তর করা নিশ্চিত করে যে স্টিলের ব্লেডগুলি সাবস্ট্রেটের সাথে নির্ভুলভাবে সংযুক্ত হয়, আপনার প্রিন্ট করা ব্র্যান্ডিংকে সম্পূর্ণ নিখুঁত রাখে এবং ব্যয়বহুল ভুল প্রিন্ট এড়ায় যা আপনার লঞ্চে বিলম্ব ঘটায়।
| প্রিপ্রেস এলিমেন্ট | শিক্ষানবিসদের সাধারণ ভুল | সময়/খরচ সাশ্রয় |
|---|---|---|
| লাইন কাটা | স্ট্যান্ডার্ড ভিজ্যুয়াল CMYK কালো স্ট্রোক ব্যবহার করে7 | ব্যাচ পুনঃমুদ্রণের মোট খরচ এড়ানো যায় |
| ক্রিজ লাইন | আর্টওয়ার্ক লেয়ারে ভাঁজের রেখাগুলিকে মিশ্রিত করা | নির্ভুল স্বয়ংক্রিয় স্কোরিং নিশ্চিত করে |
| ফাইল ফরম্যাট | ফ্ল্যাট করা রাস্টার ইমেজ রপ্তানি করা8 | প্রিপ্রেস পুনঃকাজের কয়েক দিন বাঁচায় |
এই যান্ত্রিক স্তরগুলো যাচাই করার জন্য আমি সবসময় আগত আর্টওয়ার্ককে থামিয়ে আগে থেকেই পরীক্ষা করে নিই। আপনার স্ট্রোকগুলোকে নির্দিষ্ট স্পট কালারে আবদ্ধ করাই হলো ডিজিটাল ডিজাইন এবং বাস্তব উৎপাদনের মধ্যেকার এক অলঙ্ঘনীয় সংযোগ।.
🛠️ হার্ভির ডেস্ক: আপনার স্ট্রাকচারাল পাথগুলো কি CMYK আর্টওয়ার্ক লেয়ারগুলো থেকে সঠিকভাবে আলাদা করা আছে? 👉 একটি প্রিপ্রেস চেকের জন্য অনুরোধ করুন ↗ — নিরাপদে ডাউনলোড করুন। পরবর্তীতে কোনো প্রশ্ন থাকলে আমার ইনবক্স খোলা আছে।
ক্যানভাতে ডাইলাইন কীভাবে ডিজাইন করবেন?
ডিজাইনের সর্বজনীনতা ত্বরান্বিত হওয়ার সাথে সাথে, মার্কেটিং দলগুলো ক্লাউড-ভিত্তিক টুল ব্যবহার করে ডিসপ্লে গ্রাফিক্সের উন্নতি সাধনের জন্য ক্রমাগত দ্রুততর উপায় খুঁজে চলেছে।.
ক্যানভাতে একটি ডাইলাইন ডিজাইন করার জন্য, আপনার লকড বেস লেয়ার হিসেবে একটি প্রি-ইঞ্জিনিয়ার্ড স্ট্রাকচারাল পিডিএফ ডকুমেন্ট ইম্পোর্ট করতে হয়। যেহেতু ওয়েব-ভিত্তিক প্ল্যাটফর্মগুলো র্যাস্টারাইজড গ্রাফিক্স আউটপুট করে, তাই ভারী রিটেইল লোডের জন্য প্রয়োজনীয় সঠিক কাঠামোগত অখণ্ডতা বজায় রাখতে আপনাকে অবশ্যই এই গাণিতিকভাবে নির্ভুল CAD (কম্পিউটার-এইডেড ডিজাইন) টেমপ্লেটের উপর সারফেস ব্র্যান্ডিং ওভারলে করতে হবে।.

যদিও ভিজ্যুয়াল গতির জন্য ওয়েব-ভিত্তিক সুবিধা চমৎকার, তবে এর পতন রোধ করতে এটিকে অবশ্যই মৌলিক প্রকৌশলের সাথে কঠোরভাবে সংযুক্ত রাখতে হবে।.
ওয়েব টুল পিডিএফ অ্যাঙ্কর নিয়ম
অনেক মার্কেটিং ডিরেক্টর তাদের গ্রাফিক টিমকে দিয়ে সরাসরি সাধারণ ওয়েব টুল ব্যবহার করে পরস্পর সংযুক্ত ট্যাব আঁকিয়ে খরচ কমানোর চেষ্টা করেন। তারা মূলত সোশ্যাল মিডিয়া গ্রাফিক্সের জন্য ডিজাইন করা একটি প্ল্যাটফর্ম ব্যবহার করে ত্রিমাত্রিক ডিসপ্লে তৈরির চেষ্টা করেন। এই পদ্ধতিটি একটি গতিশীল রিটেইল লোড ধারণ করার জন্য প্রয়োজনীয় গাণিতিক ভিত্তিটিকে সম্পূর্ণরূপে ধ্বংস করে দেয়।.
