
উচ্চমানের খুচরা বিক্রয় পরিবেশে কোনো পণ্য চালু করার জন্য শুধু ভালো গ্রাফিক্সই যথেষ্ট নয়। এর জন্য প্রয়োজন এমন কঠোর কাঠামোগত প্রকৌশল, যা পরিবহনের ভৌত নিয়ম এবং ক্রেতাদের তীব্র চাপ সহ্য করতে পারে।.
কার্ডবোর্ড ডিসপ্লের বিষয়গুলো বিবেচনা করার জন্য এর কাঠামোগত দৃঢ়তা, উপাদানের মান এবং সরবরাহ ব্যবস্থার প্রভাব বিশ্লেষণ করা প্রয়োজন। উচ্চমানের করোগেটেড কার্ডবোর্ড প্রস্তুতকারকরা বোর্ডের সুনির্দিষ্ট স্পেসিফিকেশন, আর্দ্রতা প্রতিরোধ ক্ষমতা এবং খুচরা বিক্রেতাদের জন্য নির্ধারিত সঠিক নিয়মকানুনের ওপর নির্ভর করেন, যাতে এগুলো বিশ্বব্যাপী পরিবহন ব্যবস্থায় টিকে থাকতে পারে এবং চূড়ান্ত খুচরা বিক্রয়কেন্দ্রে কার্যকরভাবে কাজ করে।.

আপনার পুরো মার্কেটিং বাজেট একটি বিশাল প্রিন্ট রানের পেছনে ব্যয় করার আগে, আমাদের বাহ্যিক ধারণাগুলো সরিয়ে রেখে সেই প্রকৃত পদার্থবিদ্যাকে খতিয়ে দেখতে হবে, যা নির্ধারণ করে আপনার ক্যাম্পেইনটি চাপের মুখে সফল হবে নাকি ব্যর্থ হবে।.
কার্ডবোর্ডের ডিসপ্লেকে কী বলা হয়?
শিল্প পরিভাষা সরাসরি আপনার মার্চেন্ডাইজারের ভৌত অবস্থান এবং অন্তর্নিহিত কাঠামোগত প্রয়োজনীয়তা নির্ধারণ করে।.
খুচরা দোকানে নির্দিষ্ট অবস্থানের উপর নির্ভর করে একটি কার্ডবোর্ডের ডিসপ্লেকে পিওপি (পয়েন্ট অফ পারচেজ) বা পিওএস (পয়েন্ট অফ সেল) মার্চেন্ডাইজার বলা হয়। পিওপি ইউনিট বলতে মেঝেতে স্থাপনযোগ্য স্বতন্ত্র সরঞ্জামকে, অন্যদিকে পিওএস ডিসপ্লে বলতে বোঝায় তাৎক্ষণিক কেনাকাটার জন্য ক্যাশ রেজিস্টারের ঠিক পাশে রাখা ছোট আকারের কাউন্টারটপ ইউনিট।

এই নামগুলো বোঝা অত্যন্ত গুরুত্বপূর্ণ, কারণ খুচরা বিক্রেতারা প্রতিটি স্বতন্ত্র অঞ্চলের জন্য সম্পূর্ণ ভিন্ন লজিস্টিক সীমাবদ্ধতা এবং আইনি বাধ্যবাধকতা নির্ধারণ করে থাকে।.
POP বনাম POS এর স্থানিক সীমাবদ্ধতার কৌশল
একটি ফ্লোর মার্চেন্ডাইজার ভারী-শুল্ক লজিস্টিক কাঠামোর অধীনে কাজ করে, যা গুদামে চলাচলের জন্য কঠোরভাবে স্ট্যান্ডার্ড প্যালেটের মাপ ১ দ্বারা আবদ্ধ থাকে। অন্যদিকে, একটি চেকআউট ইউনিটকে অবশ্যই কঠোর আর্গোনমিক এবং আইনি নাগালের সীমা ২ মেনে চলতে হয় । যখন আমি একটি নতুন ব্র্যান্ড চালুর পরিকল্পনা করি, তখন প্রথম পদক্ষেপ হলো এই দুটি পাইপলাইনকে আলাদা করা, কারণ একটি ৩০০ পাউন্ড (১৩৬.০৭ কেজি) ওজনের ফ্লোর ইউনিটের উপর যে যান্ত্রিক চাপ প্রয়োগ করা হয়, তা একটি হালকা কাউন্টার ট্রে-এর ক্ষেত্রে সম্পূর্ণ অপ্রাসঙ্গিক ।
একজন স্ট্রাকচারাল ইঞ্জিনিয়ার হিসেবে, আমি POP এবং POS পদবিগুলোকে নিছক বিপণনের পরিভাষা হিসেবে দেখি না, বরং সুনির্দিষ্ট স্থানিক সীমানা হিসেবে দেখি। একটি POP ফ্লোর ফিক্সচারকে অবশ্যই GMA (গ্রোসারি ম্যানুফ্যাকচারার্স অ্যাসোসিয়েশন) ফুটপ্রিন্ট3-, যাতে এটি গুদামের র্যাকিং সিস্টেম এবং ফর্কলিফটের কাঁটা থেকে শারীরিকভাবে দূরে থাকে। অন্যদিকে, একটি POS কাউন্টার ফিক্সচার ADA (আমেরিকানস উইথ ডিসএবিলিটিস অ্যাক্ট) ফরোয়ার্ড-রিচ কমপ্লায়েন্স উইন্ডো4, যা এর সর্বোচ্চ উচ্চতা এবং গভীরতাকে সীমাবদ্ধ করে। আপনি কেবল একটি ফ্লোর CAD (কম্পিউটার-এইডেড ডিজাইন) ফাইল নিয়ে সেটিকে ৫০% ছোট করে একটি কাউন্টার ইউনিট তৈরি করতে পারবেন না। এর জ্যামিতিক অনুপাত এবং ভরকেন্দ্র ভিন্নভাবে পরিবর্তিত হয়, যার জন্য স্বতন্ত্র স্ট্রাকচারাল গণিতের প্রয়োজন হয়, যাতে ইউনিটটি তার নির্ধারিত খুচরা পরিবেশে স্থিতিশীল এবং নিয়মসম্মত থাকে।
| মেট্রিক/বৈশিষ্ট্য | পিওপি ফ্লোর ইউনিট | POS কাউন্টার ইউনিট |
|---|---|---|
| প্রাথমিক সীমাবদ্ধতা | জিএমএ প্যালেটের মাত্রা | ADA নাগালের পরিসীমা সীমা |
| লোড বিতরণ | ভারী গতিশীল ওজন | হালকা ওজনের আবেগ চাপ |
| লজিস্টিকস বেসলাইন | ফর্কলিফ্ট প্রবেশগম্যতা | ম্যানুয়াল প্লেসমেন্ট সহজ |
আমি গতানুগতিক বিপণন পরিভাষাকে কাঠামোগত পদার্থবিদ্যার সীমারেখা অস্পষ্ট করতে দিই না। ফ্লোর এবং কাউন্টার ইউনিটের জন্য ইঞ্জিনিয়ারিং পাইপলাইনগুলোকে আলাদা করার মাধ্যমে, আমার ক্লায়েন্টরা খুচরা বিক্রেতার কাছ থেকে তাৎক্ষণিক অনুমোদন লাভ করেন এবং ব্যয়বহুল পুনঃনকশার চক্র এড়াতে পারেন।.
