
কার্ডবোর্ড ডিসপ্লে প্রস্তুতকারক নির্বাচন করাটা মাইনফিল্ডে পথ চলার মতোই। ভুল অংশীদার বেছে নিলে, মাল পরিবহনের কাঠামোগত ক্ষতি এবং নির্ধারিত সময়সীমা পার হয়ে যাওয়ার কারণে আপনার পুরো খুচরা বিক্রয় অভিযানটিই ভেস্তে যেতে পারে।
ডিসপ্লে প্রস্তুতকারক নির্বাচন করার জন্য তাদের স্ট্রাকচারাল ইঞ্জিনিয়ারিং, উপকরণের উৎস শনাক্তকরণযোগ্যতা এবং ISTA (ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন) পরীক্ষার সক্ষমতা মূল্যায়ন করা প্রয়োজন। আদর্শ অংশীদারকে অবশ্যই টার্নকি প্রোডাকশন, কঠোর আর্দ্রতা নিয়ন্ত্রণ এবং খুচরা বিক্রেতাদের পক্ষ থেকে নিয়ম মেনে চলার নিশ্চয়তা প্রদান করতে হবে, যাতে বিশ্বব্যাপী বিপুল সংখ্যক স্টোর চালুর সময় ব্যয়বহুল চার্জব্যাক এবং কাঠামোগত ব্যর্থতা প্রতিরোধ করা যায়।.

একজন কারখানার মালিক হিসেবে আমি দেখি, বিভিন্ন ব্র্যান্ড এমন সব ক্রয়-বিক্রয় চেকলিস্টের কারণে প্রতিনিয়ত ক্ষতিগ্রস্ত হয়, যেগুলো পদার্থবিজ্ঞানের মৌলিক নীতিকে উপেক্ষা করে। আসুন, বিপণনের চটকদার কথাগুলো সরিয়ে রেখে উৎপাদনের প্রকৃত বিপদচিহ্নগুলো খতিয়ে দেখি।.
সেরা ডিসপ্লে প্রস্তুতকারক কে?
এই শিল্পটি এমন দালালদের দ্বারা পরিপূর্ণ, যারা উৎপাদক সেজে নীরবে আপনার গুরুত্বপূর্ণ কাঠামোগত উপাদানগুলো আউটসোর্স করে।.
সেরা ডিসপ্লে প্রস্তুতকারক হলো এমন একটি টার্নকি সুবিধা, যা একই ছাদের নিচে স্ট্রাকচারাল ইঞ্জিনিয়ারিং, কাঁচামাল সংগ্রহ এবং চূড়ান্ত ভৌত সমাবেশ কঠোরভাবে নিয়ন্ত্রণ করে। খণ্ডিত টোলিং কার্যক্রম ব্যাপক দায়বদ্ধতা তৈরি করে, যার ফলে বিশ্বব্যাপী সরবরাহ শৃঙ্খল জুড়ে কন্টেইনার চালান বিলম্বিত হয়, স্বয়ংক্রিয় লাইনে জট সৃষ্টি হয় এবং খুচরা পর্যায়ে মারাত্মক প্রত্যাখ্যান ঘটে।.

একটি খণ্ডিত সরবরাহ শৃঙ্খলের উপর নির্ভর করা আপনার লজিস্টিকস বাজেট এবং ব্র্যান্ড ইক্যুইটির ক্ষেত্রে একটি গাণিতিক জুয়া খেলার শামিল।.
টার্নকি বনাম টোলিং দায়বদ্ধতার ফাঁদ
আমার প্রতিষ্ঠানে আমি নিয়মিত দেখি ব্র্যান্ডগুলো মুনাফা হারাচ্ছে, কারণ তারা তাদের কাঁচামালের তালিকা (Bill of Materials) একাধিক বিচ্ছিন্ন বিক্রেতার মধ্যে ভাগ করে দেয়, অথবা আরও খারাপভাবে, তারা অনমনীয় স্থায়ী প্লাস্টিক ব্যবহার করে। খুচরা বিক্রয়ের প্রচারণাগুলো মাত্র ছয় থেকে বারো সপ্তাহ স্থায়ী হয়। একটি স্থায়ী উপাদানের জন্য ৩০০% বেশি অর্থ কেন দেবেন, যা পণ্যের মেয়াদ শেষে (End-of-Life) ব্যাপক ESG প্রত্যাখ্যানের জরিমানা ডেকে আনে¹যখন আমার হেভি-ডিউটি ইঞ্জিনিয়ার্ড করোগেটেড কার্ডবোর্ড ভাঁজ করা অবস্থায় পাঠানো যায় এবং আপনার ৪০HQ কন্টেইনারের জায়গায় ৭০% সাশ্রয় করে²?ক্রেতারা প্যাকেজিং সংগ্রহকে একটি বিচ্ছিন্ন স্প্রেডশিটের মতো দেখে, একটি দ্রুতগতির অ্যাসেম্বলি লাইনের যান্ত্রিক বাস্তবতাকে সম্পূর্ণ উপেক্ষা করে। যখন একটি আউটসোর্স করা টপ-শিট একটি সাধারণ বি-ফ্লুট বেসের সাথে নিখুঁতভাবে মেলে না, তখন কাঠামোগত হিসাবটি সঙ্গে সঙ্গে ভেঙে পড়ে।
এটা শুধু তত্ত্ব নয়—আমি টেস্টিং ফ্লোরে এর বাস্তব প্রয়োগ দেখি, যখন ক্লায়েন্টরা তাদের ত্রুটিপূর্ণ টোলিং বিপর্যয় নিয়ে আমার কাছে আসে। গত কোয়ার্টারে, একজন ক্লায়েন্ট থার্ড-পার্টির স্লটেড ট্রে সরবরাহ করেছিল, যেখানে রিসিভিং গ্যাপগুলো মাত্র ০.১১ ইঞ্চি (২.৭৯ মিমি) অসঙ্গত ছিল। যখন আমার টিম ভারী শিকারের সরঞ্জাম লোড করার চেষ্টা করে, তখন স্বয়ংক্রিয় ফোল্ডার-গ্লুয়ারটি জ্যাম হয়ে যায়, যার ফলে উৎপাদনে মারাত্মক ১৪.৩% পতন ঘটে । আমাকে CAD (কম্পিউটার-এইডেড ডিজাইন) ডাইলাইন সম্পূর্ণরূপে নতুন করে ডিজাইন করতে, সাবস্ট্রেট সংগ্রহকে কেন্দ্রীভূত করতে এবং টলারেন্সগুলো লক করতে হয়েছিল। এই কঠোর টার্নকি একত্রীকরণ প্রয়োগ করে, আমি নিশ্চিত করেছি যে প্রতি ইউনিটে কো-প্যাকিং অ্যাসেম্বলির সময় ৫৬ সেকেন্ড কমে গেছে , যার ফলে মেশিনের ডাউনটাইম দূর হয়েছে এবং ক্লায়েন্ট তাদের Q4 লঞ্চ মার্জিনের পুরোটাই রক্ষা পেয়েছে।
| মেট্রিক/বৈশিষ্ট্য | টোলিং/খণ্ডিত | টার্নকি ইঞ্জিনিয়ারড রিয়েলিটি |
|---|---|---|
| জবাবদিহিতা | একাধিক গোপন বিক্রেতা | একক কারখানার দায়বদ্ধতা5 |
| লাইন জ্যাম | অমিলের উচ্চ ঝুঁকি | শূন্য-ঘর্ষণ স্বয়ংক্রিয় সমাবেশ6 |
| সমাবেশের গতি | সহনশীলতার কারণে ধীর | প্রতি ইউনিটে ৫৬ সেকেন্ড সাশ্রয় হয়েছে7 |
আমি খণ্ডিত সংগ্রহ প্রক্রিয়া আপনার রিটেইল ক্যাম্পেইনকে ধ্বংস করতে দেব না। ইঞ্জিনিয়ারিং এবং কাঁচামাল সরবরাহ শৃঙ্খলকে কেন্দ্রীভূত করার মাধ্যমে, আমি নিশ্চয়তা দিচ্ছি যে আপনার ডিসপ্লেগুলো ত্রুটিহীনভাবে একত্রিত হবে এবং একদম সঠিক সময়ে পৌঁছাবে।.