বিষয়টিকে স্থাপত্য নকশার পরিবর্তে পেইন্টিং প্রোগ্রাম ব্যবহার করে একটি আসল বাড়ির ভিত্তি তৈরি করার চেষ্টার মতো করে ভাবুন। ওয়েব প্ল্যাটফর্মগুলো 32ECT (এজ ক্রাশ টেস্ট) ঢেউখেলানো বোর্ডের জন্য প্রয়োজনীয় স্বয়ংক্রিয় বেন্ড অ্যালাউন্স বা স্লট টলারেন্স9।আমার সাধারণ নিয়ম হলো, অনলাইনে কখনও কাঠামোটি না আঁকা। পরিবর্তে, আমি বিশেষ প্যাকেজিং সফটওয়্যার থেকে তৈরি একটি পূর্ব-পরিকল্পিত কাঠামোগত নথি প্রদান করি। আপনি কেবল এই লক করা ফাইলটি আপনার ওয়েব ক্যানভাসে ইম্পোর্ট করুন, এটিকে নিচের লেয়ারে পিন করুন এবং এর উপরে কঠোরভাবে আপনার সারফেস গ্রাফিক্স প্রয়োগ করুন। এটি নিশ্চিত করে যে আপনার সুন্দর শিল্পকর্মটি জটিল কাঠামোগত গণিতকে নিখুঁতভাবে আবৃত করে, যা 200 পাউন্ড (90.7 কেজি) ওজনের ভারী পণ্যের নিচে ডিসপ্লেটিকে ভেঙে পড়া থেকে রক্ষা করে10।
| ডিজাইন এলিমেন্ট | শিক্ষানবিসদের সাধারণ ভুল | সময়/খরচ সাশ্রয় |
|---|---|---|
| কাঠামোগত ভিত্তি | ওয়েব প্ল্যাটফর্মে নেটিভভাবে ট্যাব আঁকা11 | সম্পূর্ণ ভৌত ভারের পতন প্রতিরোধ করে |
| স্তর ব্যবস্থাপনা | পটভূমির সাথে কাটা রেখাগুলিকে একীভূত করা | কার্যকরী ও কারখানার জন্য প্রস্তুত ফাইলগুলি সুরক্ষিত করে |
| আউটপুট ফরম্যাট | নিম্ন-রেজোলিউশনের রাস্টার রপ্তানি পাঠানো12 | সম্পূর্ণ প্রিপ্রেস পুনর্নির্মাণ দূর করে |
আমি প্রত্যেক ব্র্যান্ড ম্যানেজারকে বলি স্ট্রাকচারাল টেমপ্লেটকে একটি অলঙ্ঘনীয় জ্যামিতি হিসেবে বিবেচনা করতে। আপনার গ্রাফিক্সের নিচে একটি পরিকল্পিত বেস লেয়ারকে লক করার মাধ্যমে, আপনি কাঠামোগত পদার্থবিদ্যাকে বিসর্জন না দিয়েই ক্লাউড ডিজাইনের সুবিধা লাভ করেন।.
🛠️ হার্ভির ডেস্ক: আপনার টিম কি একটি ইঞ্জিনিয়ারড টেমপ্লেটের সাথে হাই-রেজোলিউশন গ্রাফিক্স মেলাতে হিমশিম খাচ্ছে? 👉 আপনার সেটআপ গাইডটি সংগ্রহ করুন ↗ — এমন কোনো ফর্ম নেই যা অবিরাম সেলস কলের কারণ হয়। শুধু খাঁটি মূল্য।
ডাইলাইনের নিয়ম কি?
সীমানা নির্ধারণ করা নিশ্চিত করে যে উচ্চ-গতির উৎপাদন সরঞ্জামগুলি কোনও উপকরণের অপচয় ছাড়াই আপনার নকশাটি ত্রুটিহীনভাবে সম্পাদন করতে পারে।.
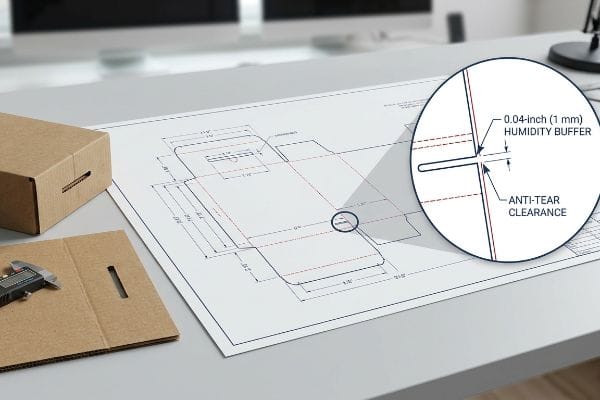
ডাইলাইনের নিয়ম অনুযায়ী বাধ্যতামূলক আর্দ্রতা বাফার এবং বিশাল প্রিন্ট ব্লিড থাকা আবশ্যক। পরিবহনের সময় আর্দ্রতার কারণে স্ফীতি রোধ করতে আপনাকে অতি সূক্ষ্ম ক্লিয়ারেন্স সমন্বয় করতে হবে এবং স্বয়ংক্রিয় লিথো-ল্যামিনেশনের সময় কার্ডবোর্ডের কাঁচা প্রান্তগুলি আড়াল করার জন্য ০.৫-ইঞ্চি (১২.৭ মিমি) ওভারপ্রিন্ট ব্লিড প্রয়োগ করতে হবে।.
কিন্তু যখন মেশিনগুলো চলতে শুরু করে এবং ভৌত পরিবেশ কার্ডবোর্ডটিকে আক্রমণ করে, তখন শুধু তত্ত্ব জানাই যথেষ্ট নয়।.