🛠️ হার্ভিস ডেস্ক: আপনার ভারী চেকআউট ট্রেগুলো কি দোকানে পৌঁছানোর আগেই আপনার শিপিং ROI-কে ক্ষতিগ্রস্ত করছে? 👉 একটি ফ্রি স্পেশিয়াল কমপ্লায়েন্স অডিট করান ↗ — আমি ২৪ ঘণ্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
কার্ডবোর্ড সম্পর্কে কিছু তথ্য কী কী?
ঢেউখেলানো কাগজের বোর্ড একটি গতিশীল, ত্রিমাত্রিক উপাদান যা উৎপাদন প্রক্রিয়া এবং পরিবেশগত পরিবর্তনের সাথে ক্রমাগত প্রতিক্রিয়া করে।.
কার্ডবোর্ড সম্পর্কিত তথ্যগুলোর মধ্যে রয়েছে এর সহজাত পুরুত্ব, দিকনির্দেশক খাঁজের শক্তি এবং আর্দ্রতার কারণে প্রসারণের প্রবণতা। সমতল কাগজের মতো নয়, ঢেউখেলানো বোর্ডগুলো শক্ত আস্তরণের মধ্যে খিলানযুক্ত খাঁজ দিয়ে গঠিত, যা একটি জটিল আয়তনিক স্তর তৈরি করে। এর জন্য স্বয়ংক্রিয় উৎপাদনের সময় অত্যন্ত সুনির্দিষ্ট গাণিতিক বাঁকানোর ছাড়ের প্রয়োজন হয়।.
এই জটিল, স্তরযুক্ত উপাদানটিকে সাধারণ ফ্ল্যাট প্রিন্টার কাগজের মতো বিবেচনা করা একটি বৈশ্বিক বাস্তবায়নকে বানচাল করার সবচেয়ে দ্রুততম উপায়।.
বাঁশির ক্যালিপার কম্প্রেশন ট্র্যাপ
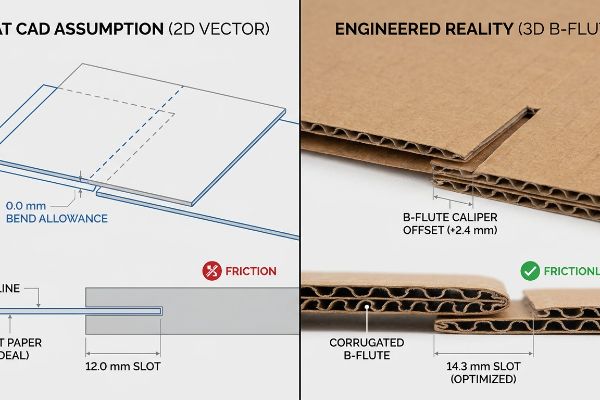
যখন আমি ক্লায়েন্টের ডাইলাইন নিরীক্ষা করি, তখন আমি ক্রমাগত অপেশাদার ভেক্টর অঙ্কন দেখতে পাই যা ধরে নেয় যে একটি ৯০-ডিগ্রি ভাঁজে কোনো উপাদানই খরচ হয় না। তারা পরস্পর সংযুক্ত ট্যাব এবং স্লটগুলিকে হুবহু একই প্রস্থে আঁকে, যা অভ্যন্তরীণ ফ্লুটগুলির কাঠামোগত বাস্তবতাকে উপেক্ষা করে । একটি আদর্শ বি-ফ্লুট কোনো তাত্ত্বিক ধারণা নয়; এর একটি অনমনীয় ভৌত পুরুত্ব রয়েছে যা আপনার চাপিয়ে দেওয়া প্রতিটি ভাঁজ এবং বাঁকের বিরুদ্ধে সক্রিয়ভাবে প্রতিরোধ করে।
এটা শুধু তত্ত্ব নয়—আমি টেস্টিং ফ্লোরে এটা ঘটতে দেখি যখন একটি স্ট্যান্ডার্ড ০.১১ ইঞ্চি (৩.০ মিমি) বি-ফ্লুট ডিজাইন ৭ সরাসরি স্ক্রিন থেকে একটি ফিজিক্যাল স্যাম্পল টেবিলে যায়। ক্ষতিপূরণহীন স্লটটি, যা ঠিক ১২.০ মিমি-তে আঁকা, একটি ভাঁজ করা ট্যাবকে গ্রহণ করার চেষ্টা করে যা বেন্ড রেডিয়াস বরাবর ফুলে ১৪.৩ মিমি হয়ে গেছে। এর ফলে উপরের লাইনারটি সঙ্গে সঙ্গে ছিঁড়ে যায় এবং ম্যানুয়াল অ্যাসেম্বলির সময় ঘর্ষণ ব্যাপকভাবে বেড়ে যায়। ফ্লোরে আমার বিশ বছরের অভিজ্ঞতা আমাকে শিখিয়েছে এই ফাইলগুলো ইন্টারসেপ্ট করতে এবং গাণিতিকভাবে বিশেষায়িত বেন্ড অ্যালাউন্স সরাসরি সিএনসি (কম্পিউটার নিউমেরিক্যাল কন্ট্রোল) রাউটিং প্যারামিটারে অন্তর্ভুক্ত করতে। এই ২.৪ মিমি টলারেন্স অফসেট প্রয়োগ করার মাধ্যমে, আমি নিশ্চিত করি যে কো-প্যাকিং অ্যাসেম্বলির সময় প্রতি ইউনিটে ৩০% ৮ কমে যায়, যা একটি স্ট্যান্ডার্ড গণ- উৎপাদন প্রক্রিয়ায় ক্লায়েন্টদের উল্লেখযোগ্য পরিমাণে ম্যানুয়াল লেবার ফি সাশ্রয় করে ।
| মেট্রিক/বৈশিষ্ট্য | ফ্ল্যাট CAD অনুমান | প্রকৌশলগত বাস্তবতা |
|---|---|---|
| বাঁকানোর ভাতা | ০.০ মিমি (উপেক্ষিত) | +২.৪ মিমি ক্যালিপার অফসেট9 |
| ট্যাব সন্নিবেশ | বলপূর্বক ঘর্ষণ | ঘর্ষণহীন স্লট ফিট10 |
| সমাবেশের গতি | মারাত্মকভাবে বিলম্বিত | প্রতি ইউনিটে অপ্টিমাইজ করা |
ভাঁজ করা কাগজের ভৌত আচরণ নির্ধারণের জন্য আমি কখনোই একটি ফ্ল্যাট কম্পিউটার স্ক্রিনের ওপর ভরসা করি না। প্রাথমিক নকশাতেই নির্ভুল ক্যালিপার ক্ষতিপূরণ অন্তর্ভুক্ত করলে অ্যাসেম্বলি লাইনে ঘর্ষণ দূর হয় এবং কাঠামোগত অখণ্ডতা সুরক্ষিত থাকে।.