🛠️ হার্ভির ডেস্ক: ডিসপ্লে শিপ করার আগেই কি খণ্ডিত ভেন্ডররা সক্রিয়ভাবে আপনার কো-প্যাকিংয়ের ROI নষ্ট করে দিচ্ছে? 👉 একটি ফ্রেট ডেনসিটি অডিটের জন্য অনুরোধ করুন ↗ — আমি ২৪ ঘণ্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
একটি ভালো ডিসপ্লে বোর্ডের বৈশিষ্ট্য কী?
শুধুমাত্র পরিবেশবান্ধবতার ভান করা বিপণন কৌশলের উপর নির্ভর করা আপনার ব্যাপক প্রচারণাকে আক্ষরিক অর্থেই ধ্বংস করে দিতে পারে।.
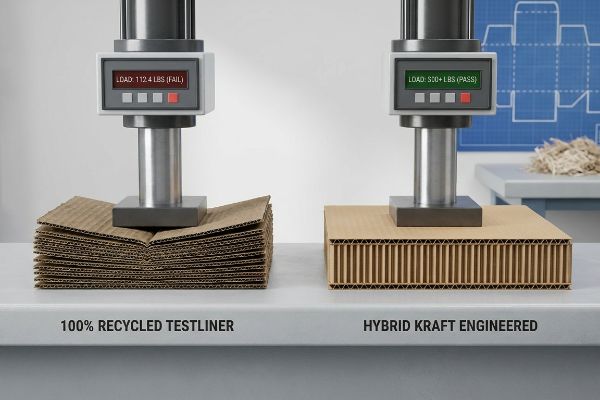
একটি ভালো ডিসপ্লে বোর্ডে সর্বোচ্চ কাঠামোগত দৃঢ়তা বজায় রাখার জন্য পুনর্ব্যবহৃত টেস্টলাইনারের সাথে ভার্জিন ক্রাফট উপাদানের সুনির্দিষ্ট মিশ্রণ ঘটানো হয়। অতিরিক্ত পুনর্ব্যবহৃত সেলুলোজ ফাইবারগুলো ভৌতভাবে দুর্বল হয়ে পড়ে, তাদের প্রান্তের চাপ প্রতিরোধের গুরুত্বপূর্ণ ক্ষমতা হারিয়ে ফেলে এবং ভারী প্যালেটাইজড লজিস্টিকস ও দীর্ঘস্থায়ী খুচরা কার্যক্রমের সময় ডিসপ্লে বোর্ডের মারাত্মক ধসের কারণ হয়।.
ক্রেতারা সর্বোচ্চ স্থায়িত্ব চান, কিন্তু কাগজে-কলমের পদার্থবিদ্যা অনুযায়ী সমুদ্রযাত্রার ধকল সহ্য করার জন্য অদম্য গতিশক্তির প্রয়োজন হয়।.
পুনর্ব্যবহৃত টেস্টলাইনারের ফাইবার নিঃশেষণ সীমা
আমার প্রতিষ্ঠানে আমি নিয়মিত দেখি যে ক্রয়কারী দলগুলো ভারী পণ্য সাজানোর জন্য ব্যবহৃত পেপারবোর্ডের ক্ষেত্রে ১০০% পুনর্ব্যবহৃত পেপারবোর্ড বাধ্যতামূলক করে, এই ভুল ধারণা নিয়ে যে এর সংকোচন ক্ষমতা নতুন উপাদানের মতোই। তারা পুনঃমজ্জা তৈরির প্রক্রিয়ার আণুবীক্ষণিক বাস্তবতা উপেক্ষা করে, যেখানে পাঁচ থেকে সাতটি চক্রের পর কাগজের তন্তুগুলো শারীরিকভাবে ছোট ও দুর্বল হয়ে যায়8।যখন আপনি এই ক্ষয়প্রাপ্ত ফ্লুটগুলোতে আশি পাউন্ড (৩৬.২ কেজি) ঘন শক্ত কাগজ বোঝাই করেন, তখন এর সম্পূর্ণ কাঠামোগত অখণ্ডতা একটি টাইম বোমায় পরিণত হয়।
এটা শুধু তত্ত্ব নয়—ভারী মালপত্রের বৈধতা যাচাই করার সময় আমি টেস্টিং ফ্লোরে এটা ঘটতে দেখি। যখন আমি একটি হাইড্রোলিক কম্প্রেশন প্রেসের নিচে সম্পূর্ণ পুনর্ব্যবহৃত ই-ফ্লুটের কার্যক্ষমতা পরিমাপ করি, তখন এটি মাত্র ১১২.৪ পাউন্ড (৫০.৯ কেজি) টপ-লোড চাপে ধারাবাহিকভাবে বেঁকে যায় এবং ভেঙে যায়। ফ্লোরে আমার বিশ বছরের অভিজ্ঞতা আমাকে শিখিয়েছে যে, ভার বহনকারী সি-ফ্লুটের স্পাইনে কঠোরভাবে ৩০% অনুপাতে লম্বা আঁশের ভার্জিন ক্রাফট ইনজেক্ট করে এর ভৌত রসায়নকে নিয়ন্ত্রণ করতে হয় । এই উন্নত উপাদান ডাইনামিক কম্প্রেশন শক্তি সম্পূর্ণরূপে পুনরুদ্ধার করে। এই হাইব্রিড ফাইবার ম্যাট্রিক্স প্রয়োগ করার মাধ্যমে, আমি নিচের স্তরের ঝুলে পড়া পুরোপুরি বন্ধ করি, যা ক্লায়েন্টদের খুচরা বিক্রেতাদের কাছ থেকে বিপুল পরিমাণ চার্জব্যাক থেকে বাঁচায় এবং মালপত্রের ক্ষতিহীন টিকে থাকা নিশ্চিত করে।
| মেট্রিক/বৈশিষ্ট্য | ১০০% পুনর্ব্যবহৃত বোর্ড | হাইব্রিড ক্রাফট ইঞ্জিনিয়ারড |
|---|---|---|
| ফাইবার দৈর্ঘ্য | খাটো, ক্লান্ত, ভঙ্গুর11 | দীর্ঘ, স্থিতিস্থাপক, সহনশীল12 |
| শীর্ষ-লোড ব্যর্থতা | স্ন্যাপস ১১২.৪ পাউন্ড13 | জোড়ায় জোড়ায় রাখা প্যালেটের চাপ সহ্য করতে পারে |
| খুচরা চার্জব্যাক | ধসে পড়ার উচ্চ ঝুঁকি | পরিবহনের সময় কোনো ক্ষতি না হওয়ার নিশ্চয়তা |
আমি কঠোর পরিবেশগত বিধিনিষেধকে আপনার বহন ক্ষমতার ওপর প্রভাব ফেলতে দেব না। গুরুত্বপূর্ণ চাপযুক্ত স্থানগুলিতে কৌশলগতভাবে ভার্জিন ক্রাফট মিশ্রিত করে, আমি নিশ্চিত করি যে আপনার ক্যাম্পেইনটি পরিবেশগতভাবে সঙ্গতিপূর্ণ এবং শারীরিকভাবে অবিনশ্বর।.