আর্দ্রতা স্ফীতি সহনশীলতার বাস্তবতা
বেশিরভাগ ব্র্যান্ড টিম ধরেই নেয় যে, তাপমাত্রা-নিয়ন্ত্রিত ডিজাইন অফিসে নির্ধারিত স্লট টলারেন্সগুলো সাপ্লাই চেইন জুড়ে পুরোপুরি অপরিবর্তিত থাকবে। তারা টেস্টলাইনার বোর্ডের নিখুঁত শুষ্ক ক্যালিপারের উপর নির্ভর করে, এই বিশ্বাসে যে তাদের স্ক্রিনের জ্যামিতিটি স্থায়ী।.
আমি কঠিনভাবে শিখেছি যে পরিবেশগত পদার্থবিদ্যা আপনার নিখুঁত ডিজিটাল ফাইলের তোয়াক্কা করে না। ফ্লোরিডায় একটি বিশাল ক্লাব স্টোর চালুর সময় , আমি বোর্ডের শুকনো পুরুত্ব অনুযায়ী রিসিভিং স্লটগুলো নিখুঁতভাবে ডিজাইন করেছিলাম। বাস্তবতার ধাক্কাটা লাগে কো-প্যাকিং ফ্লোরে; পরিবহনের সময় ছিদ্রযুক্ত ঢেউখেলানো উপাদানটি সমুদ্রের পারিপার্শ্বিক আর্দ্রতা শোষণ করে ফুলে ওঠে । স্লটগুলো অসম্ভব রকমের আঁটসাঁট হয়ে যায়, এবং অ্যাসেম্বলি টিম শুধু ইন্টারলকিং মেকানিজমগুলোকে জোর করে একসাথে লাগানোর চেষ্টা করতে গিয়ে ফ্লুটগুলো থেঁতলে ফেলতে এবং উপরের শিটটি ছিঁড়ে ফেলতে শুরু করে। এটি ঠিক করার জন্য, আমি আমাদের ডিজিটাল প্যারামিটারগুলো সম্পূর্ণরূপে পুনরায় ক্যালিব্রেট করি, এবং প্রতিটি স্ট্রাকচারাল টেমপ্লেটের রিসিভিং স্লটে একটি বাধ্যতামূলক ০.০৪-ইঞ্চি (১ মিমি) আর্দ্রতা বাফার যুক্ত করি। এই সঠিক টলারেন্স অ্যাডজাস্টমেন্ট শুধু ট্যাবগুলোকে আটকে যাওয়া থেকে বিরত রাখেনি; এটি প্রতি ইউনিটে কো-প্যাকিং অ্যাসেম্বলির সময় ৪০ সেকেন্ড কমিয়ে দেয় , যার ফলে ক্লায়েন্টের বিপুল পরিমাণ ম্যানুয়াল লেবার ফি বেঁচে যায় এবং রোলআউটটি কোনো বিলম্ব ছাড়াই রিটেইল ফ্লোরে পৌঁছানো নিশ্চিত হয়।
| ইঞ্জিনিয়ারড সলিউশন | শারীরিক ফলাফল | আর্থিক/সম্মতি ROI |
|---|---|---|
| ০.০৪-ইঞ্চি (১ মিমি) আর্দ্রতা বাফার | আর্দ্রতার কারণে ফুলে ওঠা স্লট বাইন্ডিং প্রতিরোধ করে15 | শ্রম সমাবেশ ফি হ্রাস করে |
| অ্যান্টি-টিয়ার ক্লিয়ারেন্স | বাঁশিগুলোকে একসাথে পিষে যাওয়া থেকে বিরত রাখে।16 | টপ-শিট উপাদানের অপচয় দূর করে |
| ডাইনামিক স্লট প্রশস্তকরণ | ঘর্ষণমুক্তভাবে যন্ত্রাংশ প্রবেশ করানো নিশ্চিত করে | রোলআউটগুলি সময়সূচী অনুযায়ী রাখে |
আর্দ্র গুদামজাতকরণে মারাত্মক কাঠামোগত ব্যর্থতার বিরুদ্ধে চূড়ান্ত প্রতিরক্ষা হলো ভিত্তিরেখার সাথে সরাসরি পরিবেশগত সুরক্ষা ব্যবস্থা যুক্ত করা। প্রকৃত কাঠামোগত নির্ভরযোগ্যতা পদার্থবিদ্যা দ্বারা নির্ধারিত হয়, কোনো গতানুগতিক তত্ত্ব দ্বারা নয়।.
