
আপনার রিটেইল প্রোডাক্টগুলো গতকালই পাঠানো দরকার ছিল, কিন্তু তাড়াহুড়োর কারণে প্রায়শই প্যালেটগুলো ভেঙে যায়। সময় দ্রুত ফুরিয়ে আসছে, এবং উৎপাদনের সময়সীমা ভুলভাবে হিসাব করলে আপনার পুরো ক্যাম্পেইনটিই ভেস্তে যাবে।.
একটি কার্ডবোর্ড ডিসপ্লে তৈরি করতে সাধারণত প্রাথমিক কাঠামোগত নকশা থেকে চূড়ান্ত গণ-সমাবেশ পর্যন্ত আনুমানিক চার থেকে ছয় সপ্তাহ সময় লাগে। এই সুনির্দিষ্ট সময়সীমা কঠোরভাবে নির্ভর করে ইঞ্জিনিয়ারিং অনুমোদন, ডাই-কাটিংয়ের জটিলতা, লিথো-ল্যামিনেশন শুকানোর পর্যায় এবং কঠোর খুচরা সম্মতি মানদণ্ড পূরণের জন্য প্রয়োজনীয় স্বয়ংক্রিয় কো-প্যাকিং সময়সূচীর উপর।.

কিন্তু যখন স্বয়ংক্রিয় যন্ত্রগুলো চলতে শুরু করে এবং কাঠামোগত পদার্থবিদ্যা তার কাজ শুরু করে, তখন তাত্ত্বিক সময়সূচী জানাটাই যথেষ্ট নয়।.
কার্ডবোর্ড তৈরি করতে কত খরচ হয়?
ক্রেতারা একক মূল্য নিয়ে এতটাই মগ্ন থাকেন যে, তারা অদৃশ্য উপাদানগত পরিবর্তনশীল বিষয়গুলোকে পুরোপুরি উপেক্ষা করেন। ব্যয়বহুল বাহ্যিক বিপণন সজ্জার জন্য অর্থায়নের উদ্দেশ্যে কাঠামোগত মূল কাঠামোকে দুর্বল করে ফেলা নিশ্চিতভাবেই সরবরাহ শৃঙ্খলের ভয়াবহ ব্যর্থতা ডেকে আনে।.
কাঁচা তন্তুর ঘনত্ব, নির্দিষ্ট ফ্লুট প্রোফাইল এবং প্রয়োজনীয় সংকোচন মেট্রিক্সের উপর ভিত্তি করে কার্ডবোর্ড তৈরির খরচ ব্যাপকভাবে পরিবর্তিত হয়। যদিও ক্রয়কারী দলগুলো প্রায়শই প্রাথমিক মূল্যের উপর মনোযোগ দেয়, প্রকৃত উৎপাদন ব্যয়ের ক্ষেত্রে গুদামের কঠোর পরিবেশে টিকে থাকার জন্য এবং পরিবহনের সময় ব্যয়বহুল ক্ষতি রোধ করার জন্য প্রয়োজনীয় কঠোর ভৌত প্রকৌশলকেও বিবেচনা করতে হয়।.

কিন্তু বিপণন বাজেট এবং নিছক শারীরিক সহনশীলতার মধ্যে ভারসাম্য রক্ষা করতে গিয়েই বেশিরভাগ সংগ্রহ কৌশল তাৎক্ষণিকভাবে ব্যর্থ হয়।.
কসমেটিক ইসিটি ডাউনগ্রেড ফাঁদ
ক্রয়কারী দলগুলো প্রায়শই সম্পূর্ণ ফয়েল ল্যামিনেশনের মতো ব্যয়বহুল বাহ্যিক প্রলেপকে একটি অলঙ্ঘনীয় বিপণন কৌশল হিসেবে গণ্য করে। এই উচ্চ উৎপাদন খরচ পুষিয়ে নিতে, তারা প্রতি ইউনিটে সামান্য কিছু পয়সা বাঁচানোর জন্য গোপনে মূল ঢেউতোলা বোর্ডের TAPPI T811 এজ ক্রাশ টেস্ট (ECT) রেটিং১ । তারা ভ্রান্ত ধারণা পোষণ করে যে, একটি চকচকে বাইরের আবরণ ভেতরের ফাঁপা কাঠামোগত অংশের অভাব পূরণ করে দেবে।
এটা শুধু তত্ত্ব নয়—আমি প্রতি সপ্তাহে টেস্টিং ফ্লোরে এই সমস্যার সম্মুখীন হই। সম্প্রতি একটি ক্রয় সংস্থা একটি ভারী হলোগ্রাফিক ফিল্মের অর্থায়নের জন্য একজন বিক্রেতাকে ৩২ECT থেকে ২৬ECT-তে মান কমাতে বাধ্য করেছিল। প্রথমে আমি ভেবেছিলাম, যদি আমরা কোণাগুলো শক্তিশালী করি, তাহলে স্ট্যান্ডার্ড ২৬ECT টেস্টলাইনারটি হয়তো পণ্যের ওজন কোনোমতে ধরে রাখতে পারবে। আমার ধারণা পুরোপুরি ভুল ছিল। ISTA 3A (ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন) ট্রানজিট সিমুলেশন২-, বক্স কম্প্রেশন টেস্ট (BCT)৩-এর লোড-সেলটি ১৮৭.৫ পাউন্ড (৮৫ কেজি)-তে স্থির হয়ে যায়, কারণ হাইড্রোলিক প্রেসের চাপে এর ভিত্তিটি পুরোপুরি বেঁকে গিয়েছিল। থেঁতলে যাওয়া খাঁজগুলো সাবস্ট্রেট থেকে দামী ফয়েলটিকে ছিঁড়ে ফেলেছিল। এটি ঠিক করার জন্য, আমি একটি কঠোর কাঠামোগত হস্তক্ষেপের পরিকল্পনা করি। আমি ভারী ফয়েল ফিল্মটি সরিয়ে ফেলি এবং বোর্ডটিকে তার আসল ৩২ECT মানে ফিরিয়ে আনি। এর পরিবর্তে একটি হাই-সলিড গ্লস অ্যাকুয়াস কোটিং ব্যবহার করে প্রয়োজনীয় প্রিমিয়াম প্রতিফলন অর্জন করি। এই উপাদানগত সংশোধন কার্যকর করার মাধ্যমে, আমি বাজেট না বাড়িয়েই কাঠামোগত অখণ্ডতা সম্পূর্ণরূপে পুনরুদ্ধার করা নিশ্চিত করি, যা খুচরা বিক্রেতাদের তাৎক্ষণিক প্রত্যাখ্যান রোধ করে।
| কসমেটিক ডাউনগ্রেড ওভাররাইড | শারীরিক ফলাফল | মাল পরিবহন ও বাজেট ROI |
|---|---|---|
| ভার্জিন ৩২ইসিটি বোর্ড পুনরুদ্ধার করুন4 | BCT-এর অধীনে শূন্য ফ্লুট বাকলিং5 | পরিবহনকালীন ক্ষতির দায় দূর করে |
| স্ট্রিপ ভারী ফয়েল ল্যামিনেশন | বাইরের পৃষ্ঠ ছিঁড়ে যাওয়া প্রতিরোধ করে | প্রিমিয়াম উপকরণের খরচ কমায় |
| গ্লস জলীয় আবরণ প্রয়োগ করুন | উচ্চমানের দৃশ্যমান প্রতিফলন বজায় রাখে | প্রকল্পের সামগ্রিক মার্জিন রক্ষা করে |
আমি বিপণনের বাড়াবাড়িকে আপনার কাঠামোগত ভিত্তি ধ্বংস করতে দেব না। চাকচিক্যপূর্ণ ল্যামিনেশনের খরচ মেটাতে আপনার বোর্ডের মান কমানো একটি মারাত্মক জুয়া, যা আমি আমার উৎপাদন কেন্দ্রে কখনোই হতে দেব না।.