🛠️ হার্ভির ডেস্ক: আপনার অত্যন্ত টেকসই প্যাকেজিং কি গোপনে এমন ক্ষয়প্রাপ্ত কাগজের তন্তু লুকিয়ে রাখছে যা প্যালেটের ওজনে ভেঙে পড়বে? 👉 একটি বিনামূল্যে স্ট্রাকচারাল ডাইলাইন অডিট দাবি করুন ↗ — ১০০% গোপনীয়। আপনার অপ্রকাশিত রিটেইল ডিজাইনগুলো আমার কাছে সুরক্ষিত।
কার্ডবোর্ডের বিভিন্ন গ্রেডগুলো কী কী?
বোর্ড গ্রেড বোঝা মানে পেশাগত পরিভাষা মুখস্থ করা নয়; বরং এটি হলো গতিশক্তির মাধ্যাকর্ষণের বিরুদ্ধে আপনার পণ্যকে রক্ষা করা।.
কার্ডবোর্ডের বিভিন্ন গ্রেডকে প্রধানত ফ্লুটের পুরুত্ব এবং ইসিটি (এজ ক্রাশ টেস্ট) রেটিং দ্বারা শ্রেণীবদ্ধ করা হয়, যা উল্লম্ব সংকোচন শক্তি পরিমাপ করে। সাধারণ খুচরা গ্রেডগুলির মধ্যে কাউন্টারটপ ইউনিটের জন্য হালকা ওজনের ই-ফ্লুট থেকে শুরু করে ভারী-ডিউটি ডাবল-ওয়াল বি/সি-ফ্লুট পর্যন্ত রয়েছে, যা বিশাল প্যালেটাইজড মাল পরিবহনের জন্য নির্দিষ্ট গতিশীল ভারবহন ক্ষমতা নিশ্চিত করে।.
বাহ্যিক সৌন্দর্যের জন্য কাঠামোগত অখণ্ডতাকে বিসর্জন দেওয়া বিশ্ব শিল্পে সবচেয়ে বিপজ্জনক ব্যয় সাশ্রয়ের ফাঁদ।.
কসমেটিক ইসিটি ডাউনগ্রেড ফাঁদ
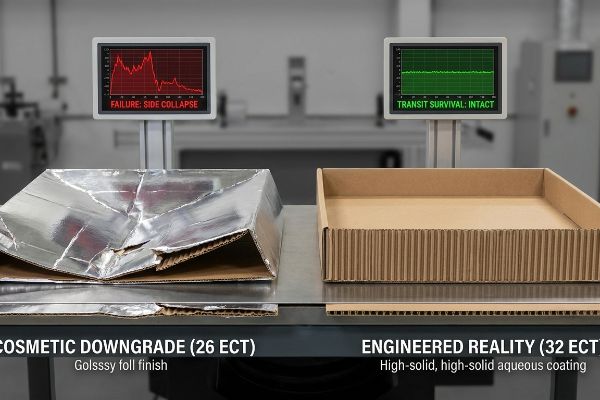
যখন আমি ক্লায়েন্টের ডাইলাইন অডিট করি, তখন আমি ক্রমাগত দেখি যে ক্রেতারা শুধুমাত্র একটি ব্যয়বহুল, সম্পূর্ণ-কভারেজ ফয়েল ল্যামিনেশনের জন্য অর্থ জোগাড় করতে গোপনে তাদের মূল কাঠামোগত বোর্ড গ্রেডগুলিকে ফাঁপা করে ফেলে। তারা অন্ধভাবে একটি সাধারণ মার্কেটিং চেকলিস্ট অনুসরণ করে, সম্পূর্ণ ভুলে যায় যে প্রচণ্ড চাপের অধীনে একটি 26 ECT বোর্ড একটি অনমনীয় 32 ECT বোর্ডের চেয়ে সম্পূর্ণ ভিন্ন আচরণ করে। অভ্যন্তরীণ ফ্লুটিং থেকে গুরুত্বপূর্ণ ফাইবার ঘনত্ব অপসারণ করা একটি ভার-বহনকারী ফ্লোর ডিসপ্লেকে একটি ভঙ্গুর, ফাঁপা খোলে রূপান্তরিত করে যা বহু-স্তরযুক্ত প্যালেটের ওজনে সঙ্গে সঙ্গে বেঁকে যাবে।
এটা শুধু তত্ত্ব নয়—গত মাসে একটি নতুন হেভি-ডিউটি চেকআউট বিন পরীক্ষা করার সময় আমি এই শিক্ষাটা কঠিনভাবে পেয়েছি। আমার স্পষ্টভাবে মনে আছে, আমি আমার প্রধান প্রকৌশলী মার্ককে একটি দৃষ্টিনন্দন, ফয়েল-ল্যামিনেটেড ২৬ ইসিটি প্রোটোটাইপ১৬ ভাইব্রেশন টেবিলের উপর রাখতে দেখেছিলাম। সিমুলেটেড ট্রানজিটের ঠিক ৪.২ মিনিটের মধ্যেই, আমি ভেতরের খাঁজগুলো স্থায়ীভাবে আলাদা হয়ে যাওয়ার তীক্ষ্ণ, বীভৎস মচমচ শব্দ শুনতে পেলাম, এবং এর পরপরই পুরো ডানদিকের দেয়ালটি ১.৬৫ ইঞ্চি (৪১.৯ মিমি) ভেতরের দিকে ভেঙে পড়ল। আমরা সাথে সাথে পরীক্ষাটি থামিয়ে দিলাম, রোটারি স্লটারটি পুনরায় ক্যালিব্রেট করলাম, এবং সাবস্ট্রেটটিকে একটি ভার্জিন ৩২ ইসিটি স্ট্যান্ডার্ড১৭- , আর দামী ফয়েলটি বদলে একটি হাই-সলিড গ্লস অ্যাকুয়াস কোটিং লাগালাম। আমি আমার টেস্টিং ল্যাবে সময় ও অর্থ দুটোই খরচ করি, যাতে আপনাকে রিটেইল ফ্লোরে লাভের অপচয় করতে না হয়। এই কাঠামোগত পুনরুদ্ধার শুধু ভিত্তিটিকে ভেঙে পড়া থেকে রক্ষা করেনি; এটি বাহ্যিক সৌন্দর্যের জন্য অতিরিক্ত বাজেট পুরোপুরি দূর করেছে, যার ফলে প্রতি ইউনিটের মোট খরচ ৮.৪% কমেছে এবং ক্লায়েন্টকে পরিবহনের সময় নিশ্চিত ক্ষতির হাত থেকে বাঁচিয়েছে।
| মেট্রিক/বৈশিষ্ট্য | কসমেটিক ডাউনগ্রেড | ৩২ ইসিটি ইঞ্জিনিয়ারড রিয়ালিটি |
|---|---|---|
| বোর্ড ঘনত্ব | দুর্বল ২৬ ইসিটি কোর | উচ্চ-ঘনত্বের ৩২ ইসিটি কোর18 |
| শেষ খরচ | দামী ফয়েল ফিল্ম | উচ্চ-কঠিন জলীয় আবরণ19 |
| ট্রানজিট সারভাইভাল | বিপর্যয়কর পার্শ্ব ধস20 | গতিশীল কম্পনের অধীনে অক্ষত |
আমি চকচকে বাহ্যিক আবরণের আড়ালে দুর্বল কাঠামোগত ভিত্তি ঢাকতে দিই না। আপনার মূল ECT গ্রেডগুলোকে কঠোরভাবে সুরক্ষিত করার মাধ্যমে আমি নিশ্চিত করি যে আপনার ডিসপ্লেগুলো LTL শিপিংয়ের কঠিন বাস্তবতা থেকে টিকে থাকে।.