🛠️ হার্ভির ডেস্ক: আপনি কি আপনার বর্তমান করোগেটেড সরবরাহকারীর বোর্ডের সঠিক আর্দ্রতার পরিমাণ এবং স্ফীতি সহনশীলতা জানেন? 👉 সহনশীলতা পর্যালোচনার জন্য অনুরোধ করুন ↗ — আমি ২৪ ঘন্টার মধ্যে প্রতিটি কাঠামোগত ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
উপসংহার
আপনি হয়তো প্রাথমিক কোটেশনের ভিত্তিতে কোনো ভেন্ডর বেছে নিতে পারেন, কিন্তু যখন আবহাওয়ার আকস্মিক পরিবর্তনে ক্ষতিগ্রস্ত সেই ঢেউখেলানো বোর্ড একটি আর্দ্র গুদামে ফুলে ওঠে, তখন এর ফলে সৃষ্ট কাঠামোগত ফাটলগুলো সহজেই আপনার অ্যাসেম্বলি লাইনের গতি আনুমানিক ৩০% পর্যন্ত কমিয়ে দিতে পারে এবং আপনার পণ্য বাজারে আনার সময়সীমাকে মারাত্মকভাবে ব্যাহত করতে পারে। ৫০০-এরও বেশি ব্র্যান্ড ম্যানেজার ঠিক এই ধরনের মারাত্মক প্রাথমিক পর্যায়ের ভুলগুলো এড়ানোর জন্য আমাদের প্রিপ্রেস চেকলিস্ট ব্যবহার করেন। অপরীক্ষিত টলারেন্সের উপর আপনার পুরো রোলআউটের ঝুঁকি নেওয়া বন্ধ করুন এবং উৎপাদন শুরু হওয়ার আগেই মারাত্মক ভৌত ত্রুটিগুলো ধরার জন্য আমাকে ব্যক্তিগতভাবে আমাদের ফ্রি ডাইলাইন অডিট ↗- এর মাধ্যমে আপনার ফাইলগুলো পরীক্ষা করতে দিন।
"[পিডিএফ] ঢেউখেলানো বোর্ডের নমন দৃঢ়তা", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf। পেপারবোর্ডের ভাঁজ ও কুঁচকানো নিয়ে করা গবেষণা বর্ণনা করে যে, কীভাবে বোর্ডের সসীম পুরুত্ব একটি বক্র ভাঁজ অঞ্চল তৈরি করে যেখানে পীড়ন একটি নিরপেক্ষ অক্ষের চারপাশে বণ্টিত থাকে, যা সমতল-নকশার জ্যামিতিতে উপাদানের ব্যাস বিবেচনা করার প্রয়োজনীয়তাকে সমর্থন করে। প্রমাণের ভূমিকা: কার্যপ্রণালী; উৎসের ধরণ: গবেষণাপত্র। সমর্থন: পুরু ঢেউখেলানো উপাদান ৯০-ডিগ্রি কোণে বাঁকানোর সময় ভৌত স্থান দখল করে, তাই সমতল বিন্যাসে ভাঁজের ব্যাসার্ধ বা ব্যাসের জন্য জায়গা রাখতে হয়। পরিধি সংক্রান্ত টীকা: এটি সাধারণভাবে নমন-যান্ত্রিক নীতিকে সমর্থন করে; এটি প্রবন্ধে বর্ণিত নির্দিষ্ট ট্যাব-এবং-স্লট ডিসপ্লে ডিজাইনকে সরাসরি পরীক্ষা নাও করতে পারে। ↩
"কোরুগেটেড ফাইবারবোর্ড – উইকিপিডিয়া", https://en.wikipedia.org/wiki/Corrugated_fiberboard। কোরুগেটেড ফাইবারবোর্ডের ফ্লুট প্রোফাইলের বর্ণনায় সাধারণত বি-ফ্লুট বোর্ডের পুরুত্ব প্রায় ৩ মিমি উল্লেখ করা থাকে, যা নিবন্ধটিতে উল্লিখিত উদাহরণের মাত্রাটিকে সমর্থন করে। প্রমাণের ভূমিকা: সংজ্ঞা; উৎসের ধরণ: বিশ্বকোষ। সমর্থন: বি-ফ্লুট কোরুগেটেড বোর্ড প্রায় ০.১২ ইঞ্চি, বা ৩ মিমি, পুরু। পরিধি সংক্রান্ত টীকা: সঠিক পুরুত্ব প্রস্তুতকারক, লাইনারের ওজন এবং সংকোচনের উপর নির্ভর করে পরিবর্তিত হয়, তাই এই মানটিকে একটি আনুমানিক শিল্প-প্রচলিত মান হিসাবে বিবেচনা করাই শ্রেয়। ↩
"ইন্টারফ্লুট বাকলিং-এর পরীক্ষা পদ্ধতি ও প্রভাব – বায়োরিসোর্সেস", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/। করোগেটেড-বোর্ড ডিজাইন বা প্যাকেজিং-ইঞ্জিনিয়ারিং-এর একটি উৎস ব্যাখ্যা করে যে, ভাঁজ করার সময় লাইনারে ফাটল বা ছিঁড়ে যাওয়া এড়াতে ভাঁজের ডিজাইনে বোর্ডের ক্যালিপার, ফ্লুটের জ্যামিতি এবং বাঁকের ব্যাসার্ধ অবশ্যই বিবেচনা করতে হবে। প্রমাণের ভূমিকা: কার্যপ্রণালী; উৎসের ধরন: গবেষণা। সমর্থন: টপ-শিট কাগজ ছিঁড়ে যাওয়া রোধ করতে বি-ফ্লুট ভাঁজে প্রায় ০.১২ ইঞ্চি / ৩ মিমি বাইরের ব্যাসার্ধ বিবেচনা করা উচিত। পরিধি সংক্রান্ত টীকা: এটি ডিজাইন কার্যপ্রণালীকে সমর্থন করবে, কিন্তু সঠিক ০.১২-ইঞ্চি/৩ মিমি মানটি বোর্ডের গ্রেড, ফ্লুটের প্রোফাইল, আর্দ্রতা এবং স্কোরিং পদ্ধতির উপর নির্ভর করে পরিবর্তিত হতে পারে। ↩