🛠️ হার্ভির ডেস্ক: আপনি কি দামী কসমেটিক ফিল্মের জন্য না বুঝেই গুরুত্বপূর্ণ বিসিটি কম্প্রেশন শক্তির সাথে আপোস করছেন? 👉 বিওএম অডিটের জন্য অনুরোধ করুন ↗ — আমি ২৪ ঘন্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
কীভাবে কার্ডবোর্ডের শোকেস তৈরি করবেন?
একটি প্রিমিয়াম শোকেস ডিজাইন করার জন্য শুধু উচ্চ-রেজোলিউশনের গ্রাফিক্সই যথেষ্ট নয়। কাঁচা কাঠামোগত উপাদানগুলোকে ভেজা রাসায়নিক আঠার সাথে মেশালে এমন বিস্ফোরক ভৌত প্রতিক্রিয়া সৃষ্টি হয় যা আনক্যালিব্রেটেড ডিসপ্লে নষ্ট করে দেয়।.
কার্ডবোর্ডের শোকেস তৈরি করতে ভারী শিল্প যন্ত্রপাতি ব্যবহার করে শক্ত ঢেউখেলানো কাগজের উপর ছাপানো উপরের শীটগুলো নিখুঁতভাবে স্থাপন করতে হয়। এই জটিল প্রক্রিয়ায় জল-ভিত্তিক আঠার কঠোর পরিমাপ, নির্দিষ্ট তাপমাত্রায় শুকানোর সময় এবং নিখুঁত জ্যামিতিক ভাঁজ অপরিহার্য, যাতে চূড়ান্ত শোকেসটি বেঁকে না গিয়ে খুচরা বিক্রির প্রতিকূল পরিবেশ সহ্য করতে পারে।.

কিন্তু যখন মেশিনগুলো চলতে শুরু করে এবং রাসায়নিক আর্দ্রতার বিষয়টি চলে আসে, তখন শুধু তত্ত্ব জানাই যথেষ্ট নয়।.
পিভিএ আর্দ্রতা বিকৃতি
গ্রাহকরা প্রায়শই ধরে নেন যে একটি অনমনীয় বি-ফ্লুট ঢেউতোলা বোর্ডের উপর একটি উচ্চ-মানের মুদ্রিত টপ-শিট লাগালে স্বাভাবিকভাবেই একটি পুরোপুরি সমতল ডিসপ্লে প্যানেল তৈরি হয়। তারা লিথো-ল্যামিনেশনের কঠোর রাসায়নিক বাস্তবতা উপেক্ষা করেন, যা সম্পূর্ণরূপে জল-ভিত্তিক আঠার উপর নির্ভর করে6।যখন এই ভেজা আঠা বড় পৃষ্ঠতল জুড়ে বিস্তৃত হয়, তখন ছিদ্রযুক্ত লাইনারবোর্ডটি পারিপার্শ্বিক আর্দ্রতা প্রবলভাবে শোষণ করে7।
এটা শুধু তত্ত্ব নয়—আমি টেস্টিং ফ্লোরে এর সম্মুখীন হই। অন্য একজন বিক্রেতার কাছ থেকে পাওয়া তাদের প্রাথমিক শোকেস প্রোটোটাইপটি এতটাই বেঁকে গিয়েছিল যে দেখতে আলুর চিপসের মতো লাগছিল এবং ইন্টারলকিং ট্যাবগুলো ঠিকমতো না মেলায় ISTA ড্রপ টেস্টে পুরোপুরি ব্যর্থ হওয়ায় একজন হতাশ ক্লায়েন্ট আমাকে ফোন করেছিলেন। প্রথমে আমি ভেবেছিলাম, যদি আমরা আঠার পরিমাণ কমিয়ে দিই, তাহলে স্ট্যান্ডার্ড 32ECT টেস্টলাইনার8 পৃষ্ঠটান প্রতিরোধ করতে পারবে। আমি পুরোপুরি ভুল ছিলাম। কারখানার সাধারণ বাতাসে ভেজা PVA (পলিভিনাইল অ্যাসিটেট) আঠা শুকানোর সময়, আমি আক্ষরিক অর্থেই বাষ্পীভূত হওয়া আর্দ্রতার গন্ধ পাচ্ছিলাম, আর ঠিক তখনই প্রচণ্ড পৃষ্ঠটানের কারণে ৬০-ইঞ্চি (১৫২.৪ সেমি) সাইড প্যানেলটি প্রায় দুই ইঞ্চি (৫০.৮ মিমি) ভেতরের দিকে বেঁকে যায়। এটি ঠিক করার জন্য, আমি এজেন্সির রেন্ডারটি বাতিল করে দিই এবং একেবারে গোড়া থেকে ভৌত রসায়নের হিসাব কষি। এরপর আমি একটি ভারসাম্যপূর্ণ ডুপ্লেক্স বোর্ড কাঠামো9 যাতে PVA-এর পৃষ্ঠটানকে প্রতিহত করার জন্য একটি পাতলা ব্যাক-লাইনার যুক্ত করা হয়। এই কঠোর কিওর-ওয়েট প্রোটোকল প্রয়োগ করে আমি নিশ্চিত করেছিলাম যে শোকেসটি পুরোপুরি সোজা থাকবে, যা ক্লায়েন্টকে অ্যাসেম্বলি লাইনে বিপুল পরিমাণ ম্যানুয়াল রিওয়ার্ক ফি থেকে বাঁচিয়েছিল।
| পিভিএ আর্দ্রতা প্রতিরক্ষা | শারীরিক ফলাফল | সমাবেশ ROI |
|---|---|---|
| ভারসাম্যপূর্ণ ডুপ্লেক্স বোর্ড কাঠামো10 | PVA পৃষ্ঠটানকে প্রতিহত করে | প্যানেল বাঁকানোর ত্রুটি দূর করে |
| নিয়ন্ত্রিত নিরাময়-ওজন চাপ11 | সমতল আঠালো শুকানোর জন্য বল প্রয়োগ করে | কো-প্যাকিং অ্যাসেম্বলির গতি বাড়ায় |
| আঠার সান্দ্রতা সামঞ্জস্য করা হয়েছে12 | অতিরিক্ত ফাইবার শোষণ প্রতিরোধ করে | পুনরায় হাতে করা শ্রম কমায়। |
আমি এই প্রতিকার পদ্ধতিটি তৈরি করেছি, কারণ ভৌত রসায়নকে উপেক্ষা করলে সেরা মানের খুচরা বিপণন প্রচারণাগুলো ধ্বংস হয়ে যায়। আপনার শোকেসটি মেঝেতে কেবল তখনই নিখুঁতভাবে সোজা হয়ে দাঁড়াবে, যদি আমার কারখানায় আণুবীক্ষণিক আর্দ্রতার টান গাণিতিকভাবে প্রশমিত করা হয়।.