🛠️ হার্ভির ডেস্ক: আপনি কি প্রিমিয়াম ফিনিশের খরচ মেটাতে গিয়ে গোপনে আপনার বোর্ডের শক্তি কমিয়ে ফেলছেন, এবং এর ফলে ডিসপ্লেটি পুরোপুরি ভেঙে পড়ার ঝুঁকি নিচ্ছেন? 👉 একটি ফ্রি রেশিও ক্যালকুলেটর নিন ↗ — মাঝখানে কোনো অ্যাকাউন্ট ম্যানেজার নেই। আপনি সরাসরি স্ট্রাকচারাল ইঞ্জিনিয়ারদের সাথে কথা বলবেন।
কোন কোম্পানির ডিসপ্লে সবচেয়ে ভালো?
সেরা ডিসপ্লে কোনো ব্যক্তিনিষ্ঠ ডিজাইন পুরস্কার দ্বারা নির্ধারিত হয় না; বরং এটি কঠোর গতিশক্তি-চালিত চলাচল সিমুলেশনে টিকে থাকার মাধ্যমেই প্রমাণিত হয়।.
সেরা কোম্পানির ডিসপ্লে হলো সেটি, যা তাত্ত্বিক কাঁচামালের স্কোরের পরিবর্তে ব্যাপক ISTA পরীক্ষার মাধ্যমে যাচাইকৃত। একটি সত্যিকারের উন্নত ইউনিট কঠোর কাঠামোগত প্রকৌশলের সাথে গতিশীল ভৌত সিমুলেশনের সমন্বয় ঘটায়, যা নিশ্চিত করে যে একত্রিত ৩ডি জ্যামিতিটি বহু-অক্ষীয় কম্পন এবং সরবরাহ শৃঙ্খলের তীব্র প্রভাব ত্রুটিহীনভাবে সহ্য করতে পারে।.

অনেক কোম্পানিই উন্নত মানের উপকরণের স্পেসিফিকেশন নিয়ে বড়াই করে, কিন্তু বাক্সটি ভাঁজ করে লোড করার পর কাগজে-কলমের এই মাপকাঠিগুলোর কোনো অর্থই থাকে না।.
তাত্ত্বিক ASTM বনাম গতিশীল ISTA বৈধতা ফাঁদ
আমার প্রতিষ্ঠানে আমি নিয়মিত দেখি, ব্র্যান্ডগুলো সাধারণ ট্রেডিং কোম্পানিগুলোর দেওয়া শুধুমাত্র কাঁচামালের ASTM সার্টিফিকেশনের ওপর ভিত্তি করে তাদের রিটেইল ক্যাম্পেইনগুলো অন্ধভাবে অনুমোদন করে। তারা ভুলবশত ধরে নেয় যে, যদি কার্ডবোর্ডের একটি সমতল শীট বার্স্ট টেস্টে ভালো স্কোর করে, তবে এর চূড়ান্ত ত্রিমাত্রিক কাঠামোটি সরবরাহ শৃঙ্খলের কঠোর চাপ আপনাআপনিই সহ্য করতে পারবে। যখন গতিশীল পরিবহন প্রক্রিয়ার সময় সম্পূর্ণ একত্রিত জ্যামিতিক কাঠামোটি ছিঁড়ে যায় বা বেঁকে যায়, তখন একটি সমতল কাগজের তন্তুর তাত্ত্বিক সংকোচন সীমা জানা আপনার পণ্যকে রক্ষা করার জন্য বিন্দুমাত্র কাজে আসে না ।
এটা শুধু তত্ত্ব নয়—আমি টেস্টিং ফ্লোরে এমনটা ঘটতে দেখি যখন একটি তথাকথিত "হেভি-ডিউটি" ডিসপ্লে বেস ISTA 3A রোটেশনাল এজ ড্রপ23। সম্প্রতি একটি প্রি-প্রোডাকশন অডিটের সময়, একজন ক্লায়েন্টের ৪৮×৪০ ইঞ্চি (১২১৯.২×১০১৬ মিমি) প্যালেট ডিসপ্লে, যা উচ্চ মানের কাঁচামাল দিয়ে তৈরি, মাত্র ১৮.২ ইঞ্চি (৪৬২.২ মিমি) উচ্চতা থেকে পড়ার পরেই এর কোণায় মারাত্মকভাবে ফেটে যায়, কারণ এর ইন্টারলকিং জয়েন্টগুলো পার্শ্বীয় গতিজনিত ধাক্কা শোষণ করতে পারেনি। আমি মাইক্রোমিটারের রিডিং নিয়ে প্রমাণ করি যে আমাদের আরও ভারী কাগজের প্রয়োজন ছিল না—আমাদের শুধু ০.৫ মিমি আরও টাইট ফোল্ড টলারেন্স এবং উল্লম্ব স্ট্রেস লাইনগুলোতে টার্গেটেড ডাবল-ওয়াল রিইনফোর্সমেন্টের প্রয়োজন ছিল। প্রকিউরমেন্ট টিম আমাকে CAD জ্যামিতি সামঞ্জস্য করার অনুমতি দেওয়ার পর, কংসবার্গ CNC টেবিলের নির্ভুলতাই কঠিন কাজটি করে দেয়। এই গতিশীল কাঠামোগত যাচাইকরণ পদ্ধতি প্রয়োগের মাধ্যমে, আমি নিশ্চিত করেছিলাম যে মূল কার্টনটি জোড়ায় জোড়ায় পরিবহনের পরেও কোনো রকম আঁচড় ছাড়াই অক্ষত থাকে, যা প্রকল্পটির ঐতিহাসিক ১২% ক্ষতির হারকে সম্পূর্ণরূপে নির্মূল করে এবং বিপরীতমুখী সরবরাহ ব্যবস্থায় হাজার হাজার টাকা সাশ্রয় করে।
| মেট্রিক/বৈশিষ্ট্য | ফ্ল্যাট এএসটিএম ফোকাস | ISTA 3D ইঞ্জিনিয়ারড রিয়েলিটি |
|---|---|---|
| বৈধতা পর্যায় | শুধুমাত্র সমতল কাঁচা বোর্ড | সম্পূর্ণ লোড করা 3D অ্যাসেম্বলি |
| গতিজনিত ধাক্কা | ১৮.২ ইঞ্চিতে জয়েন্ট ফেটে গেছে24 | CAD সহনশীলতা দ্বারা শোষিত |
| ক্ষতির হার | ১২% ঐতিহাসিক ক্ষতি25 | পরিবহণকালে ০% ক্ষতির নিশ্চয়তা26 |
তাত্ত্বিক গবেষণাপত্রের স্কোর আপনাকে কোনো মিথ্যা নিরাপত্তাবোধে ভোগাতে দেব না। আপনার লোডেড ডিসপ্লেগুলোকে কঠোর ISTA সিমুলেশনের মধ্য দিয়ে চালনা করে আমি নিশ্চয়তা দিচ্ছি যে, সেগুলো বাস্তব জগতের লজিস্টিকসের কঠিন পরীক্ষাতেও টিকে থাকবে।.