🛠️ হার্ভিস ডেস্ক: আপনার বর্তমান ইন্টারলকিং ডিজাইনটি কি ছিঁড়ে যাচ্ছে এবং আপনার ফুলফিলমেন্ট লেবার খরচ দ্বিগুণ করে দিচ্ছে? 👉 একটি ক্যালিপার টলারেন্স রিভিউ-এর জন্য অনুরোধ করুন ↗ — ১০০% গোপনীয়। আপনার অপ্রকাশিত রিটেইল ডিজাইনগুলো আমার কাছে সুরক্ষিত।
কার্ডবোর্ডের বিভিন্ন গ্রেডগুলো কী কী?
সঠিক বোর্ড গ্রেড নির্বাচন করার মাধ্যমেই নির্ধারিত হয় যে আপনার ডিসপ্লেটি আধুনিক প্যালেটাইজড লজিস্টিকসের প্রচণ্ড উল্লম্ব চাপ সামলাতে পারবে কি না।.
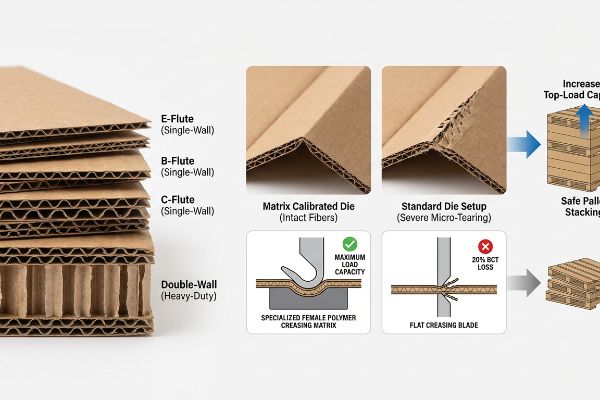
কার্ডবোর্ডের বিভিন্ন গ্রেডের মধ্যে ই, বি, এবং সি-এর মতো সিঙ্গেল-ওয়াল ফ্লুটের পাশাপাশি হেভি-ডিউটি ডাবল-ওয়াল কনফিগারেশনও অন্তর্ভুক্ত। এই গ্রেডগুলিকে তাদের ইসিটি (এজ ক্রাশ টেস্ট) রেটিং দ্বারা শ্রেণীবদ্ধ করা হয়, যা অস্থির সাপ্লাই চেইন জীবনচক্র জুড়ে ভারী পণ্য বহন করার জন্য প্রয়োজনীয় চূড়ান্ত উল্লম্ব সংকোচন শক্তি পরিমাপ করে।.
তবে, শুধুমাত্র একটি উৎকৃষ্ট মানের ও উচ্চ-শক্তিসম্পন্ন বোর্ড কিনলেই সাফল্যের নিশ্চয়তা মেলে না, যদি উৎপাদনের সময় আপনার সরঞ্জাম কাগজের তন্তুগুলোকে নষ্ট করে দেয়।.