🛠️ হার্ভির ডেস্ক: আপনি কি জানেন লিথো-ল্যামিনেশনের আগে আপনার বর্তমান করোগেটেড সরবরাহকারীর বি-ফ্লুটের সঠিক আর্দ্রতার পরিমাণ কত? 👉 আপনার স্ট্রাকচারাল স্ট্রেস টেস্টের জন্য আবেদন করুন ↗ — ১০০% গোপনীয়। আপনার অপ্রকাশিত রিটেইল ডিজাইনগুলো আমার কাছে সুরক্ষিত।
কার্ডবোর্ড উৎপাদন করা কি সাশ্রয়ী?
কম একক মূল্য প্রায়শই মারাত্মক পরবর্তী দায়বদ্ধতাকে আড়াল করে। প্রাথমিক সরঞ্জাম খরচ বাঁচাতে ত্রুটিপূর্ণ উৎপাদন সরঞ্জামের উপর নির্ভর করা গাণিতিকভাবে ব্যাপক উৎপাদনের ব্যর্থতা নিশ্চিত করে।.
হ্যাঁ। স্বয়ংক্রিয় গণ-উৎপাদন ব্যবস্থা এবং মানসম্মত কাঁচামাল ব্যবহার করে কার্ডবোর্ড উৎপাদন করা অত্যন্ত সাশ্রয়ী। তবে, প্রকৃত সাশ্রয়ের জন্য সুনির্দিষ্ট ও বিশেষভাবে নির্মিত যন্ত্রপাতির পেছনে শুরুতেই কঠোর বিনিয়োগ প্রয়োজন, কারণ ত্রুটিপূর্ণ যন্ত্রপাতির ক্ষেত্রে খরচ বাঁচানোর চেষ্টা করলে তা তাৎক্ষণিকভাবে ব্যাপক দায়বদ্ধতা তৈরি করে, যা খুচরা পর্যায়ে পণ্য সংযোজনের সময় মারাত্মক কাঠামোগত ব্যর্থতার কারণ হতে পারে।.

কিন্তু কাঁচামালের কম খরচ মানেই যে সস্তায় ব্যাপক উৎপাদন, এমনটা ধরে নেওয়া একটি বিপজ্জনক ফাঁদ।.
টুলিং অবক্ষয় ফাঁদ
ক্রয়কারী দলগুলো প্রায়শই ধরে নেয় যে এককালীন স্ট্রাকচারাল টুলিং ফি দিয়ে একটি স্থায়ী, অক্ষয় স্টিলের রুল ডাই কেনা যায় যা বছরের পর বছর ধরে ডিসপ্লে পুনঃঅর্ডারের জন্য নিখুঁতভাবে পুনরায় ব্যবহার করা যেতে পারে। তারা স্ট্যান্ডার্ড ডাইগুলির বস্তুগত বাস্তবতাকে সম্পূর্ণরূপে উপেক্ষা করে, যা কাঁচা, ছিদ্রযুক্ত প্লাইউড বোর্ডে বসানো ধাতব ব্লেডের13।
এটা শুধু তত্ত্ব নয়—আমি আমার নিজের কারখানাতেই কঠিন অভিজ্ঞতার মাধ্যমে এটা শিখেছি। ২০২২ সালে, আমি আমার প্রধান প্যাকেজিং ইঞ্জিনিয়ার, মার্ককে, স্টোরেজ থেকে একটি বিশাল ফ্লোর ডিসপ্লে অর্ডার বের করতে বলেছিলাম। এর জন্য আমি একজন ক্লায়েন্টের পুরনো কাঠের ডাই বোর্ডের উপর নির্ভর করেছিলাম, যা বিদেশের কারখানার জলবায়ুগত বাস্তবতাকে পুরোপুরি উপেক্ষা করেছিল। আমরা ভেবেছিলাম, দ্রুত পুনঃঅর্ডারের জন্য এই পুরনো সরঞ্জাম পুনরায় ব্যবহার করে আমরা সময় এবং অর্থ বাঁচাতে পারব। তিন দিন পর কারখানার ফ্লোরে, আমি আতঙ্কের সাথে দেখলাম যে হাই-স্পিড প্রেসটি চালু হলো। আমি বেঁকে যাওয়া বি-ফ্লুটের বীভৎস মচমচ শব্দ শুনতে পেলাম, যখন ভুলভাবে বসানো ব্লেডগুলো পরিষ্কারভাবে কাটার পরিবর্তে কাঠামোগত স্কোর লাইনগুলোকে (১৪) পুরোপুরি পিষে ফেলছিল। ছিদ্রযুক্ত কাঠের ভিত্তিটি ছয় মাস ধরে পারিপার্শ্বিক আর্দ্রতা শোষণ করে ০.১৪ ইঞ্চি (৩.