
সময়সীমা পেরিয়ে যাওয়ার কারণে আপনার খুচরা পণ্য উন্মোচন কি ক্রমাগত ব্যাহত হচ্ছে? কাঠামোগত প্রোটোটাইপ তৈরিতে বিলম্ব এবং গণ-উৎপাদনের অনির্দিষ্ট সময়সূচী আপনার পণ্য বাজারে আনার গতিকে নষ্ট করছে এবং প্রচারমূলক বাজেটও নিঃশেষ করে দিচ্ছে।.
কাস্টম কার্ডবোর্ড ডিসপ্লে তৈরি করতে সাধারণত দ্রুত সাদা স্যাম্পলিংয়ের জন্য চব্বিশ ঘণ্টা এবং গণ উৎপাদনের জন্য বারো থেকে পনেরো দিন সময় লাগে। এই সময়সীমা মূলত কাঠামোগত জটিলতা, লিথো-ল্যামিনেশন কিউরিংয়ের প্রয়োজনীয়তা এবং স্বয়ংক্রিয় ডাই-কাটিংয়ের গতির উপর নির্ভর করে, যা নিশ্চিত করে যে এর কাঠামোগত অখণ্ডতা সার্বজনীন বৈশ্বিক খুচরা প্যাকেজিংয়ের মানদণ্ড পূরণ করে।.

কিন্তু কারখানার যন্ত্রগুলো যখন সত্যিই চলতে শুরু করে, তখন তাত্ত্বিক সময়সীমা জানাটাই যথেষ্ট নয়। লুকানো কাঠামোগত পদার্থবিদ্যা এবং রাসায়নিক বাস্তবতা একটি নিখুঁতভাবে নির্ধারিত উৎক্ষেপণকে মুহূর্তের মধ্যে কয়েক সপ্তাহের বিলম্বে পরিণত করতে পারে।.
কীভাবে কার্ডবোর্ডের শোকেস তৈরি করবেন?
একটি ভৌত মার্চেন্ডাইজার ডিজাইন করার জন্য শুধু একটি সমতল টেমপ্লেটে গ্রাফিক্স বসিয়ে দিলেই চলে না। সমতল পেপারবোর্ডকে একটি ভারবহনকারী রিটেইল স্থাপত্যে রূপান্তরিত করতে কঠোর গাণিতিক সহনশীলতার প্রয়োজন হয়।.
কার্ডবোর্ডের শোকেস তৈরির প্রক্রিয়ায় একটি কাঠামোগত ডাইলাইন ডিজাইন করা, কাঁচা ঢেউখেলানো কার্ডবোর্ড কাটা এবং প্যানেলগুলোকে ভাঁজ করে একটি স্থিতিশীল ত্রিমাত্রিক একক তৈরি করা হয়। এই নির্মাণ প্রক্রিয়াটি নির্ভুল কম্পিউটার-এইডেড ডিজাইন ফাইলের উপর নির্ভর করে, যা নিশ্চিত করে যে কাগজের তন্তু ছিঁড়ে না গিয়ে ইন্টারলকিং ট্যাব এবং ভারবাহী দেয়ালগুলো নিখুঁতভাবে একত্রিত হয়।.
কিন্তু স্বয়ংক্রিয় যন্ত্রপাতি চলতে শুরু করলে শুধু মৌলিক তত্ত্ব জানাই যথেষ্ট নয়। মনিটরে নিখুঁত দেখতে একটি ফাইল সহজেই কারখানায় এক বিশাল অ্যাসেম্বলি বিপর্যয় ঘটাতে পারে।.