"প্রিন্টিং হিসেবে ডিসপোজেবল ফুড প্যাকেজিং উপকরণের ব্যবহার … – পিএমসি", https://pmc.ncbi.nlm.nih.gov/articles/PMC11022204/। একটি টাইম-অ্যান্ড-মোশন, প্যাকেজিং-অ্যাসেম্বলি, বা ম্যানুফ্যাকচারিং-ইঞ্জিনিয়ারিং সমীক্ষায়, নেস্টেড পার্টস-এ উন্নত ইনসার্ট-ট্রে ফিট অথবা উপকরণের পুরুত্বের জন্য ছাড় দেওয়ার সাথে সম্পর্কিত শ্রম-সময়ের পরিবর্তনের কথা জানানো হয়েছে। প্রমাণের ভূমিকা: পরিসংখ্যান; উৎসের ধরণ: গবেষণাপত্র। সমর্থন: নেস্টেড ইনসার্ট-ট্রে পার্টস-এ উপকরণের পুরুত্ব বিবেচনা করলে কায়িক শ্রম ৩০% কমানো যেতে পারে। পরিধি সংক্রান্ত টীকা: এই ৩০% হ্রাস সম্ভবত প্রেক্ষাপট-নির্ভর, যদি না উৎসটি সরাসরি একই ট্রে জ্যামিতি, উপকরণ এবং অ্যাসেম্বলি প্রক্রিয়া নিয়ে গবেষণা করে থাকে। ↩
"ISO 19593-1 – প্যাকেজিং এবং লেবেল শিল্পের জন্য প্রক্রিয়াকরণের ধাপসমূহ", https://en.help.durst-group.com/a/1285130-iso-19593-1-processing-steps-for-the-packaging-and-label-industry। ISO 19593-1 এবং সম্পর্কিত PDF প্রক্রিয়াকরণ-ধাপ নির্দেশিকা বর্ণনা করে যে কীভাবে কাটিং বা ক্রিজিং-এর মতো উৎপাদন কার্যক্রমগুলিকে দৃশ্যমান পৃষ্ঠার আর্টওয়ার্ক থেকে আলাদাভাবে এনকোড করা যেতে পারে, যা ভিজ্যুয়াল ডিজাইন উপাদান এবং মেশিন-পাঠযোগ্য ফিনিশিং নির্দেশাবলীর মধ্যে পার্থক্যকে সমর্থন করে। প্রমাণের ভূমিকা: প্রক্রিয়া; উৎসের ধরণ: প্রতিষ্ঠান। সমর্থন করে: স্বয়ংক্রিয় কাটিং সরঞ্জামগুলি কেবল দৃশ্যমান লেআউট লাইন ব্যাখ্যা করার পরিবর্তে কাঠামোগত প্রিপ্রেস ডেটার উপর নির্ভর করে। পরিধি নোট: এটি সাধারণ প্রিপ্রেস প্রক্রিয়াকে সমর্থন করে, কিন্তু স্বতন্ত্র কাটিং টেবিল এবং RIP ওয়ার্কফ্লো নামকরণ এবং প্রক্রিয়াকরণের নিয়মগুলি ভিন্নভাবে প্রয়োগ করতে পারে। ↩
"(পিডিএফ) অ্যালুমিনিয়াম এক্সট্রুশন টেকনোলজি পি সাহা – Academia.edu", https://www.academia.edu/36395225/Aluminum_Extrusion_Technology_P_Saha। প্যাকেজিং প্রিপ্রেস এবং প্রিন্ট-প্রোডাকশন নির্দেশিকায় সাধারণত ডিজাইনারদের ডাইলাইন, কাট লাইন এবং ক্রিজ লাইন আলাদা স্পট-কালার সোয়াচে স্থাপন করার নির্দেশ দেওয়া হয়, যাতে ফিনিশিং অপারেশনগুলোকে প্রিন্টেড আর্টওয়ার্ক থেকে বিচ্ছিন্ন রাখা যায়। প্রমাণের ভূমিকা: সাধারণ সমর্থন; উৎসের ধরণ: শিক্ষা। সমর্থন: কাট এবং ক্রিজ নির্দেশাবলীকে ভেক্টর আর্টওয়ার্কে সাধারণ প্রসেস-কালার স্ট্রোক হিসেবে না দেখে নির্দিষ্ট স্পট কালার হিসেবে সংজ্ঞায়িত করা উচিত। পরিধি নোট: নির্দিষ্ট সোয়াচের নাম এবং CMYK প্রিভিউ কালারগুলো সাধারণত ওয়ার্কফ্লো- বা ভেন্ডর-নির্ভর হয়, তাই কোনো উৎস এই নির্দিষ্ট নামগুলো সর্বজনীন কিনা তা প্রমাণ না করেই স্পট-কালার পদ্ধতিকে সমর্থন করতে পারে। ↩