স্টিল রুল ডাই ফ্র্যাকচার প্যারাডক্স
যখন ব্র্যান্ডগুলো একটি প্রিমিয়াম ৩২ ইসিটি ভার্জিন ক্রাফট বোর্ড১১-এ, তখন তারা একটি অবিনশ্বর রিটেইল বিন। তারা এটা বুঝতে ব্যর্থ হয় যে, মোটা গ্রেডের কাগজের জন্য বহুগুণ বেশি নিখুঁত ভাঁজ করার হার্ডওয়্যার প্রয়োজন হয়। যদি আপনি একটি সাধারণ ফ্ল্যাট ক্রিজিং ব্লেডকে একটি অনমনীয়, উচ্চ-ঘনত্বের কাগজের গ্রেডে সজোরে আঘাত করেন, তাহলে বাইরের লাইনারটি যথেষ্ট দ্রুত প্রসারিত হতে পারে না১২ , যার ফলে তাৎক্ষণিক কাঠামোগত ক্ষতি হয়।
এটা শুধু তত্ত্ব নয়—গত মাসে একটি হেভি-ডিউটি ক্লাব স্টোর প্যালেট বেস পরীক্ষা করার সময় আমি এই বিষয়টি কঠিনভাবে শিখেছি । ২০২২ সালে, আমি আমার প্রধান প্যাকেজিং ইঞ্জিনিয়ার, মার্ককে, আমাদের স্ট্যান্ডার্ড রোটারি স্লটারের মধ্যে দিয়ে একটি নতুন হেভি-ডিউটি ডাবল-ওয়াল গ্রেড চালাতে বলেছিলাম। আমার স্পষ্টভাবে মনে আছে, স্টিলের রুল ডাইটি বোর্ডে আঘাত করার সাথে সাথে একটি তীক্ষ্ণ, জোরালো ফাটলের শব্দ হয়েছিল, যা সঙ্গে সঙ্গে প্রিমিয়াম টপ-শিটটিকে আলাদা করে দিয়েছিল এবং প্রধান ভার-বহনকারী জোড় বরাবর একটি এবড়োখেবড়ো ০.১৮ ইঞ্চি (৪.৫৭ মিমি) ছেঁড়া অংশ উন্মুক্ত করে দিয়েছিল। স্ট্যান্ডার্ড টুলিংটি ফাইবারগুলোকে ভাঁজ করার পরিবর্তে আক্ষরিক অর্থেই কেটে ফেলছিল। আমি সঙ্গে সঙ্গে লাইনটি থামিয়ে দিই এবং বোর্ডের নিচে একটি সহায়ক অ্যানভিল হিসাবে কাজ করার জন্য এক সেট বিশেষায়িত ফিমেল পলিমার ক্রিজিং ম্যাট্রিক্স ১৩ কাস্টম-মিল করি , যা গাণিতিকভাবে ফাইবারের প্রসারণ নিয়ন্ত্রণ করে। আমি আমার টেস্টিং ল্যাবে সময় এবং অর্থ ব্যয় করি যাতে খুচরা বিক্রির দোকানে আপনার লাভ নষ্ট না হয়। এই টুলিং ক্যালিব্রেশনটি শুধুমাত্র মুলেন টেস্টারের নিচে বেসটিকে বেঁকে যাওয়া থেকে বিরত রাখেনি; এটি ইউনিটটির টপ-লোড ধারণক্ষমতা 18% 14 বৃদ্ধি করেছে , যার ফলে ক্লায়েন্ট প্রতি প্যালেটে নিরাপদে পণ্যের একটি অতিরিক্ত স্তর স্তূপ করতে পারছে এবং তাদের বহির্গামী মাল পরিবহনের পরিমাণ ব্যাপকভাবে হ্রাস পেয়েছে।
| মেট্রিক/বৈশিষ্ট্য | স্ট্যান্ডার্ড ডাই সেটআপ | ম্যাট্রিক্স ক্যালিব্রেটেড ডাই |
|---|---|---|
| ফাইবারের অখণ্ডতা | গুরুতর ক্ষুদ্র ছিঁড়ে যাওয়া15 | ১০০% অক্ষত পৃষ্ঠতল |
| টুলিং প্রোফাইল | ফ্ল্যাট স্টিল রুল | পলিমার অ্যানভিল চ্যানেল16 |
| শক্তি ফলন | ২০% বিসিটি ক্ষতি17 | সর্বোচ্চ ভার বহন ক্ষমতা |
আমি সস্তা যন্ত্রপাতির কারণে দামী কাঁচামাল নষ্ট হতে দেব না। নির্দিষ্ট বোর্ড গ্রেডের সাথে মেলানোর জন্য ডাই ম্যাট্রিক্সের প্রোফাইলিং করাই হলো কাঁচা কম্প্রেশন মেট্রিক্সকে নির্ভরযোগ্য রিটেইল পারফরম্যান্সে রূপান্তরিত করার একমাত্র উপায়।.
🛠️ হার্ভিস ডেস্ক: আপনার প্রিমিয়াম করোগেটেড বোর্ডে থাকা অদৃশ্য ক্ষুদ্র ফাটলগুলো কি গোপনে আপনার প্যালেট স্ট্যাকিং শক্তিকে ক্ষতিগ্রস্ত করছে? 👉 একটি ক্রিজিং ম্যাট্রিক্স অডিট দাবি করুন ↗ — মাঝখানে কোনো অ্যাকাউন্ট ম্যানেজার নেই। আপনি সরাসরি স্ট্রাকচারাল ইঞ্জিনিয়ারদের সাথে কথা বলবেন।
কোনো প্রকল্পের জন্য কোন কার্ডবোর্ডটি সবচেয়ে ভালো?
সর্বোত্তম উপাদান নির্বাচনের জন্য উচ্চমানের খুচরা নান্দনিকতার সাথে নিছক কাঠামোগত স্থায়িত্বের আপসহীন চাহিদার মধ্যে ভারসাম্য রক্ষা করা প্রয়োজন।.
একটি প্রকল্পের জন্য সেরা কার্ডবোর্ড মূলত নির্ভর করে নির্দিষ্ট পেলোডের প্রয়োজনীয়তা, খুচরা বিক্রির সময়কাল এবং মুদ্রণের চাহিদার উপর। হালকা ওজনের প্রসাধনী সামগ্রীর ক্ষেত্রে স্পষ্ট গ্রাফিক্সের জন্য প্রায়শই ই-ফ্লুট কার্ডবোর্ড সবচেয়ে ভালো কাজ করে, অন্যদিকে ক্লাব স্টোরের বাল্ক আইটেমগুলোর জন্য প্রচণ্ড ওপরের চাপের মুখেও সম্পূর্ণ কাঠামোগত স্থিতিশীলতা বজায় রাখতে পুরু ডাবল-ওয়াল বি/সি ফ্লুট কম্বিনেশনের প্রয়োজন হয়।

কিন্তু যখনই আপনি চাকচিক্যপূর্ণ বাহ্যিক রূপসজ্জার জন্য অর্থ ব্যয় করতে গিয়ে সেই অপরিহার্য কাঠামোগত স্থিতিশীলতাকে বিসর্জন দিতে শুরু করবেন, আপনার পুরো প্রচারণাটিই মারাত্মক ঝুঁকির মুখে পড়বে।.