ডিসপ্লে ফ্যাব্রিকেশনে ক্যালিপার ব্লাইন্ড স্পট
এমনকি অভিজ্ঞ প্যাকেজিং ডিজাইনাররাও প্রায়শই প্রাথমিক সৃজনশীল পর্যায়ে উপাদানের পুরুত্বের বিশাল সীমাবদ্ধতাটি উপেক্ষা করেন। গ্রাফিক দলগুলো সাধারণত তাদের ডিজিটাল ইলাস্ট্রেশন সফটওয়্যারে সংযোগকারী ট্যাব এবং ভাঁজ করার স্লটগুলো ঠিক সংযোগকারী প্যানেলের সমান প্রস্থে তৈরি করে। তারা ভাঁজ করা বোর্ডের বাস্তব ব্যাসকে পুরোপুরি উপেক্ষা করে, এই ভেবে যে একটি সমতল ডিজিটাল রেখা অনায়াসে একটি নিখুঁত বর্গাকার বাস্তব কোণে রূপান্তরিত হয়। এই তাত্ত্বিক পদ্ধতিটি কাগজের তন্তুগুলো যখন তীব্র নব্বই-ডিগ্রি কোণে বাঁকানো হয় তখন প্রকৃতপক্ষে যে জায়গা নেয় , তা বিবেচনা করতে ব্যর্থ হয়।
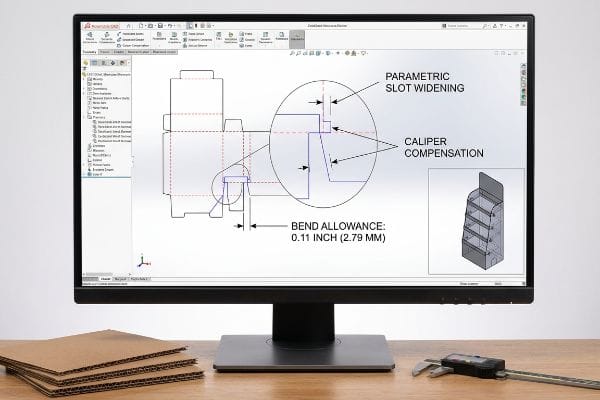
এটা শুধু তত্ত্বের বিষয় নয়—আমি টেস্টিং ফ্লোরে এই সমস্যার সম্মুখীন হই যখন প্রকিউরমেন্ট টিমগুলো পরীক্ষা না করা এজেন্সির ফাইল পাঠায়। সম্প্রতি, একটি হেভি-ডিউটি ফ্লোর ইউনিটের জন্য আউটসোর্স করা একটি ডিজাইনে কাঠামোগত স্থিতিশীলতার জন্য প্রয়োজনীয় ০.১১ ইঞ্চি (২.৭৯ মিমি) বেন্ড অ্যালাউন্সকে পুরোপুরি উপেক্ষা করা হয়েছিল । আমার প্রাথমিক ফিজিক্যাল ভ্যালিডেশনের সময়, স্ট্যাটিক লোডের কারণে সৃষ্ট ডিফ্লেকশন প্রায় সঙ্গে সঙ্গেই ১.৫ ইঞ্চি (৩৮.১ মিমি) ছাড়িয়ে যায়। আমি দেখলাম টেস্টিং মনিটরটি ঠিক ১৮৭.৫ পাউন্ড (৮৫ কেজি)-তে ফ্ল্যাটলাইন হয়ে গেছে, কারণ কো-প্যাকিং টিমকে ভুলভাবে বসানো ট্যাবগুলোকে তাদের ছোট স্লটে ঢোকানোর জন্য কাঠামোগত ফ্লুটগুলোকে শারীরিকভাবে পিষে ফেলতে হয়েছিল, যা ডাইনামিক কম্প্রেশন স্ট্রেংথকে পুরোপুরি নষ্ট করে দেয়। আমি সঙ্গে সঙ্গে ক্লায়েন্টের ত্রুটিপূর্ণ ফাইলটি বাতিল করে দিই এবং একটি কঠোর কাঠামোগত পুনঃডিজাইন কার্যকর করি। আমাদের প্যারামেট্রিক CAD (কম্পিউটার-এইডেড ডিজাইন) সফটওয়্যার ব্যবহার করে, আমি প্রতিটি ভাঁজে নির্দিষ্ট ক্যালিপার কম্পেনসেশন অ্যালগরিদম যোগ করি, যা পুরু কাগজের ফাইবারের বাইরের ব্যাসার্ধকে বিবেচনায় রেখে গাণিতিকভাবে রিসিভিং স্লটগুলোকে প্রশস্ত করে । এই চরম সহনশীলতা সমন্বয় প্রয়োগের মাধ্যমে, আমি কাঠামোগত অখণ্ডতা সম্পূর্ণ অক্ষুণ্ণ রাখা নিশ্চিত করেছিলাম, যা কো-প্যাকিং অ্যাসেম্বলির সময় আনুমানিক ৩০ শতাংশ কমিয়ে এনেছিল এবং খুচরা বিক্রেতাদের দ্বারা ব্যাপক প্রত্যাখ্যান রোধ করেছিল।