"[পিডিএফ] গ্রাফিক কমিউনিকেশন অ্যান্ড প্রিন্ট ফাউন্ডেশন", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1169&context=grcsp। প্যাকেজিং প্রিপ্রেস নির্দেশিকা সাধারণত ডাই-কাট বা ক্রিজ ইন্ডিকেটরগুলোকে প্রিন্টেড আর্টওয়ার্ক থেকে আলাদা করে, যার জন্য নির্দিষ্ট স্পট কালারে ভেক্টর পাথ অ্যাসাইন করার প্রয়োজন হয়। এটি এই বিষয়টিকে সমর্থন করে যে, সাধারণ প্রসেস-কালার স্ট্রোকগুলোকে ফিনিশিং নির্দেশনার পরিবর্তে প্রিন্টযোগ্য আর্টওয়ার্ক হিসেবে ভুল ব্যাখ্যা করা হতে পারে। প্রমাণের ভূমিকা: পদ্ধতি; উৎসের ধরন: প্রতিষ্ঠান। সমর্থন করে: কাট লাইনের জন্য স্ট্যান্ডার্ড ভিজ্যুয়াল CMYK কালো স্ট্রোক ব্যবহার করা প্রিপ্রেসে নতুনদের একটি সাধারণ ভুল, কারণ কাট পাথগুলোকে সাধারণত নন-প্রিন্টিং স্পট-কালার ভেক্টর লাইন হিসেবে নির্দিষ্ট করা উচিত। পরিধি নোট: এটি সাধারণভাবে ওয়ার্কফ্লো নীতিকে সমর্থন করে; সঠিক নামকরণের নিয়ম এবং রঙের প্রয়োজনীয়তা প্রিন্টার বা ডাই-মেকার ভেদে ভিন্ন হতে পারে। ↩
"[পিডিএফ] গ্রাফিক ডিজাইনারদের জন্য প্রিন্ট-প্রোডাকশন শিক্ষা", https://dr.lib.iastate.edu/bitstreams/fa24e16d-23ca-46b6-ae4d-96e601a0f1d5/download। প্রিপ্রেস এবং প্রিন্ট-প্রোডাকশন রেফারেন্সগুলোতে পিডিএফ/ভেক্টর আর্টওয়ার্ককে ফ্ল্যাটেনড রাস্টার ইমেজের চেয়ে বেশি নির্ভরযোগ্যভাবে সম্পাদনাযোগ্য জ্যামিতি, টেক্সট, স্পট কালার এবং সেপারেশন সংরক্ষণকারী হিসেবে বর্ণনা করা হয়েছে, যা এই দাবিকে সমর্থন করে যে শুধুমাত্র রাস্টার এক্সপোর্টের ক্ষেত্রে প্রোডাকশনের আগে অতিরিক্ত প্রিপ্রেস সংশোধনের প্রয়োজন হতে পারে। প্রমাণের ভূমিকা: কার্যপ্রণালী; উৎসের ধরন: শিক্ষা। সমর্থন করে: সঠিক প্রোডাকশন ফাইলের পরিবর্তে ফ্ল্যাটেনড রাস্টার ইমেজ এক্সপোর্ট করলে প্রিপ্রেস সমস্যা তৈরি হতে পারে এবং পুনরায় কাজ করার প্রয়োজন হতে পারে। পরিধি নোট: উৎসটি অতিরিক্ত কাজের প্রযুক্তিগত কারণ প্রমাণ করবে, কিন্তু কতটা সময় বাঁচবে তা কাজের জটিলতা এবং প্রিন্টারের ওয়ার্কফ্লোর উপর নির্ভর করে। ↩
"খাদ্যপণ্যের জন্য একটি ডিজাইন টুল হিসেবে ফাইনাইট এলিমেন্ট অ্যানালাইসিস (FEA)-এর কার্যকারিতা...", https://www.academia.edu/37451324/The_efficacy_of_finite_element_analysis_FEA_as_a_design_tool_for_food_packaging_A_review। স্ট্যান্ডার্ড এবং প্যাকেজিং-ইঞ্জিনিয়ারিং রেফারেন্সগুলো এজ ক্রাশ টেস্টকে করোগেটেড বোর্ডের প্রান্তীয় সংকোচন প্রতিরোধের একটি পরিমাপ হিসেবে সংজ্ঞায়িত করে এবং কাঠামোগত প্যাকেজিং ডিজাইনকে নিয়ন্ত্রিত স্কোর, স্লট এবং মাত্রিক ছাড়ের উপর নির্ভরশীল হিসেবে বর্ণনা করে। প্রমাণের ভূমিকা: কার্যপ্রণালী; উৎসের ধরন: প্রতিষ্ঠান। সমর্থন: করোগেটেড-বোর্ডের ডিসপ্লে কাঠামোর জন্য বেন্ড অ্যালাউন্স এবং স্লট টলারেন্সের মতো ইঞ্জিনিয়ারিং নিয়ন্ত্রণের প্রয়োজন হয়, বিশেষ করে যখন ৩২ ইসিটি বোর্ড ব্যবহার করা হয়। পরিধি নোট: এটি ইসিটি এবং টলারেন্সের ইঞ্জিনিয়ারিং প্রাসঙ্গিকতাকে সমর্থন করে, কিন্তু এটি নিজে থেকে প্রমাণ করে না যে প্রতিটি ওয়েব-ভিত্তিক গ্রাফিক্স টুলে এই ফাংশনগুলোর অভাব রয়েছে। ↩