৫ মিমি) ( ১৫ ) বেঁকে গিয়েছিল । ভারবহন ক্ষমতা রক্ষা করার জন্য, আমি অবিলম্বে লাইনটি থামিয়ে একটি জরুরি যান্ত্রিক সমন্বয় সাধন করি। নিখুঁত ক্ষুরধার নির্ভুলতা নিশ্চিত করতে, আমি একটি একেবারে নতুন স্টিলের রুল ডাই লেজার-বার্নিং এবং বেন্ডিং করে তৈরি করি। এই নতুন টুলিং ব্যবস্থাটি কেবল ভারের চাপে ভিত্তিটিকে ভেঙে পড়া থেকে রক্ষা করেনি; এটি অমসৃণ কাটাছেঁড়া সম্পূর্ণরূপে দূর করে, অ্যাসেম্বলি লাইনের ঘর্ষণ কমিয়ে দেয় এবং ক্লায়েন্টের ম্যানুয়াল কো-প্যাকিং ফি বাবদ ঘণ্টার পর ঘণ্টা সময় বাঁচায়।
| ফ্রেশ টুলিং প্রোটোকল | শারীরিক ফলাফল | উৎপাদন ROI |
|---|---|---|
| লেজার-বার্ন নতুন স্টিলের ডাই | ব্লেডের সঠিক সারিবদ্ধতা নিশ্চিত করে | ডাই-কাটিং বর্জ্য দূর করে16 |
| বাঁকা কাঠের তক্তা বাতিল করুন | স্কোরলাইন ভেঙে যাওয়া প্রতিরোধ করে17 | মেশিনের উৎপাদন গতি বাড়ায় |
| প্রেসের চাপ পুনরায় ক্যালিব্রেট করুন | ক্ষুরধার ধারালো কাট প্রদান করে | সমাবেশের ঘর্ষণ সময় কমিয়ে দেয়18 |
আমি ক্ষয়প্রাপ্ত, আর্দ্রতাজনিত কারণে নষ্ট হয়ে যাওয়া কাঠের বোর্ডে আপনার প্রিমিয়াম রিটেইল ডিসপ্লে চালাতে রাজি নই । প্রতিটি ব্যাচের জন্য নতুন স্টিলের রুল ডাই ব্যবহার করাই একমাত্র উপায়, যার মাধ্যমে আমি ঘর্ষণহীন অ্যাসেম্বলি এবং সর্বোচ্চ সংকোচন শক্তির সম্পূর্ণ নিশ্চয়তা দিতে পারি।
🛠️ হার্ভির ডেস্ক: বেঁকে যাওয়া ও পুরোনো হয়ে যাওয়া কাঠের ডাই বোর্ডের কারণে আপনার পুনঃঅর্ডার করা পণ্যগুলো কি নীরবে তাদের সংকোচন শক্তি হারাচ্ছে? 👉 একটি টুলিং প্রিসিশন অডিট করান ↗ — মাঝখানে কোনো অ্যাকাউন্ট ম্যানেজার নেই। আপনি সরাসরি স্ট্রাকচারাল ইঞ্জিনিয়ারদের সাথে কথা বলবেন।
কার্ডবোর্ড তৈরির প্রক্রিয়াটি কী?
একটি কার্যকরী কাঠামোগত ডিসপ্লে তৈরি করতে শুধু সমতল কাগজ ভাঁজ করাই যথেষ্ট নয়, বরং এর জন্য কঠোর গাণিতিক জ্যামিতির প্রয়োজন হয়। প্রতিটি ৯০-ডিগ্রি কোণের জন্য ভৌত উপাদানের প্রয়োজন হয়, যা অবশ্যই কঠোরভাবে গণনা করতে হয়।.
কার্ডবোর্ডের কাঠামো তৈরির প্রক্রিয়ায় বিশেষায়িত CAD সফটওয়্যার ব্যবহার করে সমতল ঢেউখেলানো শিটকে সুনির্দিষ্ট ত্রিমাত্রিক জ্যামিতিতে রূপান্তরিত করা হয়। এর জন্য সঠিক ক্যালিপার টলারেন্স গণনা করা, অ্যালগরিদমিক বেন্ড অ্যালাউন্স প্রয়োগ করা এবং নির্ভুল কাটিং পাথ ম্যাপ করার প্রয়োজন হয়, যাতে চূড়ান্তভাবে তৈরি মার্চেন্ডাইজারটি খুচরা বিক্রির বিপুল পরিমাণ পণ্যের ভার সহজেই বহন করতে পারে।.
কিন্তু সমতল ডিজিটাল শিল্পকর্মকে একটি মজবুত ভৌত কাঠামোতে রূপান্তর করার জন্য কঠোর যান্ত্রিক গণিতের প্রয়োজন হয়।.