| ক্যালিপার ইঞ্জিনিয়ারিং ফিক্স | ভৌত কাঠামোগত ফলাফল | অ্যাসেম্বলি শ্রম ROI |
|---|---|---|
| প্যারামেট্রিক স্লট প্রশস্তকরণ | বাঁশিগুলো ১০০% অক্ষত থাকে4 | সমাবেশ ৩০% কমায়5 |
| বাঁকানো ভাতা গণিত6 | প্যানেলগুলো একদম সোজাভাবে লক হয়। | ম্যানুয়াল পুনঃকাজ দূর করে |
| ঢেউখেলানো পুরুত্বের বাফার | ঘর্ষণহীন ট্যাব সন্নিবেশ | খুচরা বিক্রেতার চার্জব্যাক প্রতিরোধ করে |
আমি কোনো আনাড়ি ডিজিটাল ফাইলকে আমার কারখানার বাস্তবতা নির্ধারণ করতে দেব না। আমি কঠোর প্যারামেট্রিক গণিত ব্যবহার করে প্রতিটি স্লট এবং ফোল্ড পুনরায় গণনা করি, যা নিশ্চিত করে যে আপনার হেভি-ডিউটি মার্চেন্ডাইজারটি নিজের ভারে ভেঙে না পড়ে রিটেইল ফ্লোরে টিকে থাকবে।.
🛠️ হার্ভির ডেস্ক: আপনি কি জানেন আপনার বর্তমান ক্রিয়েটিভ এজেন্সি ফ্যাক্টরিতে ফাইল পাঠানোর আগে 32ECT B-flute-এর জন্য বেন্ড অ্যালাউন্স গণনা করে কি না? 👉 একটি স্ট্রাকচারাল BOM অডিটের জন্য অনুরোধ করুন ↗ — আমি ২৪ ঘন্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
কোম্পানিগুলো কীভাবে কার্ডবোর্ডে প্রিন্ট করে?
ছিদ্রযুক্ত টেস্টলাইনারে উচ্চ-রেজোলিউশনের ব্র্যান্ড গ্রাফিক্স প্রয়োগ করার জন্য চরম নির্ভুলতা প্রয়োজন। কাগজের তন্তু, তরল আঠা এবং গাঢ় কালির মধ্যকার ভৌত রসায়ন নিয়ন্ত্রণ করাই হলো খুচরা বাজারে দৃশ্যমানতার আসল রহস্য।.
কার্ডবোর্ডে প্রিন্টিং করা হয় লিথো-ল্যামিনেশন পদ্ধতির মাধ্যমে, যেখানে একটি উচ্চ-মানের প্রিন্ট করা উপরের শিটকে একটি ঢেউখেলানো ভিত্তির সাথে আঠা দিয়ে লাগানো হয়, অথবা সরাসরি বোর্ডে ডিজিটাল ফ্ল্যাটবেড মেশিনারির মাধ্যমে। এই উন্নত শিল্প পদ্ধতিগুলো উজ্জ্বল রঙের পুনরুৎপাদন নিশ্চিত করার পাশাপাশি ভারী খুচরা বিক্রয় পরিবেশের জন্য প্রয়োজনীয় দৃঢ় কাঠামোগত অখণ্ডতাও বজায় রাখে।.