"ঢেউখেলানো বোর্ডের বাক্সের সংকোচন শক্তির আনুমানিক হিসাব...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। ঢেউখেলানো প্যাকেজিংয়ের সংকোচন শক্তির উপর গবেষণা, যার মধ্যে ম্যাককি ফর্মুলার মতো মডেলও অন্তর্ভুক্ত, দেখায় যে ভারবহন ক্ষমতা বোর্ডের প্রান্ত-চাপ শক্তি, নমনীয়তা এবং কাঠামোগত জ্যামিতির সাথে সম্পর্কিত। প্রমাণের ভূমিকা: কার্যপ্রণালী; উৎসের ধরণ: গবেষণাপত্র। সমর্থন: একটি ঢেউখেলানো খুচরা প্রদর্শনীর ভারী পণ্য বহন করার ক্ষমতা শুধুমাত্র শিল্পকর্ম স্থাপনের উপর নয়, বরং কাঠামোগত প্রকৌশলের উপর নির্ভর করে। পরিধি টীকা: এটি একটি নির্দিষ্ট ভারের জন্য ঢেউখেলানো কাঠামোর প্রকৌশলের ক্ষেত্রে প্রাসঙ্গিক সমর্থন প্রদান করে, কিন্তু এটি বর্ণিত নির্দিষ্ট প্রদর্শনীর জন্য ২০০ পাউন্ড ধারণক্ষমতাকে সরাসরি বৈধতা দেয় না। ↩
"[পিডিএফ] নির্মাণ স্পেসিফিকেশন", https://www.dpo.uab.edu/sustainability/images/Documents/pdfs/blueprints/alabama-survivAL-specs.pdf। পেপারবোর্ড প্যাকেজ ডিজাইন এবং ডাইলাইন ইঞ্জিনিয়ারিং সম্পর্কিত উৎসগুলোতে ট্যাব, ফ্ল্যাপ এবং লকিং ফিচারগুলোকে কাঠামোগত উপাদান হিসেবে বর্ণনা করা হয়েছে, যেগুলো অবশ্যই উপাদানের পুরুত্ব, ভাঁজের আচরণ এবং লোড পাথ মাথায় রেখে ডিজাইন করতে হবে; এটি শুধুমাত্র চাক্ষুষ ওয়েব ড্রয়িংয়ের পরিবর্তে উদ্দেশ্য-প্রণোদিত কাঠামোগত ডিজাইনের প্রয়োজনীয়তাকে সমর্থন করে, যদিও এটি প্রমাণ করে না যে প্রতিটি ওয়েব-প্ল্যাটফর্ম ডিজাইন শারীরিকভাবে ব্যর্থ হবে। প্রমাণের ভূমিকা: কার্যপ্রণালী; উৎসের ধরন: শিক্ষামূলক। সমর্থন করে: ওয়েব প্ল্যাটফর্মে স্বাভাবিকভাবে ট্যাব আঁকা একটি শিক্ষানবিসদের ভুল, কারণ এটি ভৌত প্যাকেজিংয়ে কাঠামোগত দুর্বলতা বা লোড ধসের কারণ হতে পারে। পরিধি নোট: প্রাসঙ্গিক সমর্থন; উৎসটিতে নিবন্ধের নির্দিষ্ট কর্মপ্রবাহ সরাসরি পরীক্ষা করার পরিবর্তে প্যাকেজিংয়ের কাঠামোগত বলবিদ্যা ব্যাখ্যা করা উচিত। ↩
"[পিডিএফ] গ্রাফিক ডিজাইনারদের জন্য প্রিন্ট-প্রোডাকশন শিক্ষা", https://dr.lib.iastate.edu/bitstreams/fa24e16d-23ca-46b6-ae4d-96e601a0f1d5/download। প্রিপ্রেস এবং প্রিন্টিং নির্দেশিকা সাধারণত রাস্টার ইমেজ রেজোলিউশনকে ভেক্টর প্রোডাকশন আর্টওয়ার্ক থেকে আলাদা করে এবং উল্লেখ করে যে নিম্ন-রেজোলিউশনের রাস্টার ফাইলগুলি উচ্চ-মানের প্রিন্ট বা ডাই-কাট প্রোডাকশনের জন্য অনুপযুক্ত হতে পারে; এটি এই দাবিকে সমর্থন করে যে অপর্যাপ্ত রাস্টার এক্সপোর্টের জন্য প্রিপ্রেস সংশোধন বা পুনর্নির্মাণের প্রয়োজন হতে পারে, যদিও পুনর্নির্মাণের মাত্রা প্রিন্টারের ওয়ার্কফ্লো এবং কাজের জটিলতার উপর নির্ভর করে। প্রমাণের ভূমিকা: সাধারণ সমর্থন; উৎসের ধরণ: প্রতিষ্ঠান। সমর্থন করে: নিম্ন-রেজোলিউশনের রাস্টার এক্সপোর্ট পাঠানো নতুনদের জন্য একটি ভুল কারণ এই ধরনের ফাইল প্রোডাকশনের জন্য অনুপযুক্ত হতে পারে এবং এর জন্য প্রিপ্রেস পুনর্নির্মাণের প্রয়োজন হতে পারে। পরিধি নোট: সাধারণ প্রিপ্রেস ঝুঁকিকে সমর্থন করে, এই চূড়ান্ত দাবিকে নয় যে একটি সম্পূর্ণ পুনর্নির্মাণ সর্বদা বাদ দেওয়া হয়। ↩