🛠️ হার্ভির ডেস্ক: হেভি-ডিউটি বোর্ড ব্যবহার করা সত্ত্বেও, আপনার পণ্য বোঝাই ডেস্কটি কি ঘূর্ণনজনিত পতনের কারণে গোপনে ঝুঁকিপূর্ণ? 👉 বিনামূল্যে সাইটলাইন বিশ্লেষণের জন্য অনুরোধ করুন ↗ — আমি ২৪ ঘন্টার মধ্যে প্রতিটি কাঠামোগত ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
উপসংহার
সঠিক অংশীদার বেছে নেওয়ার অর্থ হলো তাত্ত্বিক বাহুল্য বাদ দিয়ে ফাইবারের কার্যক্ষমতা হ্রাস, আর্দ্রতার কারণে স্ফীতি এবং গতিজনিত পরিবহন অভিঘাতের মতো কঠোর বাস্তবতার মুখোমুখি হওয়া। শুধুমাত্র গত মাসেই, আমার স্ট্রাকচারাল অডিট ৩টি ব্র্যান্ডকে বাতিল হওয়া পণ্য এবং খুচরা বিক্রেতাদের চার্জব্যাক বাবদ ১০,০০০ ডলারেরও বেশি সাশ্রয় করতে সাহায্য করেছে। আপনি যদি অনুমান করা বন্ধ করে ইঞ্জিনিয়ারিং শুরু করতে প্রস্তুত থাকেন, তবে আপনার পরবর্তী রিটেইল লঞ্চকে সম্পূর্ণ সুরক্ষিত করতে আমাকে ব্যক্তিগতভাবে আমার ফ্রি স্ট্রাকচারাল ডাইলাইন অডিটের ↗ ।
"প্যাকেজিং নীতিতে নতুন কী? প্যাকেজিং নীতি সারসংক্ষেপ", https://sustainablepackaging.org/2026/05/21/packaging-policy-news/। খুচরা বিক্রেতাদের টেকসইতার বাধ্যতামূলক বিধান বা সরকারি প্রবিধানের নথি, যা পুনর্ব্যবহারযোগ্য নয় এমন স্থায়ী প্রদর্শন সামগ্রীর জন্য আর্থিক জরিমানা আরোপ করে। প্রমাণের ভূমিকা: নিয়ন্ত্রক যাচাইকরণ; উৎসের ধরণ: কর্পোরেট ESG নির্দেশিকা। সমর্থন করে: পরিবেশগত ব্যয়ের দাবি। পরিধির টীকা: এখতিয়ার এবং খুচরা বিক্রেতার নীতি অনুসারে পরিবর্তিত হয়। ↩
"কোরুগেটেড প্লাস্টিক কন্টেইনার ব্যবহারের শীর্ষ ৮টি সুবিধা", https://universalpackage.com/blog/corrugated-plastic-containers-advantages/। তুলনামূলক লজিস্টিকস ডেটা যা আগে থেকে একত্রিত করা শক্ত প্লাস্টিকের তুলনায় ফ্ল্যাট-প্যাক কোরুগেটেড ডিসপ্লে শিপিংয়ের মাধ্যমে আয়তনগত হ্রাস এবং খরচ সাশ্রয় প্রদর্শন করে। প্রমাণের ভূমিকা: মেট্রিক যাচাইকরণ; উৎসের ধরণ: সাপ্লাই চেইন বিশ্লেষণ। সমর্থন করে: লজিস্টিকস দক্ষতার দাবি। পরিধি নোট: ৪০ ফুট হাই-কিউব কন্টেইনার ব্যবহারের উপর দৃষ্টি নিবদ্ধ। ↩
"উপাদানের অবস্থান কীভাবে SMT-এর উৎপাদন বৃদ্ধি এবং নির্ভরযোগ্যতাকে প্রভাবিত করে", https://www.pcbcart.com/article/content/component-placement-smt-yield.html। স্লটেড ট্রে-তে থাকা নির্ভুল টলারেন্স কীভাবে স্বয়ংক্রিয় ফোল্ডার-গ্লুয়ার জ্যাম প্রতিরোধ করে এবং উৎপাদনের পরিমাণ বজায় রাখে, সে সম্পর্কিত প্রযুক্তিগত নথি। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: উৎপাদন ম্যানুয়াল বা শিল্প শ্বেতপত্র। সমর্থন করে: উপাদানের ভুল সংস্থাপন এবং উৎপাদন ব্যর্থতার মধ্যে সংযোগ। পরিধি সংক্রান্ত টীকা: স্বয়ংক্রিয় ফোল্ডিং লাইনের জন্য নির্দিষ্ট। ↩
"টোল বনাম টার্নকি ম্যানুফ্যাকচারিং | সঠিক মডেল নির্বাচন", https://uscpack.com/toll-vs-turnkey-manufacturing/। খণ্ডিত উপাদান সংগ্রহ থেকে সমন্বিত টার্নকি ম্যানুফ্যাকচারিং-এ স্থানান্তরের ফলে অ্যাসেম্বলি সময় হ্রাসের তুলনামূলক তথ্য। প্রমাণের ভূমিকা: দক্ষতার মানদণ্ড; উৎসের ধরণ: সাপ্লাই চেইন বিশ্লেষণ। সমর্থন করে: সমন্বিত কাঠামোগত নিয়ন্ত্রণের সুবিধা। পরিধি সংক্রান্ত টীকা: পণ্যের জটিলতা অনুসারে ফলাফল ভিন্ন হতে পারে। ↩
"টার্নকি ম্যানুফ্যাকচারিং কি সাপ্লাই চেইন দক্ষতা উন্নত করতে পারে?", https://www.rspinc.com/blog/contract-manufacturing/turnkey-manufacturing-efficiency/। খণ্ডিত ভেন্ডর নেটওয়ার্কের তুলনায় টার্নকি ম্যানুফ্যাকচারিং-এর দায়বদ্ধতার কাঠামোর আইনি বা পরিচালনগত বিশ্লেষণ। প্রমাণের ভূমিকা: কাঠামোগত যাচাইকরণ; উৎসের ধরণ: আইনি/পরিচালনগত শ্বেতপত্র। সমর্থন করে: জবাবদিহিতার দাবি। পরিধি সংক্রান্ত টীকা: নির্দিষ্ট চুক্তির শর্তাবলীর উপর নির্ভরশীল। ↩