কিন্তু অ্যাসেম্বলি লাইনে ঘটে চলা তীব্র রাসায়নিক বিক্রিয়াগুলোকে উপেক্ষা করলে, মুদ্রণের তাত্ত্বিক পদ্ধতি আয়ত্ত করার কোনো অর্থই থাকে না। কাঁচা কাগজে তরল মেশানোটা এক জটিল লজিস্টিকস সমস্যা।.
আর্দ্রতা বিকৃতি ফাঁদ
ব্র্যান্ডগুলো প্রায়শই ধরে নেয় যে, একটি শক্ত বি-ফ্লুট ঢেউতোলা বোর্ডের উপর একটি প্রিমিয়াম প্রিন্টেড টপ-শিট লাগালেই স্বাভাবিকভাবেই একটি নিখুঁতভাবে সমতল মার্কেটিং প্যানেল তৈরি হয়। তারা লিথো-ল্যামিনেশনের রাসায়নিক বাস্তবতা এবং ভেজা আঠার দ্বারা সৃষ্ট প্রচণ্ড পৃষ্ঠটানকে পুরোপুরি উপেক্ষা করে। সাধারণ তরল আঠা ছিদ্রযুক্ত লাইনারবোর্ডে7, যা কারখানার পারিপার্শ্বিক বাতাসের সংস্পর্শে এসে প্রচণ্ডভাবে সংকুচিত হয়। এই সূক্ষ্ম রাসায়নিক বন্ধন পর্বটিকে ত্বরান্বিত করার চেষ্টা করলে এটা নিশ্চিত যে আপনার প্যাকেজিং বিতরণ কেন্দ্রে পৌঁছানোর আগেই শারীরিকভাবে বিকৃত হয়ে যাবে।
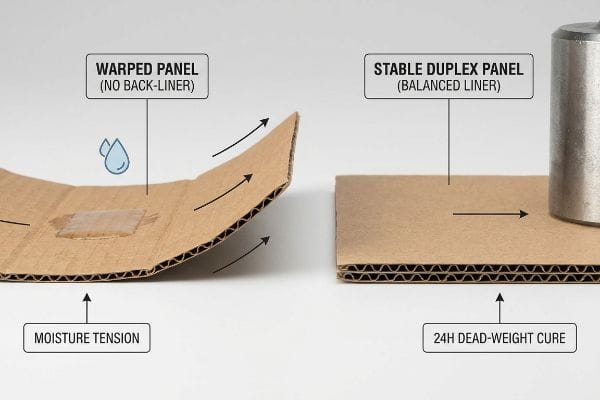
এটা শুধু তত্ত্ব নয়—একটি বিশাল এন্ড-ক্যাপ রোলআউটের সময় আমি এই শিক্ষাটা কঠিনভাবে পেয়েছি । ২০২২ সালে, একটি সংক্ষিপ্ত শিপিং ডেডলাইন পূরণের জন্য আমি আমার প্রধান প্যাকেজিং ইঞ্জিনিয়ার, মার্ককে, একটি বিশাল ৬০-ইঞ্চি (১৫২.৪ সেমি) সাইড প্যানেলের ল্যামিনেশন প্রক্রিয়াটি দ্রুত শেষ করতে বলেছিলাম। আমি ভেবেছিলাম, ভারী ডেড-ওয়েট শুকানোর পর্যায়টি বাদ দিয়ে আমি সময় বাঁচাতে পারব। তিন দিন পর ক্লাইমেট চেম্বারে, আমি সেখানে দাঁড়িয়ে দেখলাম পুরো প্যালেটটি তার নিজের বিকৃত ওজনের নিচে বেঁকে যাচ্ছে। আমার এখনও স্পষ্টভাবে মনে আছে, ভেজা পিভিএ (পলিভিনাইল অ্যাসিটেট) আঠা কাঁচা কাগজের তন্তুর সাথে বিক্রিয়া করার সময় যে তীব্র, ঝাঁঝালো