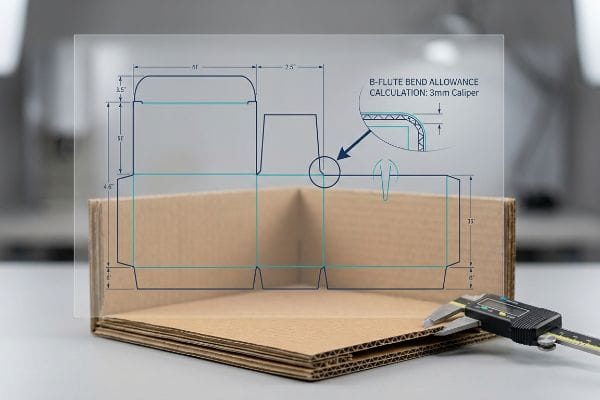
ক্যালিপার ক্ষতিপূরণ গণিত
গ্রাফিক ডিজাইনাররা প্রায়শই সাধারণ ভেক্টর সফটওয়্যারে সংলগ্ন প্যানেলের ঠিক একই প্রস্থে ইন্টারলকিং ট্যাব এবং ফোল্ডিং স্লট তৈরি করেন। তারা ডিজিটাল লাইনগুলোকে অসীমভাবে পাতলা হিসেবে বিবেচনা করেন, এবং ভাঁজ করা ঢেউখেলানো বোর্ডের ভৌত ক্যালিপার বা পুরুত্ব19।যখন একটি পুরু কাঠামোগত প্যানেল ৯০ ডিগ্রিতে ভাঁজ হয়, তখন এটি ভৌতভাবে উপাদান ব্যবহার করে, যার জন্য উন্নত অ্যালগরিদমিক বেন্ড অ্যালাউন্সের প্রয়োজন হয়20।
যখন ক্লায়েন্টরা আমাকে জিজ্ঞাসা করেন কেন তাদের এজেন্সির ফ্ল্যাট ডিজিটাল টেমপ্লেটটি বাস্তবে ভাঁজ হয়ে জোড়া লাগে না, তখন আমি সাধারণত আমার ল্যাব টেবিলে রাখা একটি কাঁচা বি-ফ্লুট বোর্ডের টুকরো দেখাই। আমি তাদের দেখাই যে, যখন এই ৩ মিমি (০.১১ ইঞ্চি) পুরু বোর্ড২১ একটি কোণায় বাঁকানো হয়, তখন এর বাইরের ব্যাসার্ধ প্রসারিত হয় এবং ভেতরের ফ্লুটগুলো২২। যদি আমি এই সংকুচিত আয়তনের ক্ষতিপূরণের জন্য ডাইলাইনে রিসিভিং স্লটটি বিশেষভাবে প্রশস্ত না করি, তবে অংশগুলো একে অপরের সাথে প্রচণ্ডভাবে ঘষা খাবে। আমার কারখানায়, আমি প্যারামেট্রিক ক্যাড (কম্পিউটার-এইডেড ডিজাইন) সফটওয়্যার ব্যবহার করে প্রতিটি ভাঁজে এই সুনির্দিষ্ট জ্যামিতিক সহনশীলতা স্বয়ংক্রিয়ভাবে যুক্ত করি। এই গাণিতিক বাঁকানোর ছাড় দিয়ে স্লটগুলোকে যান্ত্রিকভাবে পুনর্নির্মাণ করার মাধ্যমে, আমি নিশ্চিত করি যে কো-প্যাকিং টিম একটি ঘর্ষণহীন, ছেঁড়া-ফাটা ছাড়া অ্যাসেম্বলি পায় যা রিটেইল প্যালেটের উপর নিখুঁতভাবে সোজা হয়ে বসে।
| প্যারামেট্রিক CAD ক্ষতিপূরণ | শারীরিক ফলাফল | কো-প্যাকিং ROI |
|---|---|---|
| গাণিতিক বাঁক ভাতা ইনজেক্ট করুন | বোর্ড ভাঁজ ক্যালিপারের হিসাব23 | ঘর্ষণহীন ইন্টারলকিং ট্যাবগুলির নিশ্চয়তা দেয় |
| রিসিভিং স্লটের টলারেন্স বাড়ানো | কাগজের লাইনারবোর্ড ছিঁড়ে যাওয়া প্রতিরোধ করে।24 | ম্যানুয়াল অ্যাসেম্বলি লাইনকে ত্বরান্বিত করে |
| বাঁশির সঠিক পুরুত্ব ম্যাপ করুন | নিখুঁত বর্গাকার জ্যামিতি নিশ্চিত করে25 | প্যালেট স্ট্যাকিং ঘনত্ব সর্বাধিক করে |
আমি ব্র্যান্ড টিমগুলোকে সবসময় মনে করিয়ে দিই যে কার্ডবোর্ড একটি ভৌত আয়তন, কোনো সমতল পিক্সেল নয়। আমি যদি ডাই-লাইনে বোর্ডের সঠিক পুরুত্বটি ডিজাইন না করি, তাহলে আপনার ডিসপ্লেটি গুদামের মেঝেতে কখনোই নিখুঁতভাবে জোড়া লাগবে না।.
🛠️ হার্ভির ডেস্ক: আপনার বর্তমান গ্রাফিক টেমপ্লেটগুলো কি আপনার বি-ফ্লুট ডিসপ্লেগুলোর অতি ক্ষুদ্র ভাঁজের ব্যাসার্ধকে পুরোপুরি উপেক্ষা করছে? 👉 আপনার CAD টলারেন্স অডিট দাবি করুন ↗ — আমি ২৪ ঘণ্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
উপসংহার
আপনি এমন একজন বিক্রেতা বেছে নিতে পারেন যিনি শুধুমাত্র প্রাথমিক ইউনিট খরচের উপর মনোযোগ দেন, কিন্তু যখন অনিয়ন্ত্রিত PVA আর্দ্রতার টানের কারণে আপনার 32ECT বেস প্যানেলগুলো বেঁকে যায়, তখন এটি অ্যাসেম্বলি লাইনের গতি আনুমানিক ৩০% কমিয়ে দেয় এবং খুচরা বিক্রেতাদের দ্বারা তাৎক্ষণিক প্রত্যাখ্যানের কারণ হয়। এই নির্দিষ্ট ইঞ্জিনিয়ারিং পর্যালোচনাটি সম্প্রতি উৎপাদনের আগে একটি বড় জাতীয় রোলআউটের জন্য একটি মারাত্মক ২ মিমি টলারেন্স ত্রুটি ধরে ফেলেছে। কাঠামোগতভাবে ত্রুটিপূর্ণ টেমপ্লেটের উপর আপনার মৌসুমী বিপণন বাজেট ঝুঁকির মধ্যে ফেলা বন্ধ করুন এবং সম্পূর্ণ সাপ্লাই চেইনের টিকে থাকা নিশ্চিত করতে আমাকে ব্যক্তিগতভাবে আপনার পরবর্তী রোলআউটের ইঞ্জিনিয়ারিং করতে দিন ↗ ।
"এজ ক্রাশ টেস্টিং মেথডস অ্যান্ড বক্স কম্প্রেশন মডেলিং, TAPPI …", https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/। করোগেটেড বোর্ডের সংকোচন শক্তি পরিমাপের জন্য শিল্প মানের যাচাইকরণ। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: ECT রেটিং-এর জন্য বেঞ্চমার্ক হিসেবে TAPPI T811-এর বৈধতা। পরিধি নোট: পরিমাপ পদ্ধতির মধ্যে সীমাবদ্ধ। ↩