"ডিসপ্লে অ্যাসেম্বলির জন্য স্বয়ংক্রিয় উৎপাদন লাইন – INEA", https://www.inea.eu/inclass/automated-display-assembly/। টার্নকি ডিসপ্লে উৎপাদনে সমন্বিত স্বয়ংক্রিয় অ্যাসেম্বলির উপর প্রযুক্তিগত ডকুমেন্টেশন, যা কম্পোনেন্ট অমিলজনিত ত্রুটি হ্রাসের প্রমাণ দেয়। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন: লাইন জ্যাম হ্রাস। পরিধি নোট: সমন্বিত সিস্টেমের সামঞ্জস্যতা বোঝায়। ↩
"টার্নকি বনাম টোলিং—আমার জন্য কোনটি যুক্তিযুক্ত? – রাইডার", https://www.ryder.com/en-us/insights/blogs/logistics/turnkey-vs-tolling। নির্দিষ্ট ইউনিট-প্রতি সময় হ্রাস যাচাই করার জন্য টার্নকি স্বয়ংক্রিয় অ্যাসেম্বলিকে খণ্ডিত টোলিং প্রক্রিয়ার সাথে তুলনা করে এমন প্রামাণ্য শিল্প মানদণ্ড বা কেস স্টাডি। প্রমাণের ভূমিকা: পরিমাণগত যাচাইকরণ; উৎসের ধরণ: শিল্প কেস স্টাডি। সমর্থন করে: অ্যাসেম্বলির গতি ও দক্ষতা। পরিধি নোট: পণ্যের জটিলতার উপর ভিত্তি করে সাশ্রয়ের পরিমাণ পরিবর্তিত হতে পারে। ↩
"[পিডিএফ] কাগজ তৈরি এবং পুনর্ব্যবহারের সময় সেলুলোসিক ফাইবারের কী হয়...", https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf। পাল্প ও কাগজ বিজ্ঞানের একটি নির্ভরযোগ্য উৎস ধারাবাহিক পুনর্ব্যবহার প্রক্রিয়ার মাধ্যমে ফাইবারের দৈর্ঘ্য হ্রাস এবং শক্তি হ্রাসের উপর পরীক্ষামূলক তথ্য প্রদান করবে। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: বৈজ্ঞানিক গবেষণা বা শিল্প হ্যান্ডবুক। সমর্থন করে: এই দাবি যে পুনর্ব্যবহৃত ফাইবার নির্দিষ্ট চক্রের পরে ক্ষয়প্রাপ্ত হয়। পরিধি নোট: বিশেষভাবে সেলুলোজ-ভিত্তিক টেস্টলাইনার এবং ঢেউখেলানো কাগজের ক্ষেত্রে প্রযোজ্য। ↩
"ঢেউখেলানো বোর্ডের বাক্সের সংকোচন শক্তির প্রাক্কলন …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। ১০০% পুনর্ব্যবহৃত ই-ফ্লুট ঢেউখেলানো বোর্ডের সাধারণ টপ-লোড সংকোচন ব্যর্থতার বিন্দু সম্পর্কিত প্রযুক্তিগত তথ্য। প্রমাণের ভূমিকা: বেঞ্চমার্কিং; উৎসের ধরণ: প্রযুক্তিগত স্পেসিফিকেশন শিট। সমর্থন করে: পুনর্ব্যবহৃত উপকরণের জন্য বেসলাইন ব্যর্থতার মেট্রিক্স। পরিধি নোট: ই-ফ্লুট পুরুত্বের জন্য নির্দিষ্ট। ↩
"ভার্জিন বনাম পুনর্ব্যবহৃত বোর্ড – ভিইউ রিসার্চ রিপোজিটরি", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf। হাইব্রিড ঢেউখেলানো বোর্ডে কাঠামোগত দৃঢ়তা এবং প্রান্তের চাপ প্রতিরোধ ক্ষমতা পুনরুদ্ধারের জন্য প্রয়োজনীয় ন্যূনতম ভার্জিন ফাইবারের শতাংশের উপর পদার্থ বিজ্ঞান গবেষণা। প্রমাণের ভূমিকা: বৈধতা; উৎসের ধরণ: পদার্থ বিজ্ঞান জার্নাল। সমর্থন: ৩০% ভার্জিন ফাইবার মিশ্রণের কার্যকারিতা। পরিধি টীকা: ভার-বহনকারী ফ্লুটিং-এর উপর দৃষ্টি নিবদ্ধ। ↩
"কৃত্রিম বস্ত্র তন্তুর পুনর্ব্যবহার এবং অবক্ষয়ের পথ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12003217/। বারবার পুনর্ব্যবহার প্রক্রিয়া কীভাবে তন্তুর দৈর্ঘ্য এবং কাঠামোগত অখণ্ডতা হ্রাস করে তার প্রযুক্তিগত ব্যাখ্যা। প্রমাণের ভূমিকা: ধারণাগত সমর্থন; উৎসের ধরণ: পদার্থ বিজ্ঞান জার্নাল। সমর্থন করে: পুনর্ব্যবহৃত বোর্ডে তন্তুর অবক্ষয়। পরিধি টীকা: পুনর্ব্যবহৃত সেলুলোসিক তন্তুর ক্ষেত্রে প্রযোজ্য। ↩
"আধা-দীর্ঘ ফাইবারের পুনর্ব্যবহার, পুনঃউৎপাদন এবং প্রয়োগ... – পিএমসি", https://pmc.ncbi.nlm.nih.gov/articles/PMC12334481/। পুনর্ব্যবহৃত ফাইবারের সাপেক্ষে ভার্জিন ক্রাফট ফাইবারের দৈর্ঘ্য এবং স্থিতিস্থাপকতার তুলনা। প্রমাণের ভূমিকা: তুলনামূলক বিশ্লেষণ; উৎসের ধরণ: শিল্প প্রকৌশল ম্যানুয়াল। সমর্থন: ক্রাফট ফাইবারের কাঠামোগত সুবিধা। পরিধি টীকা: হাইব্রিড ইঞ্জিনিয়ারড বোর্ডের ক্ষেত্রে প্রযোজ্য। ↩