গন্ধ বের হচ্ছিল, আর সেই সাথে বিশাল প্যানেলগুলো বাসি আলুর চিপসের মতো আক্ষরিক অর্থেই ভেতরের দিকে বেঁকে যাচ্ছিল। শুকানোর ফলে সৃষ্ট সংকোচন প্রচণ্ড পৃষ্ঠটান তৈরি করেছিল , যা পুরো কাঠামোটিকে বিকৃত করে দেয়। আমি সাথে সাথে উৎপাদন বন্ধ করে দিই এবং একটি কঠোর ভৌত রসায়ন আপগ্রেড চালু করি। আমি বোর্ডের কাঠামোটি সম্পূর্ণ পাল্টে দিয়েছিলাম। টপ-শিটের টান প্রতিহত করার জন্য একটি পাতলা ব্যাক-লাইনার ৯ যোগ করে একটি ভারসাম্যপূর্ণ ডুপ্লেক্স বোর্ড তৈরি করি এবং ভেজা বোর্ডগুলোকে চব্বিশ ঘণ্টার জন্য সুনির্দিষ্ট নিজস্ব ওজনের চাপে আটকে রাখি। এই রাসায়নিক স্থিতিশীলকরণ পদ্ধতিটি শুধু বোর্ডগুলোকে বেঁকে যাওয়া থেকে বিরত রাখেনি; এটি নিখুঁতভাবে সোজা প্যানেল নিশ্চিত করেছে, যা ব্যাপক দৃশ্যমান ঘর্ষণ দূর করে চূড়ান্ত স্বয়ংক্রিয় প্যাকিং লাইনের গতি দ্বিগুণ বাড়িয়ে দিয়েছে এবং পরিবহনের মোট ক্ষতি ব্যাপকভাবে কমিয়ে দিয়েছে।
| ওয়েট কেমিস্ট্রি কন্ট্রোল | শারীরিক পরীক্ষার ফলাফল | উৎপাদন সময়রেখা ROI |
|---|---|---|
| ডুপ্লেক্স ব্যাক-লাইনার ব্যালেন্স10 | পৃষ্ঠটান প্রশমিত করে | ডিসপ্লে টিপিং বন্ধ করে। |
| ২৪-ঘণ্টার ডেড-ওয়েট কিউর11 | একটি পুরোপুরি সমতল বোর্ড তৈরি করে। | প্যাকিং লাইনকে ২x ত্বরান্বিত করে12 |
| আর্দ্রতা টান বাফার | আলুর চিপস বেঁকে যাওয়া প্রতিরোধ করে | দৃশ্যমান বাতিলগুলো দূর করে |
আমি তরল রসায়নকে আপনার ব্র্যান্ডের বাস্তব রূপায়ণ নষ্ট করতে দিই না। মেঝেতে আর্দ্রতা-শোষণ প্রক্রিয়া কঠোরভাবে নিয়ন্ত্রণ করে, আমি নিশ্চিত করি যে আপনার বিশাল রিটেইল প্যানেলগুলো একদম সোজা হয়ে দাঁড়াবে এবং দোকানের করিডোরে সবার দৃষ্টি আকর্ষণ করবে।.