"[পিডিএফ] 3A 2 – ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন", https://ista.org/docs/3Aoverview.pdf। ISTA-এর অফিসিয়াল ডকুমেন্টেশন 3A প্রোটোকলকে প্যাকেজিংয়ের স্থায়িত্ব যাচাই করার জন্য পার্সেল ডেলিভারির চাপ অনুকরণ করার একটি মান হিসাবে সংজ্ঞায়িত করে। প্রমাণের ভূমিকা: প্রযুক্তিগত মান; উৎসের ধরণ: শিল্প সংস্থা; সমর্থন করে: কাঠামোগত ব্যর্থতা শনাক্ত করতে এই নির্দিষ্ট সিমুলেশন ব্যবহারের বৈধতা। পরিধি সংক্রান্ত টীকা: বিশেষভাবে ছোট পার্সেল চালানের ক্ষেত্রে প্রযোজ্য। ↩
"ঢেউখেলানো কাগজের সংকোচন শক্তির একটি তুলনামূলক অধ্যয়ন...", https://repository.rit.edu/theses/285/। প্যাকেজিং ইঞ্জিনিয়ারিং সাহিত্যে BCT-কে এমন একটি পদ্ধতি হিসেবে সংজ্ঞায়িত করা হয়েছে, যার মাধ্যমে একটি ঢেউখেলানো কাগজের বাক্স ভেঙে পড়ার আগে সর্বোচ্চ যে উল্লম্ব ভার সহ্য করতে পারে, তা পরিমাপ করা হয়। প্রমাণের ভূমিকা: ইঞ্জিনিয়ারিং মেট্রিক; উৎসের ধরণ: প্রযুক্তিগত ম্যানুয়াল; সমর্থন করে: সাবস্ট্রেটের বাকলিং পয়েন্ট নির্ধারণের জন্য লোড-সেল পরিমাপের ব্যবহার। পরিধি নোট: ব্যর্থতার ভার ECT রেটিং এবং আর্দ্রতার উপর ভিত্তি করে পরিবর্তিত হয়। ↩
"ঢেউখেলানো বোর্ডের বাক্সের সংকোচন শক্তির প্রাক্কলন …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/। ৩২ECT কার্ডবোর্ডে ভার্জিন ফাইবার বনাম রিসাইকেল্ড ফাইবারের কাঠামোগত স্থিতিশীলতা এবং সংকোচন শক্তির তুলনা। প্রমাণের ভূমিকা: উপাদানের নির্দিষ্টকরণ; উৎসের ধরণ: শিল্প মানদণ্ড। সমর্থন: কাঠামোগত ব্যর্থতা রোধে ভার্জিন উপাদানের ব্যবহার। পরিধি টীকা: ECT-এর উপর ফাইবারের গুণমানের প্রভাবের উপর আলোকপাত করে। ↩
"...এর সংকোচনশীল শক্তির অনুমানে বাকলিং-এর ভূমিকা", https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/। উল্লম্ব সংকোচন ব্যর্থতা রোধ করার জন্য কীভাবে 32ECT (এজ ক্রাশ টেস্ট) রেটিং BCT (বক্স কম্প্রেশন টেস্ট) পারফরম্যান্সের সাথে সম্পর্কিত, তার প্রযুক্তিগত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং স্ট্যান্ডার্ড। সমর্থন: 32ECT বোর্ডের কাঠামোগত অখণ্ডতা। পরিধি টীকা: স্ট্যান্ডার্ড করোগেটেড ফ্লুটিং-এর ক্ষেত্রে প্রযোজ্য। ↩
"[পিডিএফ] ল্যামিনেটিং আঠা – অ্যাশল্যান্ড", https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf। লিথো-ল্যামিনেশন প্রক্রিয়ায় ব্যবহৃত আঠার রাসায়নিক গঠন এবং প্রয়োগের ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: শিল্প উৎপাদন নির্দেশিকা। সমর্থন করে: ঢেউখেলানো বোর্ডের সাথে মুদ্রিত শীট সংযুক্ত করার জন্য জল-ভিত্তিক আঠার উপর নির্ভরতা। পরিধি টীকা: সাধারণ বাণিজ্যিক লিথো-ল্যামিনেশনের উপর আলোকপাত করে। ↩
"সঠিক আঠার সাহায্যে ঢেউখেলানো কাগজের বোর্ডের বেঁকে যাওয়া দূর করা...", https://www.linkedin.com/posts/dancan-biari-53a135163_corrugated-packaging-cardboard-activity-7435791310604820480-L0io। জলীয় আঠার সংস্পর্শে এলে কাগজ-ভিত্তিক লাইনারবোর্ডের আর্দ্রতা শোষণকারী বৈশিষ্ট্যের উপর প্রযুক্তিগত তথ্য। প্রমাণের ভূমিকা: উপাদানের বৈশিষ্ট্য যাচাই; উৎসের ধরণ: বস্তুবিজ্ঞানের পাঠ্যপুস্তক। সমর্থন করে: ছিদ্রযুক্ত আধারে আর্দ্রতা শোষণের প্রক্রিয়া এবং তার ফলস্বরূপ মাত্রিক অস্থিতিশীলতা। পরিধিগত টীকা: বিশেষভাবে ভেজা আঠার প্রতি কার্ডবোর্ডের প্রতিক্রিয়া নিয়ে আলোচনা করে। ↩
"কোরুগেটেড বোর্ড স্পেসিফিকেশন", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf। এজ ক্রাশ টেস্ট (ECT) স্ট্যান্ডার্ড এবং 32ECT লাইনারবোর্ডের ভারবহন ক্ষমতার সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান; সমর্থন: কাঠামোগত প্রতিরোধের দাবি; পরিধি নোট: প্রস্তুতকারক ভেদে মান সামান্য ভিন্ন হতে পারে। ↩
"ডুপ্লেক্স বোর্ড: এর গঠন ও প্রয়োগ বোঝা", https://www.xiaolongpackaging.com/duplex-board-understanding-its-composition-and-applications.html। ডুপ্লেক্স কাঠামোতে প্রতিসম স্তরবিন্যাস কীভাবে পিভিএ (PVA) কিউরিংয়ের সময় আর্দ্রতাজনিত টানকে প্রশমিত করে, তার সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রকৌশল নীতি; উৎসের ধরণ: উৎপাদন ম্যানুয়াল; সমর্থন: বেঁকে যাওয়া রোধে ব্যাক-লাইনারের কার্যকারিতা; পরিধি টীকা: জল-ভিত্তিক আঠার জন্য নির্দিষ্ট। ↩