"[পিডিএফ] সংকোচনের উপর আপেক্ষিক আর্দ্রতার প্রভাব … – ক্লেমসন ওপেন", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf। কাগজ এবং ঢেউখেলানো বোর্ডের আর্দ্রতা শোষণ ক্ষমতার উপর গবেষণা দেখায় যে, আপেক্ষিক আর্দ্রতা বৃদ্ধি পেলে এর আর্দ্রতার পরিমাণ বাড়ে এবং বোর্ডের মাত্রা ও পুরুত্ব পরিবর্তন করতে পারে, যা সেই প্রক্রিয়াকে সমর্থন করে যার মাধ্যমে আর্দ্র পরিবহন পরিস্থিতি স্লটের ফিটকে আঁটসাঁট করতে পারে। প্রমাণের ভূমিকা: প্রক্রিয়া; উৎসের ধরন: গবেষণাপত্র। সমর্থন: ছিদ্রযুক্ত ঢেউখেলানো উপাদান পরিবহনের সময় পারিপার্শ্বিক আর্দ্রতা শোষণ করতে পারে এবং ভৌতভাবে স্ফীত হতে পারে, যা স্লটের ফিটকে প্রভাবিত করে। পরিধি সংক্রান্ত টীকা: এটি সাধারণভাবে উপাদানটির আচরণকে সমর্থন করে, কিন্তু এটি প্রবন্ধে বর্ণিত ফ্লোরিডার নির্দিষ্ট চালানটিকে নথিভুক্ত করে না। ↩
"[পিডিএফ] ডিএফএ", https://ocw.mit.edu/courses/2-875-mechanical-assembly-and-its-role-in-product-development-fall-2004/319a0f903d70a1a731d869d2a1c70c7c_class16_dfa04.pdf। ডিজাইন-ফর-অ্যাসেম্বলি এবং ম্যানুয়াল অ্যাসেম্বলি সংক্রান্ত গবেষণাগুলো পার্টের ফিট, সন্নিবেশের অসুবিধা এবং টলারেন্স-সম্পর্কিত বাইন্ডিংকে দীর্ঘ অ্যাসেম্বলি সময়ের সাথে যুক্ত করে, যা এই দাবির জন্য প্রাসঙ্গিক সমর্থন প্রদান করে যে অতিরিক্ত স্লট ক্লিয়ারেন্স শ্রমের সময় কমাতে পারে; উৎসটি প্রতি ইউনিটে ৪০-সেকেন্ড হ্রাসের এই প্রতিবেদনকে স্বাধীনভাবে যাচাই করতে পারেনি। প্রমাণের ভূমিকা: মেকানিজম; উৎসের ধরন: গবেষণাপত্র। সমর্থন করে: টলারেন্স সমন্বয়ের মাধ্যমে স্লট বাইন্ডিং দূর করলে ম্যানুয়াল অ্যাসেম্বলির সময় কমানো যেতে পারে, যদিও সঠিক ৪০-সেকেন্ডের পরিসংখ্যানের জন্য সরাসরি অপারেশনাল প্রমাণের প্রয়োজন। পরিধি নোট: শুধুমাত্র প্রাসঙ্গিক সমর্থন; সঠিক সময় সাশ্রয়ের জন্য একটি অভ্যন্তরীণ সময় সমীক্ষা, উৎপাদন রেকর্ড, বা নিরীক্ষিত কেস ডেটার প্রয়োজন হবে। ↩
"আর্দ্রতা প্রবাহের প্রতি ঢেউখেলানো ফাইবারবোর্ডের প্রতিক্রিয়া: একটি 3-D সসীম...", https://research.fs.usda.gov/treesearch/20229। পেপারবোর্ডের জলশোষণ ক্ষমতা এবং মাত্রাগত পরিবর্তন সম্পর্কিত একটি পদার্থ-বিজ্ঞান বিষয়ক উৎস এই ধারণাকে সমর্থন করে যে, ঢেউখেলানো ফাইবারবোর্ড আর্দ্রতা শোষণ করে তার মাত্রা পরিবর্তন করতে পারে, যা স্লট বা জোড়ের মধ্যে এর সংস্থাপনকে প্রভাবিত করতে পারে। প্রমাণের ভূমিকা: কার্যপ্রণালী; উৎসের ধরন: কাগজ। সমর্থন: একটি ০.০৪-ইঞ্চি আর্দ্রতা বাফার আর্দ্রতাজনিত স্ফীতির কারণে সৃষ্ট স্লট আটকে যাওয়া প্রতিরোধ করে। পরিধিগত টীকা: উৎসটি সাধারণভাবে আর্দ্রতা-প্রসারণ কার্যপ্রণালীকে সমর্থন করবে, অগত্যা নির্দিষ্ট ০.০৪-ইঞ্চি বাফার মান বা এই সঠিক স্লট নকশাকে নয়। ↩
"ঢেউখেলানো বোর্ডের প্রান্ত থেঁতলে যাওয়ার প্রতিরোধ ক্ষমতার মূল্যায়ন...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/। ঢেউখেলানো বোর্ডের গঠন সম্পর্কিত প্রযুক্তিগত সাহিত্য সমর্থন করে যে ফ্লুটের জ্যামিতি সংকোচন শক্তিতে অবদান রাখে এবং অতিরিক্ত সংকোচন ফ্লুটগুলিকে থেঁতলে বা ভেঙে ফেলতে পারে, যা বোর্ডের কার্যক্ষমতা হ্রাস করে। প্রমাণের ভূমিকা: কার্যপ্রণালী; উৎসের ধরণ: গবেষণাপত্র। সমর্থন: ছিঁড়ে যাওয়া-রোধী ফাঁক ঢেউখেলানো ফ্লুটগুলিকে একসাথে থেঁতলে যাওয়া থেকে বিরত রাখে। পরিধিগত টীকা: উৎসটি ফ্লুট-থেঁতলে যাওয়ার কার্যপ্রণালীকে সমর্থন করবে, কিন্তু উল্লিখিত "ছিঁড়ে যাওয়া-রোধী ফাঁক" বৈশিষ্ট্যটিকে সরাসরি মূল্যায়ন নাও করতে পারে। ↩