🛠️ হার্ভির ডেস্ক: একটি আর্দ্র সমুদ্রগামী মালবাহী কন্টেইনারে তিন সপ্তাহ থাকার পর আপনার বর্তমান লিথো-ল্যামিনেটেড ডিসপ্লেগুলো কি আলুর চিপসের মতো ভেতরের দিকে বেঁকে যাচ্ছে? 👉 একটি ফ্ল্যাট-কিওর পরামর্শের জন্য যোগাযোগ করুন ↗ — ১০০% গোপনীয়। আপনার অপ্রকাশিত রিটেইল ডিজাইনগুলো আমার কাছে সুরক্ষিত।
উপসংহার
আপনার ইউনিট খরচ থেকে সামান্য কিছু পয়সা বাঁচাতে আপনি সবচেয়ে সস্তা বিক্রেতাকে বেছে নিতে পারেন, কিন্তু যখন সেই লিথো-ল্যামিনেটেড প্যানেলগুলো আলুর চিপসের মতো বেঁকে যায় এবং মালামালের চাপে আপনার ভুলভাবে হিসাব করা স্লটগুলো ভেঙে যায়, তখন খুচরা বিক্রেতারা তা সঙ্গে সঙ্গে প্রত্যাখ্যান করবে এবং আপনাকে মারাত্মক লজিস্টিক বিলম্বের শিকার হতে হবে। শুধুমাত্র গত মাসেই, আমার স্ট্রাকচারাল অডিট ৩টি ব্র্যান্ডকে বাতিল হওয়া ইনভেন্টরি এবং খুচরা বিক্রেতাদের চার্জব্যাক বাবদ ১০,০০০ ডলারের বেশি সাশ্রয় করতে সাহায্য করেছে। ভেঙে পড়া কার্ডবোর্ডের পেছনে আপনার প্রচারমূলক বাজেট নষ্ট করা বন্ধ করুন এবং ত্রুটিহীন বাস্তবায়ন ও খুচরা বিক্রেতাদের সম্পূর্ণ সম্মতি নিশ্চিত করতে আপনার পরবর্তী রোলআউটের ব্যক্তিগতভাবে নকশা করার দায়িত্ব আমাকে দিন।
"[পিডিএফ] করোগেটেড বোর্ড স্পেসিফিকেশন – ফাইবার বক্স অ্যাসোসিয়েশন", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। প্যাকেজিং ইঞ্জিনিয়ারিং-এর উপর এই প্রযুক্তিগত ডকুমেন্টেশনে ব্যাখ্যা করা হয়েছে যে, কাঠামোগত সামঞ্জস্য নিশ্চিত করার জন্য উপাদানের পুরুত্বের (ক্যালিপার) ক্ষেত্রে কীভাবে বেন্ড অ্যালাউন্স গণনার প্রয়োজন হয়। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: ইন্ডাস্ট্রিয়াল ডিজাইন ম্যানুয়াল। সমর্থন করে: ভাঁজ করার সময় উপাদানের আয়তন বিবেচনা করার প্রয়োজনীয়তা। পরিধি নোট: অনমনীয় প্যাকেজিং এবং করোগেটেড উপকরণের জন্য নির্দিষ্ট। ↩
"একটি পাঁচ-স্তরবিশিষ্ট কাঠামোর নমন দৃঢ়তার বিশ্লেষণাত্মক নির্ধারণ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/। ঢেউখেলানো কাগজের উপকরণের জন্য প্রযুক্তিগত প্রকৌশল নির্দেশিকা, যা কাঠামোগত অখণ্ডতার জন্য আদর্শ নমন ছাড়ের পরিমাপ যাচাই করে। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: প্রকৌশল হ্যান্ডবুক। সমর্থন: নমন ছাড়ের জন্য নির্দিষ্ট সংখ্যাসূচক আবশ্যকতা। পরিধি সংক্রান্ত টীকা: ঢেউখেলানো কাগজের ফ্লুটের আকারের উপর ভিত্তি করে পরিমাপ ভিন্ন হতে পারে। ↩