"... ব্যবহার করে দ্বি-প্রাচীরযুক্ত ঢেউখেলানো বোর্ডের জ্যামিতি উদ্ঘাটন", https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/। আঠালো পৃষ্ঠটান এবং কুঁচকে যাওয়া প্রশমিত করার জন্য বোর্ড ব্যালান্সিং-এর উপর প্রযুক্তিগত নথি। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: পদার্থ বিজ্ঞান জার্নাল। সমর্থন: ডুপ্লেক্স বোর্ডের কাঠামোগত স্থিতিশীলতা। পরিধি টীকা: ডুপ্লেক্স বোর্ড সাবস্ট্রেটের জন্য নির্দিষ্ট। ↩
"বিপিজি শুকানো এবং সমতল করা – মিডিয়াউইকি – কনজারভেশন উইকি", https://www.conservation-wiki.com/wiki/BPG_Drying_and_Flattening। আঠার সমতলভাবে শুকানো নিশ্চিত করার জন্য কিউরিং প্রক্রিয়ার সময় ওজন প্রয়োগ সংক্রান্ত শিল্প নির্দেশিকা। প্রমাণের ভূমিকা: প্রক্রিয়া যাচাইকরণ; উৎসের ধরণ: উৎপাদন ম্যানুয়াল। সমর্থন: প্যানেলের বেঁকে যাওয়া প্রতিরোধ। পরিধি টীকা: ওয়েট-কেমিক্যাল আঠালো বন্ধনের ক্ষেত্রে প্রযোজ্য। ↩
"পিভিএ আঠা – atdmco.com", https://atdmco.com/elementor-6917/। সেলুলোজ-ভিত্তিক বোর্ডে আঠার সান্দ্রতা কীভাবে ফাইবার স্যাচুরেশনের হার এবং গভীরতাকে প্রভাবিত করে তার রাসায়নিক বিশ্লেষণ। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: আঠার রসায়ন বিষয়ক গবেষণাপত্র। সমর্থন: ফাইবার স্যাচুরেশন হ্রাস। পরিধি টীকা: পিভিএ-ভিত্তিক আঠার উপর দৃষ্টি নিবদ্ধ। ↩
"ডাই শপগুলির জন্য কাঠের ডাই তৈরির চূড়ান্ত নির্দেশিকা – ইতাই", https://yitaipacking.com/ultimate-guide-to-wooden-die-making-for-die-shops/। ধাতব ব্লেড এবং প্লাইউড বেসের ব্যবহার নিশ্চিত করার জন্য স্ট্যান্ডার্ড স্টিল রুল ডাইগুলির ভৌত গঠন যাচাইকরণ। প্রমাণের ভূমিকা: তথ্যগত যাচাইকরণ; উৎসের ধরণ: শিল্প উৎপাদন নির্দেশিকা। সমর্থন করে: ডাইগুলির উপাদানগত দুর্বলতা এবং ক্ষয়ের সম্ভাবনা। পরিধি টীকা: স্ট্যান্ডার্ড অ-চৌম্বকীয় রুল ডাইগুলির জন্য নির্দিষ্ট। ↩
"কোরুগেটেড শিপিং বক্সের পুরুত্বের বিকল্প নির্দেশিকা – জিএমএস ইন্ডাস্ট্রিজ", https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options। একটি প্রামাণ্য বাহ্যিক উৎস কীভাবে এই দাবিকে সমর্থন করে তার সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্যাকেজিং ইঞ্জিনিয়ারিং স্ট্যান্ডার্ড। সমর্থন করে: কীভাবে ভুলভাবে কাটা/খোদাই করার ফলে বি-ফ্লুট কার্ডবোর্ডের কাঠামোগত পতন এবং ভারবহন ক্ষমতা হ্রাস পায়। পরিধি টীকা: করোগেটেড ফ্লুটিং-এর যান্ত্রিক ব্যর্থতার উপর আলোকপাত করে। ↩
"আর্দ্রতা এবং তাপমাত্রার প্রভাব …এর যান্ত্রিক বৈশিষ্ট্যের উপর", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/। একটি প্রামাণিক বাহ্যিক উৎস কীভাবে এই দাবিকে সমর্থন করে তার সংক্ষিপ্ত ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: বস্তু বিজ্ঞান হ্যান্ডবুক। সমর্থন করে: শিল্প পরিবেশে পারিপার্শ্বিক আর্দ্রতার সংস্পর্শে এলে ছিদ্রযুক্ত কাঠের ভিত্তির মাত্রিক অস্থিতিশীলতা। পরিধি টীকা: নির্দিষ্ট পরিমাপটি সাধারণ হাইগ্রোস্কোপিক প্রসারণের একটি দৃষ্টান্তমূলক ঘটনা। ↩
"কাস্টম প্যাকেজিং-এর জন্য ডাই-কাটিং সক্ষমতা – রয়্যাল পেপার বক্স", https://royalpaperbox.com/capabilities/manufacturing/die-cutting/। নির্ভুল ডাই-কাটিং-এর উপর প্রামাণ্য উৎসগুলো দেখায় যে কীভাবে উচ্চ-নির্ভুল স্টিলের ডাই উপকরণের অপচয় কমায়। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: উৎপাদন হ্যান্ডবুক। সমর্থন করে: এই দাবি যে নির্ভুল টুলিং অপচয় দূর করে। পরিধি নোট: উচ্চ-পরিমাণে শিল্প কার্ডবোর্ড উৎপাদনের ক্ষেত্রে প্রযোজ্য। ↩
"বাঁকা, মোচড়ানো, অসমান, কোঁকড়ানো অংশ সোজা করার সহজ উপায়...", https://www.youtube.com/watch?v=vm-2zPCjMl8। কার্ডবোর্ড টুলিং-এর উপর প্রযুক্তিগত নির্দেশিকাগুলো স্কোরিং ত্রুটি প্রতিরোধে সমতল সাপোর্ট বোর্ডের ভূমিকা ব্যাখ্যা করে। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: শিল্প প্রকৌশল ম্যানুয়াল। সাপোর্ট: বোর্ডের সমতলতা এবং স্কোর লাইনের অখণ্ডতার মধ্যে সংযোগ। পরিধি নোট: ডাই-কাটিং প্রেসের জন্য নির্দিষ্ট। ↩