"[পিডিএফ] করোগেটেড বোর্ডের স্পেসিফিকেশন – ফাইবার বক্স অ্যাসোসিয়েশন", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। ১০০% পুনর্ব্যবহৃত বোর্ডের জন্য নির্দিষ্ট টপ-লোড ক্রাশিং ওয়েট থ্রেশহোল্ডের যাচাইকরণ। প্রমাণের ভূমিকা: তথ্যগত যাচাইকরণ; উৎসের ধরণ: টেকনিক্যাল ডেটা শিট। সমর্থন করে: নির্দিষ্ট ফেইলিওর মেট্রিক। পরিধি নোট: ফলাফল বোর্ডের পুরুত্ব এবং গ্রেড অনুযায়ী পরিবর্তিত হতে পারে। ↩
"শিপিং বক্সের শক্তি বোঝা", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOop14x7x0WKebh-lwPJ-FQcJRNWtLGADJai3QT_bWx09VH41Dd4f। ২৬ ইসিটি বনাম ৩২ ইসিটি ঢেউখেলানো বোর্ডের উল্লম্ব সংকোচন শক্তি এবং ভারবহন ক্ষমতার তুলনামূলক প্রযুক্তিগত তথ্য। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: বস্তু বিজ্ঞান মান। সমর্থন করে: এই দাবি যে, এই রেটিংগুলো চাপের অধীনে স্বতন্ত্র কাঠামোগত আচরণের জন্ম দেয়। পরিধি টীকা: উল্লম্ব সংকোচনের উপর দৃষ্টি নিবদ্ধ। ↩
"Corugated Paperboard Packages with …-এর সংকোচন শক্তি", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/। অভ্যন্তরীণ ফ্লুটগুলিতে ফাইবারের ঘনত্ব কমালে কীভাবে ভার-বহনকারী ডিসপ্লেগুলির সামগ্রিক উল্লম্ব সংকোচন শক্তি হ্রাস পায় তার ব্যাখ্যা। প্রমাণের ভূমিকা: কাঠামোগত বিশ্লেষণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং হ্যান্ডবুক। সমর্থন করে: এই দাবি যে ফাইবারের ঘনত্ব হ্রাস কাঠামোগত অস্থিতিশীলতার দিকে পরিচালিত করে। পরিধি টীকা: অভ্যন্তরীণ ফ্লুটিং-এর উপর দৃষ্টি নিবদ্ধ। ↩
"BCT ও ECT পরীক্ষা: ঢেউতোলা বাক্সের শক্তি নিরূপণ | মেট্রোপ্যাক", https://www.metropack.eu/definition/materials/corrugated-cardboard/ect-edge-crush-test-and-bct-box-compression-test-corrugated-box। ভারের অধীনে কাঠামোগত ব্যর্থতার ভিত্তিরেখা স্থাপনের জন্য ২৬ ECT বোর্ডের আদর্শ উল্লম্ব সংকোচন শক্তির যাচাইকরণ। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন: নিম্ন ECT রেটিং-এর স্তরবিচ্ছিন্নতা এবং ধসে পড়ার প্রবণতা। পরিধির টীকা: প্রস্তুতকারক ভেদে সামান্য পরিবর্তিত হয়। ↩
"কোরুগেটেড বক্সের শক্তি নির্দেশিকা: ফ্লুট গ্রেড, ইসিটি রেটিং এবং ওয়াল...", https://anchorbox.com/corrugated-box-strength/। কাঠামোগত আপগ্রেডকে সমর্থন করার জন্য ২৬ ইসিটির তুলনায় ৩২ ইসিটি করোগেটেড বোর্ডের বর্ধিত ভারবহন ক্ষমতার ডকুমেন্টেশন। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: হেভি-ডিউটি রিটেইল বিনের জন্য ৩২ ইসিটি ব্যবহারের কার্যকারিতা। পরিধি নোট: স্ট্যান্ডার্ড ভার্জিন ফাইবার কম্পোজিশন ধরে নেওয়া হয়েছে। ↩
"শিপিং বক্সের শক্তি বোঝা – ইকোএনক্লোজ", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoolQQiafN7EmoaRQy0qkcngCgg3oqbG_sMLKhJuWF7jhUYPbG5j। এজ ক্রাশ টেস্ট (ECT)-এর জন্য একটি শিল্প মান, ৩২ ECT রেটেড বোর্ডের ঘনত্ব এবং সংকোচন শক্তির প্রয়োজনীয়তা যাচাই করবে। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: নিম্ন গ্রেডের তুলনায় ৩২ ECT-এর কাঠামোগত শ্রেষ্ঠত্ব। পরিধি নোট: করোগেটেড ফাইবারবোর্ড মানগুলির ক্ষেত্রে প্রযোজ্য। ↩
"বাক্সের জন্য জলীয় আবরণ কী তার সংক্ষিপ্ত সারসংক্ষেপ – পপডিসপ্লে", https://popdisplay.me/short-recap-of-what-is-aqueous-coating-for-boxes/। প্রযুক্তিগত প্যাকেজিং ডকুমেন্টেশনে উচ্চ-কঠিন জলীয় আবরণ বনাম ফয়েল ফিল্মের উপাদানগত বৈশিষ্ট্য এবং ব্যয়-সাশ্রয়ীতার তুলনা করা হয়। প্রমাণের ভূমিকা: উপাদানের তুলনা; উৎসের ধরণ: প্রযুক্তিগত ডেটাশিট। সমর্থন করে: ফিনিশের খরচ এবং ধরণ সম্পর্কিত দাবি। পরিধি নোট: শিল্প প্যাকেজিং ফিনিশের মধ্যে সীমাবদ্ধ। ↩