প্রসাধনী অবনমন বিভ্রম
ক্রয়কারী দলগুলো প্রায়শই ব্যয়বহুল বাহ্যিক প্রলেপ, যেমন সম্পূর্ণ ধাতব ফয়েল ল্যামিনেশনকে, বিপণনের জন্য একটি অলঙ্ঘনীয় শর্ত হিসেবে গণ্য করে। এই বিপুল মুদ্রণ খরচ পুষিয়ে নিতে, তারা গোপনে অভ্যন্তরীণ বোর্ডের কাঠামোগত মান একটি মজবুত ৩২ ECT থেকে কমিয়ে একটি দুর্বল ২৬ ECT18-। এর ফলে ভার বহনকারী মূল অংশ19, যার ফলস্বরূপ এমন একটি দৃষ্টিনন্দন বাক্স তৈরি হয় যার উল্লম্ব সহনশীলতা শূন্য।
আমার কারখানায়, আমি প্রি-প্রোডাকশন স্ট্রেস টেস্টের সময় এই বাজেট সংক্রান্ত আপোসের পরিণাম নিয়মিতই দেখতে পাই। সম্প্রতি একজন ক্লায়েন্ট ঠিক এই মান কমানোর জন্য জোর দিয়েছিলেন, এবং যখন আমি আমাদের হাইড্রোলিক প্রেসে এর ফলে হওয়া বিসিটি (বক্স কম্প্রেশন টেস্ট) পরিমাপ করি, তখন দেখা যায় যে মাত্র ১৮৭.৫ পাউন্ড (৮৫.০৪ কেজি) টপ-লোড চাপে ইউনিটটির দেয়াল মারাত্মকভাবে বেঁকে গেছে—যা খুচরা বিক্রেতার নির্ধারিত সর্বনিম্ন চাপের চেয়ে অনেক কম। ফয়েলটি দেখতে চমৎকার লাগলেও, বাক্সটি ব্যবহারের দিক থেকে অকেজো হয়ে পড়েছিল। একবার যখন ক্রয়কারী দল আমাকে এক্সেল বিওএম (বিল অফ মেটেরিয়ালস) পরিবর্তন করার অনুমতি দিল, তখন উপাদানটি নিজেই আসল কাজটি করে দিল। আমি দামী প্লাস্টিকের ফয়েল ফিল্মটি সরিয়ে ফেলি, ভার্জিন ৩২ ইসিটি ঢেউখেলানো কোর ২০ পুনরুদ্ধার করি, এবং এর পরিবর্তে একটি হাই-সলিড অ্যাকুয়াস গ্লস কোটিং ২১ ব্যবহার করে কাঙ্ক্ষিত প্রিমিয়াম প্রতিফলন অর্জন করি । এই উপাদান পরিবর্তনের মাধ্যমে, আমি নিশ্চিত করি যে তাদের মাস্টার কার্টনগুলো সমুদ্রপথে পরিবহনের সময় ডাবল-স্ট্যাকিংয়ের পরেও অক্ষত থাকবে, যার ফলে ব্যাপক ১২% ক্ষতির হার সম্পূর্ণরূপে দূর হয় এবং খুচরা বিক্রেতার চার্জব্যাক বাবদ তাদের অগণিত অর্থ সাশ্রয় হয়।
| মেট্রিক/বৈশিষ্ট্য | কসমেটিক ডাউনগ্রেড | প্রকৌশলগত আপগ্রেড |
|---|---|---|
| বোর্ড গ্রেড | দুর্বল ২৬ ইসিটি কোর | ভার্জিন ৩২ ইসিটি স্ট্যান্ডার্ড |
| সারফেস ফিনিশ | দামী ফয়েল ফিল্ম | জলীয় গ্লস আবরণ |
| ট্রানজিট সারভাইভাল | উচ্চ বাঁকানোর ঝুঁকি | শূন্য-ক্ষতি বেঁচে থাকা |
আমি কখনোই একটি বাহ্যিক সৌন্দর্যবর্ধনের জন্য ডিসপ্লের কাঠামোগত মূলের সাথে আপোস করি না। সঠিক মানের উপাদান এবং উন্নত রাসায়নিক আবরণের উপর নির্ভর করে, পণ্য পরিবহনের অপরিহার্য স্থায়িত্বের সাথে আপোস না করেই ব্র্যান্ডের উৎকৃষ্ট নান্দনিকতা নিশ্চিত করা যায়।.
🛠️ হার্ভির ডেস্ক: আপনার ভারী ফ্লোর ডিসপ্লেটি কি কোনো লুকানো উপাদানগত মানের অবনতির কারণে ক্ষতিগ্রস্ত হচ্ছে, যা আপনার আসন্ন রিটেইল লঞ্চের জন্য হুমকি হয়ে দাঁড়িয়েছে? 👉 একটি স্ট্রাকচারাল ডাইলাইন রিভিউ করান ↗ — আমি প্রতিটি স্ট্রাকচারাল ফাইল ২৪ ঘণ্টার মধ্যে ব্যক্তিগতভাবে পর্যালোচনা করি।
উপসংহার
বৈশ্বিক লজিস্টিকসের কঠোর পদার্থবিদ্যাকে জয় করতে এবং রিটেইল ফ্লোরে ওপরের দিকে ভারী ডিসপ্লে বেঁকে যাওয়া রোধ করতে নিখুঁত বস্তুবিজ্ঞান এবং নিরলস পরীক্ষা-নিরীক্ষার প্রয়োজন হয়। শুধুমাত্র গত মাসেই, আমার স্ট্রাকচারাল অডিট ৩টি ব্র্যান্ডকে বাতিল হওয়া ইনভেন্টরি এবং রিটেইলার চার্জব্যাক বাবদ ১০,০০০ ডলারেরও বেশি সাশ্রয় করতে সাহায্য করেছে। আপনি যদি কোনো উচ্চ-ঝুঁকিপূর্ণ ক্যাম্পেইন শুরু করতে চলেছেন, তবে ব্যাপক উৎপাদন শুরু হওয়ার আগেই ঝুঁকিটি ইঞ্জিনিয়ারিংয়ের মাধ্যমে দূর করতে আমাকে ব্যক্তিগতভাবে আপনার স্ট্রাকচারাল ফাইলগুলো আমার ফ্রি ফ্রেট ডেনসিটি অডিট ↗- এর মাধ্যমে পরীক্ষা করতে দিন।
"খুচরা প্রদর্শনীর জন্য প্যাকেজিং এবং লজিস্টিকস পরিকল্পনা – ফ্রাঙ্ক মেয়ার", https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/। [শিল্প লজিস্টিকস মান নিশ্চিত করে যে, গুদামের ফর্কলিফ্ট এবং শিপিং কন্টেইনারের সাথে সামঞ্জস্যতা নিশ্চিত করার জন্য, বড় আকারের খুচরা প্রদর্শনীগুলোকে অবশ্যই ৪৮×৪০ ইঞ্চির মতো আদর্শ প্যালেটের মাপ মেনে চলতে হবে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: লজিস্টিকস ম্যানুয়াল। সমর্থন করে: ফ্লোর মার্চেন্ডাইজারদের জন্য কাঠামোগত আবশ্যকতা। পরিধি সংক্রান্ত টীকা: প্রাথমিকভাবে উত্তর আমেরিকার লজিস্টিকস মানগুলোর ক্ষেত্রে প্রযোজ্য। ↩