"দ্বি-প্রাচীরযুক্ত ঢেউখেলানো বোর্ড প্যাকেজিংয়ের সর্বোত্তম নকশা – পিএমসি", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/। সফটওয়্যার ডকুমেন্টেশন বা প্যাকেজিং ইঞ্জিনিয়ারিং গবেষণা যা উপাদানের পুরুত্ব বিবেচনা করার জন্য প্যারামেট্রিক ক্যাড-এ ক্যালিপার ক্ষতিপূরণের ব্যবহার ব্যাখ্যা করে। প্রমাণের ভূমিকা: প্রক্রিয়া যাচাইকরণ; উৎসের ধরণ: সফটওয়্যার প্রযুক্তিগত ডকুমেন্টেশন। সমর্থন করে: গ্রহণ স্লট সামঞ্জস্য করার জন্য গাণিতিক অ্যালগরিদমের ব্যবহার। পরিধি টীকা: উচ্চ-নির্ভুল প্যাকেজিং সফটওয়্যারের জন্য প্রযোজ্য। ↩
"ঢেউখেলানো বোর্ডের প্রান্ত থেঁতলে যাওয়ার প্রতিরোধ ক্ষমতার মূল্যায়ন...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/। উপাদানের পুরুত্বের সাপেক্ষে স্লটের মাত্রা সমন্বয় করে কীভাবে ঢেউখেলানো ফ্লুটের কাঠামোগত পতন রোধ করা হয়, তার প্রযুক্তিগত যাচাইকরণ। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন: স্লটের কাঠামোগত অখণ্ডতা। পরিধি টীকা: বিশেষভাবে ঢেউখেলানো বোর্ডের জন্য। ↩
"ফ্লোর ডিসপ্লে বক্সগুলো কি সহজে অ্যাসেম্বল করা যায়? – পপডিসপ্লে", https://popdisplay.me/are-the-floor-display-boxes-easy-to-assemble/। এটি একটি ইন্ডাস্ট্রি বেঞ্চমার্ক বা ইঞ্জিনিয়ারিং কেস স্টাডি, যা মেটেরিয়াল ক্যালিপারের জন্য স্লট অপ্টিমাইজ করা হলে শ্রমঘণ্টা হ্রাসের পরিমাণ নির্ণয় করে। প্রমাণের ভূমিকা: পরিমাণ নির্ণয়; উৎসের ধরণ: ইন্ডাস্ট্রি হোয়াইট পেপার। সমর্থন করে: অ্যাসেম্বলি লেবার ROI। স্কোপ নোট: ডিসপ্লের স্কেল অনুযায়ী কর্মদক্ষতার উন্নতি ভিন্ন হতে পারে। ↩
"কার্ডবোর্ডের নির্মাণ: নমন ভাতার হিসাব ১ – ইউটিউব", https://www.youtube.com/watch?v=j1n5ojAbAic। জ্যামিতিক নির্ভুলতা নিশ্চিত করার জন্য ভাঁজ করার সময় উপাদানটির নিরপেক্ষ অক্ষ গণনা করার একটি আদর্শ প্রকৌশল পদ্ধতি। প্রমাণের ভূমিকা: পদ্ধতি; উৎসের ধরণ: যন্ত্র প্রকৌশল হ্যান্ডবুক। সমর্থন: প্যানেল লকিংয়ের নির্ভুলতা। পরিধি টীকা: বিভিন্ন পেপারবোর্ড ক্যালিপারের ক্ষেত্রে প্রযোজ্য। ↩
"ল্যামিনেশন প্রক্রিয়ায় আর্দ্রতার প্রভাব – এআইসিসি নাউ", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/। জলীয় আঠা কীভাবে করোগেটেড লাইনারবোর্ডের ফাইবার টেনশনকে প্রভাবিত করে এবং এর ফলে বেঁকে যায়, তার প্রযুক্তিগত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: বস্তু বিজ্ঞান জার্নাল বা প্যাকেজিং শিল্প নির্দেশিকা। সমর্থন করে: লিথো-ল্যামিনেশনে আর্দ্রতা-জনিত বিকৃতি। পরিধি টীকা: বিশেষভাবে জল-ভিত্তিক আঠার ক্ষেত্রে প্রযোজ্য। ↩