"ডাই কাটিং অপারেশনে ডাই-কাট মিসঅ্যালাইনমেন্ট সমস্যার সমাধান", https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations। প্রেস ক্যালিব্রেশনের উপর করা গবেষণা প্রেসার সেটিংসকে এজ ক্লিনলিনেস এবং ফোল্ডেবিলিটির সাথে সম্পর্কিত করে। প্রমাণের ভূমিকা: পারফরম্যান্স মেট্রিক; উৎসের ধরণ: মেশিনারি স্পেসিফিকেশন শিট। সমর্থন করে: এই দাবি যে প্রেসার রিক্যালিব্রেশন অ্যাসেম্বলির সময় কমিয়ে দেয়। পরিধি নোট: কাটের গুণমান এবং ডাউনস্ট্রিম অ্যাসেম্বলির মধ্যে পারস্পরিক ক্রিয়ার উপর দৃষ্টি নিবদ্ধ। ↩
"দ্বি-প্রাচীরযুক্ত ঢেউখেলানো বোর্ড প্যাকেজিংয়ের সর্বোত্তম নকশা – পিএমসি", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/। কার্ডবোর্ডের কাঠামোতে স্লট এবং ট্যাবের সঠিক মাত্রা নির্ধারণ করতে কীভাবে মেটেরিয়াল ক্যালিপারের পরিমাপ ব্যবহার করা হয় তার ব্যাখ্যা। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: উৎপাদন মান। সমর্থন করে: এই দাবি যে সঠিক মাপের জন্য পুরুত্ব অবশ্যই গণনা করতে হবে। পরিধি সংক্রান্ত টীকা: সকল প্রকার ঢেউখেলানো ফ্লুটিংয়ের ক্ষেত্রে প্রযোজ্য। ↩
"একটি পাঁচ-স্তরবিশিষ্ট কাঠামোর নমন দৃঢ়তার বিশ্লেষণাত্মক নির্ধারণ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/। পুরু তক্তা ৯০-ডিগ্রি কোণে ভাঁজ করার সময় পদার্থের ক্ষয় ও প্রসারণ নির্ণয়ে ব্যবহৃত গাণিতিক সূত্রসমূহের উপর নথি। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্রকৌশল হ্যান্ডবুক। সমর্থন করে: অ্যালগরিদমিক নমন ছাড়ের প্রয়োজনীয়তা। পরিধি টীকা: কাঠামোগত ঢেউখেলানো কাগজের মোড়কের জন্য নির্দিষ্ট। ↩
"কোরুগেটেড বোর্ড এবং উপাদানের গ্রেড – প্যাকেজিং কৌশল", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades। স্ট্যান্ডার্ড বি-ফ্লুট কোরুগেটেড বোর্ডের ক্যালিপার পরিমাপের যাচাইকরণ। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: উৎপাদন মান। ভিত্তি: ব্যবহৃত উপাদানের ভৌত মাত্রা। পরিধি সংক্রান্ত টীকা: প্রস্তুতকারক ভেদে পুরুত্ব সামান্য পরিবর্তিত হতে পারে। ↩
"[পিডিএফ] ক্রিজিং অ্যান্ড ফোল্ডিং – বায়োরিসোর্সেস", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf। ভাঁজ করার প্রক্রিয়ার সময় ঢেউখেলানো ফ্লুটিং-এর যান্ত্রিক বিকৃতির ব্যাখ্যা। প্রমাণের ভূমিকা: ভৌত নীতি; উৎসের ধরণ: পদার্থ বিজ্ঞান পাঠ্যপুস্তক। সমর্থন: বেন্ড অ্যালাউন্স গণনার প্রয়োজনীয়তা। পরিধি টীকা: বিশেষভাবে ঢেউখেলানো উপকরণের ক্ষেত্রে প্রযোজ্য। ↩
"ফ্রি শিট মেটাল বেন্ড অ্যালাউন্স ক্যালকুলেটর | ফির্গেলি ইঞ্জিনিয়ারিং", https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOooodHB1g02ZlhYNgg52NsDSrkXxxG-XLowdEgURYJRJ1911i2fy। স্ট্রাকচারাল প্যাকেজিং ডিজাইনের উপর প্রযুক্তিগত ডকুমেন্টেশনে ব্যাখ্যা করা হয়েছে যে, ভাঁজ করার সময় উপাদানের পুরুত্বের (ক্যালিপার) সাথে সামঞ্জস্য বিধানের জন্য কীভাবে বেন্ড অ্যালাউন্স গণনা করা হয়। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: ইঞ্জিনিয়ারিং ম্যানুয়াল। সমর্থন করে: CAD অ্যালাউন্স এবং বাস্তব ভাঁজের ফলাফলের মধ্যে গাণিতিক সম্পর্ক। পরিধি নোট: শুধুমাত্র করোগেটেড ফাইবারবোর্ডের জন্য প্রযোজ্য। ↩
"কোরুগেটেড বক্সের চূড়ান্ত নির্দেশিকা – শোর প্যাকেজিং", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/। কোরুগেটেড বোর্ডের জন্য উপাদান বিজ্ঞান নির্দেশিকা অনুযায়ী, স্লট টলারেন্স বৃদ্ধি করলে স্ট্রেস কনসেন্ট্রেশন কমে যায়, যার ফলে লাইনারবোর্ডের ফেটে যাওয়া প্রতিরোধ করা যায়। প্রমাণের ভূমিকা: কার্যকারণ যাচাই; উৎসের ধরণ: শিল্প মান। সমর্থন করে: উপাদানের অখণ্ডতার উপর বর্ধিত টলারেন্সের প্রভাব। পরিধি নোট: ম্যানুয়াল অ্যাসেম্বলি প্রক্রিয়ার ক্ষেত্রে প্রযোজ্য। ↩
"নন-লিনিয়ার ফাইনাইট এলিমেন্ট অ্যানালাইসিস অফ দ্য ফ্লুটেড করোগেটেড শিট ইন …", https://onlinelibrary.wiley.com/doi/10.1155/2014/654012। স্ট্রাকচারাল ডিসপ্লের জ্যামিতিক বিশ্লেষণে দেখা যায় যে, ভাঁজ করা কার্ডবোর্ডে সঠিক ৯০-ডিগ্রি কোণ বজায় রাখার জন্য ফ্লুটের সঠিক পুরুত্ব বিবেচনা করা প্রয়োজন। প্রমাণের ভূমিকা: জ্যামিতিক প্রমাণ; উৎসের ধরণ: প্রযুক্তিগত স্পেসিফিকেশন। সমর্থন: বর্গাকার আকৃতির জন্য ফ্লুটের পুরুত্ব ম্যাপিংয়ের প্রয়োজনীয়তা। পরিধি টীকা: স্ট্রাকচারাল ডিসপ্লে অ্যাপ্লিকেশনের উপর আলোকপাত করে। ↩