"একটি … এর জন্য ঢেউখেলানো কার্ডবোর্ডের বাক্সের সংকোচন শক্তির অনুমান", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/। ঢেউখেলানো কার্ডবোর্ডের উপর কাঠামোগত প্রকৌশলের তথ্য নিম্নতর ECT রেটিং এবং উল্লম্ব ভারের অধীনে পার্শ্ব-দেয়াল ধসে পড়ার উচ্চতর সম্ভাবনার মধ্যেকার সংযোগকে বৈধতা দেবে। প্রমাণের ভূমিকা: কাঠামোগত বিশ্লেষণ; উৎসের ধরণ: প্রকৌশল সমীক্ষা। সমর্থন: বোর্ডের গ্রেডের বাহ্যিক অবনমনের সাথে সম্পর্কিত ঝুঁকি। পরিধি টীকা: গতিশীল পরিবহন ভারের উপর দৃষ্টি নিবদ্ধ করে। ↩
"ডিজাইন ও টেস্টিং দিয়ে শুরু করা", https://www.ista.org/getting_started_with_design.php। একটি নির্ভরযোগ্য উৎস ASTM মেটেরিয়াল প্রপার্টি সার্টিফিকেশন এবং ISTA সিস্টেম-লেভেল ডাইনামিক ট্রানজিট ভ্যালিডেশনের মধ্যে পার্থক্য ব্যাখ্যা করবে। প্রমাণের ভূমিকা: যাচাইকরণ; উৎসের ধরণ: শিল্প মান। সমর্থন করে: কাঠামোগত পূর্বাভাসের জন্য মেটেরিয়াল স্পেসিফিকেশনের অপর্যাপ্ততা। পরিধি নোট: ঢেউখেলানো প্যাকেজিংয়ের জন্য নির্দিষ্ট। ↩
"...এর সংকোচনশীল শক্তির অনুমানে বাকলিং-এর ভূমিকা", https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/। একটি প্রযুক্তিগত প্রকৌশল উৎস কাঁচামালের সংকোচনশীল শক্তি এবং পরিবহনের সময় ত্রিমাত্রিক জ্যামিতির কাঠামোগত বাকলিং বা শিয়ারিং-এর মধ্যে পার্থক্য করে। প্রমাণের ভূমিকা: প্রযুক্তিগত ব্যাখ্যা; উৎসের ধরণ: প্রকৌশল ম্যানুয়াল। সমর্থন করে: উপাদানের সীমাবদ্ধতা এবং কাঠামোগত ব্যর্থতার মধ্যে সংযোগহীনতা। পরিধি নোট: গতিশক্তিজনিত পরিবহন পীড়নের মধ্যে সীমাবদ্ধ। ↩
"[পিডিএফ] 3A 2 – ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন", https://ista.org/docs/3Aoverview.pdf। ISTA 3A প্যাকেজিং স্ট্যান্ডার্ডের প্রযুক্তিগত যাচাইকরণ, বিশেষত ট্রানজিট সিমুলেশনের জন্য রোটেশনাল এজ ড্রপ টেস্টের প্যারামিটার এবং উদ্দেশ্য। প্রমাণের ভূমিকা: স্ট্যান্ডার্ড ভ্যালিডেশন; উৎসের ধরণ: ইন্ডাস্ট্রি স্ট্যান্ডার্ড ডকুমেন্টেশন। সমর্থন করে: ডিসপ্লে ফেইলিউর মূল্যায়নের জন্য ব্যবহৃত পরীক্ষা পদ্ধতির বৈধতা। পরিধি নোট: ছোট পার্সেল ডেলিভারি সিমুলেশনের জন্য 3A প্রোটোকলের উপর আলোকপাত করে। ↩
"ASTM D4168 শক ইন্টিগ্রিটি টেস্টিং – কীস্টোন প্যাকেজ টেস্টিং", https://keystonepackage.com/standards/astm-d4168/। ASTM টেস্টিং স্ট্যান্ডার্ড অনুযায়ী জয়েন্টগুলোর জন্য নির্দিষ্ট কাইনেটিক শক থ্রেশহোল্ড এবং ফেইলর পয়েন্টের যাচাইকরণ। প্রমাণের ভূমিকা: টেকনিক্যাল স্পেসিফিকেশন; উৎসের ধরণ: ইঞ্জিনিয়ারিং টেস্ট রিপোর্ট। সমর্থন করে: ফ্ল্যাট-ফোকাস ভ্যালিডেশনের ফেইলর পয়েন্টসমূহ। পরিধি সংক্রান্ত টীকা: নির্দিষ্ট কাইনেটিক শক সিমুলেশনের মধ্যে সীমাবদ্ধ। ↩
"[পিডিএফ] পরীক্ষাগার-ভিত্তিক সড়ক পরিবহন সিমুলেশন পর্যালোচনার পক্ষে যুক্তি …", https://vuir.vu.edu.au/42926/1/2021TheCase_for_ReviewingLaboratory-basedRoadTransportSimulations_for_Packaging_Optimisation.pdf। ফ্ল্যাট ASTM ভ্যালিডেশন পদ্ধতির সাথে সম্পর্কিত ঐতিহাসিক ক্ষতির হার নিশ্চিতকারী পরিসংখ্যানগত প্রমাণ। প্রমাণের ভূমিকা: পরিমাণগত মেট্রিক; উৎসের ধরণ: লজিস্টিকস অডিট রিপোর্ট। সমর্থন: তাত্ত্বিক বৈধতার জন্য বেসলাইন ব্যর্থতার হার। পরিধি টীকা: শিল্প-ব্যাপী ঐতিহাসিক তথ্যের উপর ভিত্তি করে। ↩
"পরীক্ষা পদ্ধতি – আন্তর্জাতিক নিরাপদ ট্রানজিট সংস্থা", https://ista.org/test_procedures.php। এই দাবির সমর্থনে পরীক্ষামূলক তথ্য যে ISTA-র ৩ডি ইঞ্জিনিয়ারিং অ্যাসেম্বলিগুলো ট্রানজিটের ক্ষতি দূর করে। প্রমাণের ভূমিকা: কর্মক্ষমতার পরিমাপক; উৎসের ধরণ: বৈধতা সনদ। সমর্থন করে: ডাইনামিক ISTA বৈধতার কার্যকারিতা। পরিধি সংক্রান্ত টীকা: নির্দিষ্ট CAD-সহনশীল অ্যাসেম্বলিগুলোর ক্ষেত্রে প্রযোজ্য। ↩