"এমডিএফ-এ কার্ডবোর্ড আঠা দিয়ে লাগানোর সময় বেঁকে যাওয়া – ওয়েটক্যানভাস: শিল্পীদের জন্য অনলাইন জীবন", https://www.wetcanvas.com/forums/topic/glue-cardboard-to-mdf-warping/। পিভিএ আঠা থেকে জলের বাষ্পীভবন কীভাবে ফাইবার-ভিত্তিক সাবস্ট্রেটে আয়তনগত সংকোচন এবং ফলস্বরূপ অভ্যন্তরীণ পীড়ন সৃষ্টি করে তার প্রযুক্তিগত ব্যাখ্যা। প্রমাণের ভূমিকা: কার্যপ্রণালী যাচাই; উৎসের ধরণ: পদার্থ বিজ্ঞান জার্নাল। সমর্থন: ল্যামিনেশনের সময় বোর্ডের বেঁকে যাওয়ার ভৌত কারণ। পরিধি নোট: বিশেষভাবে জল-ভিত্তিক আঠার ক্ষেত্রে প্রযোজ্য। ↩
"প্লাস্টিক ল্যামিনেট দরজার সুষম নির্মাণ – Woodweb.com", https://woodweb.com/knowledge_base/Balanced_Construction_of_Plastic_Laminate_Doors.html। ল্যামিনেটেড কম্পোজিটে টান সমান করতে এবং বক্রতা রোধ করতে প্রতিসম উপাদান বা বিপরীত লাইনার ব্যবহারের প্রকৌশলগত নীতি। প্রমাণের ভূমিকা: সমাধানের বৈধতা; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং হ্যান্ডবুক। সমর্থন: টপ-শিটের টান প্রতিহত করতে ব্যবহৃত পদ্ধতি। পরিধি টীকা: বোর্ড ডিজাইনে কাঠামোগত প্রতিসাম্যের উপর আলোকপাত করে। ↩
"[পিডিএফ] করোগেটেড বোর্ড টুইস্ট ওয়াট–কারণ ও প্রতিকার – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097। সামনের পৃষ্ঠে ভারী কালির চাপের কারণে সৃষ্ট টানকে কীভাবে একটি ভারসাম্যপূর্ণ ব্যাক-লাইনার প্রয়োগ করে প্রতিহত করা হয়, তার প্রযুক্তিগত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত কৌশল; উৎসের ধরণ: পদার্থ বিজ্ঞান বিষয়ক গবেষণাপত্র। সমর্থন: বোর্ড উল্টে যাওয়া রোধ করার জন্য পৃষ্ঠটান নিষ্ক্রিয় করার পদ্ধতি। পরিধি সংক্রান্ত টীকা: বিশেষত ডুপ্লেক্স বা মাল্টি-প্লাই বোর্ডের জন্য প্রযোজ্য। ↩
"ঢেউখেলানো বোর্ডের বাক্সের সংকোচনশীল শক্তির প্রাক্কলন …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। বৃহৎ আকারের কার্ডবোর্ড প্রিন্টিং-এ সাবস্ট্রেটের সমতলতা নিশ্চিত করার জন্য ডেড-ওয়েট চাপ ব্যবহার করে স্ট্যান্ডার্ড কিউরিং প্রোটোকলের যাচাইকরণ। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প উৎপাদন নির্দেশিকা। সমর্থন: স্থিতিশীলতার জন্য ২৪-ঘণ্টার সময়কালের প্রয়োজনীয়তা। পরিধি সংক্রান্ত টীকা: বোর্ডের জিএসএম (GSM) অনুযায়ী প্রয়োগ ভিন্ন হতে পারে। ↩
"কীভাবে স্বয়ংক্রিয় এন্ড-অফ-লাইন প্যাকেজিং লাইনগুলি বিকশিত হতে সাহায্য করতে পারে...", https://www.okcorp.com/end-of-line-packaging-lines-benefits/। পরিমাণগত বিশ্লেষণ যা দেখায় কীভাবে বোর্ডের বেঁকে যাওয়া কমানো স্বয়ংক্রিয় প্যাকেজিং লাইনের গতি এবং নির্ভরযোগ্যতা বাড়ায়। প্রমাণের ভূমিকা: পরিমাণগত পরিমাপ; উৎসের ধরণ: পরিচালনগত দক্ষতার সমীক্ষা। সমর্থন করে: ২ গুণ গতি বৃদ্ধির দাবি। পরিধি সংক্রান্ত টীকা: নির্দিষ্ট অটোমেশন হার্ডওয়্যারের উপর নির্ভরশীল। ↩