"POS স্ট্যান্ডের উচ্চতা এবং কোণের প্রভাব বিশ্লেষণ … – হিলিপ্রো", https://www.hilipro.com/blogs/news/analyzing-the-impact-of-pos-stand-height-and-angle-on-accessibility-compliance?srsltid=AfmBOooYhWTYAop0_jGA2fzN3HolCqZKbsOxuKJQW3J_K8hmFIkWpWQP। [নিয়ন্ত্রক সংস্থা এবং আর্গোনমিক মান, যেমন ADA, সকল গ্রাহকের জন্য প্রবেশগম্যতা নিশ্চিত করতে চেকআউট ডিসপ্লের সর্বোচ্চ উচ্চতা এবং নাগালের পরিসীমা নির্ধারণ করে দেয়]। প্রমাণের ভূমিকা: আইনি সম্মতি; উৎসের ধরণ: নিয়ন্ত্রক নির্দেশিকা। সমর্থন করে: চেকআউট ইউনিটের নকশার উপর সীমাবদ্ধতা। পরিধির নোট: নির্দিষ্ট সীমা অঞ্চলভেদে ভিন্ন হতে পারে। ↩
"প্যালেট ডিসপ্লের প্রকারভেদ: পূর্ণ, অর্ধ ও চতুর্থাংশ – গ্রীনডট প্যাকেজিং", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/। [গ্রোসারি ম্যানুফ্যাকচারার্স অ্যাসোসিয়েশনের একটি প্রামাণ্য শিল্প মান, প্যালেট এবং গুদাম ব্যবস্থার সাথে লজিস্টিক সামঞ্জস্যতা নিশ্চিত করার জন্য খুচরা ফিক্সচারের আদর্শ মাত্রা নির্ধারণ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: পিওপি ফ্লোর ফিক্সচারের প্রকৌশলগত প্রয়োজনীয়তা। পরিধির টীকা: উত্তর আমেরিকার লজিস্টিক্সে প্রাথমিক প্রয়োগ। ↩
"বিক্রয় ও পরিষেবা কাউন্টার – Access-Board.gov", https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html। [ফেডারেল ADA প্রবিধান হুইলচেয়ার ব্যবহারকারী ব্যক্তিদের প্রবেশগম্যতা নিশ্চিত করার জন্য সর্বজনীন স্থানে নাগালের মধ্যে থাকা বস্তুর সর্বোচ্চ উচ্চতা এবং গভীরতা নির্দিষ্ট করে]। প্রমাণের ভূমিকা: আইনি বাধ্যবাধকতা; উৎসের ধরণ: সরকারি প্রবিধান। সমর্থন করে: POS কাউন্টার ফিক্সচারের স্থানিক সীমাবদ্ধতা। পরিধি টীকা: মার্কিন যুক্তরাষ্ট্রের খুচরা পরিবেশের জন্য প্রযোজ্য। ↩
"একটি পাঁচ-স্তরবিশিষ্ট কাঠামোর নমনীয় দৃঢ়তার বিশ্লেষণাত্মক নির্ধারণ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/। [কোরুগেটেড সাবস্ট্রেটের উপর প্রযুক্তিগত নির্দেশিকা ব্যাখ্যা করে যে ভাঁজ করার সময় অভ্যন্তরীণ ফ্লুটেড মাধ্যমটি কীভাবে উপাদানের ব্যবহার এবং আয়তনকে প্রভাবিত করে।] প্রমাণের ভূমিকা: যান্ত্রিক ব্যাখ্যা; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন করে: উপাদানের পুরুত্ব বিবেচনা করে ট্যাব এবং স্লটের প্রস্থ সামঞ্জস্য করার প্রয়োজনীয়তা। পরিধি নোট: সমস্ত করোগেটেড ফ্লুট প্রোফাইলের জন্য প্রযোজ্য। ↩
"[পিডিএফ] ঢেউখেলানো পেপারবোর্ডের স্পেসিফিকেশন – ন্যাশনাল আর্কাইভস", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf। [বি-ফ্লুটের জন্য শিল্প মানগুলি এর নির্দিষ্ট পুরুত্ব (ক্যালিপার) নির্ধারণ করে, যা ভাঁজের জন্য প্রয়োজনীয় ভৌত স্থান নির্দেশ করে।] প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন: বি-ফ্লুটের একটি অনমনীয় ভৌত পুরুত্বের অস্তিত্ব। পরিধি নোট: প্রস্তুতকারক ভেদে পরিমাপে সামান্য তারতম্য হতে পারে। ↩
"কোরুগেটেড বোর্ড এবং উপাদানের গ্রেড – ফ্লুট – প্যাকেজিং স্ট্র্যাটেজিস", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades। [শিল্পের মানসম্মত প্যাকেজিং স্পেসিফিকেশন বি-ফ্লুট কোরুগেটেড বোর্ডের নামমাত্র পুরুত্ব নির্ধারণ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন: বি-ফ্লুট পুরুত্ব। পরিধি সংক্রান্ত টীকা: প্রস্তুতকারকদের মধ্যে সামান্য পার্থক্য থাকতে পারে। ↩
"কার্ডবোর্ড নির্মাণ: বেন্ড অ্যালাউন্স গণনা ১", https://www.youtube.com/watch?v=j1n5ojAbAic। [প্যাকেজিং উৎপাদনের উপর শিল্প প্রকৌশল গবেষণা দেখায় যে, সুনির্দিষ্ট বেন্ড অ্যালাউন্স প্রয়োগ করলে অ্যাসেম্বলির ঘর্ষণ এবং শ্রম সময় হ্রাস পায়]। প্রমাণের ভূমিকা: কর্মক্ষমতার পরিমাপক; উৎসের ধরণ: শিল্প প্রকৌশল প্রতিবেদন। সমর্থন করে: টলারেন্স অফসেট থেকে উৎপাদনশীলতা বৃদ্ধি। পরিধি টীকা: পণ্যের জটিলতার উপর ভিত্তি করে শতাংশ বৃদ্ধি পরিবর্তিত হয়। ↩
"[পিডিএফ] সুডেলাওয়্যার স্টেট ইউনিভার্সিটি : অপটিক্যাল সায়েন্স সেন্টার ফর অ্যাপ্লায়েড …", https://bidcondocs.delaware.gov/DSU/DSU_2013-004Glazing_SPEC2.pdf। [কোরুগেটেড প্যাকেজিং-এর জন্য একটি ইন্ডাস্ট্রিয়াল ইঞ্জিনিয়ারিং ম্যানুয়াল বাঁকানোর সময় উপাদানের পুরুত্ব বিবেচনা করার জন্য প্রয়োজনীয় নির্দিষ্ট ক্যালিপার অফসেট পরিমাপ যাচাই করবে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: ইঞ্জিনিয়ারড কার্ডবোর্ডে বেন্ড অ্যালাউন্সের বাস্তবতা। পরিধি নোট: অফসেট মান সাধারণত ফ্লুটের আকার এবং বোর্ডের গ্রেডের উপর ভিত্তি করে পরিবর্তিত হয়। ↩
"কেস ইরেক্টর এবং প্যাকারদের জন্য RSC টলারেন্স – AICC Now", https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/। [প্যাকেজিং ডিজাইনের জন্য প্রযুক্তিগত নির্দেশিকা, বলপূর্বক ঘর্ষণের পরিবর্তে ঘর্ষণহীন ফিট অর্জনের জন্য ট্যাব সন্নিবেশের ক্ষেত্রে প্রয়োজনীয় সুনির্দিষ্ট টলারেন্স উল্লেখ করে]। প্রমাণের ভূমিকা: নকশার নীতি; উৎসের ধরণ: ইঞ্জিনিয়ারিং হ্যান্ডবুক। সমর্থন করে: ইঞ্জিনিয়ারড স্লট ফিটিংয়ের মাধ্যমে অ্যাসেম্বলির অপ্টিমাইজেশন। পরিধির টীকা: কাটিং টুলের নির্ভুলতার উপর নির্ভরশীল। ↩
"[পিডিএফ] করোগেটেড বোর্ডের স্পেসিফিকেশন – ফাইবার বক্স অ্যাসোসিয়েশন", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। [কোরুগেটেড প্যাকেজিং প্রস্তুতকারকদের প্রযুক্তিগত ডেটা শিটগুলো ৩২ ইসিটি ভার্জিন ক্রাফট বোর্ডের ভারবহন এবং সংকোচন স্পেসিফিকেশন নির্ধারণ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প ডেটা শিট। সমর্থন করে: ৩২ ইসিটি-কে একটি উচ্চ-শক্তিসম্পন্ন বোর্ড হিসেবে শ্রেণিবিন্যাস। পরিধি সংক্রান্ত টীকা: বিশ্বব্যাপী বিভিন্ন অঞ্চলের মধ্যে মান সামান্য ভিন্ন হতে পারে। ↩
"ঢেউখেলানো বোর্ডের সংকোচন শক্তির প্রাক্কলন …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। [প্যাকেজিং ইঞ্জিনিয়ারিং সাহিত্যে ব্যাখ্যা করা হয়েছে যে, ভাঁজ করার সময় লাইনারগুলো যান্ত্রিকভাবে বিকল হয়ে যায়, যখন উপাদানটি ঢেউখেলানো খাঁজগুলোর আয়তনিক সরণ ধারণ করতে পারে না]। প্রমাণের ভূমিকা: যান্ত্রিক ব্যাখ্যা; উৎসের ধরণ: ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন: উচ্চ-ঘনত্বের বোর্ডে কাঠামোগত দুর্বলতার কারণ। পরিধিগত টীকা: বিশেষভাবে উচ্চ-ঘনত্বের ভার্জিন ক্রাফট উপকরণের ক্ষেত্রে প্রযোজ্য। ↩
"ডাই কাটিং ক্রিজিং ম্যাট্রিক্স – ইউটিউব", https://www.youtube.com/watch?v=9ucluzReN6U। [প্যাকেজিং টুলিং-এর উপর প্রযুক্তিগত ডকুমেন্টেশনে ব্যাখ্যা করা হয়েছে যে, কীভাবে পলিমার ম্যাট্রিক্স হেভি-ডিউটি করোগেটেড বোর্ড ক্রিজিং করার সময় ফাইবারের ভাঙন এবং ডিল্যামিনেশন প্রতিরোধ করার জন্য একটি সহায়ক অ্যানভিল হিসেবে কাজ করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: শিল্প ম্যানুয়াল। সমর্থন করে: ফাইবার নিয়ন্ত্রণের জন্য পলিমার ম্যাট্রিক্সের ব্যবহার। পরিধি নোট: হেভি-ওয়াল বোর্ড গ্রেডের জন্য নির্দিষ্ট। ↩
"[পিডিএফ] …এর সংকোচন শক্তির উপর ক্রিজিং লাইনের প্রভাব", https://repository.rit.edu/cgi/viewcontent.cgi?article=1071&context=japr। [প্যাকেজিং ইঞ্জিনিয়ারিং গবেষণা থেকে দেখা যায় যে, স্কোরিং এবং ফোল্ডিংয়ের সময় ফাইবারের ভাঙন কমালে একটি করোগেটেড ইউনিটের উল্লম্ব সংকোচন শক্তি সরাসরি বৃদ্ধি পায়]। প্রমাণের ভূমিকা: পরিমাণগত সমর্থন; উৎসের ধরণ: ইঞ্জিনিয়ারিং গবেষণা। সমর্থন করে: এই দাবি যে টুলিং ক্যালিব্রেশন ভারবহন ক্ষমতা উন্নত করে। পরিধি নোট: প্রকৃত শতাংশ বৃদ্ধি বোর্ডের গ্রেড অনুযায়ী পরিবর্তিত হয়। ↩
"[পিডিএফ] বিভিন্ন সাবস্ট্রেটের জন্য সঠিক রুল নির্বাচন", https://steelrule.com/wp-content/uploads/2022/02/Selecting-the-Correct-Rule-for-Different-Substrates.pdf। [ডাই-কাট কার্ডবোর্ডের প্রান্তের বস্তুবিজ্ঞান বিশ্লেষণ থেকে দেখা যায় যে, নন-ক্যালিব্রেটেড রুল ব্যবহার করলে কাঠামোগত ফাইবারের ভাঙন এবং মাইক্রো-ফ্র্যাকচার ঘটে]। প্রমাণের ভূমিকা: প্রযুক্তিগত পর্যবেক্ষণ; উৎসের ধরণ: বস্তুবিজ্ঞান গবেষণা। সমর্থন: স্ট্যান্ডার্ড সেটআপে ফাইবারের অখণ্ডতার অবনতি। পরিধি নোট: আণুবীক্ষণিক ফাইবার ক্ষতির উপর আলোকপাত করে। ↩
"[পিডিএফ] MALDI-TOF পলিমার বিশ্লেষণ নির্দেশিকা – সিডিএন", https://bpb-us-w2.wpmucdn.com/sites.udel.edu/dist/b/702/files/2024/09/MALDIpolymerguide.pdf। [উচ্চ-নির্ভুলতা সম্পন্ন ক্যালিব্রেটেড ডাই সিস্টেমের প্রযুক্তিগত স্পেসিফিকেশনে চাপ বন্টন অপ্টিমাইজ করার জন্য পলিমার অ্যানভিল চ্যানেলের ব্যবহার বিস্তারিতভাবে বর্ণনা করা হয়েছে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: সরঞ্জাম প্রস্তুতকারকের ম্যানুয়াল। সমর্থন করে: ম্যাট্রিক্স ক্যালিব্রেটেড ডাই-এর টুলিং প্রোফাইল। পরিধি নোট: ক্যালিব্রেটেড ডাই-কাটিং হার্ডওয়্যারের মধ্যে সীমাবদ্ধ। ↩
"একটি … এর জন্য ঢেউখেলানো বোর্ডের বাক্সের সংকোচন শক্তির অনুমান", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/। [ডাই-কাটিং ঢেউখেলানো বোর্ডের উপর প্রকৌশল গবেষণা, স্ট্যান্ডার্ড স্টিল রুলের ভাঙনের কারণে বক্স কম্প্রেশন টেস্ট (BCT) মানের হ্রাসকে পরিমাণগতভাবে নির্ণয় করে]। প্রমাণের ভূমিকা: পরিমাণগত ডেটা; উৎসের ধরণ: শিল্প প্রযুক্তিগত গবেষণাপত্র। সমর্থন: স্ট্যান্ডার্ড ডাই সেটআপে শক্তি হ্রাস। পরিধি টীকা: স্ট্যান্ডার্ড স্টিল রুল ডাই অ্যাপ্লিকেশনের জন্য নির্দিষ্ট। ↩
"শিপিং বক্সের শক্তি বোঝা – ইকোএনক্লোজ", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopjHw6E13_NA8rHvK2WC6AdpDaTf0q5hTlsOc_j-R6MO5TUwZ6K। [এজ ক্রাশ টেস্ট (ECT)-এর জন্য প্যাকেজিং ইঞ্জিনিয়ারিং স্ট্যান্ডার্ডগুলি একটি বোর্ড যে নির্দিষ্ট উল্লম্ব চাপ সহ্য করতে পারে তা সংজ্ঞায়িত করে, যা ৩২ থেকে ২৬ ECT পর্যন্ত ভারবহন ক্ষমতার একটি পরিমাপযোগ্য হ্রাস দেখায়]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন: কাঠামোগত অখণ্ডতার হ্রাস। পরিধি নোট: বিশেষভাবে করোগেটেড বোর্ডের স্ট্যাকিং শক্তিকে বোঝায়। ↩
"কোরুগেটেড বক্সের শক্তি নির্দেশিকা: ফ্লুট গ্রেড, ইসিটি রেটিং এবং দেয়াল...", https://anchorbox.com/corrugated-box-strength/। [বস্তুবিজ্ঞানের তথ্য অনুযায়ী, ইসিটি রেটিং সরাসরি লাইনারবোর্ড এবং ফ্লুটিং-এর সম্মিলিত শক্তি ও ফাইবার ঘনত্ব থেকে উদ্ভূত হয়]। প্রমাণের ভূমিকা: বস্তুবিজ্ঞানের ব্যাখ্যা; উৎসের ধরণ: প্রযুক্তিগত ম্যানুয়াল। সমর্থন করে: ইসিটি এবং ফাইবার ঘনত্বের মধ্যে সংযোগ। পরিধিগত টীকা: করোগেটেড কোরের গঠনের উপর আলোকপাত করে। ↩
"শিপিং বক্সের শক্তি বোঝা – ইকোএনক্লোজ", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqrdedkBYat0dODZA_i0naKSy1XboDnYIpiyfJ_7QeSPzDHaL8R। [এজ ক্রাশ টেস্ট (ECT) রেটিং-এর জন্য শিল্প মানগুলি ৩২ ECT ফাইবারবোর্ডের ভারবহন ক্ষমতা এবং সংকোচন শক্তির উপর পরীক্ষামূলক তথ্য প্রদান করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন: কোর উপাদানের কাঠামোগত অখণ্ডতা। পরিধি নোট: ফ্লুটের ধরণ এবং আর্দ্রতার উপর ভিত্তি করে কার্যকারিতা পরিবর্তিত হতে পারে। ↩
"প্রিন্টিং এবং প্যাকেজিংয়ের জন্য জলীয় আবরণ কী? – পাকফ্যাক্টরি", https://pakfactory.com/blog/learn/what-is-aq-aqueous-coating/?srsltid=AfmBOoqB3qusl5eixeSEGPA7zskD8pxL06D5B_ubkPqi7aXKlKqlNRup। [প্রিন্টিং ফিনিশের উপর প্রযুক্তিগত ডকুমেন্টেশনে প্লাস্টিক ল্যামিনেটের বিপরীতে উচ্চ-কঠিন জলীয় আবরণের প্রতিফলন সূচক এবং ব্যয়-দক্ষতার তুলনা করা হয়েছে]। প্রমাণের ভূমিকা: উপাদানের তুলনা; উৎসের ধরণ: প্রযুক্তিগত ম্যানুয়াল। সমর্থন: ফয়েলের বিকল্প হিসাবে নান্দনিক উপযোগিতা। পরিধি নোট: চূড়ান্ত চেহারা সাবস্ট্রেট এবং প্রয়োগ পদ্ধতির উপর নির্ভর করে। ↩



